JP2004202828A - 超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 - Google Patents
超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 Download PDFInfo
- Publication number
- JP2004202828A JP2004202828A JP2002373880A JP2002373880A JP2004202828A JP 2004202828 A JP2004202828 A JP 2004202828A JP 2002373880 A JP2002373880 A JP 2002373880A JP 2002373880 A JP2002373880 A JP 2002373880A JP 2004202828 A JP2004202828 A JP 2004202828A
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic welding
- free end
- welding
- horn
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/006—Preventing damaging, e.g. of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30223—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being rib-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81431—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single cavity, e.g. a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8167—Quick change joining tools or surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/92—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/924—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools
- B29C66/9261—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the displacement of the joining tools
- B29C66/92651—Measuring or controlling the joining process by measuring or controlling the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the pressure, the force, the mechanical power or the displacement of the joining tools by controlling or regulating the displacement of the joining tools by using stops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/704—Bobbins, spools
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【課題】テープリールの上下フランジ間の幅精度の向上と、フランジの面振れ量の低減を図ることができる超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法を提供すること。
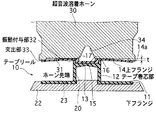
【解決手段】超音波溶着ホーン30のホーン先端面31に、上フランジ14の外周縁部に接触してその振動を拘束する突出部(自由端制振部)33を環状に形成する。突出部33の突出量tは、上フランジ14の自由端の長さLの0.5%以上2.5%以下の大きさとする。これにより、溶着したテープリール10の上下のフランジ11,14間の幅精度の向上と、上フランジ14の面振れ量の低減を図ることができる。
【選択図】 図2
【解決手段】超音波溶着ホーン30のホーン先端面31に、上フランジ14の外周縁部に接触してその振動を拘束する突出部(自由端制振部)33を環状に形成する。突出部33の突出量tは、上フランジ14の自由端の長さLの0.5%以上2.5%以下の大きさとする。これにより、溶着したテープリール10の上下のフランジ11,14間の幅精度の向上と、上フランジ14の面振れ量の低減を図ることができる。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、例えば、テープカートリッジ用のテープリールの製造に好適に用いられ、溶着後におけるリールフランジ間の幅精度の向上及びフランジの面振れ量の低減を図ることができる超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法に関する。
【0002】
【従来の技術】
従来より、テープ状記録媒体としての磁気テープは、楽音信号や映像信号あるいはコンピュータデータ等の情報信号を記録する情報信号記録媒体として、オーディオテープレコーダやビデオテープレコーダあるいは情報処理装置の外部記憶装置等の磁気記録再生装置に用いられている。この種の磁気テープは、通常、テープカートリッジの内部に回転自在に収容されたテープリールに巻装されて使用される。
【0003】
テープリールは、一般に、駆動軸が嵌合する中心孔を有する円筒状のテープ巻芯部と、このテープ巻芯部の両端に一体的に形成あるいは接合された上下一対の円盤状のフランジとから構成されている。
【0004】
ところで、磁気テープ記録再生装置においては、磁気テープに記録された情報信号への高速アクセスを可能とするために、テープ巻き戻し動作あるいは送り動作に際して、従前の磁気テープの走行速度に比して数倍ものスピード、例えば、数メートル/秒、最近においては数十メートル/秒のスピードで磁気テープを走行させるものが開発されている。また、磁気テープの情報記録容量も従前よりも大幅に高容量化し、近年においてはカートリッジ1巻のテープに数百ギガバイトもの情報量を記録できるものも開発されており、高速アクセスの要請からテープ走行速度の更なる高速度化が求められている。
【0005】
磁気テープの巻き取り動作の高速化に伴って、従前のテープリールに比べて、テープリールの回転時における上下のフランジ間の幅精度が高いことと、フランジの面振れ量が小さいことが要求される。
【0006】
すなわち、上下のフランジは、磁気テープの巻取り動作において磁気テープをテープ巻芯部へ導くためのガイドとして機能させるために設けられているので、上下のフランジ間隔の幅精度が悪かったりフランジの面振れ量が大きいと、磁気テープを巻芯部へ適正にガイドできなくなって不均一な巻取り状態に陥ることになる。このように不均一な巻取り姿勢で磁気テープが巻装されると、磁気テープの巻出し動作の際に磁気テープの走行位置が不安定となり、記録再生時にトラッキングエラー等を生じさせ、テープカートリッジの信頼性を損なわせる原因となる。
【0007】
以下、図面を参照して従来のテープリールの製造方法について説明する。
【0008】
図9及び図10は従来のテープリールの構成例を示す分解斜視図及びその組立後の側断面図である。従来のテープリール100Aは、合成樹脂からなる下フランジ101と、テープ巻芯部102と、上フランジ104とを備えており、下フランジ101とテープ巻芯部102とは一体成形されている。テープ巻芯部102の内部には、テープリール100Aを回転させる駆動軸(図示略)が嵌合する中心孔110が形成されている。テープ巻芯部102の上面103には、上フランジ104の係合孔106に係合する複数の係合凸部105が設けられている。
【0009】
テープリール100Aの製造においては、テープ巻芯部102と上フランジ104とを位置合わせして係合凸部105を係合孔106に挿通し、図10に示すように係合孔106に挿通された係合凸部105の先端部を熱等により溶融して溶着部107を形成する。この溶着部107におけるカシメ作用により、上フランジ104とテープ巻芯部102とが一体化し、テープリール100Aが完成する。
【0010】
ところが、図9及び図10に示すテープリール100Aにおいては、上述のように上フランジ104とテープ巻芯部102との間の接合を複数箇所における係合凸部105のカシメ溶着で行うようにしているので、その溶着部107で生じた上フランジ104の歪みが、回転時における上フランジ104の周期的な面振れとなって現れ、テープ巻芯部102に対する上下フランジ間の幅精度が悪化するという問題がある。
【0011】
一方、図11及び図12に示す従来の他のテープリール100Bとして、テープ巻芯部102の上端103にエネルギーダイレクタと呼ばれる断面略三角形状の溶着用リブ108を弧状に点在形成したものがある。組付けの際は、溶着用リブ108に載置した上フランジ104に対して、その溶着部に対応する領域を超音波溶着ホーン109で加圧しながら超音波振動を付与し、溶着用リブ108を摩擦溶融させて上フランジ104と溶着させる。
なお、図9及び図10に示したテープリール100Aの構成と対応する部分には同一の符号を付している。
