JP2004236375A - コイルの捻り成形方法および捻り治具 - Google Patents
コイルの捻り成形方法および捻り治具 Download PDFInfo
- Publication number
- JP2004236375A JP2004236375A JP2003018553A JP2003018553A JP2004236375A JP 2004236375 A JP2004236375 A JP 2004236375A JP 2003018553 A JP2003018553 A JP 2003018553A JP 2003018553 A JP2003018553 A JP 2003018553A JP 2004236375 A JP2004236375 A JP 2004236375A
- Authority
- JP
- Japan
- Prior art keywords
- segment coil
- coil
- jig
- twist
- twisting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】ステータスロットに挿入されたセグメントコイルの端部にストレート部分を形成しないことにより、コイルエンド高さを短縮することができるコイルの捻り成形方法および捻り治具を提供すること。
【解決手段】セグメントコイル20の端部の位置決めを行う位置決め部12と、セグメントコイル20の端部を保持することなくセグメントコイル20の端部近傍部に当接してセグメントコイル20を押圧する凸部12とを有する捻り治具10を用いて、位置決め部12にセグメントコイル20の端部を当接させて位置決めを行い、その後、位置決め部12からセグメントコイル20の端部を離し、その状態から捻り治具10を、セグメントコイル20との係合を維持させつつ、周方向に回転させながらセグメントコイル方向に近接させて、セグメントコイル20の捻り成形を行う。
【選択図】 図6
【解決手段】セグメントコイル20の端部の位置決めを行う位置決め部12と、セグメントコイル20の端部を保持することなくセグメントコイル20の端部近傍部に当接してセグメントコイル20を押圧する凸部12とを有する捻り治具10を用いて、位置決め部12にセグメントコイル20の端部を当接させて位置決めを行い、その後、位置決め部12からセグメントコイル20の端部を離し、その状態から捻り治具10を、セグメントコイル20との係合を維持させつつ、周方向に回転させながらセグメントコイル方向に近接させて、セグメントコイル20の捻り成形を行う。
【選択図】 図6
Description
【0001】
【発明の属する技術分野】
本発明は、ステータスロットに挿入されたセグメントコイルの端部を捻り形成するためのコイル捻り成形方法および捻り治具に関する。さらに詳細には、コイルエンド高さを短縮することができるコイル捻り成形方法および捻り治具に関するものである。特に、ハイブリッド車の駆動用モータに使用するステータを製造する際に用いるのに好適なものである。
【0002】
【従来の技術】
セグメント式コイルモータにおいては、ステータコアに設けられたスロットに略U字状のセグメントコイルを挿入した後に、セグメントコイルの先端を捻り、それらの端部を接合することによりステータを製造している。そして、ハイブリッド車の駆動用モータに対する要請の1つとして、搭載スペースの関係からモータの小型化、特にモータの軸方向長さの短縮が挙げられる。モータの小型化、特にモータの軸方向長さの短縮を図るためには、ステータにおけるコイルエンド高さを少しでも短縮する必要がある。
【0003】
そこで、コイルエンド高さを短縮するためのコイル捻り成形に関する技術が色々と提案されている。そのうちの1つとして、例えば、特開2000−92797号公報に開示された技術がある。この技術では、まず、図9に示すように、円環形状の捻り治具100に形成された保持部101にセグメントコイル110の先端を挿入する。そして、この状態から、図10に示すように、セグメントコイル110の先端が保持部101から抜けないようにして、捻り治具100を周方向および軸方向に移動させてセグメントコイル110の捻り成形を行う。なお、図9および図10には、捻り治具100について円環形状の一部のみを模式的に示している。
【0004】
このように、捻り治具100をステータコア120に対して、周方向のみならず、軸方向にも相対的に移動させることにより、セグメントコイル110の端部を保持している保持部101から、セグメントコイル110が抜けていくことを防止しつつ、セグメントコイル110を捻り成形することができるようになっている。これにより、セグメントコイル110の曲げRを小さくして、コイルエンド高さh1(図11参照)を短縮するようにしている。
【0005】
【特許文献1】
特開2000−92797号公報(第3〜4頁、第4図、第7図)
【0006】
【発明が解決しようとする課題】
しかしながら、上記した特開2000−92797号公報に開示されたコイルの捻り成形技術では、図11に示すように、セグメントコイル110の端部にストレート部分110aが形成されてしまう。このため、コイルエンド高さh1が高くなるという問題があった。つまり、セグメントコイル110の端部に残るストレート部分110a(長さhs)がコイルエンド高さh1を短縮する妨げとなっていた。
【0007】
一方、セグメントコイル110の先端が捻り治具100の保持部101から抜けてしまうと、セグメントコイル110の曲げRを小さくすることができないので、コイルエンド高さh1が高くなってしまうと考えられていた。また、セグメントコイル110の先端を保持部110により保持した状態で捻り成形を行っている途中に、セグメントコイル110の先端が保持部101から抜けてしまうと、セグメントコイル110に傷がついてしまうという問題もあった。このため従来は、コイルの捻り成形においては、セグメントコイル110の先端をしっかりと保持することが重要である考えられていた。
【0008】
これに対して、本出願人は、コイルエンド高さを短縮するためにセグメントコイルの端部に残るストレート部分をなくすとともに、セグメントコイルに傷がつかないように捻り成形することができないかという観点から種々の実験を繰り返し行った。そして、それらの実験を通じて、セグメントコイルの端部にストレート部分を残さず、またコイルにも傷がつかない捻り成形方法および捻り治具を見いだした。
【0009】
このような事情からなされた本発明は、上記した問題点を解決するためになされたものであり、ステータスロットに挿入されたセグメントコイルの端部にストレート部分を形成しないことにより、コイルエンド高さを短縮することができるコイルの捻り成形方法および捻り治具を提供することを課題とする。
【0010】
【課題を解決するための手段】
