JP2004181477A - 液圧成形装置 - Google Patents
液圧成形装置 Download PDFInfo
- Publication number
- JP2004181477A JP2004181477A JP2002349573A JP2002349573A JP2004181477A JP 2004181477 A JP2004181477 A JP 2004181477A JP 2002349573 A JP2002349573 A JP 2002349573A JP 2002349573 A JP2002349573 A JP 2002349573A JP 2004181477 A JP2004181477 A JP 2004181477A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- stopper
- forming apparatus
- tube
- forming die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【課題】コストの低減及び構造の簡略化を実現したうえで、成形型の型開きを確実に抑制すると共に型精度を維持することができるようにする。
【解決手段】内部に液圧を与えた管材Pを径方向に押圧する一方の成形型3と、この一方の成形型3の押圧動作に先行して管材Pを径方向でかつ一方の成形型3とは異なる方向に押圧する他方の成形型4を備え、一方の成形型3には、この一方の成形型3が管材Pを径方向に押圧する段階において、先行して管材Pを押圧している他方の成形型4と接触して型開き方向への移動を阻止するストッパ3cを設けた。
【選択図】 図1
【解決手段】内部に液圧を与えた管材Pを径方向に押圧する一方の成形型3と、この一方の成形型3の押圧動作に先行して管材Pを径方向でかつ一方の成形型3とは異なる方向に押圧する他方の成形型4を備え、一方の成形型3には、この一方の成形型3が管材Pを径方向に押圧する段階において、先行して管材Pを押圧している他方の成形型4と接触して型開き方向への移動を阻止するストッパ3cを設けた。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、管材の内部に加工液を注入して、管材を液圧を加えながら所定形状に成形するのに利用される液圧成形装置に関するものである。
【0002】
【従来の技術】
従来、上記した液圧成形装置としては、例えば、複数に分割された成形型を備えたものがあり、この液圧成形装置では、成形型内の空間に管材を投入し、この管材の内部に加工液を注入して内部の液圧を増加させることにより、管材を所望する形状に成形するようにしている。
【0003】
この際、液圧の増加によって成形型が押されて開くのを防ぐための型締手段を講じるのが一般的である。
【0004】
従来の液圧成形装置に採用されている型締手段としては、例えば、型を締めた状態の成形型の外側に型開き抑止部材や拘束リングを嵌める手段(特開2001−58339号公報及び特開2001−58339号公報)がある他、分割式成形型の端部に型締めフックを配置し、このフックで分割式成形型を機械的にロックすることで型開きを阻止するようにした手段(特開2002−153918号公報)がある。
【0005】
【発明が解決しようとする課題】
しかしながら、上記した従来の液圧成形装置において、型開き抑止部材を用いる場合には、この型開き抑止部材が成形型から独立しているため、型締め時に所定位置へ移動させたり、成形後に成形型から離間させたりする駆動源や制御系が必要となって、構造の複雑化及び成形コストの上昇を招いてしまうという問題があり、拘束リングを用いる場合には、成形型に隙間なく嵌めこむ都合上、精密な加工が要求されるといった問題があった。
【0006】
また、フックを用いる場合には、型開きを抑制するために大型で且つ強固なフックとする必要があるのに加えて、このフックを動作させる開閉用シリンダを設ける必要があり、その分だけ、コストが増加すると共に、構造や制御が複雑なものになってしまうという問題があり、これらの問題を解決することが従来の課題となっていた。
【0007】
【発明の目的】
本発明は、上記した従来の課題に着目してなされたものであり、コストの低減及び構造の簡略化を実現したうえで、成形型の型開きを確実に抑制すると共に型精度を維持しつつ、圧縮成形を行うことが可能である液圧成形装置を提供することを目的としている。
【0008】
【課題を解決するための手段】
上記目的を達成するため、鋭意研究を重ねた結果、一方の成形型に他方の成形型の型開き方向への移動を阻止するストッパを設けることにより、構造を複雑化することなく成形型の型開きを抑制し得ることを見出した。
【0009】
