JP2004231399A - コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 - Google Patents
コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 Download PDFInfo
- Publication number
- JP2004231399A JP2004231399A JP2003024760A JP2003024760A JP2004231399A JP 2004231399 A JP2004231399 A JP 2004231399A JP 2003024760 A JP2003024760 A JP 2003024760A JP 2003024760 A JP2003024760 A JP 2003024760A JP 2004231399 A JP2004231399 A JP 2004231399A
- Authority
- JP
- Japan
- Prior art keywords
- core
- sheet
- jig
- slit
- protrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Winding Of Webs (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
【課題】コア上にシートを巻いた後にシートロールの内周からコアを容易且つきれいに取り出してコアレスシートロールを製造できる方法を提供する。
【解決手段】半径方向に対して斜めに傾いたすり割り11が軸線方向の全長に亘って設けられたコア10の外周にシート2を巻き付ける。次に、ロール状に巻かれたシート2の内周において、すり割り11の一方の対向面11aが他方の対向面11bに対して半径方向中心側にずれてコア10が半径方向に縮小するようにコア10を回転させる。その後、縮小したコア10をロール状に巻かれたシートの内周から取り出す。
【選択図】 図10
【解決手段】半径方向に対して斜めに傾いたすり割り11が軸線方向の全長に亘って設けられたコア10の外周にシート2を巻き付ける。次に、ロール状に巻かれたシート2の内周において、すり割り11の一方の対向面11aが他方の対向面11bに対して半径方向中心側にずれてコア10が半径方向に縮小するようにコア10を回転させる。その後、縮小したコア10をロール状に巻かれたシートの内周から取り出す。
【選択図】 図10
Description
【0001】
【発明の属する技術分野】
本発明は、連続したシートからコアレスシートロールを製造する方法、並びにその方法に使用するコア及び治具に関する。
【0002】
【従来の技術】
プリンタへの用紙の供給方法として、連続したシートをロール状に巻かれた状態でプリンタに装着し、そのロールから必要な長さづつ用紙を引き出す方法がある。この種の供給方法に使用されるシートロールは樹脂製又は紙製のコアの外周に巻き付けられた状態で使用に供されている。ところが、コア付きロールでは、一つのシートロールに対して一つずつコアが消費されるので、製造者にとってはコアの在庫管理やコアの保管場所等に関する負担が大きく、ユーザにとってはシートの使用後にコアが廃棄物として残るのでその処分が必要となる等の問題がある。そこで、近年ではコアを廃止したコアレスシートロール及びこれを利用するプリンタが提案されている(特許文献1参照)。また、フィルム材の巻き取り用のコアとして、半径方向に沿ってすり割りを設けたものが知られている(特許文献2参照)。
【0003】
【特許文献1】
特開2002−193500号公報
【特許文献2】
特開平7−196260号公報
【0004】
【発明が解決しようとする課題】
しかしながら、コアレスシートロールの製造方法は未だ十分に検討されていない。特に既存のコア付きロールの製造設備は、連続したシートをコアに巻き取ることを前提として構成されているので、これを流用してコアレスシートロールを製造するためにはコアにシートを巻き付けた後にコアを取り出すという作業が必要となるが、コア付きロールの製造設備ではシートが緩まないようにコアの外周にシートをきつく巻いているので、コアを取り出すのは容易ではない。半径方向にすり割りを有するコアを使用したとしても、シートの巻き付け段階ですり割りを閉じるようにコアが縮んでしまうのでコアの取り出しは相変わらず困難である。
【0005】
本発明は、コア上にシートを巻いた後にシートロールの内周からコアを容易に、且つきれいに取り出してコアレスシートロールを製造できる方法、並びにその方法に適したコア及び治具を提供することを目的とする。
【0006】
【課題を解決するための手段】
以下、本発明の製造方法等について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0007】
本発明のコアレスシートロールの製造方法は、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられたコア(10)の外周にシート(2)を巻き付ける工程と、ロール状に巻かれたシートの内周において、前記すり割りの一方の対向面(11a)が他方の対向面(11b)に対して半径方向中心側にずれて前記コアが半径方向に縮小するように当該コアを回転させる工程と、前記縮小したコアをロール状に巻かれたシートの内周から取り出す工程と、を備えることにより、上述した課題を解決する。
【0008】
この発明によれば、コアのすり割りを半径方向に対して斜めに傾けているため、コアの外周にシートが巻き付けられた状態において、すり割りの一方の対向面が他方の対向面よりも半径方向中心側にずれるようにコアに回転力を付加すれば、コアが半径方向に縮小し、ロール状に巻かれたシートの内周からコアを容易に、且つきれいに取り出すことができる。コアの外周にシートを巻き付ける際にはすり割りの一方の対向面が他方の対向面に対して半径方向中心側から支えるような関係となるために、そのような支持効果が生じない半径方向のすり割りを設けた場合と比較してシートの巻き付けに伴うコアの半径方向への縮小が生じ難く、シートの巻き付け後にコアを十分に縮小させることができる。
【0009】
本発明の製造方法において、前記シートを巻き付ける工程では、前記すり割りの内周側の端部からみて当該すり割りの外周側の端部がずれている方向と同一方向に前記コアを回転させて前記シートを前記コアに巻き取ることが望ましい。このようにすれば、コアを縮小させる際の回転方向がロール状に巻かれたシートをコアから巻きほぐす方向と一致するのでコアを回転させ易く、コアを半径方向に十分に縮小させてコアをより簡単に取り出すことができる。
【0010】