【0012】
このように、超音波溶着法によって上フランジ104とテープ巻芯部102とを接合するようにすれば、上フランジ104の溶着面の平坦化を図ることができるので、先に説明した従来のテープリール100Aが有していたようなカシメ溶着部107に起因する上フランジ104の周期的な面振れを抑えることが可能となる。この方法により、高品質のテープリールを比較的低コストで製造することができる。
【0013】
なお、超音波振動を印加して2部材間を溶着する方法は、テープリールの製造分野に限らず、他の分野でも広く利用されている(例えば下記特許文献1〜3参照)。
【0014】
【特許文献1】
実公昭62−2096号公報
【特許文献2】
特公平7−8535号公報
【特許文献3】
特開平6−267228号公報
【0015】
上記特許文献1には、樹脂製のボスをかしめるための超音波溶着ホーンの構成に関し、振動によるワークの位置ズレを防止するために、ワーク上面を弾性的に押圧する押え棒を溶着ホーンの先端中央部に設けた構成が記載されている。
【0016】
また、上記特許文献2には、2部材間の溶着後における高さ関係を所定値に維持するために、溶着ホーンの先端に上記所定値に対応する段差を設けて溶着高さを規定する構成が記載されている。
【0017】
更に、上記特許文献3には、ビデオカセット用のリール押えバネをカセットシェルに溶着するための装置に関し、リール押えバネを超音波溶着ホーンによってカシメ溶着する際に、当該バネの先端を磁気吸着して姿勢を安定化させる構成が開示されている。
【0018】
【発明が解決しようとする課題】
上述のように、超音波溶着法を利用した従来のテープリール100Bの製造方法によれば、その前に説明した従来のテープリール100Aの製造方法に比べて確かに幅精度の改善を図ることができる。しかしながら、この方法では、当該幅精度の更なる向上が図れないという問題がある。
【0019】
すなわち、超音波溶着ホーン109によって上フランジ104を加圧しながら超音波振動を印加すると、振動波が上フランジ104の表面を伝搬して、図13に模式的に示すように上フランジ104の外周端111が大きく揺動することになる。その結果、溶着後における上下のフランジ間の間隔にバラツキが生じ、安定した幅精度が得られないという問題がある。
【0020】
このような問題を解決するために、超音波溶着時における振幅を小さくして振動波の上フランジ104表面への伝搬を抑えることも可能であるが、この場合、溶着時のエネルギーに不足が生じ、溶着用リブ108が十分に溶融することができないまま上フランジ104との溶着が終了することになる結果、上フランジ104とテープ巻芯部102との間の溶着強度が不足して、テープカートリッジの落下や振動を受けた際に溶着部が破断してカートリッジの機能不全を招くことになる。
【0021】
上述したように、近年における磁気テープカートリッジの分野においては磁気テープの巻取り動作の高速度化が益々進められ、高速回転するテープリールのフランジ間の幅精度の向上及びフランジの面振れ量の低減に対する要請に対して、従来のテープリール製造技術では十分に応えることができない。
【0022】
本発明は上述の問題に鑑みてなされ、テープリールの上下フランジ間の幅精度の更なる高精度化と、フランジの面振れ量のより一層の低減を図りながら、溶着部の高強度化をも達成することができる超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法を提供することを課題とする。
【0023】
【課題を解決するための手段】
以上の課題を解決するに当たり、本発明の超音波溶着ホーンは、溶着部と自由端部とを有する溶着対象物を被溶着物へ接合する超音波溶着ホーンであって、ホーン先端面に、溶着部に対応する位置に設けられる振動付与部と、自由端部の振動を拘束する自由端制振部とを備えたことを特徴とする。
【0024】
また、本発明の超音波溶着装置は、溶着部に振動を付与する超音波溶着ホーンと、自由端部を被溶着物側へ押圧して自由端部の振動を拘束する自由端制振部材とを備えたことを特徴とする。
【0025】
更に、本発明のテープリールの製造方法は、巻芯部と一体成形された円盤状の第1フランジと、円盤状の第2フランジとを位置合わせする工程と、第2フランジの外周縁部を下方へ押圧しながら、第2フランジの下面中央部と巻芯部の上端部とを超音波溶着する工程とを有することを特徴とする。
【0026】
テープリールの製造に関して、上記溶着対象物は第2フランジに対応し、溶着対象物は第1フランジと一体的な巻芯部に対応する。また、溶着対象物の自由端は第2フランジの外周端に対応する。
本発明では、第2フランジの外周端の振動を禁止した状態で巻芯部との溶着を行うようにしているので、溶着後における上下フランジ間の幅精度が高まるとともに、フランジの面振れ量を従来に比べてより一層低減することが可能となる。また、溶着に必要なエネルギーを印加することができるので、溶着部の強度不足を回避することができる。
【0027】
自由端制振部は、ホーン先端面において振動付与部よりも溶着対象物側へ突出して形成される。好ましくは、自由端制振部の突出量を、溶着対象物の自由端の長さの0.5%以上2.5%以下の大きさとする。
【0028】
自由端制振部は、超音波溶着ホーンに配備される場合に限らない。すなわち、超音波溶着ホーンとは別部材で自由端制振部を構成することができる。この自由端制振部材は、超音波溶着ホーンで溶着対象物を溶着する間、自由端部を被溶着物側へ押圧して自由端部の振動を拘束する。自由端制振部材は、超音波溶着ホーンを支持する超音波振動源側、あるいは、被溶着物を支持する受台側に設けられる。
【0029】
【発明の実施の形態】
以下、本発明の各実施の形態について図面を参照して説明する。
【0030】
(第1の実施の形態)
図1〜図6は本発明の第1の実施の形態を示している。
ここで、図1はテープリール10を構成する上フランジ14とテープ巻芯部12との超音波溶着工程を示す部分断面側面図、図2は図1における要部の拡大図であってテープリール10の溶着前の状態を示している。図3は本発明に係る超音波溶着ホーン30の下面斜視図、図4は超音波溶着ホーン30の一構成例を示す側断面図、図5は超音波溶着時における上フランジ14と超音波溶着ホーン30との関係を説明する側断面図、図6は溶着工程完了後のテープリール10の側断面図である。
【0031】
まず、図2を参照してテープリール10の構成の詳細について説明する。
【0032】
テープリール10は、合成樹脂材料の射出成形体からなる円盤状の下フランジ11と、下フランジ11の中央部に一体成形されたテープ巻芯部12と、円盤状の上フランジ14とで構成されている。
【0033】
下フランジ11及びテープ巻芯部12は、この巻芯部12に巻装される数百層もの磁気テープの締め付け力に耐え得るために、例えばポリカーボネート(PC)樹脂にガラス繊維を数10%混合して剛性を高めた構造となっている。一方、上フランジ12は、例えばポリカーボネート樹脂単体の射出成形体で構成されている。
【0034】
テープ巻芯部12の内部には、図示しない記録再生装置側に設けられた駆動軸が下フランジ11側から嵌合するための中心孔20が設けられている。この中心孔20の内壁面には、上記駆動軸と噛合するギヤ(図示略)が突出形成されている。なお、カートリッジ非使用時におけるテープリールの回転を規制するためのリールロック構造を有するテープカートリッジに適用される場合にあっては、下フランジ11の外周端部にリールロック用のギヤ部が形成されるものもある。
【0035】
テープ巻芯部12の上端には凹所13が形成されており、上フランジ14の中央部に設けた凸面部15と凹凸係合している。凹所14の底部には断面略三角形状の溶着用リブ(エネルギーダイレクタ)18が弧状に点在形成されており、これら溶着用リブ18の頂部と凸面部15とが互いに当接する関係にある。なお、凸面部15の反対側に位置する上フランジ14の上面部位は凹部16となっており、カートリッジ収容時にリール押え用のコイルバネ(図示略)の一端側が弾接される。
【0036】
図2に示すように、この超音波溶着工程において、下フランジ11は受台22上の位置決め凹所23に収容される。そして、上フランジ14の凸面部15をテープ巻芯部12上端の凹所13に係合させ、溶着用リブ18の頂部に当接させる。次に、後に詳述する本発明に係る超音波溶着ホーン30で上フランジ14を上方から加圧し、上フランジ14に超音波振動を印加する。これにより、溶着用リブ18が凸面部15との摩擦により発生する熱で溶融し、両者間を溶着する。
【0037】
次に、本発明に係る超音波溶着ホーン30の構成について説明する。
【0038】
超音波溶着ホーン30は、図1に示す超音波溶着機40の一構成要素として用いられる。超音波溶着機40は、発振器41と、発振器41の電気信号を機械的振動に変換するコンバータ42と、コンバータ42の振動を増幅するブースタ43とを備えており、ブースタ43に対して超音波溶着ホーン30が螺子45を介して取り付けられている。超音波溶着ホーン30、ブースタ43、コンバータ42等は、空気圧や油圧を駆動源とする駆動シリンダ44によって受台22に対して昇降可能となっている。
【0039】
本実施の形態の超音波溶着ホーン30はアルミニウム製で、いわゆるキャテノイダルホーン形状に形成されている。上フランジ14の上面に対向するホーン先端面31には、上フランジ14の上面に振動を与える振動付与部32と、上フランジ14の外周縁部14aの振動を拘束する突出部33が設けられている。
【0040】
振動付与部32は、図2に示すように、テープ巻芯部12に対する上フランジ14の溶着部に対応する位置に設けられている。本実施の形態では、溶着用リブ18の直上位置となる上フランジ14上面の凹部周辺部17が、振動付与部32に接触して超音波振動を受けることになる。