すなわち、本発明は、内部に液圧を与えた管材を径方向に押圧する一方の成形型と、この一方の成形型の押圧動作に先行して上記管材を径方向でかつ一方の成形型とは異なる方向に押圧する他方の成形型を備えた液圧成形装置であって、一方の成形型には、この一方の成形型が管材を径方向に押圧する段階において、先行して上記管材を押圧している他方の成形型と接触して型開き方向への移動を阻止するストッパを設けた構成としたことを特徴としており、この液圧成形装置の構成を前述した従来の課題を解決するための手段としている。
【0010】
この液圧成形装置では、一方の成形型が内部に液圧を与えた管材を径方向に押圧すると、先行して管材を押圧している他方の成形型にストッパが接触して、この他方の成形型が型開き方向へ移動するのを阻止するので、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型の型開きを抑制し得ることとなる、すなわち、コストの低減及び構造の簡略化を図りつつ、成形型の型開きを抑制し得ることとなる。
【0011】
【発明の効果】
本発明によれば、上記した構成としているので、コストの上昇及び構造の複雑化を抑えたうえで、成形型の型開きを確実に防止して型精度を高く保ちつつ圧縮成形を行うことが可能であるという非常に優れた効果がもたらされる。
【0012】
【実施例】
以下、本発明を図面に基づいて説明する。
【0013】
図1〜図5は、本発明の液圧成形装置の一実施例を示している。
【0014】
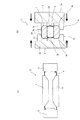
図1に示すように、この液圧成形装置1は、管材Pの両端にシール状態で装着されて管材Pの内部に加工液を注入するノズル2と、プレス機のラム(図示省略)の動作方向に沿って設けられてノズル2から加工液を注入することで内部に液圧が与えられた管材Pを左右両側から挟み込んで径方向に押圧する一方の成形型3,3と、これらの一方の成形型3,3の押圧動作に先行して管材Pを同じく径方向でかつ一方の成形型3とほぼ90°の角度差をもって上下から挟み込んで押圧する他方の成形型4,4を備えている。
【0015】
一方の成形型3は、ベース3aと、このベース3aから管材Pに向けてほぼ水平に延出する押圧部3bと、この押圧部3bと同じくベース3aから管材P側に延出するストッパ3cを具備しており、図2に示すように、この一方の成形型3が管材Pを径方向に押圧する段階において、押圧部3bの上下に位置するストッパ3c,3cは、先行して上記管材Pを上下から押圧している他方の成形型4,4と接触して型開き方向への移動を阻止するようになっている。
【0016】
この場合、ベース3aから管材P側に延出するストッパ3cの先端部に位置する他方の成形型4との接触面3dは、その基端側から先端側にかけて他方の成形型4から漸次離間する方向に傾斜しており、また、他方の成形型4の端部に位置するストッパ3cとの接触面4aは、その中央側から端側にかけてストッパ3dから漸次離間する方向に傾斜していて、これにより、ストッパ3c,3cと他方の成形型4,4との接触がスムーズになされるようになっている。
【0017】
この実施例では、先行して上記管材Pを押圧している他方の成形型4,4間に一方の成形型3の押圧部3bが進入した段階において、この一方の成形型3の押圧部3bと他方の成形型4との隙間が管材Pの板厚の1/4以下となるように設定してある。
【0018】
上記した構成の液圧成形装置1では、図1に示すように、まず、装置内に管材Pを投入してその両端にノズル2をシール状態で装着する。
【0019】
次いで、図2(a)に示すように、プレス機のラムの動作方向に沿う一方の成形型3に先行して他方の成形型4に押圧動作を行わせて成形するのに続いて、図3に示すように、一方の成形型3に押圧動作を行わせて成形する。
【0020】
上記一方の成形型3の押圧部3bが管材Pを径方向に押圧する段階において、図2(b)に示すように、押圧部3bの上下に位置するストッパ3c,3cが、先行して上記管材Pを上下から押圧している他方の成形型4,4と接触するので、他方の成形型4,4の型開き方向への移動が抑えられることとなる。
【0021】
したがって、上記液圧成形装置1では、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型4の型開きを抑制し得ることとなる、すなわち、コストの低減及び構造の簡略化を図りつつ、成形型4の型開きを抑制し得ることとなる。
【0022】
また、上記液圧成形装置1では、ストッパ3cの先端部に位置する他方の成形型4との接触面3d及び他方の成形型4の端部に位置するストッパ3cとの接触面4aを互いに摺接し合う斜面としているので、ストッパ3c,3cの他方の成形型4,4に対する接触がスムーズになされることとなる、すなわち、ストッパ3c,3cが他方の成形型4,4に対して円滑に係止し得ることとなる。
【0023】