前記シートを巻き付ける工程では、前記シートの巻始め部をその外周側から貼り付けられるテープ(4)によって前記コアの外周面(10a)に留めてもよい。巻始め部をコアの外周面にテープで留めることにより巻き付け開始時のシートのずれや逃げを防止してシートを一定の状態でロール状に巻くことができる。そして、コアを半径方向に縮小するように回転させる場合には、コアの外周に貼られたテープが巻始め部の内周側に巻き込まれるように折り返されるから、コアの外周面からテープを容易に剥がすことができる。
【0011】
さらに、前記コアを回転させる工程において、前記テープが前記コアの外周面から剥がれて前記シートの前記巻始め部の内外に折り返された状態で貼り付くまで前記コアを回転させた場合には、コアを取り出す工程でテープの粘着力が邪魔にならず、コアの取り出しをさらに容易に行えるとともに、コアを取り出す際にテープによってシートロールの巻始め部がコアに付着したまま引きずり出されてロールの巻き付け状態が崩れるおそれもない。
【0012】
前記コアの内周面(10b)上に突起部(12)を設けるとともに、前記コアの内周に挿入されて前記突起部と半径方向及び軸線方向に噛み合い可能な治具(20)を用意し、前記コアを回転させる工程では前記治具を前記突起部に対して周方向に噛み合わせて当該治具から前記コアに回転力を付加し、前記コアを取り出す工程では前記治具を前記突起部に対して前記コアの軸線方向に噛み合わせて当該コアに軸線方向の力を付加してもよい。
【0013】
この態様によれば、コアの内周に挿入された治具をコアの突起部と噛み合わせてコアに回転力及び軸線方向の力を順に与えることにより、コアの回転と取り出しとを連続的に行ってコアを手際よく取り出すことができる。
【0014】
前記治具には前記突起部と前記軸線方向に噛み合い可能な爪(23a)が設けられ、前記コアを半径方向に縮小させる際の当該コアの回転方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い可能となり、前記コアを半径方向に縮小させる際の当該コアの回転方向と反対方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されてもよい。
【0015】
この態様によれば、コアを縮小させることができるように治具を周方向に関して正しく突起部と噛み合わせた場合に限って治具の爪が突起部と軸線方向に噛み合って治具とともにコアを取り出せるようになる。治具を不正な方向から突起部と噛み合わせたときには爪が軸線方向に噛み合わないのでコアを取り出すことができない。このため、コアを不正な方向に回転させてシートロールの内周からコアを無理に取り出すように作業が行われるおそれがない。
【0016】
本発明のコアは、コアレスシートロール(1)の製造時において連続したシート(2)を巻き取るために使用されるコア(10)であって、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられることにより、上述した課題を解決する。このコアによれば、斜めに傾いたすり割りを利用してコアを半径方向に関して縮小させることができる。従って、上述した本発明のコアレスシートロールの製造方法に好適に使用することができる。
【0017】
また、本発明のコアにおいては、内周面(10b)上に突起部(12)が設けられてもよい。この突起部を利用すれば、コアに対する回転力の付加と、軸線方向の力の付加とを容易に行うことができる。
【0018】
さらに、前記すり割りの内周側の端部からみて当該すり割りの外周側の端部と同一の側にて前記すり割りと隣接するようにして前記突起部が設けられることが望ましい。この突起部をコアの周方向に関してすり割りと反対側から押すようにすれば、すり割りの一方の対向面が他方の対向面を滑って半径方向中心側にずれ、その結果としてコアが半径方向に縮小する。
【0019】
本発明の治具は、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられかつ内周面(10b)上には突起部(12)が設けられたコアレスシートロール製造用のコア(10)と組み合わせて使用されるコア抜き用の治具(20)であって、前記コアの内周に挿入可能でありかつ前記突起部と前記コアの周方向に噛み合い可能な回転力付加部(21)と、前記回転力付加部から前記コアの周方向に相当する方向に突出して前記突起部と前記コアの軸線方向に噛み合い可能な軸力付加部(23a)とを備え、前記すり割りにて生じるずれに伴って前記コアが半径方向に縮小する方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合(図5)に前記突起部と前記軸力付加部とが前記軸線方向に噛み合い可能となり、前記コアが半径方向に縮小する方向と反対方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合(図6)には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されていることにより、上述した課題を解決する。
【0020】
この治具によればコアの内周に回転力付加部を挿入し、コアを半径方向に縮小させる方向に治具を回して回転力付加部とコア内周の突起部とをコアの周方向に噛み合わせることにより軸力付加部と突起部とがコアの軸線方向に噛み合うようになる。これにより、コアに対する適正な方向への回転力の付加と軸線方向の力の付加とを連続的に行うことが可能となり、本発明のコアレスシートロールの製造方法を効率よく実施することができる。
【0021】
【発明の実施の形態】
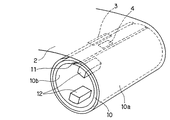
図1は本発明によって製造されるコアレスシートロール1を示している。コアレスシートロール1は長尺の連続した熱転写受像シート2を円筒状に巻いて形成されており、その内周にはコアが存在しない。シート2の巻始め部2aを確実に固定し、ロール1が内周において緩むおそれを排除するため、シート2の巻始め部2aの外周はその外側に巻かれるシート2の次の層の内周と両面テープ3で貼り合わされている。また、シート2の巻始め部2aにはロール1の製造時に使用される巻始め部固定用のテープ4が残されている。テープ4の状態については後述する。ロール1の外周の巻終わり部2bは巻止めテープ5にて固定されている。なお、シート2はいわゆる昇華転写式のプリンタにおいて画像が転写される受像紙として使用されるものであり、基材シートの少なくとも一方の面に中間層と受容層とが順に積層された周知の構成を有している。
【0022】
図2及び図3はコアレスシートロール1の製造段階でシート2を巻き付けるために使用されるコア10を、図4はコア10と組み合わせて使用されるコア抜き用の治具20をそれぞれ示している。コア10は軸線方向に関してシート2の幅と同一か僅かに大きい長さを有する円筒形状に形成されている。コア10の外周には、コア10の軸線方向全長に亘ってすり割り11が形成されている。すり割り11は、コア10をその半径方向に対して斜めに傾いた方向に沿って内外に貫いている。
【0023】
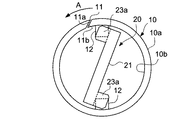
