JP2004262075A - 熱転写受容シート - Google Patents
熱転写受容シート Download PDFInfo
- Publication number
- JP2004262075A JP2004262075A JP2003054349A JP2003054349A JP2004262075A JP 2004262075 A JP2004262075 A JP 2004262075A JP 2003054349 A JP2003054349 A JP 2003054349A JP 2003054349 A JP2003054349 A JP 2003054349A JP 2004262075 A JP2004262075 A JP 2004262075A
- Authority
- JP
- Japan
- Prior art keywords
- receiving sheet
- layer
- sheet
- thermal transfer
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Thermal Transfer Or Thermal Recording In General (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】各種のサーマルプリンターに対して、高感度、高画質であり、鮮明な画像が形成でき、かつ、搬送ロールの圧縮力による受容シートの凹みやサーマルヘッドの熱による画像表面の凹凸等が発生せず、印画時のリボンしわ転写防止性が優れ、製造コスト的にも有利な熱転写受容シートを提供する。
【解決手段】シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする画像受容層とを有する熱転写受容シートにおいて、前記シート状支持体が、芯材層の表裏面にポリオレフィン系樹脂を主成分とする接着剤層を介してポリエステルフィルムを積層してなり、かつJIS K 7220に準拠する熱転写受容シートの圧縮弾性率が、50MPa以下である熱転写受容シート。
【選択図】 なし
【解決手段】シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする画像受容層とを有する熱転写受容シートにおいて、前記シート状支持体が、芯材層の表裏面にポリオレフィン系樹脂を主成分とする接着剤層を介してポリエステルフィルムを積層してなり、かつJIS K 7220に準拠する熱転写受容シートの圧縮弾性率が、50MPa以下である熱転写受容シート。
【選択図】 なし
Description
【0001】
【発明の属する技術分野】
本発明は、熱転写受容シートに関するものである。さらに詳しく述べるならば、本発明は、染料熱転写プリンターに適し、銀塩写真と同等の鮮明さと高い解像度を有する画像を受像することの可能な熱転写受容シート(以下、単に受容シートと略す。)に関するものである。
【0002】
【従来の技術】
近年、サーマルプリンターが注目され、特に鮮明なフルカラー画像をプリント可能な染料熱転写プリンターが注目されている。染料熱転写プリンターは、インクリボンの染料を含む染料層と、受容シートの染料染着性樹脂を含む画像受容層(以下、単に受容層と略す。)とを重ね合わせ、サーマルヘッドから供給される熱により、染料層の所要箇所の染料を所定濃度だけ受容層上に転写して画像を形成するものである。インクリボンは、イエロー、マゼンタおよびシアンの3色、あるいはこれにブラックを加えた4色の染料層からなる。フルカラー画像は、インクリボンの各色の染料を受容シートに順次繰り返して転写することによって得られる。
【0003】
サーマルプリンターの発達と、コンピューターによるデジタル画像処理の発達にともない、得られる画像は格段に向上し、熱転写方式はその市場を拡大している。代表的なものとしては、印刷やデザインの校正刷りや出力、医療分野における内視鏡や、CTスキャンの画像出力、アミューズメント分野での顔写真やカレンダー、証明写真分野でのIDカードやクレジットカードへの出力等が挙げられる。また、サーマルヘッド関連技術の向上と温度制御技術の発達にともない、印画の高速化が可能となり、例えばA6サイズの受容シート1枚を30秒以内で印画可能なプリンターが発売されている。
【0004】
今後、さらに印画の高速化に対する要求が高まることが予想される。従来の受容シートでは、印画濃度階調、画質、色ずれ、リボンしわ転写等の点で問題が生じてきた。受容シートとして、良好な印画濃度階調を得るためには、狭い印加エネルギー領域で広い範囲の印画濃度を再現でき、低エネルギーでも高印画濃度が得られることが必要であり、受容シートに十分な断熱性が要求される。また、精細な画質を得るためには、サーマルヘッドと受容シートとの間の良好な密着性が必要であり、そのため受容シートには良好なクッション性が要求される。
【0005】
一般のサーマルプリンターにおいて、各色の染料を順次転写する際の色ずれを防止するために、スパイクを装着したロールとゴムロールで受容シートを挟んで搬送している。近年、印画の高速化に対応するために、スパイクを大きくしたり、ニップ圧を上げることが必要となっており、従来の受容シートでは、印画面に凹みが生じたり、スパイクのパターンによる痕が発生し易くなり、商品価値が低下する。このため、搬送ロールによるより過大な圧縮力を受けても、凹みを生じることのない受容シートが要望されている。
【0006】
従来、良好なプリント印画を得るために、芯材層の両面にミクロボイド層を有するフィルムを貼り合わせた支持体上に、染着性樹脂を主成分として含む受容層を形成した受容シートが一般に使用されている。例えば、芯材層の両面にポリプロピレンを主成分とする合成紙を積層した支持体(例えば、特許文献1参照。)、紙基材上に延伸によりミクロボイド層が形成されたポリエチレンテレフタレートフィルムを貼合した支持体(例えば、特許文献2参照。)等が提案されている。支持体の芯材層としては紙やポリエステルフィルムが使用されており、これらは一般に引張弾性率が高いため、受容シートの剛性が高く、風合いがよいという利点がある。
【0007】
ミクロボイド層を有するポリエステルやポリプロピレンフィルム等は厚さが均一で、柔軟性があり、しかもセルロース繊維からなる紙に比べて熱伝導度が低いため、均一で濃度の高い熱転写画像が得られる。しかし、ミクロボイドの数やその大きさを増大させて、フィルムの密度を下げると、断熱性が向上し、かつサーマルヘッドとの密着性が向上することにより感度は上がるが、フィルム強度が低下し、搬送ロールによる受容シートの凹みが生じ易くなる。また、フィルムの密度を高めて搬送ロールによる凹みを改善すると、断熱性やサーマルヘッドとの密着性が低下することにより、感度及び画質の低下や、リボンしわの転写が起こり易くなる傾向がある。