上記問題点を解決するためになされた本発明に係るコイルの捻り成形方法は、ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り治具を用いて捻り成形するコイルの捻り成形方法において、捻り治具に形成された位置決め部にセグメントコイルの端部を当接させて位置決めを行い、その後、位置決め部からセグメントコイルの端部を離し、その状態から捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ、治具とセグメントコイルとを相対的に周方向に回転させながら治具とセグメントコイルとが接近する方向に移動させて、セグメントコイルを捻り成形することを特徴とする。
【0011】
このコイルの捻り成形方法では、まず、セグメントコイルの端部と捻り治具に形成された位置決め部とに当接させることにより位置決めを行う。その後、位置決め部からセグメントコイルの端部を離す。このように、捻り治具がセグメントコイルの端部を保持しないようにする。そして、この状態、つまりセグメントコイルの端部が捻り治具に保持されていない状態から、捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ治具とセグメントコイルとを相対的に周方向に回転させながら治具とセグメントコイルとが近接する方向に移動させて、セグメントコイルの捻り成形が行われる。
【0012】
このように捻り治具とセグメントコイルの端部を離してから捻り動作を行うため、セグメントコイルの先端が捻り治具に保持される(掴まれる)ことなく捻り成形が行われる。このため、セグメントコイルの捻り成形後に、セグメントコイルの端部にストレート部分が残らない。したがって、コイルエンド高さを短縮することができる。つまり、ストレート部分の高さ分だけコイルエンド高さが短縮される。また、セグメントコイルの端部を保持しないので、捻り治具からセグメントコイルが抜けるという事態は発生し得ない。このため、セグメントコイルが傷つくようなこともない。
【0013】
ここで、捻り治具とセグメントコイルとの相対的な回転動作を、捻り治具とセグメントコイルとの接近方向への動作に対し先行して行うことが望ましい。こうすることにより、セグメントコイルの端部が位置決め部から離れた状態から捻り成形が行われるので、セグメントコイルの端部にストレート部分が確実に形成されないからである。また、ステータスロットからセグメントコイルが抜けていくことも防止することができるからである。
【0014】
また、セグメントコイルの端部を、捻り成形後にステータに対して水平となるように、あらかじめ面取りしておくとよい。これにより、さらにコイルエンド高さを短縮することができるからである。
【0015】
上記問題点を解決するためになされた本発明に係る捻り治具は、本発明に係るコイルの捻り方法を実現するための捻り治具である。すなわち、本発明に係る捻り治具は、ステータスロットに挿入された略U字状のセグメントコイルの端部を、捻り成形するための捻り治具において、セグメントコイルの端部の位置決めを行う位置決め部と、セグメントコイルの端部を保持することなくセグメントコイルの端部近傍部に当接してセグメントコイルを押圧する凸部と、を有することを特徴とするものである。
【0016】
この捻り治具を使用して、上記したコイルの捻り成形方法を実施することにより、上記したように、セグメントコイルの端部にストレート部分を形成することなく、セグメントコイルを捻り成形することができる。
【0017】
本発明に係る捻り治具においては、凸部における一方の側面は、セグメントコイルの位置決めを行う際に、セグメントコイルの端部近傍部に接触することが望ましい。これにより、セグメントコイルの位置決めを確実に行うことができるからである。
【0018】
そして、一方の側面は、捻り成形を行う際における回転方向前方側に配設すればよい。こうすることにより、捻り成形を行う際に、セグメントコイルと凸部との係合を確実に維持することができるからである。
【0019】
【発明の実施の形態】
以下、本発明に係るコイルの捻り成形方法および捻り治具を具体化した最も好適な実施の形態について、図面に基づき詳細に説明する。なお、この実施の形態は、ステータコアに挿入されたセグメントコイルに対し捻り治具を周方向回転、上昇、および下降させて捻り成形する形態を示す。本実施の形態は、ハイブリッド車の駆動用モータに使用するステータの製造に、本発明に係るコイルの捻り成形方法および捻り治具を適用したものである。
【0020】
そこでまず、本実施の形態に係る捻り治具の概略構成を図1に示す。捻り治具10は、ステータコアと同様に円環形状をなすものであるので、図1には、捻り治具10の一部分のみを示している。この捻り治具10には、図1に示すように、複数の凸部11が一定間隔で形成されている。この凸部11は、ステータコアに形成されたスロットと同じ数だけ形成されている。そして、凸部11は、セグメントコイルの端部をステータコア側に押圧する機能、およびセグメントコイルの左右端の位置決めを行う機能を有するものである。すなわち、凸部11は、図2に示す頂部11aによりセグメントコイルを押し上げ、その側面11bによりセグメントコイルの左右端の位置決めを行うようになっている。なお、図2は、図1に示すA部の拡大図である。
【0021】
そして、図2に示すように、凸部の頂部11aは、略三角形状に形成されている。このように頂部11aを形成することにより、セグメントコイルの側面に面接触した状態でセグメントコイルの端部をステータコア側に押圧することができるようになっている。
【0022】
凸部11の側面11bは、ほぼ鉛直に立設されている。これにより、セグメントコイルの側面に接触してセグメントコイルの左右端の位置決めを行えるようになっている。これに対して、凸部11の側面11cは、図中上方に向かって広がるような傾斜面となっている。このように、凸部11の側面11cを傾斜面としているのは、セグメントコイルを捻り成形する際に、セグメントコイルの先端が側面11cに接触しないようにするためである。セグメントコイルの先端が側面11cに接触すると、セグメントコイル先端にストレート部分が形成されてしまうからである。したがって、この傾斜角度は、セグメントコイルを捻り成形する際に、セグメントコイルの先端が側面11cに接触しないように決定される。
【0023】
一方、各凸部11の間には、図1に示すように、各セグメントコイル先端を位置決めする位置決め部12が形成されている。この位置決め部12は、図2に示すように、底面12aと凸部の側面11bと側面11cの突起部11dとによって構成されている。これにより、セグメントコイルを位置決め部12に挿入することによりセグメントコイル先端の位置決めが行われるようになっている。
【0024】
続いて、上記した捻り治具10を用いて、セグメントコイルを捻り成形する方法について、図3〜図6を参照しつつ説明する。なお、図3は、セグメントコイルの位置決めを行う状態を示すものであり、図4は、位置決め終了後に捻り治具を下降および回転させた状態を示すものであり、図5は、捻り動作を実施している状態を示すものであり、図6は、捻り動作が終了した状態を示すものである。