【0041】
なお、図3に示すように、振動付与部32は、ホーン先端面31の中心部に穿設された断面略円錐台形状の孔34の周囲に形成される。この孔34は、ホーン先端面31を所望の振動モードで振動させるために設けられたもので、その孔径や深さ、断面形状等は適宜設定されるものである。
【0042】
突出部33は本発明に係る「自由端制振部」に対応する。図2に示すように、突出部33の外径は溶着対象物である上フランジ14の外径よりも大きく形成されている。また、突出部33の内径は上フランジ14の外径よりも小さく形成されている。すなわち、突出部33は、テープリールの溶着工程の間、上フランジ14の外周縁部との密着状態が得られる程度の幅を備えている。また、突出部33は図3に示すように振動付与部32の外周側に環状に形成されており、上フランジ14の外周縁部の全周にわたって接触するようになっている。
【0043】
突出部33の突出量t(図2参照)は、上フランジ14の自由端の長さの0.5%以上2.5%以下の大きさに形成されている。突出量tが上フランジ14の自由端の長さの0.5%未満では、フランジ外周端14aの振動を十分に拘束することができない。また、突出量tが上フランジ14の自由端の長さの2.5%を越えると、フランジ外周縁部に対して過大な変形を強いることになり、溶着後の上下のフランジ間の幅精度が逆に悪化する。
【0044】
なお、自由端の長さは、一般に、上フランジ14の溶着部からフランジ外周縁部14aまでの長さをいうが、本実施の形態では、テープ巻芯部12による支持位置から、超音波溶着ホーン30の突出部33による支持位置までの長さ(図2においてLで符示。)を意味する。実際の意味において、フランジ外周端14aのみの領域に接触して振動を拘束するのは困難だからである。
【0045】
突出部33は、溶着の際、上フランジ14の外周縁部を下フランジ11側に押し付けてその振動を禁止する作用を行い得るように形成されていればよいので、超音波溶着ホーン30の構成材料(アルミニウム)でホーン先端面31から突出形成される構成に限られない。
【0046】
図4は、突出部33の他の構成例を示している。なお、図2と対応する部分について同一の符号を付し、その詳細な説明は省略するものとする。
【0047】
図4に示す超音波溶着ホーン30の突出部33は、ホーン先端面31の外周縁部に形成された環状凹部35に対し、両面粘着テープ36を介して取り付けた摩耗防止リング37で構成されている。摩耗防止リング37は、テープ巻芯部12と上フランジ14とを溶着する際に上フランジ14の外周縁部と接触することによって当該上フランジ14の外周縁部が摩耗するのを防止する機能を有する。
【0048】
したがって、摩耗防止リング37は、上フランジ14の構成材料よりも軟質であることが必要であり、また、メンテナンス性の観点から、摩擦係数が低く耐摩耗性に優れた材料であることが好ましい。本実施の形態では、摩耗防止リング37として厚さ0.5mmの超高分子ポリエチレン製シートを用いている。
【0049】
なお、上記以外の材料としては、例えば、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリテトラフルオロエチレン(PTFE)等が挙げられる。
【0050】
また、上記構成の摩耗防止リング37をホーン先端面31より一段低くした環状凹部35に取り付けたことにより、溶着時の振動による摩耗防止リング37のホーン先端面31からの剥離、脱落を防止することができる。
【0051】
次に、以上のように構成される本実施の形態の作用について説明する。
【0052】
先ず、図2に示すように、受台22の位置決め凹所23に収容された下フランジ11に対して上フランジ14を位置合わせし、テープ巻芯部12上面の凹所13と上フランジ14の凸面部15を係合させる工程が行われる。これにより、凹所13内の溶着用リブ18が凸面部15に当接することになる。
【0053】
続いて、図1に示すように、超音波溶着機40を用いて上フランジ14とテープ巻芯部12とを溶着する工程が行われる。
【0054】
この工程では、超音波溶着ホーン30のホーン先端面31を図2に示すように上フランジ14の上面に対向させた後、駆動シリンダ44を駆動させて超音波溶着ホーン30を下降させる。これにより、突出部33が先ず最初に上フランジ14の外周縁部に当接し、続いて振動付与部32が上フランジ14の凹部周辺部17に当接する。つまり、上フランジ14の外周縁部が突出部33によりその突出量tだけ下方へ押圧された状態で、振動付与部32が凹部周辺部17に当接することになる。そして、上フランジ14に対して所定の加圧力を作用させながら、超音波振動を印加する。これにより、溶着用リブ18が凸面部15との摩擦熱により溶融し、上フランジ14とテープ巻芯部12とが溶着される。
【0055】
超音波溶着の際、上フランジ14の外周縁部は、図5に示すようにホーン先端面31の突出部33によってその振動が拘束される。つまり、上フランジ14の外周縁部が自由端としての振動を禁止されることになり、当該外周縁部の揺動が阻止される。これにより、溶着されたテープリール10の上下フランジ間の幅W(図6参照)を全周にわたって安定させることができ、回転時における上フランジ14の面振れを従来に比べて大幅に低減することができる。
【0056】
以上、本実施の形態によれば、溶着後におけるテープリール10の上下フランジ間の幅精度を従来よりも向上させて、フランジの面振れ量を従来よりも低減することができるので、テープ巻芯部12に対する磁気テープの高速巻き取り動作の際の適正なテープ巻取り状態を確保でき、更なる高速化にも十分に対応することが可能なテープリール10を製造することができる。
【0057】
また、上フランジ14とテープ巻芯部12との間を適正に溶着するのに必要なエネルギーを印加することができるので、両者の間の接合信頼性を確保することができる。
【0058】
(第2の実施の形態)
図7は本発明の第2の実施の形態を示している。なお、図において上述の第1の実施の形態と対応する部分については同一の符号を付し、その詳細な説明は省略するものとする。
【0059】
図示する超音波溶着装置50は、受台22に載置した下フランジ11のテープ巻芯部12に対して上フランジ14を超音波溶着してテープリール10を製造するための装置である。
【0060】
超音波溶着装置50は、発振器51と、発振器51の電気信号を機械的振動に変換するコンバータ52と、コンバータ52の振動を増幅するブースタ53と、ブースタ53に対して螺子55を介して取り付けられた超音波溶着ホーン60とを備えている。超音波溶着ホーン60、ブースタ53、コンバータ52等は、空気圧や油圧を駆動源とする駆動シリンダ54によって受台22に対して昇降可能となっている。
【0061】
本実施の形態では、超音波溶着ホーン60のホーン先端面61は平坦であり、上フランジ14とテープ巻芯部12との溶着部に対応する凹部周辺部17にのみ接触するだけの大きさに形成されている。つまり、超音波溶着ホーン60は、図12を参照して説明した従来の超音波溶着ホーン109と同様な構成とされる。
【0062】
そこで、本実施の形態においては、超音波溶着ホーン60を支持する超音波振動源としてのブースタ53の周囲に対し、下端部57がホーン先端面61からtだけ突出するように円筒形状の自由端制振部材56を備え付け、この自由端制振部材56の下端部57によって溶着時における上フランジ14の外周縁部を下方へ押圧してその振動を拘束するようにしている。
【0063】
自由端制振部材56の下端部57のホーン先端面61からの突出量tは、上述の第1の実施の形態と同様に設定されており、上フランジ14の自由端の長さの0.5%以上2.5%以下の大きさとされている。また、自由端制振部材56の下端部57は、その全周にわたって、上フランジ14の外周縁部に対して適度な面積で接触できる程度の幅に形成されているものとする。
【0064】
以上のように構成される本実施の形態によっても、上述の第1の実施の形態と同様な効果を得ることができる。特に、本実施の形態によれば、従来の超音波溶着装置に対し、上述したような構成の自由端制振部材56を取り付けるだけで容易に本発明を実施することができるので、設備コストの負担低減を図ることができる。
【0065】
また、自由端制振部材56の下端部57を超高分子ポリエチレン等の合成樹脂材料で構成するようにすれば、上述の第1の実施の形態と同様に、溶着時におけるフランジ外周縁部の摩耗を防止することが可能となる。
【0066】
(第3の実施の形態)
図8は本発明の第3の実施の形態を示している。なお、図において上述の第2の実施の形態と対応する部分については同一の符号を付し、その詳細な説明は省略するものとする。
【0067】
本実施の形態における超音波溶着装置70は、下フランジ11を支持する受台22側に、溶着時における上フランジ14の外周縁部を下方へ押圧してその振動を拘束する自由端制振部材72が設けられている。
【0068】
自由端制振部材72は、ヒンジ71を介して回動可能な断面略L字形状を呈しており、その基端側には、受台22側への自由端制振部材72の移動を許容し、かつ、その移動量を保持できるスプリング機構73が設けられている。また、この自由端制振部材72は、テープリール10の周方向に関し、少なくとも2以上で分割構成されており、より好ましくは、上フランジ14の全周部において自由端制振部材72によって押圧できる態様で構成される。
【0069】
自由端制振部材72は、図において実線、一点鎖線及び二点鎖線で示す3位置をとることが可能となっている。すなわち、受台22に対する下フランジ11の位置決め及びこれに対する上フランジ14の位置決めの際、自由端制振部材72は図中一点鎖線で示す待機位置にあり、溶着時に実線で示す位置へ回動された後、二点鎖線で示す位置まで下降する。これにより、上フランジ14の外周縁部を自由端制振部材72によって下方へ押圧した状態で、上フランジ14をテープ巻芯部12へ溶着することが可能となる。