【0008】
そこで感度、画質が良好で、かつ搬送ロールによる印画面の凹みを改善した受容シートとして、例えば、芯材層の両面にポリエステルフィルムを積層した支持体を用い、圧縮弾性率を一定値以下に調整した受容シート(例えば、特許文献3参照。)が開示されている。これらの基材の積層方法としては、有機溶剤を溶媒として含有する接着剤層用塗料を使用し、この液体塗料を塗工して接着剤層を形成し、芯材とフィルムとを積層貼合するいわゆるドライラミネート法あるいはウェットラミネート法等の塗工工程を含む貼合方式が示されている。
【0009】
前記のような貼合方式では接着剤の溶剤や接着時の加熱により、支持体にカール、波打ちが発生して支持体の平滑性が低下したり、ブリスター等が発生し易く、また接着剤の有機溶剤は乾燥工程で系外へ排出されるので、環境に及ぼす悪影響も懸念される。また塗工、乾燥工程での加工速度が比較的低速で、接着剤の硬化等に時間を要し、生産性の改善が要請されている。
溶剤を使用しない基材の積層貼合方法として、押出しラミネート法が一般に知られており、例えばポリプロピレン樹脂、エチレン酢酸ビニル共重合体等を用いる方法等(例えば、特許文献1,4参照。)が開示されているが、搬送ロールの圧縮力による受容シートの凹みや、リボンしわ転写等に関しては、必ずしも満足されないものであった。
【0010】
【特許文献1】
特許第2565866号公報(第1−4頁)
【特許文献2】
特許第2922525号公報(第1−3頁)
【特許文献3】
特開2002−254831号公報(第2−4頁)
【特許文献4】
特開平11−115322号公報(第2−3頁)
【0011】
【発明が解決しようとする課題】
本発明は従来の受容シートが有する前述の問題点を解消し、各種のサーマルプリンターに対して、高感度、高画質であり、鮮明な画像が形成でき、かつ、搬送ロールの圧縮力による受容シートの凹みやサーマルヘッドの熱による画像表面の凹凸等が発生せず、印画時のリボンしわ転写防止性が優れ、製造コスト的にも有利な受容シートを提供しようとするものである。
【0012】
【課題を解決するための手段】
(1)シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする画像受容層を有する熱転写受容シートにおいて、前記シート状支持体が、芯材層の表裏面にポリオレフィン系樹脂を主成分とする接着剤層を介してポリエステルフィルムを積層してなり、かつJIS K 7220に準拠する熱転写受容シートの圧縮弾性率が50MPa以下であることを特徴とする熱転写受容シート。
【0013】
(2)前記接着剤層が、溶融押出しラミネート法により形成されてなる(1)項に記載の熱転写受容シート。
【0014】
(3)前記芯材層が延伸多孔質ポリオレフィンフィルムであり、かつ前記ポリエステルフィルムが延伸多孔質ポリエステルフィルムである(1)項または(2)項に記載の熱転写受容シート。
【0015】
(4)JIS K 7220に準拠する、前記芯材層の圧縮弾性率(A)と、芯材層表裏面のポリエステルフィルムの圧縮弾性率(B1,B2)と、芯材層表裏面の接着剤層の圧縮弾性率(C1,C2)とが、下記関係式(1)〜(4)を満足する(1)項〜(3)項の何れか1項に記載の熱転写受容シート。
A≦45MPa (1)
5MPa≦(B1,B2)≦80MPa (2)
(C1,C2)≦70MPa (3)
A<(B1,B2) (4)
【0016】
(5)前記芯材層の厚さ(D)と、芯材層表裏面のポリエステルフィルムの厚さ(E1,E2)と、芯材層表裏面の接着剤層の厚さ(F1,F2)とが、下記関係式(5)〜(8)を満足する(1)項〜(4)項の何れか1項に記載の熱転写受容シート。
50μm≦D≦200μm (5)
10μm≦(E1,E2)≦80μm (6)
5μm≦(F1,F2)≦40μm (7)
D≧1.5(E1,E2) (8)
【0017】
【発明の実施の形態】
本発明者らは受容シートについて鋭意検討した結果、シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする受容層とを有する受容シートにおいて、前記支持体が熱可塑性樹脂フィルムを芯材層とし、前記芯材層の表裏両面に、特定の圧縮弾性率を有するポリオレフィン系樹脂を主成分とする接着剤層を介して、ポリエステルフィルムを積層貼合してなり、かつ受容シート全体の圧縮弾性率を50MPa以下とすることにより、サーマルプリンターを用いて画像を印画する際に、インクリボンによるリボンしわの転写がなく、搬送ロールによる受容シートの凹みの発生がなく、サーマルヘッドの熱エネルギーによる受容シート表面(記録画像表面)の凹凸の発生もなく、さらに記録感度が高く、記録画像の均一性に優れ、製造コスト的にも有利な受容シートが得られる。なお本発明における圧縮弾性率は、JIS K 7220(硬質発泡プラスチックの圧縮試験方法)に準じて求めた値であり、試験片の高さ(厚さ)は供試シートの厚さで置換え、また圧縮速度は20μm/minで測定した。
【0018】
熱転写画像を印画する際に受容シートに発生するリボンしわは、サーマルヘッドの熱により、インクリボンが局部的に熱収縮し、インクリボンにしわが発生するが、受容シートの圧縮弾性率が低い場合には、受容シートがしわの形状に追従して変形することができ、このためインクリボンに発生したしわの形状は、印画面には転写されず、良好な外観を示すことができる。しかし受容シートの圧縮弾性率が高すぎる場合には、受容シートがしわの形状に追従して変形することができず、インクリボンに発生したしわの形状がそのまま受容シートの印画面に転写され、印画品位を損なうことがある。
【0019】
本発明の受容シートを用いることにより、搬送ロールの圧縮力による印画面の凹みが著しく改善される理由としては、芯材フィルムの両面に凹みにくいポリエステルフィルムを用い、かつ受容シート全体の圧縮弾性率が十分低くなるように、接着剤層としてポリオレフィン系樹脂を選択することにより、表層のポリエステルフィルムが搬送ロールによる高い圧縮力を受けても、受容シート内部で圧力を吸収することが可能となり、相乗効果が得られるためと考えられる。同時に表面側のポリエステルフィルムは、耐熱性や、表面の平滑性が優れ、熱伝導率が低く、かつ、受容シートの圧縮弾性率が十分に低いため、サーマルヘッドとプラテンロールに挟まれたときに受容シート内部が適度に変形し、サーマルヘッドと受容シートの密着性が向上し、優れた記録感度、画質が得られるものである。
【0020】
本発明の受容シートの圧縮弾性率は50MPa以下であり、好ましくは5〜30MPaである。受容シートの圧縮弾性率が50MPaを超える場合には、画質が低下したり、リボンしわが転写され易いことがある。