【0025】
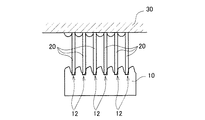
まず、略U字形状に成形されたセグメントコイル20がスロット内に挿入されたステータコア30の下側(コイル端側)に捻り治具10を移動させる。これにより、捻り治具10が捻り成形開始位置にセットされたことになる。次いで、その位置から捻り具10を上昇させて、図3に示すように、各セグメントコイル20の先端を各位置決め部12に挿入する。このとき、セグメントコイル20の先端は、一時的に位置決め部12により保持される。これにより、セグメントコイル20の先端および左右端の位置決めが完了する。
【0026】
次に、図4に示すように、捻り治具10を一旦下降および回転させる。これにより、セグメントコイル20の先端が位置決め部12から離れる。つまり、セグメントコイル20の先端がどこにも保持されていない状態となる。この点が従来の捻り成形方法と異なるところである。このとき、セグメントコイル20の端部の側面と凸部11の側面11bとは当接した状態が維持されている。
【0027】
そして、セグメントコイル20の端部を保持しない状態で、捻り治具10を回転させるとともに上昇させる。つまり、捻り動作は、捻り治具10の回転動作と上昇動作とを含んでいる。そして、この捻り動作においては、まず、図5、図6に示すように、捻り治具10の回転動作および上昇動作が実行される。すなわち、捻り動作においては、捻り治具10を回転動作させながら上昇動作を行う。これにより、セグメントコイル20の端部にストレート部分が確実に形成されないとともに、セグメントコイル20がステータコア30のスロットから抜けない。
【0028】
このとき、凸部11の頂部11aがセグメントコイル20の側面と面接触した状態が維持されている。これで、セグメントコイル20の捻り成形が終了する。そして、捻り成形が終了すると、捻り治具10を下降させる。このようにして、セグメントコイル20が捻り成形されると、図7に示すような形状となる。
【0029】
ここで、捻り成形後のコイルエンド部の高さh2は、図7と図11とを比較すると明らかなように、h1>h2となっている。なお、h1は従来の方法により捻り成形した場合におけるコイルエンド高さである。このように、本実施の形態に係る捻り治具10を用いて、本実施の形態に係る捻り成形方法を実施することにより、コイルエンド高さを短縮することができる。より具体的には、従来の捻り成形技術では残存してしまうストレート部分がなくなるため、そのストレート部分の長さhsだけコイルエンド高さを短縮することができる。
【0030】
さらに、本実施の形態では、セグメントコイル20の端部20aを、捻り成形後にステータコア30に対して水平となるように、あらかじめ面取りしているので、更なるコイルエンド高さの短縮が図られている。
【0031】
以上、詳細に説明したように本実施の形態では、セグメントコイル20の先端および左右端の位置決めを行う位置決め部12と、セグメントコイル20の端部を保持することなくセグメントコイル20の側面に当接してセグメントコイル20を押圧する凸部11とを有する捻り治具10を用いて、位置決め部12にセグメントコイル20の端部を当接させて位置決めを行い、その後、捻り治具10を下降させて位置決め部12からセグメントコイル20の端部を離し、その状態から捻り治具10を、セグメントコイル20の側面との係合を維持させつつ、周方向に回転させるとともに上昇させて、セグメントコイル20を捻り成形する。これにより、セグメントコイル20の先端が捻り治具10に保持される(掴まれる)ことなく捻り成形が行われる。このため、セグメントコイル20の捻り成形後に、セグメントコイル20の端部にストレート部分が残らない。したがって、コイルエンド高さを短縮することができる。
【0032】
そして、捻り成形を行う際、捻り治具10を回転動作させながら上昇動作を行うので、セグメントコイル20の端部が位置決め部12から離れた状態から捻り成形が行われるため、セグメントコイル20の端部にストレート部分が確実に形成されない。
【0033】
なお、上記した実施の形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。上記した実施の形態では、位置決め部12においてセグメントコイル20の先端を一時的に保持できるようにするため、凸部11の側面11cの底部に出っ張部11dを設けているが、図8に示すように、突起部11dを設けなくてもよい。このようにしても、底面12aと側面11bとの両方にセグメントコイル20を当接させることにより確実に位置決めすることができるからである。
【0034】
また、上記した実施の形態では、ハイブリッド車の駆動用モータに使用するステータの製造に本発明に係るコイルの捻り成形方法および捻り治具を適用した場合を例示したが、本発明は自動車のモータに使用されるステータの製造に限られることなく、セグメントコイルを用いたあらゆる用途のモータで使用されるステータの製造に適用することができる。
【0035】
また、上記実施の形態では、捻り治具10をステータコア30の下方に配置して捻り成形する形式について説明したが、もちろんこれとは逆の形式、すなわち、捻り治具10をステータコア30の上方に配置して捻り成形する形式としてもよい。
【0036】
さらに、上記した実施の形態では、セグメントコイル20が挿入されたステータコア30を固定して、セグメントコイル20の端部に対し捻り治具10を回転動作および上下動動作させる形式について説明した。しかし、捻り治具10を固定して、ステータコア30を回転動作および上下動動作させる形式としてもよい。
【0037】
【発明の効果】
以上説明した通り本発明に係るコイルの捻り成形方法によれば、ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り治具を用いて捻り成形するコイルの捻り成形方法において、捻り治具に形成された位置決め部にセグメントコイルの端部を当接させて位置決めを行い、その後、位置決め部からセグメントコイルの端部を離し、その状態から捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ、捻り治具とセグメントコイルとを相対的に周方向に回転させながらセグメントコイルを押圧してセグメントコイルを捻り成形するので、セグメントコイルの先端が捻り治具に保持されることなく捻り成形が行われる。したがって、セグメントコイルの捻り成形後に、セグメントコイルの端部にストレート部分が残らないため、コイルエンド高さを短縮することができる。
【0038】
そして、本発明に係る捻り治具によれば、ステータスロットに挿入された略U字状のセグメントコイルの端部を、捻り成形するための捻り治具において、セグメントコイルの端部の位置決めを行う位置決め部と、セグメントコイルの端部を保持することなくセグメントコイルの側面に当接してセグメントコイルを押圧する凸部とを有するので、上記したコイルの捻り成形方法を実施することにより、セグメントコイルの端部にストレート部分を形成することなく、セグメントコイルを捻り成形することができる。