【0070】
【実施例】
以下、本発明の実施例について説明する。本実施例では、図4に示した構成の超音波溶着ホーン30を用いて実際にテープリール10を製造し、完成したテープリール10のフランジ間の幅精度及び上フランジ14の面振れ量を測定した。また、比較のため、従来の溶着ホーン109(図12)によって製造したテープリール100Bについても同様の測定を行った。
【0071】
実験に用いた超音波溶着ホーン30の突出部(自由端制振部)33のホーン先端面31からの突出量tは0.35mmとし、印加振動周波数は20,000Hz、加圧圧力は150kPa、印加時間は約0.1秒とした。
【0072】
測定サンプルとしてのテープリールは、図6を参照して、テープ巻芯部12の外径D1を25mm、上フランジ14の外径D2を90mmとし、ホーン突出部33による上フランジ支持位置は上フランジ14の半径44mmの位置とした。
【0073】
そして、溶着後のテープリール10のフランジ幅Wの幅精度を見るために、上フランジ14上面のテープ巻芯部12に対する傾き(+側:上方への傾き、−側:下方への傾き)をフランジ全周にわたって測定した。標本数は30とした。測定結果を表1に示す。
【0074】
【表1】
 【0075】
【0075】
表1から明らかなように、従来の溶着ホーンを用いた場合の上フランジの傾きの平均値は、+側で0.08mm、−側で0.09mmであり、標準偏差(バラツキ)は0.025mmであったのに対し、本発明の溶着ホーンを用いると、上フランジの傾きの平均値は、+側で0.054mm、−側で0.003mmにまで低減でき、標準偏差(バラツキ)も0.010mmにまで抑えることができた。
【0076】
また、上フランジの面振れ量(+側の傾きと−側の傾きとの和)についても、従来の溶着ホーンを用いた場合の平均値は0.170mm、標準偏差は0.025mmであったのに対し、本発明の溶着ホーンを用いると、上フランジの面振れ量の平均値は0.057mm、標準偏差は0.010mmにまで抑えることができた。
【0077】
以上の結果から、本発明によれば、テープリールの上下のフランジ間の幅精度を従来よりも大幅に向上させることができるとともに、上フランジの面振れ量を従来よりもはるかに低減できることが判る。
【0078】
次に、本発明に係る超音波溶着ホーン30に関し、上フランジ14の自由端長Lに対する突出部33のホーン先端面31からの突出量tと、上フランジ14の傾き量及び面振れ量との関係を表2に示す。
【0079】
【表2】
【0080】
表2から、突出量tが大きくなるに従って、傾きがプラス側からマイナス側へ大きくなることがわかる。また、面振れ量も次第に小さくなるが、2.5%を越えると再び大きくなる傾向が確認される。
【0081】
したがって、表1に示した従来の溶着ホーンを用いた場合よりも上フランジの傾き又は面振れ量が改善される突出量tとしては、自由端の長さLの0.5%以上2.5%以下の範囲であることがわかる。0.5%未満ではフランジ外周縁部の制振作用が不十分であり、また、2.5%を越えるとフランジ外周縁部の押圧作用が過大となることを理由として、目的とする幅精度が得られなくなるからである。
【0082】
ここで、測定サンプルとして用いたテープリール10を用いて上記0.5%以上2.5%以下の範囲にある突出量tを具体的に算出すると、自由端の長さLは、L=44−(D1/2)=31.5mmであるところ、このLの値の0.5%〜2.5%の範囲は、約0.16mm〜0.79mmである。
【0083】
以上、本発明の各実施の形態について説明したが、勿論、本発明はこれらに限定されることなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0084】
例えば以上の実施の形態では、上フランジ14の外周端部の振動を拘束する自由端防止部を超音波溶着ホーンのホーン先端面に形成したり、超音波溶着装置のブースタ側あるいは受台側に設けるようにしたが、これに限らず、溶着時に植えフランジ14の外周縁部を下方へ押圧してその振動を拘束できるものであれば何れの手法も適用可能である。
【0085】
また、以上の各実施の形態では、テープカートリッジ用のテープリールの製造工程に本発明に係る超音波溶着ホーン及び超音波溶着装置を説明したが、溶着対象物はテープリールの上フランジだけに限らず、溶着部と自由端部とを有する溶着対象物であれば、何れの構成にも適用可能である。
【0086】
【発明の効果】
以上述べたように、本発明の超音波溶着ホーン及び超音波溶着装置によれば、溶着部と自由端部とを有する溶着対象物を被溶着物へ溶着するに際し、自由端部の振動を拘束した状態で溶着作用を行うことができるので、例えばテープリールの製造に本発明を適用した場合には、両フランジ間の接合強度を確保しながら、上下のフランジ間の幅精度を従来よりも向上させることができ、また、フランジの面振れ量の大幅な低減を図ることができる。
【0087】
また、本発明のテープリールの製造方法によれば、上下のフランジ間の幅精度を従来よりも向上させることができ、フランジの面振れ量の大幅な低減を図ることができるので、テープ状記録媒体の走行速度の高速化にも十分に対応してテープカートリッジの信頼性を向上させることができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態によるテープリール10の製造工程を示す部分破断側面図である。
【図2】テープリール10と超音波溶着ホーン30との関係を示す図1の拡大図である。
【図3】超音波溶着ホーン30のホーン先端面31を示す斜視図である。
【図4】超音波溶着ホーン30の構成例を示す側断面図である。
【図5】超音波溶着ホーン30を用いたテープリール10の超音波溶着工程を示す側断面図である。
【図6】溶着後のテープリール10を示す側断面図である。
【図7】本発明の第2の実施の形態による超音波溶着装置50の構成を示す部分破断側面図である。
【図8】本発明の第3の実施の形態による超音波溶着装置70の構成を示す部分破断側面図である。
【図9】従来のテープリール100Aの構成例を示す分解斜視図である。
【図10】従来のテープリール100Aの構成を示す側断面図である。
【図11】従来のテープリール100Bの構成例を示す分解斜視図である。
【図12】従来のテープリール100Bの製造方法を説明する側断面図である。
【図13】従来のテープリール100Bの溶着時の状態を示す側断面図である。
【符号の説明】
10…テープリール、11…下フランジ、12…テープ巻芯部、14…上フランジ、14a…外周端部、18…溶着用リブ、22…受台、30…超音波溶着ホーン、31…ホーン先端面、32…振動付与部、33…突出部(自由端制振部)、50,70…超音波溶着装置、56,72…自由端制振部材、D1…テープ巻芯部の外径、D2…フランジ外径、L…自由端の長さ、W…フランジ間の幅。
【発明の属する技術分野】
本発明は、例えば、テープカートリッジ用のテープリールの製造に好適に用いられ、溶着後におけるリールフランジ間の幅精度の向上及びフランジの面振れ量の低減を図ることができる超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法に関する。
【0002】
【従来の技術】
従来より、テープ状記録媒体としての磁気テープは、楽音信号や映像信号あるいはコンピュータデータ等の情報信号を記録する情報信号記録媒体として、オーディオテープレコーダやビデオテープレコーダあるいは情報処理装置の外部記憶装置等の磁気記録再生装置に用いられている。この種の磁気テープは、通常、テープカートリッジの内部に回転自在に収容されたテープリールに巻装されて使用される。
【0003】
テープリールは、一般に、駆動軸が嵌合する中心孔を有する円筒状のテープ巻芯部と、このテープ巻芯部の両端に一体的に形成あるいは接合された上下一対の円盤状のフランジとから構成されている。
【0004】
ところで、磁気テープ記録再生装置においては、磁気テープに記録された情報信号への高速アクセスを可能とするために、テープ巻き戻し動作あるいは送り動作に際して、従前の磁気テープの走行速度に比して数倍ものスピード、例えば、数メートル/秒、最近においては数十メートル/秒のスピードで磁気テープを走行させるものが開発されている。また、磁気テープの情報記録容量も従前よりも大幅に高容量化し、近年においてはカートリッジ1巻のテープに数百ギガバイトもの情報量を記録できるものも開発されており、高速アクセスの要請からテープ走行速度の更なる高速度化が求められている。
【0005】
磁気テープの巻き取り動作の高速化に伴って、従前のテープリールに比べて、テープリールの回転時における上下のフランジ間の幅精度が高いことと、フランジの面振れ量が小さいことが要求される。
【0006】
すなわち、上下のフランジは、磁気テープの巻取り動作において磁気テープをテープ巻芯部へ導くためのガイドとして機能させるために設けられているので、上下のフランジ間隔の幅精度が悪かったりフランジの面振れ量が大きいと、磁気テープを巻芯部へ適正にガイドできなくなって不均一な巻取り状態に陥ることになる。このように不均一な巻取り姿勢で磁気テープが巻装されると、磁気テープの巻出し動作の際に磁気テープの走行位置が不安定となり、記録再生時にトラッキングエラー等を生じさせ、テープカートリッジの信頼性を損なわせる原因となる。
【0007】
以下、図面を参照して従来のテープリールの製造方法について説明する。
【0008】