また、受容シートの圧縮弾性率が50MPa以下であっても、延伸ポリエステルフィルムの代わりに、例えばポリプロピレンを主成分とする延伸多孔質フィルムを芯材層の両面に積層した受容シートを使用した場合には、搬送ロールの圧縮力により、印画面に凹みを生じ、印画品質が低下する傾向がある。
【0021】
本発明のシート状支持体の芯材層としては、熱可塑性樹脂フィルムが好ましく使用され、例えば、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリアミド、ポリウレタン、ポリブタジエン等を主成分とするプラスチックフィルムや、これらのプラスチックフィルムに顔料や異なる樹脂を添加して延伸した多孔質フィルム、または発泡剤を含有せしめて発泡させたフィルム等が挙げられる。
【0022】
上記の中でも、ポリエチレンやポリプロピレン等を主成分とするポリオレフィンフィルムが好ましく使用される。さらにポリオレフィン樹脂を主成分とし、無機及び/又は有機顔料を添加した樹脂組成物を延伸して空隙を発生させた、いわゆる多孔質構造を有するフィルム(合成紙)がより好ましく使用される。
なお、多孔質構造を有するフィルムは、全体が多孔質構造である単層のフィルムであってもよいし、また多孔質構造を有する層を1層以上含む多層構造からなるフィルムであってもよい。また前記の材料を単体で使用するだけでなく、ドライラミネート法、ウェットラミネート法等の公知の方法により、前記のシート状フィルムを2種以上貼り合せて、多層構造にしたものも使用でき、その組み合わせは限定されない。
【0023】
支持体の芯材層としては、JIS K 7220に準拠する圧縮弾性率(A)を45MPa以下とするのが好ましく、より好ましくは20MPa以下であり、特に好ましくは10MPa以下である。圧縮弾性率(A)が45MPaを超えると、受容シートの圧縮弾性率を所定の値以下に制御することができないことがある。
また芯材層の厚さ(D)は50〜200μmが好ましく、60〜180μmがより好ましい。厚さ(D)が50μm未満では、例えば、プラスチックフィルムの場合には生産性が劣り、受容シートの製造コストが上昇することがある。また、厚さ(D)が200μmを超えると、得られる受容シートの厚みが過大となるため、プリンターにおける受容シートの収容枚数の低下を招いたり、或いは所定の収容枚数を収容しようとすると、プリンターの容積増大を招き、プリンターのコンパクト化を困難にする等の問題を生じることがある。
【0024】
本発明のシート状支持体において、接着剤層を介して芯材層の両面に積層されるポリエステルフィルムとしては、テレフタル酸およびエチレングリコールからなるホモポリマー、または、テレフタル酸、エチレングリコールに第三成分を共重合させたコポリマーが使用できる。このようなコポリマーは公知であり、第三成分としては、p−ヒドロキシ安息香酸などのオキシカルボン酸、イソフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸、テトラメチレングリコールなどのアルキレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのポリアルキレングリコールなどが用いられる。
【0025】
また、ポリエステルフィルムは多孔質構造を有する層を持つことが好ましく、クッション性、断熱性に優れる。ポリエステルフィルムに多孔質構造を有する層を付与する方法としては、ベースとしてのポリエステル樹脂に非相溶性樹脂やフィラーを均一分散させた樹脂組成物を延伸することにより得られる。ポリエステル樹脂の場合、非相溶性樹脂としてはポリエチレン、ポリプロピレンなどのポリオレフィン、ポリスチレン、ポリブタジエン、ポリアクリロニトリルやそれらの共重合体などが挙げられる。フィラーとしては、例えば炭酸カルシウム、酸化マグネシウム、酸化チタン、炭酸マグネシウム、水酸化アルミニウム、アルミノ珪酸ナトリウム、アルミノ珪酸カリウム、クレー、マイカ、タルク、硫酸バリウム、硫酸カルシウムなどが挙げられるが、これらは単独、もしくは二種類以上の混合物でもよい。
【0026】
ポリエステルフィルムは、芯材層の表裏両面に積層され、ポリエステルフィルムのJIS K 7220に準拠する圧縮弾性率(B1,B2)は、各々、5〜80MPaの範囲が好ましく、7〜50MPaがより好ましく、7〜40MPaが特に好ましい。B1、B2の値は、互いに異なっても、同じでもよい。圧縮弾性率が5MPa未満であると、プリンターの搬送ロールにより印画面に凹みが発生することがあり、一方圧縮弾性率が80MPaを超える場合には、サーマルヘッドとの密着性が不十分となり、画像の均一性が低下したり、またリボンしわ転写防止性が低下することがある。
【0027】
また芯材層表裏両面のポリエステルフィルムの厚さ(E1,E2)は、各々、10〜80μmが好ましく、より好ましくは25〜70μmである。E1、E2の値は、互いに異なっても、同じでもよい。ポリエステルフィルムの厚さが10μm未満では、3〜4回の印字によって、ポリエステルフィルムが熱変形することがあり、画像均一性不良や、カールの問題等が発生するおそれがあり、一方、厚さが80μmを超えると、積層支持体の厚さが過大となり、コスト、搬送性の面などで好ましくない。
【0028】
本発明のシート状支持体において、芯材層の表裏に積層される各々のポリエステルフィルムの圧縮弾性率(B1,B2)が、芯材層の圧縮弾性率(A)より大きい方が好ましい。即ち受容シートが搬送ロールによる高い圧力を受けても、大部分の圧力を内側の芯材層が吸収することが可能となるため、好ましい態様である。
また芯材層の厚さ(D)は、芯材層の表裏に積層される各々のポリエステルフィルムの厚さ(E1,E2)の1.5倍以上であることが好ましい。圧縮弾性率の低い芯材層の厚さを増大させることにより、受容シート全体の圧縮弾性率を特定の値以下に容易に制御することができる。また芯材層として好ましく使用されるポリオレフィン系等の熱可塑性樹脂フィルムの価格は、ポリエステルフィルムに比較して一般に安価であるため、芯材層の厚さを増加させる方が製造コストの面からも好ましい実施態様である。
【0029】
本発明の支持体においては、接着剤層を介して、芯材層とポリエステルフィルムが積層される。接着剤としてはポリオレフィン系樹脂を主成分とする接着剤が使用され、好ましくは、接着剤層は溶融押出しラミネート法により形成される。ポリオレフィン系樹脂接着剤は無溶剤型であり、安全性に優れ、環境に悪影響を与えることもない。また、接着剤層形成の際に溶媒等の乾燥工程が不要であり、生産性も優れ、さらに従来の溶剤型接着剤と比較して安価であることから、受容シートの低コスト化も可能となる。
【0030】