【図面の簡単な説明】
【図1】実施の形態に係る捻り治具の概略構成(円環形状の一部)を示す図である。
【図2】図1におけるA部の拡大図である。
【図3】実施の形態に係る捻り成形方法を説明するための説明図であって、コイル先端の位置決めを行う状態を示すものである。
【図4】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り治具を下降させた状態を示すものである。
【図5】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り動作を実施している状態を示すものである。
【図6】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り動作が終了した状態を示すものである。
【図7】本実施の形態に係る捻り成形方法により製造したステータの一部を示す図である。
【図8】捻り治具の変形例を示す図である。
【図9】従来の捻り成形方法を説明するための説明図であって、コイル先端の位置決めを行う状態を示すものである。
【図10】従来の捻り成形方法を説明するための説明図であって、捻り動作を実施している状態を示すものである。
【図11】従来の成形方法により製造したステータの一部を示す図である。
【符号の説明】
10 捻り治具
11 凸部
11a 頂部
11b,11c 側面
12 位置決め部
12a 底面
【発明の属する技術分野】
本発明は、ステータスロットに挿入されたセグメントコイルの端部を捻り形成するためのコイル捻り成形方法および捻り治具に関する。さらに詳細には、コイルエンド高さを短縮することができるコイル捻り成形方法および捻り治具に関するものである。特に、ハイブリッド車の駆動用モータに使用するステータを製造する際に用いるのに好適なものである。
【0002】
【従来の技術】
セグメント式コイルモータにおいては、ステータコアに設けられたスロットに略U字状のセグメントコイルを挿入した後に、セグメントコイルの先端を捻り、それらの端部を接合することによりステータを製造している。そして、ハイブリッド車の駆動用モータに対する要請の1つとして、搭載スペースの関係からモータの小型化、特にモータの軸方向長さの短縮が挙げられる。モータの小型化、特にモータの軸方向長さの短縮を図るためには、ステータにおけるコイルエンド高さを少しでも短縮する必要がある。
【0003】
そこで、コイルエンド高さを短縮するためのコイル捻り成形に関する技術が色々と提案されている。そのうちの1つとして、例えば、特開2000−92797号公報に開示された技術がある。この技術では、まず、図9に示すように、円環形状の捻り治具100に形成された保持部101にセグメントコイル110の先端を挿入する。そして、この状態から、図10に示すように、セグメントコイル110の先端が保持部101から抜けないようにして、捻り治具100を周方向および軸方向に移動させてセグメントコイル110の捻り成形を行う。なお、図9および図10には、捻り治具100について円環形状の一部のみを模式的に示している。
【0004】
このように、捻り治具100をステータコア120に対して、周方向のみならず、軸方向にも相対的に移動させることにより、セグメントコイル110の端部を保持している保持部101から、セグメントコイル110が抜けていくことを防止しつつ、セグメントコイル110を捻り成形することができるようになっている。これにより、セグメントコイル110の曲げRを小さくして、コイルエンド高さh1(図11参照)を短縮するようにしている。
【0005】
【特許文献1】
特開2000−92797号公報(第3〜4頁、第4図、第7図)
【0006】
【発明が解決しようとする課題】
しかしながら、上記した特開2000−92797号公報に開示されたコイルの捻り成形技術では、図11に示すように、セグメントコイル110の端部にストレート部分110aが形成されてしまう。このため、コイルエンド高さh1が高くなるという問題があった。つまり、セグメントコイル110の端部に残るストレート部分110a(長さhs)がコイルエンド高さh1を短縮する妨げとなっていた。
【0007】
一方、セグメントコイル110の先端が捻り治具100の保持部101から抜けてしまうと、セグメントコイル110の曲げRを小さくすることができないので、コイルエンド高さh1が高くなってしまうと考えられていた。また、セグメントコイル110の先端を保持部110により保持した状態で捻り成形を行っている途中に、セグメントコイル110の先端が保持部101から抜けてしまうと、セグメントコイル110に傷がついてしまうという問題もあった。このため従来は、コイルの捻り成形においては、セグメントコイル110の先端をしっかりと保持することが重要である考えられていた。
【0008】
これに対して、本出願人は、コイルエンド高さを短縮するためにセグメントコイルの端部に残るストレート部分をなくすとともに、セグメントコイルに傷がつかないように捻り成形することができないかという観点から種々の実験を繰り返し行った。そして、それらの実験を通じて、セグメントコイルの端部にストレート部分を残さず、またコイルにも傷がつかない捻り成形方法および捻り治具を見いだした。
【0009】
このような事情からなされた本発明は、上記した問題点を解決するためになされたものであり、ステータスロットに挿入されたセグメントコイルの端部にストレート部分を形成しないことにより、コイルエンド高さを短縮することができるコイルの捻り成形方法および捻り治具を提供することを課題とする。
【0010】
【課題を解決するための手段】
上記問題点を解決するためになされた本発明に係るコイルの捻り成形方法は、ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り治具を用いて捻り成形するコイルの捻り成形方法において、捻り治具に形成された位置決め部にセグメントコイルの端部を当接させて位置決めを行い、その後、位置決め部からセグメントコイルの端部を離し、その状態から捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ、治具とセグメントコイルとを相対的に周方向に回転させながら治具とセグメントコイルとが接近する方向に移動させて、セグメントコイルを捻り成形することを特徴とする。
【0011】
このコイルの捻り成形方法では、まず、セグメントコイルの端部と捻り治具に形成された位置決め部とに当接させることにより位置決めを行う。その後、位置決め部からセグメントコイルの端部を離す。このように、捻り治具がセグメントコイルの端部を保持しないようにする。そして、この状態、つまりセグメントコイルの端部が捻り治具に保持されていない状態から、捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ治具とセグメントコイルとを相対的に周方向に回転させながら治具とセグメントコイルとが近接する方向に移動させて、セグメントコイルの捻り成形が行われる。