図9及び図10は従来のテープリールの構成例を示す分解斜視図及びその組立後の側断面図である。従来のテープリール100Aは、合成樹脂からなる下フランジ101と、テープ巻芯部102と、上フランジ104とを備えており、下フランジ101とテープ巻芯部102とは一体成形されている。テープ巻芯部102の内部には、テープリール100Aを回転させる駆動軸(図示略)が嵌合する中心孔110が形成されている。テープ巻芯部102の上面103には、上フランジ104の係合孔106に係合する複数の係合凸部105が設けられている。
【0009】
テープリール100Aの製造においては、テープ巻芯部102と上フランジ104とを位置合わせして係合凸部105を係合孔106に挿通し、図10に示すように係合孔106に挿通された係合凸部105の先端部を熱等により溶融して溶着部107を形成する。この溶着部107におけるカシメ作用により、上フランジ104とテープ巻芯部102とが一体化し、テープリール100Aが完成する。
【0010】
ところが、図9及び図10に示すテープリール100Aにおいては、上述のように上フランジ104とテープ巻芯部102との間の接合を複数箇所における係合凸部105のカシメ溶着で行うようにしているので、その溶着部107で生じた上フランジ104の歪みが、回転時における上フランジ104の周期的な面振れとなって現れ、テープ巻芯部102に対する上下フランジ間の幅精度が悪化するという問題がある。
【0011】
一方、図11及び図12に示す従来の他のテープリール100Bとして、テープ巻芯部102の上端103にエネルギーダイレクタと呼ばれる断面略三角形状の溶着用リブ108を弧状に点在形成したものがある。組付けの際は、溶着用リブ108に載置した上フランジ104に対して、その溶着部に対応する領域を超音波溶着ホーン109で加圧しながら超音波振動を付与し、溶着用リブ108を摩擦溶融させて上フランジ104と溶着させる。
なお、図9及び図10に示したテープリール100Aの構成と対応する部分には同一の符号を付している。
【0012】
このように、超音波溶着法によって上フランジ104とテープ巻芯部102とを接合するようにすれば、上フランジ104の溶着面の平坦化を図ることができるので、先に説明した従来のテープリール100Aが有していたようなカシメ溶着部107に起因する上フランジ104の周期的な面振れを抑えることが可能となる。この方法により、高品質のテープリールを比較的低コストで製造することができる。
【0013】
なお、超音波振動を印加して2部材間を溶着する方法は、テープリールの製造分野に限らず、他の分野でも広く利用されている(例えば下記特許文献1〜3参照)。
【0014】
【特許文献1】
実公昭62−2096号公報
【特許文献2】
特公平7−8535号公報
【特許文献3】
特開平6−267228号公報
【0015】
上記特許文献1には、樹脂製のボスをかしめるための超音波溶着ホーンの構成に関し、振動によるワークの位置ズレを防止するために、ワーク上面を弾性的に押圧する押え棒を溶着ホーンの先端中央部に設けた構成が記載されている。
【0016】
また、上記特許文献2には、2部材間の溶着後における高さ関係を所定値に維持するために、溶着ホーンの先端に上記所定値に対応する段差を設けて溶着高さを規定する構成が記載されている。
【0017】
更に、上記特許文献3には、ビデオカセット用のリール押えバネをカセットシェルに溶着するための装置に関し、リール押えバネを超音波溶着ホーンによってカシメ溶着する際に、当該バネの先端を磁気吸着して姿勢を安定化させる構成が開示されている。
【0018】
【発明が解決しようとする課題】
上述のように、超音波溶着法を利用した従来のテープリール100Bの製造方法によれば、その前に説明した従来のテープリール100Aの製造方法に比べて確かに幅精度の改善を図ることができる。しかしながら、この方法では、当該幅精度の更なる向上が図れないという問題がある。
【0019】
すなわち、超音波溶着ホーン109によって上フランジ104を加圧しながら超音波振動を印加すると、振動波が上フランジ104の表面を伝搬して、図13に模式的に示すように上フランジ104の外周端111が大きく揺動することになる。その結果、溶着後における上下のフランジ間の間隔にバラツキが生じ、安定した幅精度が得られないという問題がある。
【0020】
このような問題を解決するために、超音波溶着時における振幅を小さくして振動波の上フランジ104表面への伝搬を抑えることも可能であるが、この場合、溶着時のエネルギーに不足が生じ、溶着用リブ108が十分に溶融することができないまま上フランジ104との溶着が終了することになる結果、上フランジ104とテープ巻芯部102との間の溶着強度が不足して、テープカートリッジの落下や振動を受けた際に溶着部が破断してカートリッジの機能不全を招くことになる。
【0021】
上述したように、近年における磁気テープカートリッジの分野においては磁気テープの巻取り動作の高速度化が益々進められ、高速回転するテープリールのフランジ間の幅精度の向上及びフランジの面振れ量の低減に対する要請に対して、従来のテープリール製造技術では十分に応えることができない。
【0022】
本発明は上述の問題に鑑みてなされ、テープリールの上下フランジ間の幅精度の更なる高精度化と、フランジの面振れ量のより一層の低減を図りながら、溶着部の高強度化をも達成することができる超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法を提供することを課題とする。
【0023】
【課題を解決するための手段】
以上の課題を解決するに当たり、本発明の超音波溶着ホーンは、溶着部と自由端部とを有する溶着対象物を被溶着物へ接合する超音波溶着ホーンであって、ホーン先端面に、溶着部に対応する位置に設けられる振動付与部と、自由端部の振動を拘束する自由端制振部とを備えたことを特徴とする。
【0024】
また、本発明の超音波溶着装置は、溶着部に振動を付与する超音波溶着ホーンと、自由端部を被溶着物側へ押圧して自由端部の振動を拘束する自由端制振部材とを備えたことを特徴とする。
【0025】
更に、本発明のテープリールの製造方法は、巻芯部と一体成形された円盤状の第1フランジと、円盤状の第2フランジとを位置合わせする工程と、第2フランジの外周縁部を下方へ押圧しながら、第2フランジの下面中央部と巻芯部の上端部とを超音波溶着する工程とを有することを特徴とする。
【0026】
テープリールの製造に関して、上記溶着対象物は第2フランジに対応し、溶着対象物は第1フランジと一体的な巻芯部に対応する。また、溶着対象物の自由端は第2フランジの外周端に対応する。
本発明では、第2フランジの外周端の振動を禁止した状態で巻芯部との溶着を行うようにしているので、溶着後における上下フランジ間の幅精度が高まるとともに、フランジの面振れ量を従来に比べてより一層低減することが可能となる。また、溶着に必要なエネルギーを印加することができるので、溶着部の強度不足を回避することができる。
【0027】
自由端制振部は、ホーン先端面において振動付与部よりも溶着対象物側へ突出して形成される。好ましくは、自由端制振部の突出量を、溶着対象物の自由端の長さの0.5%以上2.5%以下の大きさとする。
【0028】
自由端制振部は、超音波溶着ホーンに配備される場合に限らない。すなわち、超音波溶着ホーンとは別部材で自由端制振部を構成することができる。この自由端制振部材は、超音波溶着ホーンで溶着対象物を溶着する間、自由端部を被溶着物側へ押圧して自由端部の振動を拘束する。自由端制振部材は、超音波溶着ホーンを支持する超音波振動源側、あるいは、被溶着物を支持する受台側に設けられる。
【0029】
【発明の実施の形態】
以下、本発明の各実施の形態について図面を参照して説明する。
【0030】
(第1の実施の形態)
図1〜図6は本発明の第1の実施の形態を示している。
ここで、図1はテープリール10を構成する上フランジ14とテープ巻芯部12との超音波溶着工程を示す部分断面側面図、図2は図1における要部の拡大図であってテープリール10の溶着前の状態を示している。図3は本発明に係る超音波溶着ホーン30の下面斜視図、図4は超音波溶着ホーン30の一構成例を示す側断面図、図5は超音波溶着時における上フランジ14と超音波溶着ホーン30との関係を説明する側断面図、図6は溶着工程完了後のテープリール10の側断面図である。
【0031】
まず、図2を参照してテープリール10の構成の詳細について説明する。
【0032】
テープリール10は、合成樹脂材料の射出成形体からなる円盤状の下フランジ11と、下フランジ11の中央部に一体成形されたテープ巻芯部12と、円盤状の上フランジ14とで構成されている。
【0033】
下フランジ11及びテープ巻芯部12は、この巻芯部12に巻装される数百層もの磁気テープの締め付け力に耐え得るために、例えばポリカーボネート(PC)樹脂にガラス繊維を数10%混合して剛性を高めた構造となっている。一方、上フランジ12は、例えばポリカーボネート樹脂単体の射出成形体で構成されている。
【0034】
テープ巻芯部12の内部には、図示しない記録再生装置側に設けられた駆動軸が下フランジ11側から嵌合するための中心孔20が設けられている。この中心孔20の内壁面には、上記駆動軸と噛合するギヤ(図示略)が突出形成されている。なお、カートリッジ非使用時におけるテープリールの回転を規制するためのリールロック構造を有するテープカートリッジに適用される場合にあっては、下フランジ11の外周端部にリールロック用のギヤ部が形成されるものもある。
【0035】
テープ巻芯部12の上端には凹所13が形成されており、上フランジ14の中央部に設けた凸面部15と凹凸係合している。凹所14の底部には断面略三角形状の溶着用リブ(エネルギーダイレクタ)18が弧状に点在形成されており、これら溶着用リブ18の頂部と凸面部15とが互いに当接する関係にある。なお、凸面部15の反対側に位置する上フランジ14の上面部位は凹部16となっており、カートリッジ収容時にリール押え用のコイルバネ(図示略)の一端側が弾接される。