接着剤層は、芯材層の表裏両面に形成され、表裏両面の接着剤層のJIS K7220に準拠する圧縮弾性率(C1,C2)は、各々、70MPa以下が好ましく、より好ましくは60MPa以下であり、また圧縮弾性率(C1,C2)の下限は実質的に5MPaである。圧縮弾性率(C1,C2)の範囲は、より好ましくは5〜50MPaであり、特に好ましくは5〜30MPaの範囲である。C1、C2の値は、互いに異なっても、同じでもよい。ポリオレフィン系樹脂を主成分とする接着剤層の圧縮弾性率(C1,C2)が70MPaを超えると、得られる受容シートの圧縮弾性率が高くなり、受容シートとサーマルヘッドとの密着性が低下するため、画質が低下したり、またリボンしわ転写防止性も低下することがある。一方圧縮弾性率(C1,C2)が5MPa未満の場合には、受容シートを裁断する際に、接着剤層樹脂がはみ出し、裁断機の刃に接着剤層が付着するなどの問題を生じるおそれがある。
【0031】
本発明の接着剤層で使用されるポリオレフィン樹脂の密度は0.75〜0.98g/cm3が好ましく、より好ましくは0.80〜0.98g/cm3である。ポリオレフィン樹脂の具体例としては、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、中密度ポリエチレン、高密度ポリエチレン、ポリブテン、ポリメチルペンテン、エチレン−α−オレフィン共重合体、プロピレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−エチルアクリレート共重合体、エチレンとα−,β−不飽和カルボン酸の共重合体を金属イオンで中和したいわゆるアイオノマー樹脂が挙げられる。これらのポリオレフィン樹脂は単独あるいは2種以上を併用して使用することができる。
【0032】
またポリオレフィン樹脂の融点は低いほど、溶融押出しラミネート加工時のラミネート温度を下げることが可能であり、ポリオレフィン樹脂と接触する芯材層の熱可塑性樹脂フィルム及び芯材層に積層されるポリエステルフィルムの熱収縮を小さくすることができるので、受容シートのカールが小さくなる。ポリオレフィン樹脂の融点は実用的には80〜160℃が好ましく、95〜140℃がより好ましい。なおポリオレフィン樹脂の融点は、JIS K 7121に規定される方法に従って、示差走査熱量計(商品名:SSC5200、セイコー電子工業社製)を用いて測定される値である。
【0033】
接着剤層のポリオレフィン樹脂には本発明の効果を損なわない限り、熱安定剤、酸化防止剤、帯電防止剤、紫外線吸収剤、光安定剤、無機微粒子、有機微粒子等各種の添加剤の1種あるいは2種以上を併用して使用もよい。
【0034】
接着剤層としての溶融樹脂の押出しラミネート量、即ち接着剤層の厚さ(F1,F2)は各々5〜40μmが好ましく、より好ましくは10〜30μmである。F1,F2の値は互いに異なっても、同じでもよい。因みに接着剤層の厚さが5μm未満であると、芯材層フィルムとポリエステルフィルムとの間の十分な接着強度が得られず、一方接着剤層の厚さが40μmを超えると、得られる受容シート全体の厚みが過大となることがあり、また受容シートのカール制御が難しくなることがある。
【0035】
本発明で使用されるシート状支持体全体の厚さは100〜300μmが好ましい。因みに、厚さが100μm未満であると、支持体の機械的強度が不十分となり、得られる受容シートの剛度が不足し、変形に対する反発力が不十分となり、印画の際に生じる受容シートのカールを十分に防止できないことがある。また支持体の厚みが300μmを超えると、得られる受容シートの厚みが過大となるため、プリンターにおける受容シートの収容枚数の低下を招いたり、或いは所定の収容枚数を収容しようとすると、プリンターの容積増大を招き、プリンターのコンパクト化を困難にする等の問題を生じることがある。
【0036】
本発明の受容シートにおいて、シート状支持体の表面上に直接あるいは中間層を介して受容層が設けられる。受容層それ自体は公知の染料熱転写受容層であってもよい。受容層を形成する樹脂としては、インクリボンから移行する染料に対する親和性が高く、従って染料染着性の良い樹脂が使用される。このような染料染着性樹脂としては、ポリエステル樹脂、ポリカーボネート樹脂、ポリ塩化ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリスチレン樹脂、ポリアクリル酸エステル樹脂、セルロースアセテートブチレート等のセルロース誘導体系樹脂、ポリアミド樹脂等の熱可塑性樹脂、活性エネルギー線硬化樹脂等が挙げられ、これらの2種以上を併用してもよい。これらの樹脂は使用する架橋剤に対して反応性を有する官能基(例えば水酸基、アミノ基、カルボキシル基、エポキシ基等の官能基)を有していることが好ましい。
【0037】
またプリントの際にサーマルヘッドでの加熱によって、受容層とインクリボンとが融着することを防止するために、受容層中に、架橋剤、離型剤、滑り剤等の1種以上が添加されていることが好ましい。また必要に応じて、上記の受容層中に蛍光染料、可塑剤、酸化防止剤、顔料、紫外線吸収剤等、帯電防止剤等の1種以上を添加してもよい。これらの添加剤は塗工前に受容層の形成成分と混合されてもよいし、また受容層とは別の塗被層として受容層の上及び/又は下に塗工されていてもよい。
【0038】
受容層の固形分塗工量は1〜12g/m2、より好ましくは3〜10g/m2の範囲である。因みに受容層の塗工量が1g/m2未満では、受容層が支持体表面を完全に覆うことができない場合があり、画質の低下を招いたり、サーマルヘッドの加熱により、受容層とインクリボンとが接着してしまう融着トラブルが発生することがある。一方塗工量が12g/m2を超えると、塗工効果が飽和して不経済であるばかりでなく、受容層の塗膜強度が不足したり、受容層の厚さが過大になることにより、支持体の断熱効果が十分に発揮されず、画像濃度の低下を招くことがある。
【0039】
本発明の受容シートは、受容シートの帯電防止性及び受容層とシート状支持体との間の接着性を改善するために、シート状支持体と受容層との間に中間層を設けてもよい。中間層形成のために使用される樹脂としては、各種の親水性樹脂及び疎水性樹脂を使用することが可能であり、例えばポリビニルアルコール、ポリビニルピロリドン等のビニルポリマー及びその誘導体、ポリアクリルアミド、ポリジメチルアクリルアミド、ポリアクリル酸又はその塩、ポリアクリル酸エステル等のアクリル基を含有するポリマー、ポリメタクリル酸、ポリメタクリル酸エステル等のメタクリル基を含有するポリマー、ポリエステル系樹脂、ポリウレタン系樹脂、澱粉、変性澱粉、カルボキシメチルセルロース等のセルロース誘導体などの樹脂を使用することができる。また公知の帯電防止剤及び/又は架橋剤を単独でもしくはその2種以上の混合物として上記の樹脂と併用することもできる。
【0040】