すり割り11を斜めに傾けたため、コア10の外周にシート2を巻き付けてコア10を外周側から拘束した状態ですり割り11の一方の対向面11aが他方の対向面11bに押し付けられる方向の回転力(図3の矢印A方向の回転力)をコア10に加えると、対向面11aが対向面11b上を半径方向中心側に滑ってコア10が半径方向中心側に縮むようになる。図3の矢印B方向、つまり対向面11a、11bを互いに引き離す方向に回転力を加えた場合にはコア10が半径方向に拡大するが、その外周にシート2が巻かれている場合にはコア10は広がることができない。以下では、図3の矢印A方向をコア10の縮小方向と、矢印B方向をコア10の拡大方向と呼ぶ。すり割り11の傾斜方向とコア10に加える回転力の方向とは、すり割り11の内周側の端部からみてすり割り11の外周側の端部が拡大方向にずれているという関係にある。すり割り11の外周側の端部からみて内周側の端部がずれている方向が縮小方向に一致する。
【0024】
コア10の内周面10bには半径方向中心側に突出する一対の突起部12がコア10と一体に回転可能に設けられている。これらの突起部12は周方向に関して180°ずらして配置されている。また、一方の突起部12は、すり割り11に対して拡大方向(図3の矢印B方向)に隣接する位置に設けられている。換言すれば、すり割り11の内周側の端部からみてすり割り11の外周側の端部と同一の側にてすり割り11と隣接するようにして突起部12が設けられている。突起部12の軸線方向の長さ及び位置は適宜に定めてよい。突起部12のコア10への取り付けには接着、ねじ止め等の適宜の固定手段を利用することができる。
【0025】
図4に示すように、治具20は、平板状の治具本体21と、その治具本体21の一端にボルト22を利用して取り付けられた端面板23と、治具本体21の他端に取り付けられたハンドル24とを備えている。図5に示したように、治具本体21はコア10の内周に挿入されて一対の突起部12に周方向同一の側から噛み合うことができる。これにより治具本体21は回転力付加部として機能する。
【0026】
端面板23には治具本体21の幅方向両端部において互いに反対側に突出する一対の爪23aが設けられている。爪23aの突出方向は、治具本体21をコア10の突起部12に対して縮小方向(矢印A方向)に回転させて突き当てた場合に突起部12とコア10の軸線方向に噛み合うように定められている。従って、図6に示すように治具本体21を突起部12に対して拡大方向(矢印B方向)に回転させて突き当てた場合は爪23aが突起部12とは反対方向に逃げている。これにより、爪23aは軸力付加部として機能する。
【0027】
次に、以上のコア10及び治具20を用いてコアレスシートロール1を製造する手順を説明する。まず、コア10を巻き取り装置(不図示)のコア取り付け部に装着し、図7に示すようにシート2の巻始め部2aをその外周側から貼り付けられるテープ4によってコア10の外周面10aに留める。このとき、シート2がコア10に対して縮小方向に延びるようにシート2の方向とコア10の周方向との関係を設定する。テープ4を貼る位置はすり割り11に対して縮小方向に隣接する位置が望ましいが、他の位置でもよい。また、シート2の巻始め部2aの外周面には両面テープ3を貼る。
【0028】
巻始め部2aを留めた後、巻き取り装置によりコア10を拡大方向に連続的に回転させてコア10の外周面10aにシート2を巻き付ける。図8に示すように、シート2が一周以上巻かれることによりシート2の巻始め部2aとその次の層とが両面テープ3にて互いに接合される。所定量のシート2をコア10上に巻き付けることによりコア10の回転を停止させてコア10を巻き取り装置から取り外す。シート2の巻終わり部2bは巻止めテープ5で留める。
【0029】
その後、図9(a)に示したように、ロール1が巻かれたコア10の内周に治具20を挿入し、同図(b)に示すように治具20をコア10の縮小方向に回転させる。この治具20の回転により治具本体21が突起部12に噛み合い、ロール状に巻かれたシート2がコア10から巻きほぐされる方向にコア10が回転する。これにより、すり割り11には縮小方向の回転力が加わり、すり割り11の対向面11aが半径方向中心側にずれてコア10が半径方向に縮む。
【0030】
図10(a)〜(c)に示したように、縮小方向へのコア10の回転によってテープ4はコア10の外周面10aから徐々に剥がされる。また、半径方向へのコア10の縮小に伴ってコア10の外周面10aとシート2の巻始め部2aとの間に微小な隙間が生じ、その隙間においてコア10の外周面10aから剥がされたテープ4が反転する。このため、最終的には図10(c)に示すようにテープ4が巻始め部2aの内周及び外周に折り返されるようにして貼り付く。この状態では、シート2の巻始め部2aとコア10の外周面10aとの間にはテープ4の粘着力に伴う接合作用が生じない。
【0031】
このように、テープ4がコア10の外周面10aから剥がれてシート2の巻始め部2aの内外に折り返された状態で貼り付くまでコア10を回転させた後、図9(c)に示すように治具20をシートロール1の内周から引き抜く。治具20を縮小方向に回転させた場合にはコア10自身が半径方向に縮んでおり、しかも、図5に示したように治具20の爪23aがコア10と噛み合ってコア10には軸線方向の引き抜き力が伝達される。従って、治具20を引き抜くことによってコア10もロール1から容易に引き抜かれる。このようにして図1のコアレスシートロール1が製造される。
【0032】
なお、図9(b)において治具20をコア10の拡大方向に誤って回転させた場合には爪23aが突起部12と噛み合うことができない。従って、治具20を抜いてもコア10はロール1の内周に残される。このため、コア10を不正な方向に回転させたためにコア10が縮小していないにも拘わらず、コア10がシートロール1から無理に抜かれてシートロール1が損傷するおそれがない。従って、作業者の熟練度に拘わりなく正確な作業が行える。
【0033】
以上の実施形態において、コア10は、すり割り11によって分断された状態であってもシート2を巻き付ける際の圧縮力に耐え得る剛性を有し、かつコア10を回転させたときにはすり割り11に沿って変形できる弾性を有するものであることが必要である。このような観点から、コア10の材質にはABS樹脂、ばね鋼が好適に利用できる。
【0034】
コア10の外周面10a上における接線方向に対するすり割り11の傾斜角θは過度に小さいと加工が困難等の問題を生じ、過度に大きいとコア10を十分に縮めることができないおそれがある。従って、傾斜角θは20°〜70°の範囲に、さらには30°〜60°の範囲に設定することが好ましい。
【0035】
コア10の変形を容易に生じさせるべく、すり割り11の対向面11aに摩擦係数を減らす手段を設けてもよい。例えば低摩擦材料を対向面11aに貼り付けて摩擦抵抗を低減させるとよい。表面処理によって対向面11aの摩擦係数を低下させてもよい。シート2への異物の付着を防止するため、すり割り11に設ける摩擦抵抗の低減手段は、こすれによる塵埃の発生がなるべく少ないものを選ぶとよい。