さらに、上記液圧成形装置1では、先行して上記管材Pを押圧している他方の成形型4,4間に一方の成形型3の押圧部3bが進入した段階における押圧部3bと他方の成形型4との隙間を管材Pの板厚の1/4以下としているので、圧縮成形が可能となり、加えて、上述したように、他方の成形型4のストッパ3cとの接触面がこの他方の成形型4の外側に位置するようにしているので、すなわち、ストッパ3cが他方の成形型4の外側で接触するようにしているので、ストッパ3cの厚みを大きくして剛性を高めることが可能であり、管材Pの内部の液圧を極端に高くしても成形型4の型開きを確実に抑制し得ることとなる。
【0024】
図4及び図5は、本発明の液圧成形装置の他の実施例を示している。
【0025】
図4に示すように、この実施例の液圧成形装置11が上述した先の実施例の液圧成形装置1と異なるところは、他方の成形型14のストッパ13cとの接触面をこの他方の成形型14に設けた係止孔(凹部)14b内に配置した点にあり、すなわち、先細りのピン状をなすストッパ13cを他方の成形型14の係止孔14bに係止させることで成形型14の型開きを阻止するようにした点にあり、他の構成は先の実施例と同じである。
【0026】
上記した構成の液圧成形装置11では、図4(a)に示すように、プレス機のラムの動作方向に沿う一方の成形型13に先行して他方の成形型14に押圧動作を行わせて成形するのに続いて、図5に示すように、一方の成形型13に押圧動作を行わせて成形する。
【0027】
上記一方の成形型13の押圧部13bが管材Pを径方向に押圧する段階において、図4(b)に示すように、押圧部13bの上下に位置するピン状のストッパ13c,13cが、先行して上記管材Pを上下から押圧している他方の成形型14,14の係止孔14b,14bにそれぞれ係止することから、他方の成形型14,14の型開き方向への移動が抑えられることとなる。
【0028】
したがって、この液圧成形装置11においても、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型14の型開きを抑制し得ることとなって、その結果、コストの低減及び構造の簡略化を実現したうえで、成形型14の型開きを確実に抑制すると共に型精度を維持しつつ、成形し得ることとなる。
【0029】
また、上記液圧成形装置1では、ストッパ13cを先細りのピン状に形成しているので、ストッパ13c,13cが他方の成形型4,4の係止孔14b,14bにそれぞれスムーズに挿入されることとなって、ストッパ13c,13cが他方の成形型14,14に対して円滑に係止し得ることとなる。
【0030】
さらに、上記液圧成形装置1では、上述したように、ストッパ13cが他方の成形型4の係止孔14bに挿入されて係止するようにしているので、先の実施例の液圧成形装置1よりも一層の小型化が図られることとなる。
【図面の簡単な説明】
【図1】本発明の液圧成形装置の一実施例を示す初期状態における側面説明図(a)及び図1(a)のA−A線位置での断面説明図(b)である。
【図2】図1に示した液圧成形装置の成形中における側面説明図(a)及び図1(a)のA−A線相当位置での断面説明図(b)である。
【図3】図1に示した液圧成形装置の成形完了時における図1(a)のA−A線相当位置での断面説明図である。
【図4】本発明の液圧成形装置の他の実施例を示す成形中における側面説明図(a)及び図1(a)のA−A線相当位置での断面説明図(b)である。
【図5】図4に示した液圧成形装置の成形完了時における図1(a)のA−A線相当位置での断面説明図である。
【符号の説明】
1,11 液圧成形装置
3,13 一方の成形型
3c,13c ストッパ
3d ストッパの他方の成形型との接触面
4,14 他方の成形型
4a ストッパとの接触面
14b 係止孔(凹部)
P 管材
【発明の属する技術分野】
本発明は、管材の内部に加工液を注入して、管材を液圧を加えながら所定形状に成形するのに利用される液圧成形装置に関するものである。
【0002】
【従来の技術】
従来、上記した液圧成形装置としては、例えば、複数に分割された成形型を備えたものがあり、この液圧成形装置では、成形型内の空間に管材を投入し、この管材の内部に加工液を注入して内部の液圧を増加させることにより、管材を所望する形状に成形するようにしている。
【0003】
この際、液圧の増加によって成形型が押されて開くのを防ぐための型締手段を講じるのが一般的である。
【0004】
従来の液圧成形装置に採用されている型締手段としては、例えば、型を締めた状態の成形型の外側に型開き抑止部材や拘束リングを嵌める手段(特開2001−58339号公報及び特開2001−58339号公報)がある他、分割式成形型の端部に型締めフックを配置し、このフックで分割式成形型を機械的にロックすることで型開きを阻止するようにした手段(特開2002−153918号公報)がある。
【0005】
【発明が解決しようとする課題】