【0036】
図2に示すように、この超音波溶着工程において、下フランジ11は受台22上の位置決め凹所23に収容される。そして、上フランジ14の凸面部15をテープ巻芯部12上端の凹所13に係合させ、溶着用リブ18の頂部に当接させる。次に、後に詳述する本発明に係る超音波溶着ホーン30で上フランジ14を上方から加圧し、上フランジ14に超音波振動を印加する。これにより、溶着用リブ18が凸面部15との摩擦により発生する熱で溶融し、両者間を溶着する。
【0037】
次に、本発明に係る超音波溶着ホーン30の構成について説明する。
【0038】
超音波溶着ホーン30は、図1に示す超音波溶着機40の一構成要素として用いられる。超音波溶着機40は、発振器41と、発振器41の電気信号を機械的振動に変換するコンバータ42と、コンバータ42の振動を増幅するブースタ43とを備えており、ブースタ43に対して超音波溶着ホーン30が螺子45を介して取り付けられている。超音波溶着ホーン30、ブースタ43、コンバータ42等は、空気圧や油圧を駆動源とする駆動シリンダ44によって受台22に対して昇降可能となっている。
【0039】
本実施の形態の超音波溶着ホーン30はアルミニウム製で、いわゆるキャテノイダルホーン形状に形成されている。上フランジ14の上面に対向するホーン先端面31には、上フランジ14の上面に振動を与える振動付与部32と、上フランジ14の外周縁部14aの振動を拘束する突出部33が設けられている。
【0040】
振動付与部32は、図2に示すように、テープ巻芯部12に対する上フランジ14の溶着部に対応する位置に設けられている。本実施の形態では、溶着用リブ18の直上位置となる上フランジ14上面の凹部周辺部17が、振動付与部32に接触して超音波振動を受けることになる。
【0041】
なお、図3に示すように、振動付与部32は、ホーン先端面31の中心部に穿設された断面略円錐台形状の孔34の周囲に形成される。この孔34は、ホーン先端面31を所望の振動モードで振動させるために設けられたもので、その孔径や深さ、断面形状等は適宜設定されるものである。
【0042】
突出部33は本発明に係る「自由端制振部」に対応する。図2に示すように、突出部33の外径は溶着対象物である上フランジ14の外径よりも大きく形成されている。また、突出部33の内径は上フランジ14の外径よりも小さく形成されている。すなわち、突出部33は、テープリールの溶着工程の間、上フランジ14の外周縁部との密着状態が得られる程度の幅を備えている。また、突出部33は図3に示すように振動付与部32の外周側に環状に形成されており、上フランジ14の外周縁部の全周にわたって接触するようになっている。
【0043】
突出部33の突出量t(図2参照)は、上フランジ14の自由端の長さの0.5%以上2.5%以下の大きさに形成されている。突出量tが上フランジ14の自由端の長さの0.5%未満では、フランジ外周端14aの振動を十分に拘束することができない。また、突出量tが上フランジ14の自由端の長さの2.5%を越えると、フランジ外周縁部に対して過大な変形を強いることになり、溶着後の上下のフランジ間の幅精度が逆に悪化する。
【0044】
なお、自由端の長さは、一般に、上フランジ14の溶着部からフランジ外周縁部14aまでの長さをいうが、本実施の形態では、テープ巻芯部12による支持位置から、超音波溶着ホーン30の突出部33による支持位置までの長さ(図2においてLで符示。)を意味する。実際の意味において、フランジ外周端14aのみの領域に接触して振動を拘束するのは困難だからである。
【0045】
突出部33は、溶着の際、上フランジ14の外周縁部を下フランジ11側に押し付けてその振動を禁止する作用を行い得るように形成されていればよいので、超音波溶着ホーン30の構成材料(アルミニウム)でホーン先端面31から突出形成される構成に限られない。
【0046】
図4は、突出部33の他の構成例を示している。なお、図2と対応する部分について同一の符号を付し、その詳細な説明は省略するものとする。
【0047】
図4に示す超音波溶着ホーン30の突出部33は、ホーン先端面31の外周縁部に形成された環状凹部35に対し、両面粘着テープ36を介して取り付けた摩耗防止リング37で構成されている。摩耗防止リング37は、テープ巻芯部12と上フランジ14とを溶着する際に上フランジ14の外周縁部と接触することによって当該上フランジ14の外周縁部が摩耗するのを防止する機能を有する。
【0048】
したがって、摩耗防止リング37は、上フランジ14の構成材料よりも軟質であることが必要であり、また、メンテナンス性の観点から、摩擦係数が低く耐摩耗性に優れた材料であることが好ましい。本実施の形態では、摩耗防止リング37として厚さ0.5mmの超高分子ポリエチレン製シートを用いている。
【0049】
なお、上記以外の材料としては、例えば、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリテトラフルオロエチレン(PTFE)等が挙げられる。
【0050】
また、上記構成の摩耗防止リング37をホーン先端面31より一段低くした環状凹部35に取り付けたことにより、溶着時の振動による摩耗防止リング37のホーン先端面31からの剥離、脱落を防止することができる。
【0051】
次に、以上のように構成される本実施の形態の作用について説明する。
【0052】
先ず、図2に示すように、受台22の位置決め凹所23に収容された下フランジ11に対して上フランジ14を位置合わせし、テープ巻芯部12上面の凹所13と上フランジ14の凸面部15を係合させる工程が行われる。これにより、凹所13内の溶着用リブ18が凸面部15に当接することになる。
【0053】
続いて、図1に示すように、超音波溶着機40を用いて上フランジ14とテープ巻芯部12とを溶着する工程が行われる。
【0054】
この工程では、超音波溶着ホーン30のホーン先端面31を図2に示すように上フランジ14の上面に対向させた後、駆動シリンダ44を駆動させて超音波溶着ホーン30を下降させる。これにより、突出部33が先ず最初に上フランジ14の外周縁部に当接し、続いて振動付与部32が上フランジ14の凹部周辺部17に当接する。つまり、上フランジ14の外周縁部が突出部33によりその突出量tだけ下方へ押圧された状態で、振動付与部32が凹部周辺部17に当接することになる。そして、上フランジ14に対して所定の加圧力を作用させながら、超音波振動を印加する。これにより、溶着用リブ18が凸面部15との摩擦熱により溶融し、上フランジ14とテープ巻芯部12とが溶着される。
【0055】
超音波溶着の際、上フランジ14の外周縁部は、図5に示すようにホーン先端面31の突出部33によってその振動が拘束される。つまり、上フランジ14の外周縁部が自由端としての振動を禁止されることになり、当該外周縁部の揺動が阻止される。これにより、溶着されたテープリール10の上下フランジ間の幅W(図6参照)を全周にわたって安定させることができ、回転時における上フランジ14の面振れを従来に比べて大幅に低減することができる。
【0056】
以上、本実施の形態によれば、溶着後におけるテープリール10の上下フランジ間の幅精度を従来よりも向上させて、フランジの面振れ量を従来よりも低減することができるので、テープ巻芯部12に対する磁気テープの高速巻き取り動作の際の適正なテープ巻取り状態を確保でき、更なる高速化にも十分に対応することが可能なテープリール10を製造することができる。
【0057】
また、上フランジ14とテープ巻芯部12との間を適正に溶着するのに必要なエネルギーを印加することができるので、両者の間の接合信頼性を確保することができる。
【0058】
(第2の実施の形態)
図7は本発明の第2の実施の形態を示している。なお、図において上述の第1の実施の形態と対応する部分については同一の符号を付し、その詳細な説明は省略するものとする。
【0059】
図示する超音波溶着装置50は、受台22に載置した下フランジ11のテープ巻芯部12に対して上フランジ14を超音波溶着してテープリール10を製造するための装置である。
【0060】
超音波溶着装置50は、発振器51と、発振器51の電気信号を機械的振動に変換するコンバータ52と、コンバータ52の振動を増幅するブースタ53と、ブースタ53に対して螺子55を介して取り付けられた超音波溶着ホーン60とを備えている。超音波溶着ホーン60、ブースタ53、コンバータ52等は、空気圧や油圧を駆動源とする駆動シリンダ54によって受台22に対して昇降可能となっている。
【0061】
本実施の形態では、超音波溶着ホーン60のホーン先端面61は平坦であり、上フランジ14とテープ巻芯部12との溶着部に対応する凹部周辺部17にのみ接触するだけの大きさに形成されている。つまり、超音波溶着ホーン60は、図12を参照して説明した従来の超音波溶着ホーン109と同様な構成とされる。
【0062】
そこで、本実施の形態においては、超音波溶着ホーン60を支持する超音波振動源としてのブースタ53の周囲に対し、下端部57がホーン先端面61からtだけ突出するように円筒形状の自由端制振部材56を備え付け、この自由端制振部材56の下端部57によって溶着時における上フランジ14の外周縁部を下方へ押圧してその振動を拘束するようにしている。
【0063】
自由端制振部材56の下端部57のホーン先端面61からの突出量tは、上述の第1の実施の形態と同様に設定されており、上フランジ14の自由端の長さの0.5%以上2.5%以下の大きさとされている。また、自由端制振部材56の下端部57は、その全周にわたって、上フランジ14の外周縁部に対して適度な面積で接触できる程度の幅に形成されているものとする。