前記中間層の固形分塗工量は0.2〜5g/m2が好ましく、より好ましくは0.3〜4g/m2の範囲である。因みに中間層塗工量が0.2g/m2未満では、中間層が支持体表面を完全に覆うことができない場合があり、接着性改善効果が不十分である場合がある。一方中間層塗工量が5g/m2を超えると、塗工効果が飽和して不経済であるばかりでなく、塗膜強度が不足したり、中間層の厚さが過大となることによって支持体の断熱効果が十分に発揮されず、画像濃度の低下を招来することもある。
【0041】
本発明の受容シートはシート状支持体の裏面(シート状支持体に受容層が設けられている側とは反対側の面)に裏面層が設けられていてもよい。裏面層は接着剤として有効な樹脂を主成分とし、必要に応じて架橋剤、帯電防止剤、融着防止剤、顔料等を含んでいてもよい。このような構成にすることにより、裏面層と支持体との間の接着強度が向上し、受容シートがプリンター内に供給され、走行して、排出される一連の操作をスムーズに行わせることができる。また受容層面の傷付き防止、受容層面と接触する裏面層への染料の移行防止に対しても有効である。
【0042】
前記裏面層に使用される樹脂としてはアクリル樹脂、エポキシ樹脂、ポリエステル樹脂、フェノール樹脂、アルキッド樹脂、ウレタン樹脂、メラミン樹脂、ポリビニルアセタール樹脂等、及びこれらの樹脂の反応硬化物を用いることができる。また前記裏面層に使用される帯電防止剤としては、例えば、ポリエチレンイミン、カチオン性モノマーを含むアクリル系重合体、カチオン変性アクリルアミド重合体、及びカチオン澱粉等のカチオン型導電性樹脂、あるいはアニオン型、ノニオン型導電性樹脂、各種の導電性無機顔料等から適宜選択し、それらの適当量を裏面層樹脂中へ含有させればよい。また必要に応じて無機顔料、有機顔料等のフィラーも摩擦係数調整剤として配合してもよい。
【0043】
裏面層の固形分塗工量は0.3〜10g/m2の範囲内にあることが好ましく、より好ましくは1〜8g/m2の範囲である。固形分塗工量が0.3g/m2未満であると、重ね合せた受容シート同士が表裏面間で摩擦された時に生じる受容層面の傷つきを十分に防止できないことがあり、また塗工欠陥が発生して表面電気抵抗値が増大することもある。一方固形分塗工量が10g/m2を超えると、裏面層の塗工効果が飽和して不経済になることがある。
【0044】
本発明における中間層、受容層、裏面層等の各塗工層は、バーコーター、グラビアコーター、コンマコーター、ブレードコーター、エアーナイフコーター、ゲートロールコーター、ダイコーター、カーテンコーター、リップコーター、スライドビードコーターなど公知のコーターを用いて塗工、乾燥して形成することができる。
【0045】
【実施例】
下記実施例により本発明を詳細に説明するが、本発明の範囲はこれらに限定されるものではない。なお、実施例において、特に断らない限り「%」及び「部」は、溶剤に関するものを除き、固形分の「質量%」及び「質量部」を示す。
【0046】
実施例1
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG110、ユポ・コーポレーション製、厚さ110μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:40EA3S、東レ製、主成分:ポリエチレンテレフタレート、厚さ40μm、圧縮弾性率23MPa)を用い、接着剤として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0047】
「中間層の形成」
上記のシート状支持体の片面上に、下記組成の中間層用塗工液−1を固形分塗工量が1g/m2になるように塗工、乾燥して中間層を形成した。
中間層用塗工液−1
アクリル樹脂(商品名:リカボンドSAR615A、中央理化製) 50部
カチオン型導電性樹脂(商品名:ケミスタット9800、三洋化成製)50部
水/イソプロピルアルコール=5/5(質量比)混合液 400部
【0048】
「受容層の形成」
次に上記中間層上に下記組成の受容層用塗工液−1を固形分塗工量が5g/m2になるように塗工、乾燥して受容層を形成した。
 【0049】
【0049】
「裏面層の形成」
さらに上記シート状支持体の受容層塗工面とは反対側の面に、下記組成の裏面層用塗工液−1を固形分塗工量が2g/m2になるように塗工、乾燥して裏面層を形成した。その後50℃で48時間キュアーして受容シートを得た。
【0050】
実施例2
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、ポリプロピレン(商品名:FL−25HA、三菱化学製、圧縮弾性率60MPa、密度0.89g/cm3、融点140℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0051】
実施例3
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、低密度ポリエチレン/線状低密度ポリエチレンブレンド樹脂(商品名:プラストマーSC00100、三井ポリオレフィン製、圧縮弾性率15MPa、密度0.90g/cm3、融点102℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0052】
実施例4
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、エチレン−α−オレフィン共重合体樹脂(商品名:タフマーA−4085、三井ポリオレフィン製、圧縮弾性率16MPa、密度0.88g/cm3、融点96℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0053】
実施例5
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG95、ユポ・コーポレーション製、厚さ95μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:50QE15、東レ製、主成分:ポリエチレンテレフタレート、厚さ50μm、圧縮弾性率30MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0054】
実施例6
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG60、ユポ・コーポレーション製、厚さ60μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:W900J75、三菱化学ポリエステルフィルム製、主成分:ポリエチレンテレフタレート、厚さ75μm、圧縮弾性率27MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートして、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層し、シート状支持体を作成した。