しかしながら、上記した従来の液圧成形装置において、型開き抑止部材を用いる場合には、この型開き抑止部材が成形型から独立しているため、型締め時に所定位置へ移動させたり、成形後に成形型から離間させたりする駆動源や制御系が必要となって、構造の複雑化及び成形コストの上昇を招いてしまうという問題があり、拘束リングを用いる場合には、成形型に隙間なく嵌めこむ都合上、精密な加工が要求されるといった問題があった。
【0006】
また、フックを用いる場合には、型開きを抑制するために大型で且つ強固なフックとする必要があるのに加えて、このフックを動作させる開閉用シリンダを設ける必要があり、その分だけ、コストが増加すると共に、構造や制御が複雑なものになってしまうという問題があり、これらの問題を解決することが従来の課題となっていた。
【0007】
【発明の目的】
本発明は、上記した従来の課題に着目してなされたものであり、コストの低減及び構造の簡略化を実現したうえで、成形型の型開きを確実に抑制すると共に型精度を維持しつつ、圧縮成形を行うことが可能である液圧成形装置を提供することを目的としている。
【0008】
【課題を解決するための手段】
上記目的を達成するため、鋭意研究を重ねた結果、一方の成形型に他方の成形型の型開き方向への移動を阻止するストッパを設けることにより、構造を複雑化することなく成形型の型開きを抑制し得ることを見出した。
【0009】
すなわち、本発明は、内部に液圧を与えた管材を径方向に押圧する一方の成形型と、この一方の成形型の押圧動作に先行して上記管材を径方向でかつ一方の成形型とは異なる方向に押圧する他方の成形型を備えた液圧成形装置であって、一方の成形型には、この一方の成形型が管材を径方向に押圧する段階において、先行して上記管材を押圧している他方の成形型と接触して型開き方向への移動を阻止するストッパを設けた構成としたことを特徴としており、この液圧成形装置の構成を前述した従来の課題を解決するための手段としている。
【0010】
この液圧成形装置では、一方の成形型が内部に液圧を与えた管材を径方向に押圧すると、先行して管材を押圧している他方の成形型にストッパが接触して、この他方の成形型が型開き方向へ移動するのを阻止するので、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型の型開きを抑制し得ることとなる、すなわち、コストの低減及び構造の簡略化を図りつつ、成形型の型開きを抑制し得ることとなる。
【0011】
【発明の効果】
本発明によれば、上記した構成としているので、コストの上昇及び構造の複雑化を抑えたうえで、成形型の型開きを確実に防止して型精度を高く保ちつつ圧縮成形を行うことが可能であるという非常に優れた効果がもたらされる。
【0012】
【実施例】
以下、本発明を図面に基づいて説明する。
【0013】
図1〜図5は、本発明の液圧成形装置の一実施例を示している。
【0014】
図1に示すように、この液圧成形装置1は、管材Pの両端にシール状態で装着されて管材Pの内部に加工液を注入するノズル2と、プレス機のラム(図示省略)の動作方向に沿って設けられてノズル2から加工液を注入することで内部に液圧が与えられた管材Pを左右両側から挟み込んで径方向に押圧する一方の成形型3,3と、これらの一方の成形型3,3の押圧動作に先行して管材Pを同じく径方向でかつ一方の成形型3とほぼ90°の角度差をもって上下から挟み込んで押圧する他方の成形型4,4を備えている。
【0015】
一方の成形型3は、ベース3aと、このベース3aから管材Pに向けてほぼ水平に延出する押圧部3bと、この押圧部3bと同じくベース3aから管材P側に延出するストッパ3cを具備しており、図2に示すように、この一方の成形型3が管材Pを径方向に押圧する段階において、押圧部3bの上下に位置するストッパ3c,3cは、先行して上記管材Pを上下から押圧している他方の成形型4,4と接触して型開き方向への移動を阻止するようになっている。
【0016】
この場合、ベース3aから管材P側に延出するストッパ3cの先端部に位置する他方の成形型4との接触面3dは、その基端側から先端側にかけて他方の成形型4から漸次離間する方向に傾斜しており、また、他方の成形型4の端部に位置するストッパ3cとの接触面4aは、その中央側から端側にかけてストッパ3dから漸次離間する方向に傾斜していて、これにより、ストッパ3c,3cと他方の成形型4,4との接触がスムーズになされるようになっている。
【0017】
この実施例では、先行して上記管材Pを押圧している他方の成形型4,4間に一方の成形型3の押圧部3bが進入した段階において、この一方の成形型3の押圧部3bと他方の成形型4との隙間が管材Pの板厚の1/4以下となるように設定してある。
【0018】
上記した構成の液圧成形装置1では、図1に示すように、まず、装置内に管材Pを投入してその両端にノズル2をシール状態で装着する。
【0019】
次いで、図2(a)に示すように、プレス機のラムの動作方向に沿う一方の成形型3に先行して他方の成形型4に押圧動作を行わせて成形するのに続いて、図3に示すように、一方の成形型3に押圧動作を行わせて成形する。