【0064】
以上のように構成される本実施の形態によっても、上述の第1の実施の形態と同様な効果を得ることができる。特に、本実施の形態によれば、従来の超音波溶着装置に対し、上述したような構成の自由端制振部材56を取り付けるだけで容易に本発明を実施することができるので、設備コストの負担低減を図ることができる。
【0065】
また、自由端制振部材56の下端部57を超高分子ポリエチレン等の合成樹脂材料で構成するようにすれば、上述の第1の実施の形態と同様に、溶着時におけるフランジ外周縁部の摩耗を防止することが可能となる。
【0066】
(第3の実施の形態)
図8は本発明の第3の実施の形態を示している。なお、図において上述の第2の実施の形態と対応する部分については同一の符号を付し、その詳細な説明は省略するものとする。
【0067】
本実施の形態における超音波溶着装置70は、下フランジ11を支持する受台22側に、溶着時における上フランジ14の外周縁部を下方へ押圧してその振動を拘束する自由端制振部材72が設けられている。
【0068】
自由端制振部材72は、ヒンジ71を介して回動可能な断面略L字形状を呈しており、その基端側には、受台22側への自由端制振部材72の移動を許容し、かつ、その移動量を保持できるスプリング機構73が設けられている。また、この自由端制振部材72は、テープリール10の周方向に関し、少なくとも2以上で分割構成されており、より好ましくは、上フランジ14の全周部において自由端制振部材72によって押圧できる態様で構成される。
【0069】
自由端制振部材72は、図において実線、一点鎖線及び二点鎖線で示す3位置をとることが可能となっている。すなわち、受台22に対する下フランジ11の位置決め及びこれに対する上フランジ14の位置決めの際、自由端制振部材72は図中一点鎖線で示す待機位置にあり、溶着時に実線で示す位置へ回動された後、二点鎖線で示す位置まで下降する。これにより、上フランジ14の外周縁部を自由端制振部材72によって下方へ押圧した状態で、上フランジ14をテープ巻芯部12へ溶着することが可能となる。
【0070】
【実施例】
以下、本発明の実施例について説明する。本実施例では、図4に示した構成の超音波溶着ホーン30を用いて実際にテープリール10を製造し、完成したテープリール10のフランジ間の幅精度及び上フランジ14の面振れ量を測定した。また、比較のため、従来の溶着ホーン109(図12)によって製造したテープリール100Bについても同様の測定を行った。
【0071】
実験に用いた超音波溶着ホーン30の突出部(自由端制振部)33のホーン先端面31からの突出量tは0.35mmとし、印加振動周波数は20,000Hz、加圧圧力は150kPa、印加時間は約0.1秒とした。
【0072】
測定サンプルとしてのテープリールは、図6を参照して、テープ巻芯部12の外径D1を25mm、上フランジ14の外径D2を90mmとし、ホーン突出部33による上フランジ支持位置は上フランジ14の半径44mmの位置とした。
【0073】
そして、溶着後のテープリール10のフランジ幅Wの幅精度を見るために、上フランジ14上面のテープ巻芯部12に対する傾き(+側:上方への傾き、−側:下方への傾き)をフランジ全周にわたって測定した。標本数は30とした。測定結果を表1に示す。
【0074】
【表1】
表1から明らかなように、従来の溶着ホーンを用いた場合の上フランジの傾きの平均値は、+側で0.08mm、−側で0.09mmであり、標準偏差(バラツキ)は0.025mmであったのに対し、本発明の溶着ホーンを用いると、上フランジの傾きの平均値は、+側で0.054mm、−側で0.003mmにまで低減でき、標準偏差(バラツキ)も0.010mmにまで抑えることができた。
【0076】
また、上フランジの面振れ量(+側の傾きと−側の傾きとの和)についても、従来の溶着ホーンを用いた場合の平均値は0.170mm、標準偏差は0.025mmであったのに対し、本発明の溶着ホーンを用いると、上フランジの面振れ量の平均値は0.057mm、標準偏差は0.010mmにまで抑えることができた。
【0077】
以上の結果から、本発明によれば、テープリールの上下のフランジ間の幅精度を従来よりも大幅に向上させることができるとともに、上フランジの面振れ量を従来よりもはるかに低減できることが判る。
【0078】
次に、本発明に係る超音波溶着ホーン30に関し、上フランジ14の自由端長Lに対する突出部33のホーン先端面31からの突出量tと、上フランジ14の傾き量及び面振れ量との関係を表2に示す。
【0079】
【表2】
表2から、突出量tが大きくなるに従って、傾きがプラス側からマイナス側へ大きくなることがわかる。また、面振れ量も次第に小さくなるが、2.5%を越えると再び大きくなる傾向が確認される。
【0081】
したがって、表1に示した従来の溶着ホーンを用いた場合よりも上フランジの傾き又は面振れ量が改善される突出量tとしては、自由端の長さLの0.5%以上2.5%以下の範囲であることがわかる。0.5%未満ではフランジ外周縁部の制振作用が不十分であり、また、2.5%を越えるとフランジ外周縁部の押圧作用が過大となることを理由として、目的とする幅精度が得られなくなるからである。
【0082】
ここで、測定サンプルとして用いたテープリール10を用いて上記0.5%以上2.5%以下の範囲にある突出量tを具体的に算出すると、自由端の長さLは、L=44−(D1/2)=31.5mmであるところ、このLの値の0.5%〜2.5%の範囲は、約0.16mm〜0.79mmである。
【0083】
以上、本発明の各実施の形態について説明したが、勿論、本発明はこれらに限定されることなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0084】
例えば以上の実施の形態では、上フランジ14の外周端部の振動を拘束する自由端防止部を超音波溶着ホーンのホーン先端面に形成したり、超音波溶着装置のブースタ側あるいは受台側に設けるようにしたが、これに限らず、溶着時に植えフランジ14の外周縁部を下方へ押圧してその振動を拘束できるものであれば何れの手法も適用可能である。
【0085】
また、以上の各実施の形態では、テープカートリッジ用のテープリールの製造工程に本発明に係る超音波溶着ホーン及び超音波溶着装置を説明したが、溶着対象物はテープリールの上フランジだけに限らず、溶着部と自由端部とを有する溶着対象物であれば、何れの構成にも適用可能である。
【0086】
【発明の効果】
以上述べたように、本発明の超音波溶着ホーン及び超音波溶着装置によれば、溶着部と自由端部とを有する溶着対象物を被溶着物へ溶着するに際し、自由端部の振動を拘束した状態で溶着作用を行うことができるので、例えばテープリールの製造に本発明を適用した場合には、両フランジ間の接合強度を確保しながら、上下のフランジ間の幅精度を従来よりも向上させることができ、また、フランジの面振れ量の大幅な低減を図ることができる。
【0087】
また、本発明のテープリールの製造方法によれば、上下のフランジ間の幅精度を従来よりも向上させることができ、フランジの面振れ量の大幅な低減を図ることができるので、テープ状記録媒体の走行速度の高速化にも十分に対応してテープカートリッジの信頼性を向上させることができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態によるテープリール10の製造工程を示す部分破断側面図である。
【図2】テープリール10と超音波溶着ホーン30との関係を示す図1の拡大図である。
【図3】超音波溶着ホーン30のホーン先端面31を示す斜視図である。
【図4】超音波溶着ホーン30の構成例を示す側断面図である。
【図5】超音波溶着ホーン30を用いたテープリール10の超音波溶着工程を示す側断面図である。
【図6】溶着後のテープリール10を示す側断面図である。
【図7】本発明の第2の実施の形態による超音波溶着装置50の構成を示す部分破断側面図である。
【図8】本発明の第3の実施の形態による超音波溶着装置70の構成を示す部分破断側面図である。
【図9】従来のテープリール100Aの構成例を示す分解斜視図である。
【図10】従来のテープリール100Aの構成を示す側断面図である。
【図11】従来のテープリール100Bの構成例を示す分解斜視図である。
【図12】従来のテープリール100Bの製造方法を説明する側断面図である。
【図13】従来のテープリール100Bの溶着時の状態を示す側断面図である。
【符号の説明】
10…テープリール、11…下フランジ、12…テープ巻芯部、14…上フランジ、14a…外周端部、18…溶着用リブ、22…受台、30…超音波溶着ホーン、31…ホーン先端面、32…振動付与部、33…突出部(自由端制振部)、50,70…超音波溶着装置、56,72…自由端制振部材、D1…テープ巻芯部の外径、D2…フランジ外径、L…自由端の長さ、W…フランジ間の幅。
Claims (12)
- 溶着部と自由端部とを有する溶着対象物を被溶着物へ接合する超音波溶着ホーンにおいて、
ホーン先端面に、
前記溶着部に対応する位置に設けられる振動付与部と、
前記自由端部の振動を拘束する自由端制振部とを備えた
ことを特徴とする超音波溶着ホーン。 - 前記自由端制振部が、前記振動付与部よりも前記溶着対象物側へ突出している
ことを特徴とする請求項1に記載の超音波溶着ホーン。 - 前記自由端制振部の突出量が、前記溶着対象物の自由端の長さの0.5%以上2.5%以下の大きさである
ことを特徴とする請求項2に記載の超音波溶着ホーン。 - 前記自由端制振部が、前記溶着対象物よりも軟質の合成樹脂材料で形成されている
ことを特徴とする請求項2に記載の超音波溶着ホーン。 - 前記自由端制振部が、前記振動付与部の外周側に環状に形成されている