【0055】
実施例7
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG150、ユポ・コーポレーション製、厚さ150μm、圧縮弾性率9MPa)を芯材とし、積層用基材として2軸延伸非孔質透明ポリエステルフィルム(商品名:テトロンS、帝人製、厚さ12μm、主成分:ポリエチレンテレフタレート、圧縮弾性率80MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用し、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートして、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層し、シート状支持体を作成した。
【0056】
実施例8
「シート状支持体の形成」において、芯材層として、多孔質多層構造フィルム(商品名:ユポFPG110、ユポ・コーポレーション製、厚さ110μm、圧縮弾性率9MPa)の代りに、ポリプロピレン系フィルム(商品名:ピュアソフティHR111、出光社製、厚さ110μm、圧縮弾性率38MPa)を使用した以外は、実施例3と同様にして受容シートを得た。
【0057】
比較例1
「シート状支持体の形成」を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG60、ユポ・コーポレーション製、厚さ60μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:50E63S、東レ製、主成分:ポリエチレンテレフタレート、厚さ50μm、圧縮弾性率50MPa)を用い、接着剤として低密度ポリエチレン(商品名:ミラソン16P、三井ポリオレフィン製、圧縮弾性率90MPa、密度0.923g/cm3、融点111℃)を使用して、接着剤層の厚さが各々30μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0058】
比較例2
「シート状支持体の形成」において、芯材層として、多孔質多層構造フィルム(商品名:ユポFPG110)の代わりに、コート紙(商品名:OKトップコートN、王子製紙製、127.9g/cm3、厚さ100μm、圧縮弾性率86MPa)を使用した以外は、実施例1と同様にして受容シートを得た。
【0059】
比較例3
「シート状支持体の形成」において、多孔質多層構造ポリエステルフィルム(商品名:40EA3S)の代わりに、無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPU50、ユポ・コーポレーション製、厚さ50μm、圧縮弾性率9MPa)を使用した以外は、実施例1と同様にして受容シートを得た。
【0060】
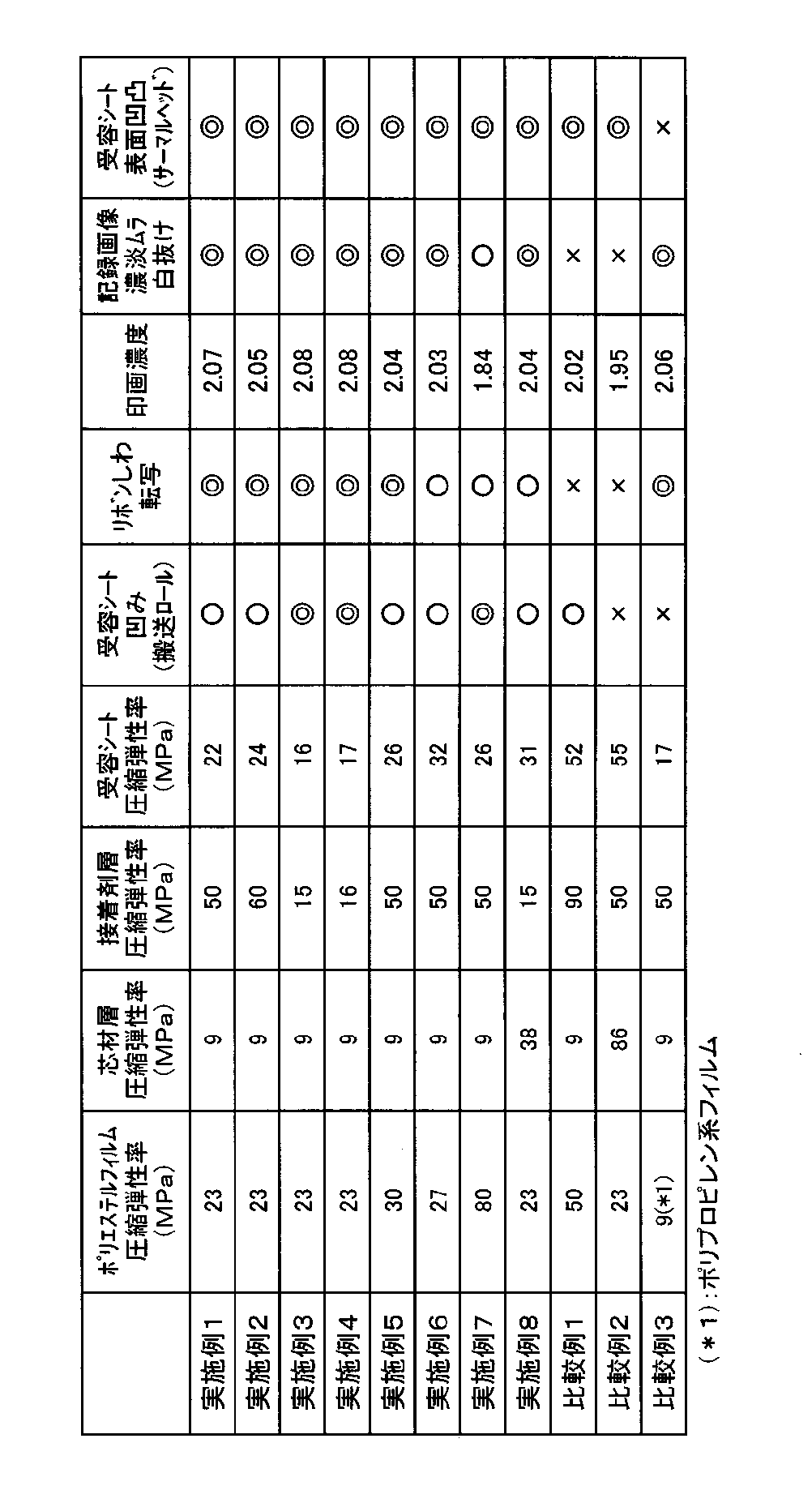
評価
上記の各実施例及び比較例で得られた受容シートについて、それぞれ下記の方法により評価を行い、得られた結果を表1に示す。
「圧縮弾性率」
JIS K 7220(硬質発泡プラスチックの圧縮試験方法)に準じて、受容シートの圧縮弾性率を測定した。但し、試験片の高さ(厚さ)に関しては、供試フィルム、及び受容シートの場合は各々の厚さを代用し、接着剤層用樹脂の場合は厚さ約200μmのフィルムとして測定した。また圧縮速度は20μm/minとした。
【0061】
「搬送ロールによる受容シート凹み」
市販の熱転写ビデオプリンター(商品名:M1、ソニー社製)を改造して、搬送ロールのニップ圧を上昇させた。圧力試験用フィルム(商品名:プレスケール、富士写真フィルム社製)を用いてニップ圧を測定評価したところ、200Kg/cm2であった。この試験機を使用して、搬送ロールによる受容シートの凹みを目視評価した。
凹みが全く見えないものを◎、わずかに凹みがあるが、実用上問題の無いものを○、凹みが著しく、実用不可なものを×と表示した。
【0062】
「リボンしわの転写」
厚さ6μmのポリエステルフィルムの上に昇華性染料をバインダーとともに含むインク層を設けたイエロー、マゼンタ、シアン3色のそれぞれのインクリボンを受容シートに接触させ、市販の熱転写ビデオプリンター(商品名:DPP−SV55、ソニー社製)を用いて、3色の色重ねによる黒べた画像を50枚連続的に印画し、リボンしわの転写の有無を目視評価した。
印画面にリボンしわの発生が全くないものを◎、リボンしわの発生が2枚以下で、実用上支障の無いものを○、リボンしわの発生が3枚以上で、実用不可なものを×と表示した。
【0063】
「印画品質」(印画濃度、画像均一性)
市販の熱転写ビデオプリンター(商品名:DPP−SV55、ソニー社製)を用いて、厚さ6μmのポリエステルフィルムの上にイエロー、マゼンタ、シアン3色それぞれの昇華性染料をバインダーと共に含むインク層を設けたインクリボンを順次に受容シートに接触させ、サーマルヘッドで段階的にコントロールされた加熱を施すことにより、所定の画像を受容シートに熱転写させ、各色の中間調の単色及び色重ねの画像をプリントした。
【0064】
受容シート上に転写された印加エネルギー別の記録画像について、マクベス反射濃度計(商品名:RD−914、Kollmorgen社製)を用いて、その反射濃度を測定した。印画濃度として、印加エネルギーの低い方から15ステップ目に相当する高階調部の反射濃度を表1に示した。
さらに記録画像の均一性として、光学濃度(黒)が1.0に相当する階調部分の(1)濃淡むら及び白抜けの有無、及び(2)サーマルヘッドの熱エネルギーによる受容シート表面(画像表面)の凹凸発生の有無等について目視評価した。
評価結果の優秀なものを◎、普通のものを○、欠陥の著しいものを×と表示した。
【0065】
【表1】
【0066】
上記の各実施例では、シート状支持体と前記シート状支持体の少なくとも片面に形成され、かつ染料染着性樹脂を主成分とする受容層を有する受容シートにおいて、前記支持体がポリオレフィン系熱可塑性樹脂フィルムを芯材層とし、前記芯材層の両面に、ポリオレフィン系樹脂を主成分とする接着剤層を介して、ポリエステルフィルムを積層貼合し、かつJIS K 7220に準拠する受容シート全体の圧縮弾性率を50MPa以下としたことにより、受容シートの凹み防止性、リボンしわの転写防止性、印画品質及び製造コストともに優れた受容シートが得られた。一方、比較例においては、すべての要求項目を同時には満足することができず、受容シートとして良好な品質が得られなかった。
【0067】
【発明の効果】
本発明の受容シートは、シート全体として適度の圧縮弾性率を有し、高感度、高画質であり、鮮明な画像が形成でき、かつ、搬送ロールの圧縮力による受容シートの凹みやサーマルヘッドの熱による画像表面の凹凸などが発生せず、印画時のリボンしわ転写防止性が優れ、製造コスト的にも有利な実用性に優れた受容シートである。