【0036】
テープ4には好適にはセロファンテープを使用することができるが、コア10の回転に伴って図10に示したように折り返される作用を奏する限りにおいて他の粘着テープを使用してもよい。治具20においては治具本体21に端面板23を取り付ける構成に代え、治具本体21と端面板23とを一体に形成してもよい。端面板23をボルト22で固定する構造に代え、治具本体21に対して爪23aを圧入等の接合方法を用いて固定するようにしてもよい。コア10の突起部12は一つでもよいし、三つ以上設けられてもよい。治具本体21は突起部12と周方向に噛み合うことができればよく、その形状は図示の例に限定されない。
【0037】
治具20を用いたコア10の取り出しは作業者による手作業に限らず、機械化されてもよい。実施の形態ではコア10をシートロール1から引き抜いているが、シートロール1の内周からコア10を押し出すようにしてもよい。
【0038】
本発明は昇華型受像シートに限らず、各種のシートからコアレスシートロールを製造する場合に適用できる。上記の実施形態ではシートの巻始め部をコアの外周面にテープで留めるようにしたが、このような固定作業がなくてもシートを円滑に巻き付けることができる場合にはテープの貼り付けは省略可能である。すり割りの傾斜方向とシートを巻き付ける際のコアの回転方向との関係は上記の実施形態が最良であるが、必ずしもこれに限定されない。上記の実施形態とは逆方向にシートが巻かれていても、そのロール状に巻かれたシートの内周に対してコアが滑る場合には、シートを巻き締める方向へのコアの回転が許容され、コアを半径方向に縮小させてロールの内周からコアを取り出すことができる。
【0039】
【発明の効果】
以上説明したように、本発明によれば、半径方向に対して斜めに傾いたすり割りが設けられたコアにシートを巻き取るようにしたため、コアの外周にシートが巻き付けられた状態において、すり割りの一方の対向面が他方の対向面よりも半径方向中心側にずれるようにコアに回転力を付加すれば、コアが半径方向に縮小し、ロール状に巻かれたシートの内周からコアを容易かつきれいに取り出すことができる。また、コアを利用してシートを巻き付けた後にコアを取り出すものであるから、既存のコア付きシートロールを製造する設備にも比較的容易に適用ができる利点がある。
【図面の簡単な説明】
【図1】本発明によって製造されたコアレスシートロールの一例を示す斜視図。
【図2】コアレスシートロールを製造するために使用されるコアを示す斜視図。
【図3】コアレスシートロールをその端面側から見た状態を示す図。
【図4】コアを引き抜くために使用される治具を示す斜視図。
【図5】治具を利用してコアを正しい方向に回転させる様子を示す図。
【図6】治具を利用してコアを不正な方向に回転させる様子を示す図。
【図7】シートの巻付けを開始する状態を示す斜視図。
【図8】シートをほぼ一周巻いた状態を示す斜視図。
【図9】コアを引き抜く際の手順を示す図。
【図10】コアの回転に伴ってテープが剥がされる様子を示す図。
【符号の説明】
1 コアレスシートロール
2 印刷受像シート
2a 巻始め部
2b 巻終わり部
3 両面テープ
4 巻始め部固定用のテープ
5 巻止めテープ
10 コア
10a コアの外周面
10b コアの内周面
11 すり割り
11a 一方の対向面
11b 他方の対向面
12 突起部
20 治具
21 治具本体(回転力付加部)
23 端面板
23a 爪(軸力付加部)
24 ハンドル
【発明の属する技術分野】
本発明は、連続したシートからコアレスシートロールを製造する方法、並びにその方法に使用するコア及び治具に関する。
【0002】
【従来の技術】
プリンタへの用紙の供給方法として、連続したシートをロール状に巻かれた状態でプリンタに装着し、そのロールから必要な長さづつ用紙を引き出す方法がある。この種の供給方法に使用されるシートロールは樹脂製又は紙製のコアの外周に巻き付けられた状態で使用に供されている。ところが、コア付きロールでは、一つのシートロールに対して一つずつコアが消費されるので、製造者にとってはコアの在庫管理やコアの保管場所等に関する負担が大きく、ユーザにとってはシートの使用後にコアが廃棄物として残るのでその処分が必要となる等の問題がある。そこで、近年ではコアを廃止したコアレスシートロール及びこれを利用するプリンタが提案されている(特許文献1参照)。また、フィルム材の巻き取り用のコアとして、半径方向に沿ってすり割りを設けたものが知られている(特許文献2参照)。
【0003】
【特許文献1】
特開2002−193500号公報
【特許文献2】
特開平7−196260号公報
【0004】
【発明が解決しようとする課題】
しかしながら、コアレスシートロールの製造方法は未だ十分に検討されていない。特に既存のコア付きロールの製造設備は、連続したシートをコアに巻き取ることを前提として構成されているので、これを流用してコアレスシートロールを製造するためにはコアにシートを巻き付けた後にコアを取り出すという作業が必要となるが、コア付きロールの製造設備ではシートが緩まないようにコアの外周にシートをきつく巻いているので、コアを取り出すのは容易ではない。半径方向にすり割りを有するコアを使用したとしても、シートの巻き付け段階ですり割りを閉じるようにコアが縮んでしまうのでコアの取り出しは相変わらず困難である。
【0005】
本発明は、コア上にシートを巻いた後にシートロールの内周からコアを容易に、且つきれいに取り出してコアレスシートロールを製造できる方法、並びにその方法に適したコア及び治具を提供することを目的とする。
【0006】
【課題を解決するための手段】
以下、本発明の製造方法等について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0007】
本発明のコアレスシートロールの製造方法は、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられたコア(10)の外周にシート(2)を巻き付ける工程と、ロール状に巻かれたシートの内周において、前記すり割りの一方の対向面(11a)が他方の対向面(11b)に対して半径方向中心側にずれて前記コアが半径方向に縮小するように当該コアを回転させる工程と、前記縮小したコアをロール状に巻かれたシートの内周から取り出す工程と、を備えることにより、上述した課題を解決する。
【0008】
この発明によれば、コアのすり割りを半径方向に対して斜めに傾けているため、コアの外周にシートが巻き付けられた状態において、すり割りの一方の対向面が他方の対向面よりも半径方向中心側にずれるようにコアに回転力を付加すれば、コアが半径方向に縮小し、ロール状に巻かれたシートの内周からコアを容易に、且つきれいに取り出すことができる。コアの外周にシートを巻き付ける際にはすり割りの一方の対向面が他方の対向面に対して半径方向中心側から支えるような関係となるために、そのような支持効果が生じない半径方向のすり割りを設けた場合と比較してシートの巻き付けに伴うコアの半径方向への縮小が生じ難く、シートの巻き付け後にコアを十分に縮小させることができる。