【0020】
上記一方の成形型3の押圧部3bが管材Pを径方向に押圧する段階において、図2(b)に示すように、押圧部3bの上下に位置するストッパ3c,3cが、先行して上記管材Pを上下から押圧している他方の成形型4,4と接触するので、他方の成形型4,4の型開き方向への移動が抑えられることとなる。
【0021】
したがって、上記液圧成形装置1では、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型4の型開きを抑制し得ることとなる、すなわち、コストの低減及び構造の簡略化を図りつつ、成形型4の型開きを抑制し得ることとなる。
【0022】
また、上記液圧成形装置1では、ストッパ3cの先端部に位置する他方の成形型4との接触面3d及び他方の成形型4の端部に位置するストッパ3cとの接触面4aを互いに摺接し合う斜面としているので、ストッパ3c,3cの他方の成形型4,4に対する接触がスムーズになされることとなる、すなわち、ストッパ3c,3cが他方の成形型4,4に対して円滑に係止し得ることとなる。
【0023】
さらに、上記液圧成形装置1では、先行して上記管材Pを押圧している他方の成形型4,4間に一方の成形型3の押圧部3bが進入した段階における押圧部3bと他方の成形型4との隙間を管材Pの板厚の1/4以下としているので、圧縮成形が可能となり、加えて、上述したように、他方の成形型4のストッパ3cとの接触面がこの他方の成形型4の外側に位置するようにしているので、すなわち、ストッパ3cが他方の成形型4の外側で接触するようにしているので、ストッパ3cの厚みを大きくして剛性を高めることが可能であり、管材Pの内部の液圧を極端に高くしても成形型4の型開きを確実に抑制し得ることとなる。
【0024】
図4及び図5は、本発明の液圧成形装置の他の実施例を示している。
【0025】
図4に示すように、この実施例の液圧成形装置11が上述した先の実施例の液圧成形装置1と異なるところは、他方の成形型14のストッパ13cとの接触面をこの他方の成形型14に設けた係止孔(凹部)14b内に配置した点にあり、すなわち、先細りのピン状をなすストッパ13cを他方の成形型14の係止孔14bに係止させることで成形型14の型開きを阻止するようにした点にあり、他の構成は先の実施例と同じである。
【0026】
上記した構成の液圧成形装置11では、図4(a)に示すように、プレス機のラムの動作方向に沿う一方の成形型13に先行して他方の成形型14に押圧動作を行わせて成形するのに続いて、図5に示すように、一方の成形型13に押圧動作を行わせて成形する。
【0027】
上記一方の成形型13の押圧部13bが管材Pを径方向に押圧する段階において、図4(b)に示すように、押圧部13bの上下に位置するピン状のストッパ13c,13cが、先行して上記管材Pを上下から押圧している他方の成形型14,14の係止孔14b,14bにそれぞれ係止することから、他方の成形型14,14の型開き方向への移動が抑えられることとなる。
【0028】
したがって、この液圧成形装置11においても、従来の型開き抑止部材や拘束リングやフックなどの型締め手段を用いることなく成形型14の型開きを抑制し得ることとなって、その結果、コストの低減及び構造の簡略化を実現したうえで、成形型14の型開きを確実に抑制すると共に型精度を維持しつつ、成形し得ることとなる。
【0029】
また、上記液圧成形装置1では、ストッパ13cを先細りのピン状に形成しているので、ストッパ13c,13cが他方の成形型4,4の係止孔14b,14bにそれぞれスムーズに挿入されることとなって、ストッパ13c,13cが他方の成形型14,14に対して円滑に係止し得ることとなる。
【0030】
さらに、上記液圧成形装置1では、上述したように、ストッパ13cが他方の成形型4の係止孔14bに挿入されて係止するようにしているので、先の実施例の液圧成形装置1よりも一層の小型化が図られることとなる。
【図面の簡単な説明】
【図1】本発明の液圧成形装置の一実施例を示す初期状態における側面説明図(a)及び図1(a)のA−A線位置での断面説明図(b)である。
【図2】図1に示した液圧成形装置の成形中における側面説明図(a)及び図1(a)のA−A線相当位置での断面説明図(b)である。
【図3】図1に示した液圧成形装置の成形完了時における図1(a)のA−A線相当位置での断面説明図である。
【図4】本発明の液圧成形装置の他の実施例を示す成形中における側面説明図(a)及び図1(a)のA−A線相当位置での断面説明図(b)である。
【図5】図4に示した液圧成形装置の成形完了時における図1(a)のA−A線相当位置での断面説明図である。
【符号の説明】
1,11 液圧成形装置
3,13 一方の成形型
3c,13c ストッパ
3d ストッパの他方の成形型との接触面
4,14 他方の成形型
4a ストッパとの接触面
14b 係止孔(凹部)
P 管材
Claims (6)