ことを特徴とする請求項1に記載の超音波溶着ホーン。 - 溶着部と自由端部とを有する溶着対象物を被溶着物へ接合する超音波溶着装置において、
前記溶着部に振動を付与する超音波溶着ホーンと、
前記自由端部を前記被溶着物側へ押圧して前記自由端部の振動を拘束する自由端制振部材とを備えた
ことを特徴とする超音波溶着装置。 - 前記自由端制振部材による前記自由端部の押圧量が、溶着対象物の自由端の長さの0.5%以上2.5%以下の大きさである
ことを特徴とする請求項6に記載の超音波溶着装置。 - 前記自由端制振部材が、前記超音波溶着ホーンを支持する超音波振動源側に設けられている
ことを特徴とする請求項6に記載の超音波溶着装置。 - 前記自由端制振部材が、前記被溶着物を支持する受台側に設けられている
ことを特徴とする請求項6に記載の超音波溶着装置。 - テープ状記録媒体が巻装される巻芯部を備えたテープリールの製造方法において、
前記巻芯部と一体成形された円盤状の第1フランジと、円盤状の第2フランジとを位置合わせする工程と、
前記第2フランジの外周縁部を下方へ押圧しながら、前記第2フランジの下面中央部と前記巻芯部の上端部とを超音波溶着する工程とを有する
ことを特徴とするテープリールの製造方法。 - 前記第2フランジの外周縁部に対する押圧量を、前記テープリールのフランジの長さの0.5%以上2.5%以下の大きさとする
ことを特徴とする請求項10に記載のテープリールの製造方法。 - 前記第2フランジと前記巻芯部との超音波溶着工程が、
前記巻芯部に対応する位置に設けられる振動付与部と、前記振動付与部の外周側に環状に形成され前記第2フランジの外周縁部を押圧する自由端制振部とを備えた超音波溶着ホーンを用いて行われる
ことを特徴とする請求項10に記載のテープリールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373880A JP2004202828A (ja) | 2002-12-25 | 2002-12-25 | 超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373880A JP2004202828A (ja) | 2002-12-25 | 2002-12-25 | 超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004202828A true JP2004202828A (ja) | 2004-07-22 |
Family
ID=32812052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002373880A Abandoned JP2004202828A (ja) | 2002-12-25 | 2002-12-25 | 超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004202828A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012108994A (ja) * | 2010-11-19 | 2012-06-07 | Hitachi Maxell Ltd | テープリールおよびテープカートリッジ |
| WO2013050498A1 (de) * | 2011-10-07 | 2013-04-11 | Continental Automotive Gmbh | Ultraschallschweissvorrichtung und verfahren |
| EP3428097A1 (de) * | 2017-07-14 | 2019-01-16 | Purus Plastics GmbH | Spule aus thermoplastischem material und verfahren zu ihrer herstellung |
| WO2021121691A1 (de) * | 2019-12-17 | 2021-06-24 | Auto-Kabel Management Gmbh | Ultraschallschweissvorrichtung sowie verfahren zum ultraschallschweissen mit einem dämpfungselement seitlich neben der kontaktfläche |
-
2002
- 2002-12-25 JP JP2002373880A patent/JP2004202828A/ja not_active Abandoned
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012108994A (ja) * | 2010-11-19 | 2012-06-07 | Hitachi Maxell Ltd | テープリールおよびテープカートリッジ |
| WO2013050498A1 (de) * | 2011-10-07 | 2013-04-11 | Continental Automotive Gmbh | Ultraschallschweissvorrichtung und verfahren |
| EP3428097A1 (de) * | 2017-07-14 | 2019-01-16 | Purus Plastics GmbH | Spule aus thermoplastischem material und verfahren zu ihrer herstellung |
| US10919728B2 (en) | 2017-07-14 | 2021-02-16 | PURUS PLASTICS GmbH | Spool made of a thermoplastic material for the winding of winding material, as well as to a method for manufacturing the same |
| WO2021121691A1 (de) * | 2019-12-17 | 2021-06-24 | Auto-Kabel Management Gmbh | Ultraschallschweissvorrichtung sowie verfahren zum ultraschallschweissen mit einem dämpfungselement seitlich neben der kontaktfläche |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100456388B1 (ko) | 자기 테이프 카트리지의 릴 | |
| US7578464B2 (en) | Tape reel and information recording apparatus | |
| CN1221974C (zh) | 盒式磁带 | |
| US20050194491A1 (en) | Method for welding tape cartridge reel | |
| US4812937A (en) | Magnetic disk cartridge with improved center plate for disk mounting | |
| JP2004202828A (ja) | 超音波溶着ホーン、超音波溶着装置及びテープリールの製造方法 | |
| JP4146014B2 (ja) | テープリール | |
| US7152826B2 (en) | Tape reel | |
| JPH1125644A (ja) | 磁気テープカートリッジ用リールの溶着方法及び溶着装置 | |
| JP4673759B2 (ja) | テープ用リール及びその製造方法 | |
| JP4651869B2 (ja) | 記録メディアテープ用リール | |
| US5218501A (en) | Device for aligning magnetic tape to a read-write head | |
| JP4579099B2 (ja) | 磁気テープ巻取り用リールおよびその製造方法、並びにテープカートリッジ | |
| JPS6336535Y2 (ja) | ||
| US6801385B2 (en) | Recording and/or reproducing apparatus having an inclined guide post and tape guide restricting structure | |
| US5229906A (en) | Magnetic tape cassette having protrusions of low friction resin | |
| JPH04252454A (ja) | 回転ヘッド装置 | |
| JPH1125649A (ja) | 磁気テープカートリッジ用リールの溶着装置 | |
| CN1048574C (zh) | 盒式磁带 | |
| JP2005182948A (ja) | テープリールおよび情報記録媒体 | |
| JP2008097745A (ja) | リール | |
| JPH08306161A (ja) | テープカートリッジ | |
| JPH1166811A (ja) | 磁気テープカートリッジ | |
| JP2001216758A (ja) | 磁気テープカセット | |
| JP2002083479A (ja) | 記録メディアテープ用リール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070405 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20070613 |