【0009】
本発明の製造方法において、前記シートを巻き付ける工程では、前記すり割りの内周側の端部からみて当該すり割りの外周側の端部がずれている方向と同一方向に前記コアを回転させて前記シートを前記コアに巻き取ることが望ましい。このようにすれば、コアを縮小させる際の回転方向がロール状に巻かれたシートをコアから巻きほぐす方向と一致するのでコアを回転させ易く、コアを半径方向に十分に縮小させてコアをより簡単に取り出すことができる。
【0010】
前記シートを巻き付ける工程では、前記シートの巻始め部をその外周側から貼り付けられるテープ(4)によって前記コアの外周面(10a)に留めてもよい。巻始め部をコアの外周面にテープで留めることにより巻き付け開始時のシートのずれや逃げを防止してシートを一定の状態でロール状に巻くことができる。そして、コアを半径方向に縮小するように回転させる場合には、コアの外周に貼られたテープが巻始め部の内周側に巻き込まれるように折り返されるから、コアの外周面からテープを容易に剥がすことができる。
【0011】
さらに、前記コアを回転させる工程において、前記テープが前記コアの外周面から剥がれて前記シートの前記巻始め部の内外に折り返された状態で貼り付くまで前記コアを回転させた場合には、コアを取り出す工程でテープの粘着力が邪魔にならず、コアの取り出しをさらに容易に行えるとともに、コアを取り出す際にテープによってシートロールの巻始め部がコアに付着したまま引きずり出されてロールの巻き付け状態が崩れるおそれもない。
【0012】
前記コアの内周面(10b)上に突起部(12)を設けるとともに、前記コアの内周に挿入されて前記突起部と半径方向及び軸線方向に噛み合い可能な治具(20)を用意し、前記コアを回転させる工程では前記治具を前記突起部に対して周方向に噛み合わせて当該治具から前記コアに回転力を付加し、前記コアを取り出す工程では前記治具を前記突起部に対して前記コアの軸線方向に噛み合わせて当該コアに軸線方向の力を付加してもよい。
【0013】
この態様によれば、コアの内周に挿入された治具をコアの突起部と噛み合わせてコアに回転力及び軸線方向の力を順に与えることにより、コアの回転と取り出しとを連続的に行ってコアを手際よく取り出すことができる。
【0014】
前記治具には前記突起部と前記軸線方向に噛み合い可能な爪(23a)が設けられ、前記コアを半径方向に縮小させる際の当該コアの回転方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い可能となり、前記コアを半径方向に縮小させる際の当該コアの回転方向と反対方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されてもよい。
【0015】
この態様によれば、コアを縮小させることができるように治具を周方向に関して正しく突起部と噛み合わせた場合に限って治具の爪が突起部と軸線方向に噛み合って治具とともにコアを取り出せるようになる。治具を不正な方向から突起部と噛み合わせたときには爪が軸線方向に噛み合わないのでコアを取り出すことができない。このため、コアを不正な方向に回転させてシートロールの内周からコアを無理に取り出すように作業が行われるおそれがない。
【0016】
本発明のコアは、コアレスシートロール(1)の製造時において連続したシート(2)を巻き取るために使用されるコア(10)であって、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられることにより、上述した課題を解決する。このコアによれば、斜めに傾いたすり割りを利用してコアを半径方向に関して縮小させることができる。従って、上述した本発明のコアレスシートロールの製造方法に好適に使用することができる。
【0017】
また、本発明のコアにおいては、内周面(10b)上に突起部(12)が設けられてもよい。この突起部を利用すれば、コアに対する回転力の付加と、軸線方向の力の付加とを容易に行うことができる。
【0018】
さらに、前記すり割りの内周側の端部からみて当該すり割りの外周側の端部と同一の側にて前記すり割りと隣接するようにして前記突起部が設けられることが望ましい。この突起部をコアの周方向に関してすり割りと反対側から押すようにすれば、すり割りの一方の対向面が他方の対向面を滑って半径方向中心側にずれ、その結果としてコアが半径方向に縮小する。
【0019】
本発明の治具は、半径方向に対して斜めに傾いたすり割り(11)が軸線方向の全長に亘って設けられかつ内周面(10b)上には突起部(12)が設けられたコアレスシートロール製造用のコア(10)と組み合わせて使用されるコア抜き用の治具(20)であって、前記コアの内周に挿入可能でありかつ前記突起部と前記コアの周方向に噛み合い可能な回転力付加部(21)と、前記回転力付加部から前記コアの周方向に相当する方向に突出して前記突起部と前記コアの軸線方向に噛み合い可能な軸力付加部(23a)とを備え、前記すり割りにて生じるずれに伴って前記コアが半径方向に縮小する方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合(図5)に前記突起部と前記軸力付加部とが前記軸線方向に噛み合い可能となり、前記コアが半径方向に縮小する方向と反対方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合(図6)には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されていることにより、上述した課題を解決する。
【0020】
この治具によればコアの内周に回転力付加部を挿入し、コアを半径方向に縮小させる方向に治具を回して回転力付加部とコア内周の突起部とをコアの周方向に噛み合わせることにより軸力付加部と突起部とがコアの軸線方向に噛み合うようになる。これにより、コアに対する適正な方向への回転力の付加と軸線方向の力の付加とを連続的に行うことが可能となり、本発明のコアレスシートロールの製造方法を効率よく実施することができる。
【0021】
【発明の実施の形態】
図1は本発明によって製造されるコアレスシートロール1を示している。コアレスシートロール1は長尺の連続した熱転写受像シート2を円筒状に巻いて形成されており、その内周にはコアが存在しない。シート2の巻始め部2aを確実に固定し、ロール1が内周において緩むおそれを排除するため、シート2の巻始め部2aの外周はその外側に巻かれるシート2の次の層の内周と両面テープ3で貼り合わされている。また、シート2の巻始め部2aにはロール1の製造時に使用される巻始め部固定用のテープ4が残されている。テープ4の状態については後述する。ロール1の外周の巻終わり部2bは巻止めテープ5にて固定されている。なお、シート2はいわゆる昇華転写式のプリンタにおいて画像が転写される受像紙として使用されるものであり、基材シートの少なくとも一方の面に中間層と受容層とが順に積層された周知の構成を有している。