【0012】
このように捻り治具とセグメントコイルの端部を離してから捻り動作を行うため、セグメントコイルの先端が捻り治具に保持される(掴まれる)ことなく捻り成形が行われる。このため、セグメントコイルの捻り成形後に、セグメントコイルの端部にストレート部分が残らない。したがって、コイルエンド高さを短縮することができる。つまり、ストレート部分の高さ分だけコイルエンド高さが短縮される。また、セグメントコイルの端部を保持しないので、捻り治具からセグメントコイルが抜けるという事態は発生し得ない。このため、セグメントコイルが傷つくようなこともない。
【0013】
ここで、捻り治具とセグメントコイルとの相対的な回転動作を、捻り治具とセグメントコイルとの接近方向への動作に対し先行して行うことが望ましい。こうすることにより、セグメントコイルの端部が位置決め部から離れた状態から捻り成形が行われるので、セグメントコイルの端部にストレート部分が確実に形成されないからである。また、ステータスロットからセグメントコイルが抜けていくことも防止することができるからである。
【0014】
また、セグメントコイルの端部を、捻り成形後にステータに対して水平となるように、あらかじめ面取りしておくとよい。これにより、さらにコイルエンド高さを短縮することができるからである。
【0015】
上記問題点を解決するためになされた本発明に係る捻り治具は、本発明に係るコイルの捻り方法を実現するための捻り治具である。すなわち、本発明に係る捻り治具は、ステータスロットに挿入された略U字状のセグメントコイルの端部を、捻り成形するための捻り治具において、セグメントコイルの端部の位置決めを行う位置決め部と、セグメントコイルの端部を保持することなくセグメントコイルの端部近傍部に当接してセグメントコイルを押圧する凸部と、を有することを特徴とするものである。
【0016】
この捻り治具を使用して、上記したコイルの捻り成形方法を実施することにより、上記したように、セグメントコイルの端部にストレート部分を形成することなく、セグメントコイルを捻り成形することができる。
【0017】
本発明に係る捻り治具においては、凸部における一方の側面は、セグメントコイルの位置決めを行う際に、セグメントコイルの端部近傍部に接触することが望ましい。これにより、セグメントコイルの位置決めを確実に行うことができるからである。
【0018】
そして、一方の側面は、捻り成形を行う際における回転方向前方側に配設すればよい。こうすることにより、捻り成形を行う際に、セグメントコイルと凸部との係合を確実に維持することができるからである。
【0019】
【発明の実施の形態】
以下、本発明に係るコイルの捻り成形方法および捻り治具を具体化した最も好適な実施の形態について、図面に基づき詳細に説明する。なお、この実施の形態は、ステータコアに挿入されたセグメントコイルに対し捻り治具を周方向回転、上昇、および下降させて捻り成形する形態を示す。本実施の形態は、ハイブリッド車の駆動用モータに使用するステータの製造に、本発明に係るコイルの捻り成形方法および捻り治具を適用したものである。
【0020】
そこでまず、本実施の形態に係る捻り治具の概略構成を図1に示す。捻り治具10は、ステータコアと同様に円環形状をなすものであるので、図1には、捻り治具10の一部分のみを示している。この捻り治具10には、図1に示すように、複数の凸部11が一定間隔で形成されている。この凸部11は、ステータコアに形成されたスロットと同じ数だけ形成されている。そして、凸部11は、セグメントコイルの端部をステータコア側に押圧する機能、およびセグメントコイルの左右端の位置決めを行う機能を有するものである。すなわち、凸部11は、図2に示す頂部11aによりセグメントコイルを押し上げ、その側面11bによりセグメントコイルの左右端の位置決めを行うようになっている。なお、図2は、図1に示すA部の拡大図である。
【0021】
そして、図2に示すように、凸部の頂部11aは、略三角形状に形成されている。このように頂部11aを形成することにより、セグメントコイルの側面に面接触した状態でセグメントコイルの端部をステータコア側に押圧することができるようになっている。
【0022】
凸部11の側面11bは、ほぼ鉛直に立設されている。これにより、セグメントコイルの側面に接触してセグメントコイルの左右端の位置決めを行えるようになっている。これに対して、凸部11の側面11cは、図中上方に向かって広がるような傾斜面となっている。このように、凸部11の側面11cを傾斜面としているのは、セグメントコイルを捻り成形する際に、セグメントコイルの先端が側面11cに接触しないようにするためである。セグメントコイルの先端が側面11cに接触すると、セグメントコイル先端にストレート部分が形成されてしまうからである。したがって、この傾斜角度は、セグメントコイルを捻り成形する際に、セグメントコイルの先端が側面11cに接触しないように決定される。
【0023】
一方、各凸部11の間には、図1に示すように、各セグメントコイル先端を位置決めする位置決め部12が形成されている。この位置決め部12は、図2に示すように、底面12aと凸部の側面11bと側面11cの突起部11dとによって構成されている。これにより、セグメントコイルを位置決め部12に挿入することによりセグメントコイル先端の位置決めが行われるようになっている。
【0024】
続いて、上記した捻り治具10を用いて、セグメントコイルを捻り成形する方法について、図3〜図6を参照しつつ説明する。なお、図3は、セグメントコイルの位置決めを行う状態を示すものであり、図4は、位置決め終了後に捻り治具を下降および回転させた状態を示すものであり、図5は、捻り動作を実施している状態を示すものであり、図6は、捻り動作が終了した状態を示すものである。
【0025】
まず、略U字形状に成形されたセグメントコイル20がスロット内に挿入されたステータコア30の下側(コイル端側)に捻り治具10を移動させる。これにより、捻り治具10が捻り成形開始位置にセットされたことになる。次いで、その位置から捻り具10を上昇させて、図3に示すように、各セグメントコイル20の先端を各位置決め部12に挿入する。このとき、セグメントコイル20の先端は、一時的に位置決め部12により保持される。これにより、セグメントコイル20の先端および左右端の位置決めが完了する。
【0026】
次に、図4に示すように、捻り治具10を一旦下降および回転させる。これにより、セグメントコイル20の先端が位置決め部12から離れる。つまり、セグメントコイル20の先端がどこにも保持されていない状態となる。この点が従来の捻り成形方法と異なるところである。このとき、セグメントコイル20の端部の側面と凸部11の側面11bとは当接した状態が維持されている。
【0027】