- 内部に液圧を与えた管材を径方向に押圧する一方の成形型と、この一方の成形型の押圧動作に先行して上記管材を径方向でかつ一方の成形型とは異なる方向に押圧する他方の成形型を備えた液圧成形装置であって、一方の成形型には、この一方の成形型が管材を径方向に押圧する段階において、先行して上記管材を押圧している他方の成形型と接触して型開き方向への移動を阻止するストッパを設けたことを特徴とする液圧成形装置。
- ストッパは、他方の成形型側に延出して設けられ、先端部に位置する他方の成形型との接触面をその基端側から先端側にかけて他方の成形型から漸次離間する方向に傾斜させてある請求項1に記載の液圧成形装置。
- 他方の成形型は、端部に位置するストッパとの接触面をその中央側から端側にかけてストッパから漸次離間する方向に傾斜させてある請求項1又は2に記載の液圧成形装置。
- 一方の成形型の管材を押圧する部分が先行して上記管材を押圧している他方の成形型間に進入した段階において、一方の成形型の管材を押圧する部分と他方の成形型との隙間を管材の板厚の1/4以下とした請求項1〜3のいずれか1つの項に記載の液圧成形装置。
- 他方の成形型のストッパとの接触面をこの他方の成形型の外側に配置した請求項1〜4のいずれか1つの項に記載の液圧成形装置。
- 他方の成形型のストッパとの接触面をこの他方の成形型に設けた凹部内に配置した請求項1〜4のいずれか1つの項に記載の液圧成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002349573A JP2004181477A (ja) | 2002-12-02 | 2002-12-02 | 液圧成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002349573A JP2004181477A (ja) | 2002-12-02 | 2002-12-02 | 液圧成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004181477A true JP2004181477A (ja) | 2004-07-02 |
Family
ID=32752073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002349573A Pending JP2004181477A (ja) | 2002-12-02 | 2002-12-02 | 液圧成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004181477A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014233A1 (ja) * | 2007-07-20 | 2009-01-29 | Nippon Steel Corporation | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| RU2391166C1 (ru) * | 2008-09-22 | 2010-06-10 | Общество с ограниченной ответственностью "АКВАПАСКАЛЬ" | Штамп для формообразования полых деталей из трубных заготовок |
| JP2010158689A (ja) * | 2009-01-07 | 2010-07-22 | Jfe Steel Corp | 異形断面管の製造方法および装置 |
| JP2013103253A (ja) * | 2011-11-15 | 2013-05-30 | Mazda Motor Corp | 液圧成形方法及びその液圧成形品 |
| CN103920787A (zh) * | 2014-03-27 | 2014-07-16 | 宝山钢铁股份有限公司 | 一种管件扭力梁的液压成形方法 |
| CN103949523A (zh) * | 2014-04-16 | 2014-07-30 | 宁波钜智自动化装备有限公司 | 一种用于复杂管件内高压成形的设备及其使用方法 |
| CN113634641A (zh) * | 2021-08-31 | 2021-11-12 | 佛山市永恒液压机械有限公司 | 一种连续弯管冲压方法及装置 |
-
2002