【0022】
図2及び図3はコアレスシートロール1の製造段階でシート2を巻き付けるために使用されるコア10を、図4はコア10と組み合わせて使用されるコア抜き用の治具20をそれぞれ示している。コア10は軸線方向に関してシート2の幅と同一か僅かに大きい長さを有する円筒形状に形成されている。コア10の外周には、コア10の軸線方向全長に亘ってすり割り11が形成されている。すり割り11は、コア10をその半径方向に対して斜めに傾いた方向に沿って内外に貫いている。
【0023】
すり割り11を斜めに傾けたため、コア10の外周にシート2を巻き付けてコア10を外周側から拘束した状態ですり割り11の一方の対向面11aが他方の対向面11bに押し付けられる方向の回転力(図3の矢印A方向の回転力)をコア10に加えると、対向面11aが対向面11b上を半径方向中心側に滑ってコア10が半径方向中心側に縮むようになる。図3の矢印B方向、つまり対向面11a、11bを互いに引き離す方向に回転力を加えた場合にはコア10が半径方向に拡大するが、その外周にシート2が巻かれている場合にはコア10は広がることができない。以下では、図3の矢印A方向をコア10の縮小方向と、矢印B方向をコア10の拡大方向と呼ぶ。すり割り11の傾斜方向とコア10に加える回転力の方向とは、すり割り11の内周側の端部からみてすり割り11の外周側の端部が拡大方向にずれているという関係にある。すり割り11の外周側の端部からみて内周側の端部がずれている方向が縮小方向に一致する。
【0024】
コア10の内周面10bには半径方向中心側に突出する一対の突起部12がコア10と一体に回転可能に設けられている。これらの突起部12は周方向に関して180°ずらして配置されている。また、一方の突起部12は、すり割り11に対して拡大方向(図3の矢印B方向)に隣接する位置に設けられている。換言すれば、すり割り11の内周側の端部からみてすり割り11の外周側の端部と同一の側にてすり割り11と隣接するようにして突起部12が設けられている。突起部12の軸線方向の長さ及び位置は適宜に定めてよい。突起部12のコア10への取り付けには接着、ねじ止め等の適宜の固定手段を利用することができる。
【0025】
図4に示すように、治具20は、平板状の治具本体21と、その治具本体21の一端にボルト22を利用して取り付けられた端面板23と、治具本体21の他端に取り付けられたハンドル24とを備えている。図5に示したように、治具本体21はコア10の内周に挿入されて一対の突起部12に周方向同一の側から噛み合うことができる。これにより治具本体21は回転力付加部として機能する。
【0026】
端面板23には治具本体21の幅方向両端部において互いに反対側に突出する一対の爪23aが設けられている。爪23aの突出方向は、治具本体21をコア10の突起部12に対して縮小方向(矢印A方向)に回転させて突き当てた場合に突起部12とコア10の軸線方向に噛み合うように定められている。従って、図6に示すように治具本体21を突起部12に対して拡大方向(矢印B方向)に回転させて突き当てた場合は爪23aが突起部12とは反対方向に逃げている。これにより、爪23aは軸力付加部として機能する。
【0027】
次に、以上のコア10及び治具20を用いてコアレスシートロール1を製造する手順を説明する。まず、コア10を巻き取り装置(不図示)のコア取り付け部に装着し、図7に示すようにシート2の巻始め部2aをその外周側から貼り付けられるテープ4によってコア10の外周面10aに留める。このとき、シート2がコア10に対して縮小方向に延びるようにシート2の方向とコア10の周方向との関係を設定する。テープ4を貼る位置はすり割り11に対して縮小方向に隣接する位置が望ましいが、他の位置でもよい。また、シート2の巻始め部2aの外周面には両面テープ3を貼る。
【0028】
巻始め部2aを留めた後、巻き取り装置によりコア10を拡大方向に連続的に回転させてコア10の外周面10aにシート2を巻き付ける。図8に示すように、シート2が一周以上巻かれることによりシート2の巻始め部2aとその次の層とが両面テープ3にて互いに接合される。所定量のシート2をコア10上に巻き付けることによりコア10の回転を停止させてコア10を巻き取り装置から取り外す。シート2の巻終わり部2bは巻止めテープ5で留める。
【0029】
その後、図9(a)に示したように、ロール1が巻かれたコア10の内周に治具20を挿入し、同図(b)に示すように治具20をコア10の縮小方向に回転させる。この治具20の回転により治具本体21が突起部12に噛み合い、ロール状に巻かれたシート2がコア10から巻きほぐされる方向にコア10が回転する。これにより、すり割り11には縮小方向の回転力が加わり、すり割り11の対向面11aが半径方向中心側にずれてコア10が半径方向に縮む。
【0030】
図10(a)〜(c)に示したように、縮小方向へのコア10の回転によってテープ4はコア10の外周面10aから徐々に剥がされる。また、半径方向へのコア10の縮小に伴ってコア10の外周面10aとシート2の巻始め部2aとの間に微小な隙間が生じ、その隙間においてコア10の外周面10aから剥がされたテープ4が反転する。このため、最終的には図10(c)に示すようにテープ4が巻始め部2aの内周及び外周に折り返されるようにして貼り付く。この状態では、シート2の巻始め部2aとコア10の外周面10aとの間にはテープ4の粘着力に伴う接合作用が生じない。
【0031】
このように、テープ4がコア10の外周面10aから剥がれてシート2の巻始め部2aの内外に折り返された状態で貼り付くまでコア10を回転させた後、図9(c)に示すように治具20をシートロール1の内周から引き抜く。治具20を縮小方向に回転させた場合にはコア10自身が半径方向に縮んでおり、しかも、図5に示したように治具20の爪23aがコア10と噛み合ってコア10には軸線方向の引き抜き力が伝達される。従って、治具20を引き抜くことによってコア10もロール1から容易に引き抜かれる。このようにして図1のコアレスシートロール1が製造される。
【0032】
なお、図9(b)において治具20をコア10の拡大方向に誤って回転させた場合には爪23aが突起部12と噛み合うことができない。従って、治具20を抜いてもコア10はロール1の内周に残される。このため、コア10を不正な方向に回転させたためにコア10が縮小していないにも拘わらず、コア10がシートロール1から無理に抜かれてシートロール1が損傷するおそれがない。従って、作業者の熟練度に拘わりなく正確な作業が行える。
【0033】
以上の実施形態において、コア10は、すり割り11によって分断された状態であってもシート2を巻き付ける際の圧縮力に耐え得る剛性を有し、かつコア10を回転させたときにはすり割り11に沿って変形できる弾性を有するものであることが必要である。このような観点から、コア10の材質にはABS樹脂、ばね鋼が好適に利用できる。