そして、セグメントコイル20の端部を保持しない状態で、捻り治具10を回転させるとともに上昇させる。つまり、捻り動作は、捻り治具10の回転動作と上昇動作とを含んでいる。そして、この捻り動作においては、まず、図5、図6に示すように、捻り治具10の回転動作および上昇動作が実行される。すなわち、捻り動作においては、捻り治具10を回転動作させながら上昇動作を行う。これにより、セグメントコイル20の端部にストレート部分が確実に形成されないとともに、セグメントコイル20がステータコア30のスロットから抜けない。
【0028】
このとき、凸部11の頂部11aがセグメントコイル20の側面と面接触した状態が維持されている。これで、セグメントコイル20の捻り成形が終了する。そして、捻り成形が終了すると、捻り治具10を下降させる。このようにして、セグメントコイル20が捻り成形されると、図7に示すような形状となる。
【0029】
ここで、捻り成形後のコイルエンド部の高さh2は、図7と図11とを比較すると明らかなように、h1>h2となっている。なお、h1は従来の方法により捻り成形した場合におけるコイルエンド高さである。このように、本実施の形態に係る捻り治具10を用いて、本実施の形態に係る捻り成形方法を実施することにより、コイルエンド高さを短縮することができる。より具体的には、従来の捻り成形技術では残存してしまうストレート部分がなくなるため、そのストレート部分の長さhsだけコイルエンド高さを短縮することができる。
【0030】
さらに、本実施の形態では、セグメントコイル20の端部20aを、捻り成形後にステータコア30に対して水平となるように、あらかじめ面取りしているので、更なるコイルエンド高さの短縮が図られている。
【0031】
以上、詳細に説明したように本実施の形態では、セグメントコイル20の先端および左右端の位置決めを行う位置決め部12と、セグメントコイル20の端部を保持することなくセグメントコイル20の側面に当接してセグメントコイル20を押圧する凸部11とを有する捻り治具10を用いて、位置決め部12にセグメントコイル20の端部を当接させて位置決めを行い、その後、捻り治具10を下降させて位置決め部12からセグメントコイル20の端部を離し、その状態から捻り治具10を、セグメントコイル20の側面との係合を維持させつつ、周方向に回転させるとともに上昇させて、セグメントコイル20を捻り成形する。これにより、セグメントコイル20の先端が捻り治具10に保持される(掴まれる)ことなく捻り成形が行われる。このため、セグメントコイル20の捻り成形後に、セグメントコイル20の端部にストレート部分が残らない。したがって、コイルエンド高さを短縮することができる。
【0032】
そして、捻り成形を行う際、捻り治具10を回転動作させながら上昇動作を行うので、セグメントコイル20の端部が位置決め部12から離れた状態から捻り成形が行われるため、セグメントコイル20の端部にストレート部分が確実に形成されない。
【0033】
なお、上記した実施の形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。上記した実施の形態では、位置決め部12においてセグメントコイル20の先端を一時的に保持できるようにするため、凸部11の側面11cの底部に出っ張部11dを設けているが、図8に示すように、突起部11dを設けなくてもよい。このようにしても、底面12aと側面11bとの両方にセグメントコイル20を当接させることにより確実に位置決めすることができるからである。
【0034】
また、上記した実施の形態では、ハイブリッド車の駆動用モータに使用するステータの製造に本発明に係るコイルの捻り成形方法および捻り治具を適用した場合を例示したが、本発明は自動車のモータに使用されるステータの製造に限られることなく、セグメントコイルを用いたあらゆる用途のモータで使用されるステータの製造に適用することができる。
【0035】
また、上記実施の形態では、捻り治具10をステータコア30の下方に配置して捻り成形する形式について説明したが、もちろんこれとは逆の形式、すなわち、捻り治具10をステータコア30の上方に配置して捻り成形する形式としてもよい。
【0036】
さらに、上記した実施の形態では、セグメントコイル20が挿入されたステータコア30を固定して、セグメントコイル20の端部に対し捻り治具10を回転動作および上下動動作させる形式について説明した。しかし、捻り治具10を固定して、ステータコア30を回転動作および上下動動作させる形式としてもよい。
【0037】
【発明の効果】
以上説明した通り本発明に係るコイルの捻り成形方法によれば、ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り治具を用いて捻り成形するコイルの捻り成形方法において、捻り治具に形成された位置決め部にセグメントコイルの端部を当接させて位置決めを行い、その後、位置決め部からセグメントコイルの端部を離し、その状態から捻り治具とセグメントコイルの端部近傍部との係合を維持させつつ、捻り治具とセグメントコイルとを相対的に周方向に回転させながらセグメントコイルを押圧してセグメントコイルを捻り成形するので、セグメントコイルの先端が捻り治具に保持されることなく捻り成形が行われる。したがって、セグメントコイルの捻り成形後に、セグメントコイルの端部にストレート部分が残らないため、コイルエンド高さを短縮することができる。
【0038】
そして、本発明に係る捻り治具によれば、ステータスロットに挿入された略U字状のセグメントコイルの端部を、捻り成形するための捻り治具において、セグメントコイルの端部の位置決めを行う位置決め部と、セグメントコイルの端部を保持することなくセグメントコイルの側面に当接してセグメントコイルを押圧する凸部とを有するので、上記したコイルの捻り成形方法を実施することにより、セグメントコイルの端部にストレート部分を形成することなく、セグメントコイルを捻り成形することができる。
【図面の簡単な説明】
【図1】実施の形態に係る捻り治具の概略構成(円環形状の一部)を示す図である。
【図2】図1におけるA部の拡大図である。
【図3】実施の形態に係る捻り成形方法を説明するための説明図であって、コイル先端の位置決めを行う状態を示すものである。
【図4】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り治具を下降させた状態を示すものである。
【図5】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り動作を実施している状態を示すものである。
【図6】実施の形態に係る捻り成形方法を説明するための説明図であって、捻り動作が終了した状態を示すものである。
【図7】本実施の形態に係る捻り成形方法により製造したステータの一部を示す図である。
【図8】捻り治具の変形例を示す図である。
【図9】従来の捻り成形方法を説明するための説明図であって、コイル先端の位置決めを行う状態を示すものである。
【図10】従来の捻り成形方法を説明するための説明図であって、捻り動作を実施している状態を示すものである。