【発明の属する技術分野】
本発明は、熱転写受容シートに関するものである。さらに詳しく述べるならば、本発明は、染料熱転写プリンターに適し、銀塩写真と同等の鮮明さと高い解像度を有する画像を受像することの可能な熱転写受容シート(以下、単に受容シートと略す。)に関するものである。
【0002】
【従来の技術】
近年、サーマルプリンターが注目され、特に鮮明なフルカラー画像をプリント可能な染料熱転写プリンターが注目されている。染料熱転写プリンターは、インクリボンの染料を含む染料層と、受容シートの染料染着性樹脂を含む画像受容層(以下、単に受容層と略す。)とを重ね合わせ、サーマルヘッドから供給される熱により、染料層の所要箇所の染料を所定濃度だけ受容層上に転写して画像を形成するものである。インクリボンは、イエロー、マゼンタおよびシアンの3色、あるいはこれにブラックを加えた4色の染料層からなる。フルカラー画像は、インクリボンの各色の染料を受容シートに順次繰り返して転写することによって得られる。
【0003】
サーマルプリンターの発達と、コンピューターによるデジタル画像処理の発達にともない、得られる画像は格段に向上し、熱転写方式はその市場を拡大している。代表的なものとしては、印刷やデザインの校正刷りや出力、医療分野における内視鏡や、CTスキャンの画像出力、アミューズメント分野での顔写真やカレンダー、証明写真分野でのIDカードやクレジットカードへの出力等が挙げられる。また、サーマルヘッド関連技術の向上と温度制御技術の発達にともない、印画の高速化が可能となり、例えばA6サイズの受容シート1枚を30秒以内で印画可能なプリンターが発売されている。
【0004】
今後、さらに印画の高速化に対する要求が高まることが予想される。従来の受容シートでは、印画濃度階調、画質、色ずれ、リボンしわ転写等の点で問題が生じてきた。受容シートとして、良好な印画濃度階調を得るためには、狭い印加エネルギー領域で広い範囲の印画濃度を再現でき、低エネルギーでも高印画濃度が得られることが必要であり、受容シートに十分な断熱性が要求される。また、精細な画質を得るためには、サーマルヘッドと受容シートとの間の良好な密着性が必要であり、そのため受容シートには良好なクッション性が要求される。
【0005】
一般のサーマルプリンターにおいて、各色の染料を順次転写する際の色ずれを防止するために、スパイクを装着したロールとゴムロールで受容シートを挟んで搬送している。近年、印画の高速化に対応するために、スパイクを大きくしたり、ニップ圧を上げることが必要となっており、従来の受容シートでは、印画面に凹みが生じたり、スパイクのパターンによる痕が発生し易くなり、商品価値が低下する。このため、搬送ロールによるより過大な圧縮力を受けても、凹みを生じることのない受容シートが要望されている。
【0006】
従来、良好なプリント印画を得るために、芯材層の両面にミクロボイド層を有するフィルムを貼り合わせた支持体上に、染着性樹脂を主成分として含む受容層を形成した受容シートが一般に使用されている。例えば、芯材層の両面にポリプロピレンを主成分とする合成紙を積層した支持体(例えば、特許文献1参照。)、紙基材上に延伸によりミクロボイド層が形成されたポリエチレンテレフタレートフィルムを貼合した支持体(例えば、特許文献2参照。)等が提案されている。支持体の芯材層としては紙やポリエステルフィルムが使用されており、これらは一般に引張弾性率が高いため、受容シートの剛性が高く、風合いがよいという利点がある。
【0007】
ミクロボイド層を有するポリエステルやポリプロピレンフィルム等は厚さが均一で、柔軟性があり、しかもセルロース繊維からなる紙に比べて熱伝導度が低いため、均一で濃度の高い熱転写画像が得られる。しかし、ミクロボイドの数やその大きさを増大させて、フィルムの密度を下げると、断熱性が向上し、かつサーマルヘッドとの密着性が向上することにより感度は上がるが、フィルム強度が低下し、搬送ロールによる受容シートの凹みが生じ易くなる。また、フィルムの密度を高めて搬送ロールによる凹みを改善すると、断熱性やサーマルヘッドとの密着性が低下することにより、感度及び画質の低下や、リボンしわの転写が起こり易くなる傾向がある。
【0008】
そこで感度、画質が良好で、かつ搬送ロールによる印画面の凹みを改善した受容シートとして、例えば、芯材層の両面にポリエステルフィルムを積層した支持体を用い、圧縮弾性率を一定値以下に調整した受容シート(例えば、特許文献3参照。)が開示されている。これらの基材の積層方法としては、有機溶剤を溶媒として含有する接着剤層用塗料を使用し、この液体塗料を塗工して接着剤層を形成し、芯材とフィルムとを積層貼合するいわゆるドライラミネート法あるいはウェットラミネート法等の塗工工程を含む貼合方式が示されている。
【0009】
前記のような貼合方式では接着剤の溶剤や接着時の加熱により、支持体にカール、波打ちが発生して支持体の平滑性が低下したり、ブリスター等が発生し易く、また接着剤の有機溶剤は乾燥工程で系外へ排出されるので、環境に及ぼす悪影響も懸念される。また塗工、乾燥工程での加工速度が比較的低速で、接着剤の硬化等に時間を要し、生産性の改善が要請されている。
溶剤を使用しない基材の積層貼合方法として、押出しラミネート法が一般に知られており、例えばポリプロピレン樹脂、エチレン酢酸ビニル共重合体等を用いる方法等(例えば、特許文献1,4参照。)が開示されているが、搬送ロールの圧縮力による受容シートの凹みや、リボンしわ転写等に関しては、必ずしも満足されないものであった。
【0010】
【特許文献1】
特許第2565866号公報(第1−4頁)
【特許文献2】
特許第2922525号公報(第1−3頁)
【特許文献3】
特開2002−254831号公報(第2−4頁)
【特許文献4】
特開平11−115322号公報(第2−3頁)
【0011】
【発明が解決しようとする課題】
本発明は従来の受容シートが有する前述の問題点を解消し、各種のサーマルプリンターに対して、高感度、高画質であり、鮮明な画像が形成でき、かつ、搬送ロールの圧縮力による受容シートの凹みやサーマルヘッドの熱による画像表面の凹凸等が発生せず、印画時のリボンしわ転写防止性が優れ、製造コスト的にも有利な受容シートを提供しようとするものである。
【0012】
【課題を解決するための手段】
(1)シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする画像受容層を有する熱転写受容シートにおいて、前記シート状支持体が、芯材層の表裏面にポリオレフィン系樹脂を主成分とする接着剤層を介してポリエステルフィルムを積層してなり、かつJIS K 7220に準拠する熱転写受容シートの圧縮弾性率が50MPa以下であることを特徴とする熱転写受容シート。