【0034】
コア10の外周面10a上における接線方向に対するすり割り11の傾斜角θは過度に小さいと加工が困難等の問題を生じ、過度に大きいとコア10を十分に縮めることができないおそれがある。従って、傾斜角θは20°〜70°の範囲に、さらには30°〜60°の範囲に設定することが好ましい。
【0035】
コア10の変形を容易に生じさせるべく、すり割り11の対向面11aに摩擦係数を減らす手段を設けてもよい。例えば低摩擦材料を対向面11aに貼り付けて摩擦抵抗を低減させるとよい。表面処理によって対向面11aの摩擦係数を低下させてもよい。シート2への異物の付着を防止するため、すり割り11に設ける摩擦抵抗の低減手段は、こすれによる塵埃の発生がなるべく少ないものを選ぶとよい。
【0036】
テープ4には好適にはセロファンテープを使用することができるが、コア10の回転に伴って図10に示したように折り返される作用を奏する限りにおいて他の粘着テープを使用してもよい。治具20においては治具本体21に端面板23を取り付ける構成に代え、治具本体21と端面板23とを一体に形成してもよい。端面板23をボルト22で固定する構造に代え、治具本体21に対して爪23aを圧入等の接合方法を用いて固定するようにしてもよい。コア10の突起部12は一つでもよいし、三つ以上設けられてもよい。治具本体21は突起部12と周方向に噛み合うことができればよく、その形状は図示の例に限定されない。
【0037】
治具20を用いたコア10の取り出しは作業者による手作業に限らず、機械化されてもよい。実施の形態ではコア10をシートロール1から引き抜いているが、シートロール1の内周からコア10を押し出すようにしてもよい。
【0038】
本発明は昇華型受像シートに限らず、各種のシートからコアレスシートロールを製造する場合に適用できる。上記の実施形態ではシートの巻始め部をコアの外周面にテープで留めるようにしたが、このような固定作業がなくてもシートを円滑に巻き付けることができる場合にはテープの貼り付けは省略可能である。すり割りの傾斜方向とシートを巻き付ける際のコアの回転方向との関係は上記の実施形態が最良であるが、必ずしもこれに限定されない。上記の実施形態とは逆方向にシートが巻かれていても、そのロール状に巻かれたシートの内周に対してコアが滑る場合には、シートを巻き締める方向へのコアの回転が許容され、コアを半径方向に縮小させてロールの内周からコアを取り出すことができる。
【0039】
【発明の効果】
以上説明したように、本発明によれば、半径方向に対して斜めに傾いたすり割りが設けられたコアにシートを巻き取るようにしたため、コアの外周にシートが巻き付けられた状態において、すり割りの一方の対向面が他方の対向面よりも半径方向中心側にずれるようにコアに回転力を付加すれば、コアが半径方向に縮小し、ロール状に巻かれたシートの内周からコアを容易かつきれいに取り出すことができる。また、コアを利用してシートを巻き付けた後にコアを取り出すものであるから、既存のコア付きシートロールを製造する設備にも比較的容易に適用ができる利点がある。
【図面の簡単な説明】
【図1】本発明によって製造されたコアレスシートロールの一例を示す斜視図。
【図2】コアレスシートロールを製造するために使用されるコアを示す斜視図。
【図3】コアレスシートロールをその端面側から見た状態を示す図。
【図4】コアを引き抜くために使用される治具を示す斜視図。
【図5】治具を利用してコアを正しい方向に回転させる様子を示す図。
【図6】治具を利用してコアを不正な方向に回転させる様子を示す図。
【図7】シートの巻付けを開始する状態を示す斜視図。
【図8】シートをほぼ一周巻いた状態を示す斜視図。
【図9】コアを引き抜く際の手順を示す図。
【図10】コアの回転に伴ってテープが剥がされる様子を示す図。
【符号の説明】
1 コアレスシートロール
2 印刷受像シート
2a 巻始め部
2b 巻終わり部
3 両面テープ
4 巻始め部固定用のテープ
5 巻止めテープ
10 コア
10a コアの外周面
10b コアの内周面
11 すり割り
11a 一方の対向面
11b 他方の対向面
12 突起部
20 治具
21 治具本体(回転力付加部)
23 端面板
23a 爪(軸力付加部)
24 ハンドル
Claims (10)
- 半径方向に対して斜めに傾いたすり割りが軸線方向の全長に亘って設けられたコアの外周にシートを巻き付ける工程と、
ロール状に巻かれたシートの内周において、前記すり割りの一方の対向面が他方の対向面に対して半径方向中心側にずれて前記コアが半径方向に縮小するように当該コアを回転させる工程と、
前記縮小したコアをロール状に巻かれたシートの内周から取り出す工程と、
を備えたことを特徴とするコアレスシートロールの製造方法。 - 前記シートを巻き付ける工程では、前記すり割りの内周側の端部からみて当該すり割りの外周側の端部がずれている方向と同一方向に前記コアを回転させて前記シートを前記コアに巻き取ることを特徴とする請求項1に記載のコアレスシートロールの製造方法。
- 前記シートを巻き付ける工程では、前記シートの巻始め部をその外周側から貼り付けられるテープによって前記コアの外周面に留めることを特徴とする請求項2に記載のコアレスシートロールの製造方法。
- 前記コアを回転させる工程では、前記テープが前記コアの外周面から剥がれて前記シートの前記巻始め部の内外に折り返された状態で貼り付くまで前記コアを回転させることを特徴とする請求項3に記載のコアレスシートロールの製造方法。
- 前記コアの内周面上に突起部を設けるとともに、前記コアの内周に挿入されて前記突起部と半径方向及び軸線方向に噛み合い可能な治具を用意し、前記コアを回転させる工程では前記治具を前記突起部に対して周方向に噛み合わせて当該治具から前記コアに回転力を付加し、前記コアを取り出す工程では前記治具を前記突起部に対して前記コアの軸線方向に噛み合わせて当該コアに軸線方向の力を付加することを特徴とする請求項1に記載のコアレスシートロールの製造方法。
- 前記治具には前記突起部と前記軸線方向に噛み合い可能な爪が設けられ、前記コアを半径方向に縮小させる際の当該コアの回転方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い可能となり、前記コアを半径方向に縮小させる際の当該コアの回転方向と反対方向に前記治具を回転させて前記突起部と前記治具とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されていることを特徴とする請求項5に記載のコアレスシートロールの製造方法。
- コアレスシートロールの製造時において連続したシートを巻き取るために使用されるコアであって、半径方向に対して斜めに傾いたすり割りが軸線方向の全長に亘って設けられていることを特徴とするコア。
- 内周面上に突起部が設けられていることを特徴とする請求項7に記載のコア。