【図11】従来の成形方法により製造したステータの一部を示す図である。
【符号の説明】
10 捻り治具
11 凸部
11a 頂部
11b,11c 側面
12 位置決め部
12a 底面
Claims (4)
- ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り治具を用いて捻り成形するコイルの捻り成形方法において、
前記捻り治具に形成された位置決め部に前記セグメントコイルの端部を当接させて位置決めを行い、
その後、前記位置決め部から前記セグメントコイルの端部を離し、
その状態から前記捻り治具と前記セグメントコイルの端部近傍部との係合を維持させつつ、前記治具と前記セグメントコイルとを相対的に周方向に回転させながら前記治具と前記セグメントコイルとが接近する方向に移動させて、前記セグメントコイルを捻り成形することを特徴とするコイルの捻り成形方法。 - ステータスロットに挿入された略U字状のセグメントコイルの端部を捻り成形するための捻り治具において、
前記セグメントコイルの端部の位置決めを行う位置決め部と、
前記セグメントコイルの端部を保持することなく前記セグメントコイルの端部近傍部に当接して前記セグメントコイルを押圧する凸部と、を有することを特徴とする捻り治具。 - 請求項2に記載する捻り治具において、
前記凸部における一方の側面は、前記セグメントコイルの位置決めを行う際に、前記セグメントコイルの端部近傍部に接触することを特徴とする捻り治具。 - 請求項3に記載する捻り治具において、
前記一方の側面は、捻り成形を行う際における回転方向前方側に配設されていることを特徴とする捻り治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003018553A JP2004236375A (ja) | 2003-01-28 | 2003-01-28 | コイルの捻り成形方法および捻り治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003018553A JP2004236375A (ja) | 2003-01-28 | 2003-01-28 | コイルの捻り成形方法および捻り治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004236375A true JP2004236375A (ja) | 2004-08-19 |
Family
ID=32948650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003018553A Pending JP2004236375A (ja) | 2003-01-28 | 2003-01-28 | コイルの捻り成形方法および捻り治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004236375A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013190860A1 (ja) * | 2012-06-22 | 2013-12-27 | 本田技研工業株式会社 | ステータ製造装置及びステータ製造方法 |
| JP2014128129A (ja) * | 2012-12-26 | 2014-07-07 | Toyota Motor Corp | 固定子製造方法、コイル捻り治具、及び固定子製造装置 |
| JP2014217228A (ja) * | 2013-04-26 | 2014-11-17 | 本田技研工業株式会社 | 捻り曲げ装置 |
| DE102016119779A1 (de) | 2015-10-22 | 2017-04-27 | Toyota Jidosha Kabushiki Kaisha | Wicklungsendenbiegeeinspanneinrichtung und Wicklungsendenbiegeverfahren |
| JP2017085775A (ja) * | 2015-10-28 | 2017-05-18 | トヨタ自動車株式会社 | 端部加工装置 |
| JP2017085701A (ja) * | 2015-10-23 | 2017-05-18 | トヨタ自動車株式会社 | ステータコイル形成方法 |
| CN109746345A (zh) * | 2018-12-30 | 2019-05-14 | 苏州阿福机器人有限公司 | 一种用于扁线电机绕组中扁线折弯的装置 |
| CN110299805A (zh) * | 2018-03-22 | 2019-10-01 | 本田技研工业株式会社 | 扭曲装置 |
| CN110350734A (zh) * | 2018-04-06 | 2019-10-18 | 丰田自动车株式会社 | 旋转电机定子的制造方法以及制造装置 |
| CN110912347A (zh) * | 2018-09-14 | 2020-03-24 | 丰田自动车株式会社 | 折弯成形夹具 |
| CN111492566A (zh) * | 2017-12-21 | 2020-08-04 | 日立汽车系统株式会社 | 定子的制造方法 |
| WO2024048415A1 (ja) * | 2022-08-31 | 2024-03-07 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
-
2003
- 2003-01-28 JP JP2003018553A patent/JP2004236375A/ja active Pending
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10284057B2 (en) | 2012-06-22 | 2019-05-07 | Honda Motor Co., Ltd. | Stator manufacturing device and stator manufacturing method |
| WO2013190860A1 (ja) * | 2012-06-22 | 2013-12-27 | 本田技研工業株式会社 | ステータ製造装置及びステータ製造方法 |
| JP2014128129A (ja) * | 2012-12-26 | 2014-07-07 | Toyota Motor Corp | 固定子製造方法、コイル捻り治具、及び固定子製造装置 |
| JP2014217228A (ja) * | 2013-04-26 | 2014-11-17 | 本田技研工業株式会社 | 捻り曲げ装置 |
| DE102016119779A1 (de) | 2015-10-22 | 2017-04-27 | Toyota Jidosha Kabushiki Kaisha | Wicklungsendenbiegeeinspanneinrichtung und Wicklungsendenbiegeverfahren |