- 2002-12-02 JP JP2002349573A patent/JP2004181477A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014233A1 (ja) * | 2007-07-20 | 2009-01-29 | Nippon Steel Corporation | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| JP4478200B2 (ja) * | 2007-07-20 | 2010-06-09 | 新日本製鐵株式会社 | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| JPWO2009014233A1 (ja) * | 2007-07-20 | 2010-10-07 | 新日本製鐵株式会社 | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| US8297096B2 (en) | 2007-07-20 | 2012-10-30 | Nippon Steel Corporation | Method for hydroforming and hydroformed product |
| RU2391166C1 (ru) * | 2008-09-22 | 2010-06-10 | Общество с ограниченной ответственностью "АКВАПАСКАЛЬ" | Штамп для формообразования полых деталей из трубных заготовок |
| JP2010158689A (ja) * | 2009-01-07 | 2010-07-22 | Jfe Steel Corp | 異形断面管の製造方法および装置 |
| JP2013103253A (ja) * | 2011-11-15 | 2013-05-30 | Mazda Motor Corp | 液圧成形方法及びその液圧成形品 |
| CN103920787A (zh) * | 2014-03-27 | 2014-07-16 | 宝山钢铁股份有限公司 | 一种管件扭力梁的液压成形方法 |
| CN103920787B (zh) * | 2014-03-27 | 2016-01-27 | 宝山钢铁股份有限公司 | 一种管件扭力梁的液压成形方法 |
| CN103949523A (zh) * | 2014-04-16 | 2014-07-30 | 宁波钜智自动化装备有限公司 | 一种用于复杂管件内高压成形的设备及其使用方法 |
| CN103949523B (zh) * | 2014-04-16 | 2016-03-16 | 宁波钜智自动化装备有限公司 | 一种用于复杂管件内高压成形的设备及其使用方法 |
| CN113634641A (zh) * | 2021-08-31 | 2021-11-12 | 佛山市永恒液压机械有限公司 | 一种连续弯管冲压方法及装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5131763B2 (ja) | 異色又は異材質からなる複合成形品の射出成形装置 | |
| JPH0351207B2 (ja) | ||
| WO2006115141A1 (ja) | 型締装置、射出成形機及び射出成形方法 | |
| JP2004181477A (ja) | 液圧成形装置 | |
| JPS63220929A (ja) | パイプの液圧バルジ成形方法 | |
| JP3945207B2 (ja) | 射出成形装置 | |
| JP6615040B2 (ja) | シリンダ成形用金型及びそれを用いたシリンダ成形方法 | |
| JPH10296809A (ja) | 射出成形機等の複合型締装置 | |
| JP2012236331A (ja) | モールド装置及びモールド方法 | |
| JPH09508072A (ja) | タブレット製造機械の工具ホルダ | |
| JPH0615186B2 (ja) | 合成樹脂製品の成形法 | |
| JP3483810B2 (ja) | ディスク成形用射出成形機の型締機構 | |
| JPH10109319A (ja) | 中空成形品の射出成形金型およびその成形方法 | |
| JP3906719B2 (ja) | 成形品の組立て方法 | |
| JPH0629820U (ja) | 射出成形機の型締装置 | |
| JPH0732409A (ja) | 射出成形装置 | |
| JP2837335B2 (ja) | 薄肉成形用金型構造 | |
| JPH0733033B2 (ja) | 射出成形用金型 | |
| JP2884051B2 (ja) | 型締装置 | |
| JPH0740375A (ja) | ガスケットの製造方法 | |
| JP2704573B2 (ja) | 型締装置 | |
| JPH0222018A (ja) | 射出成形機 | |
| JP2005014317A (ja) | 射出成形方法と成形用金型装置 | |
| JPH0130613B2 (ja) | ||
| JP3070354B2 (ja) | 射出成形方法及び射出成形用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070820 |