- 前記すり割りの内周側の端部からみて当該すり割りの外周側の端部と同一の側にて前記すり割りと隣接するようにして前記突起部が設けられていることを特徴とする請求項8に記載のコア。
- 半径方向に対して斜めに傾いたすり割りが軸線方向の全長に亘って設けられかつ内周面上には突起部が設けられたコアレスシートロール製造用のコアと組み合わせて使用されるコア抜き用の治具であって、前記コアの内周に挿入可能でありかつ前記突起部と前記コアの周方向に噛み合い可能な回転力付加部と、前記回転力付加部から前記コアの周方向に相当する方向に突出して前記突起部と前記コアの軸線方向に噛み合い可能な軸力付加部とを備え、前記すり割りにて生じるずれに伴って前記コアが半径方向に縮小する方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合に前記突起部と前記軸力付加部とが前記軸線方向に噛み合い可能となり、前記コアが半径方向に縮小する方向と反対方向の回転力を前記回転付加部から前記突起部に付加できるように前記突起部と前記回転力付加部とを前記周方向に噛み合わせた場合には前記爪が前記突起部と前記軸線方向に噛み合い不可能な位置に逃げるように前記爪の位置が設定されていることを特徴とする治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024760A JP2004231399A (ja) | 2003-01-31 | 2003-01-31 | コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024760A JP2004231399A (ja) | 2003-01-31 | 2003-01-31 | コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004231399A true JP2004231399A (ja) | 2004-08-19 |
Family
ID=32953213
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003024760A Pending JP2004231399A (ja) | 2003-01-31 | 2003-01-31 | コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004231399A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101950664A (zh) * | 2009-07-08 | 2011-01-19 | 日特机械工程株式会社 | 带板卷绕装置及卷绕方法 |
| JP2011207567A (ja) * | 2010-03-30 | 2011-10-20 | Achilles Corp | 巻芯 |
| JP2017095253A (ja) * | 2015-11-26 | 2017-06-01 | 株式会社皆藤製作所 | 巻回装置 |
| CN108330606A (zh) * | 2018-04-26 | 2018-07-27 | 浙江开创智库科技有限公司 | 一种纺织机用的卷布辊 |
| JP2020009769A (ja) * | 2019-07-29 | 2020-01-16 | 株式会社皆藤製作所 | コア製造機構 |
-
2003
- 2003-01-31 JP JP2003024760A patent/JP2004231399A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101950664A (zh) * | 2009-07-08 | 2011-01-19 | 日特机械工程株式会社 | 带板卷绕装置及卷绕方法 |
| CN101950664B (zh) * | 2009-07-08 | 2012-11-21 | 日特机械工程株式会社 | 带板卷绕装置及卷绕方法 |
| JP2011207567A (ja) * | 2010-03-30 | 2011-10-20 | Achilles Corp | 巻芯 |
| JP2017095253A (ja) * | 2015-11-26 | 2017-06-01 | 株式会社皆藤製作所 | 巻回装置 |
| CN108330606A (zh) * | 2018-04-26 | 2018-07-27 | 浙江开创智库科技有限公司 | 一种纺织机用的卷布辊 |
| JP2020009769A (ja) * | 2019-07-29 | 2020-01-16 | 株式会社皆藤製作所 | コア製造機構 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2597864Y2 (ja) | 帯状体の巻取機構 | |
| JP2004231399A (ja) | コアレスシートロールの製造方法、並びにその方法に用いるコア及び治具 | |
| JP5662073B2 (ja) | 帯状体の巻取り方法及び装置 | |
| US7464741B2 (en) | Part feeding device and part feeding method | |
| EP1260857A1 (en) | Photosensitive material roll | |
| JPH0940271A (ja) | 膜転写ローラー | |
| JP2004026421A (ja) | シート状物の巻取機、巻取装置及びシート状物の回収方法 | |
| JP4582878B2 (ja) | フィルムロール用コア装置 | |
| JPH10175779A (ja) | 巻取リール | |
| JP2003061884A (ja) | 粘着性ゴミ取りロ−ル | |
| JP3458187B2 (ja) | 巻芯支持装置 | |
| JP3386402B2 (ja) | 巻 芯 | |
| JP4298851B2 (ja) | エアーシャフト | |
| JPH079855U (ja) | 巻取装置 | |
| JP3040749U (ja) | 接着テープ切断機 | |
| JPS58193Y2 (ja) | ロ−ル状表示札連続体 | |
| WO2007066494A1 (ja) | シート巻取軸、巻取方法及び巻取装置 | |
| JPH0825890A (ja) | テープ装着具 | |
| JP2000211778A (ja) | フィルム巻取装置 | |
| JP4656662B2 (ja) | シリンダ清掃装置 | |
| JPS6238990Y2 (ja) | ||
| JPH0412052Y2 (ja) | ||
| JPH0413186Y2 (ja) | ||
| JP4579815B2 (ja) | 部品実装における使用後テープの回収方法、回収リング、並びに該回収リングを利用する粘性体塗布装置及び部品供給装置 | |
| JPH0637928Y2 (ja) | ラベル貼付装置の巻取軸 |