| CN106849528A (zh) * | 2015-10-22 | 2017-06-13 | 丰田自动车株式会社 | 线圈端部弯曲夹具以及线圈端部弯曲方法 |
| CN106849528B (zh) * | 2015-10-22 | 2019-04-09 | 丰田自动车株式会社 | 线圈端部弯曲夹具以及线圈端部弯曲方法 |
| US10361611B2 (en) | 2015-10-22 | 2019-07-23 | Toyota Jidosha Kabusiki Kaisha | Coil end bending jig |
| US10637336B2 (en) | 2015-10-23 | 2020-04-28 | Toyota Jidosha Kabushiki Kaisha | Stator coil forming method |
| JP2017085701A (ja) * | 2015-10-23 | 2017-05-18 | トヨタ自動車株式会社 | ステータコイル形成方法 |
| JP2017085775A (ja) * | 2015-10-28 | 2017-05-18 | トヨタ自動車株式会社 | 端部加工装置 |
| JPWO2019123977A1 (ja) * | 2017-12-21 | 2020-11-19 | 日立オートモティブシステムズ株式会社 | 固定子の製造方法 |
| CN111492566A (zh) * | 2017-12-21 | 2020-08-04 | 日立汽车系统株式会社 | 定子的制造方法 |
| CN110299805A (zh) * | 2018-03-22 | 2019-10-01 | 本田技研工业株式会社 | 扭曲装置 |
| JP2019187049A (ja) * | 2018-04-06 | 2019-10-24 | トヨタ自動車株式会社 | 回転電機ステータの製造方法及び製造装置 |
| JP7068012B2 (ja) | 2018-04-06 | 2022-05-16 | トヨタ自動車株式会社 | 回転電機ステータの製造方法及び製造装置 |
| CN110350734A (zh) * | 2018-04-06 | 2019-10-18 | 丰田自动车株式会社 | 旋转电机定子的制造方法以及制造装置 |
| CN110912347B (zh) * | 2018-09-14 | 2022-04-15 | 丰田自动车株式会社 | 折弯成形夹具 |
| US11114923B2 (en) * | 2018-09-14 | 2021-09-07 | Toyota Jidosha Kabushiki Kaisha | Bending-forming jig |
| JP7053419B2 (ja) | 2018-09-14 | 2022-04-12 | トヨタ自動車株式会社 | 折り曲げ成形治具 |
| JP2020048245A (ja) * | 2018-09-14 | 2020-03-26 | トヨタ自動車株式会社 | 折り曲げ成形治具 |
| CN110912347A (zh) * | 2018-09-14 | 2020-03-24 | 丰田自动车株式会社 | 折弯成形夹具 |
| CN109746345A (zh) * | 2018-12-30 | 2019-05-14 | 苏州阿福机器人有限公司 | 一种用于扁线电机绕组中扁线折弯的装置 |
| CN109746345B (zh) * | 2018-12-30 | 2024-03-22 | 苏州阿福机器人有限公司 | 一种用于扁线电机绕组中扁线折弯的装置 |
| WO2024048415A1 (ja) * | 2022-08-31 | 2024-03-07 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
| JP2024033965A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
| JP7771021B2 (ja) | 2022-08-31 | 2025-11-17 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004236375A (ja) | コイルの捻り成形方法および捻り治具 | |
| US20210399603A1 (en) | Stator assembly of hairpin winding motor | |
| CN101743680B (zh) | 用于电动机定子的连接线、具有该连接线的定子以及该连接线的弯曲方法 | |
| US7343662B2 (en) | Manufacturing method of stator coil composed of conductor segments | |
| JP5428763B2 (ja) | ステータの製造方法及び製造装置 | |
| JP5681250B1 (ja) | 導線片セット成形方法及び導線片セット成形装置 | |
| JP6962275B2 (ja) | 電動機のステータおよびその製造方法 | |
| JPH1132457A (ja) | 回転電機のステータ | |
| JP4460499B2 (ja) | 回転電機の固定子の製造方法 | |
| JP2014128129A (ja) | 固定子製造方法、コイル捻り治具、及び固定子製造装置 | |
| JP3882695B2 (ja) | コイル端部スペーサ、セグメント型電機子、セグメント整列方法、ならびにセグメント開放端部の捻り成形方法 | |
| CN100555802C (zh) | 定子和绝缘绕线架以及该定子的制造方法 | |
| JP2000245092A (ja) | 集中巻コイルおよび巻線製造装置 | |
| JP2007318874A (ja) | 回転電機の巻線端部成形装置および成形方法 | |
| JP3640207B2 (ja) | 平角コイルの製造方法及び装置 | |
| WO2012117535A1 (ja) | ウェッジ挿入機及びコイル挿入装置 | |
| JP2020110025A (ja) | セグメントコイル成形方法 | |
| US11342822B2 (en) | Apparatus and method for bending | |
| JP3695101B2 (ja) | モータ用整流子及びその製造方法 | |
| US7877857B2 (en) | Manufacturing method of electric motor | |
| CN104040838A (zh) | 自稳定钎焊预成形夹 | |
| JP4023427B2 (ja) | 相間絶縁紙およびその製造方法 | |
| JP2006166592A (ja) | セグメント式ステータ構造 | |
| JP2009183070A (ja) | 回転電機の固定子及びその製造方法 | |
| JP2005304277A (ja) | ウエッジ紙の成形方法 |