【0013】
(2)前記接着剤層が、溶融押出しラミネート法により形成されてなる(1)項に記載の熱転写受容シート。
【0014】
(3)前記芯材層が延伸多孔質ポリオレフィンフィルムであり、かつ前記ポリエステルフィルムが延伸多孔質ポリエステルフィルムである(1)項または(2)項に記載の熱転写受容シート。
【0015】
(4)JIS K 7220に準拠する、前記芯材層の圧縮弾性率(A)と、芯材層表裏面のポリエステルフィルムの圧縮弾性率(B1,B2)と、芯材層表裏面の接着剤層の圧縮弾性率(C1,C2)とが、下記関係式(1)〜(4)を満足する(1)項〜(3)項の何れか1項に記載の熱転写受容シート。
A≦45MPa (1)
5MPa≦(B1,B2)≦80MPa (2)
(C1,C2)≦70MPa (3)
A<(B1,B2) (4)
【0016】
(5)前記芯材層の厚さ(D)と、芯材層表裏面のポリエステルフィルムの厚さ(E1,E2)と、芯材層表裏面の接着剤層の厚さ(F1,F2)とが、下記関係式(5)〜(8)を満足する(1)項〜(4)項の何れか1項に記載の熱転写受容シート。
50μm≦D≦200μm (5)
10μm≦(E1,E2)≦80μm (6)
5μm≦(F1,F2)≦40μm (7)
D≧1.5(E1,E2) (8)
【0017】
【発明の実施の形態】
本発明者らは受容シートについて鋭意検討した結果、シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする受容層とを有する受容シートにおいて、前記支持体が熱可塑性樹脂フィルムを芯材層とし、前記芯材層の表裏両面に、特定の圧縮弾性率を有するポリオレフィン系樹脂を主成分とする接着剤層を介して、ポリエステルフィルムを積層貼合してなり、かつ受容シート全体の圧縮弾性率を50MPa以下とすることにより、サーマルプリンターを用いて画像を印画する際に、インクリボンによるリボンしわの転写がなく、搬送ロールによる受容シートの凹みの発生がなく、サーマルヘッドの熱エネルギーによる受容シート表面(記録画像表面)の凹凸の発生もなく、さらに記録感度が高く、記録画像の均一性に優れ、製造コスト的にも有利な受容シートが得られる。なお本発明における圧縮弾性率は、JIS K 7220(硬質発泡プラスチックの圧縮試験方法)に準じて求めた値であり、試験片の高さ(厚さ)は供試シートの厚さで置換え、また圧縮速度は20μm/minで測定した。
【0018】
熱転写画像を印画する際に受容シートに発生するリボンしわは、サーマルヘッドの熱により、インクリボンが局部的に熱収縮し、インクリボンにしわが発生するが、受容シートの圧縮弾性率が低い場合には、受容シートがしわの形状に追従して変形することができ、このためインクリボンに発生したしわの形状は、印画面には転写されず、良好な外観を示すことができる。しかし受容シートの圧縮弾性率が高すぎる場合には、受容シートがしわの形状に追従して変形することができず、インクリボンに発生したしわの形状がそのまま受容シートの印画面に転写され、印画品位を損なうことがある。
【0019】
本発明の受容シートを用いることにより、搬送ロールの圧縮力による印画面の凹みが著しく改善される理由としては、芯材フィルムの両面に凹みにくいポリエステルフィルムを用い、かつ受容シート全体の圧縮弾性率が十分低くなるように、接着剤層としてポリオレフィン系樹脂を選択することにより、表層のポリエステルフィルムが搬送ロールによる高い圧縮力を受けても、受容シート内部で圧力を吸収することが可能となり、相乗効果が得られるためと考えられる。同時に表面側のポリエステルフィルムは、耐熱性や、表面の平滑性が優れ、熱伝導率が低く、かつ、受容シートの圧縮弾性率が十分に低いため、サーマルヘッドとプラテンロールに挟まれたときに受容シート内部が適度に変形し、サーマルヘッドと受容シートの密着性が向上し、優れた記録感度、画質が得られるものである。
【0020】
本発明の受容シートの圧縮弾性率は50MPa以下であり、好ましくは5〜30MPaである。受容シートの圧縮弾性率が50MPaを超える場合には、画質が低下したり、リボンしわが転写され易いことがある。
また、受容シートの圧縮弾性率が50MPa以下であっても、延伸ポリエステルフィルムの代わりに、例えばポリプロピレンを主成分とする延伸多孔質フィルムを芯材層の両面に積層した受容シートを使用した場合には、搬送ロールの圧縮力により、印画面に凹みを生じ、印画品質が低下する傾向がある。
【0021】
本発明のシート状支持体の芯材層としては、熱可塑性樹脂フィルムが好ましく使用され、例えば、ポリプロピレン、ポリエチレン等のポリオレフィン、ポリアミド、ポリウレタン、ポリブタジエン等を主成分とするプラスチックフィルムや、これらのプラスチックフィルムに顔料や異なる樹脂を添加して延伸した多孔質フィルム、または発泡剤を含有せしめて発泡させたフィルム等が挙げられる。
【0022】
上記の中でも、ポリエチレンやポリプロピレン等を主成分とするポリオレフィンフィルムが好ましく使用される。さらにポリオレフィン樹脂を主成分とし、無機及び/又は有機顔料を添加した樹脂組成物を延伸して空隙を発生させた、いわゆる多孔質構造を有するフィルム(合成紙)がより好ましく使用される。
なお、多孔質構造を有するフィルムは、全体が多孔質構造である単層のフィルムであってもよいし、また多孔質構造を有する層を1層以上含む多層構造からなるフィルムであってもよい。また前記の材料を単体で使用するだけでなく、ドライラミネート法、ウェットラミネート法等の公知の方法により、前記のシート状フィルムを2種以上貼り合せて、多層構造にしたものも使用でき、その組み合わせは限定されない。
【0023】
支持体の芯材層としては、JIS K 7220に準拠する圧縮弾性率(A)を45MPa以下とするのが好ましく、より好ましくは20MPa以下であり、特に好ましくは10MPa以下である。圧縮弾性率(A)が45MPaを超えると、受容シートの圧縮弾性率を所定の値以下に制御することができないことがある。
また芯材層の厚さ(D)は50〜200μmが好ましく、60〜180μmがより好ましい。厚さ(D)が50μm未満では、例えば、プラスチックフィルムの場合には生産性が劣り、受容シートの製造コストが上昇することがある。また、厚さ(D)が200μmを超えると、得られる受容シートの厚みが過大となるため、プリンターにおける受容シートの収容枚数の低下を招いたり、或いは所定の収容枚数を収容しようとすると、プリンターの容積増大を招き、プリンターのコンパクト化を困難にする等の問題を生じることがある。
【0024】
本発明のシート状支持体において、接着剤層を介して芯材層の両面に積層されるポリエステルフィルムとしては、テレフタル酸およびエチレングリコールからなるホモポリマー、または、テレフタル酸、エチレングリコールに第三成分を共重合させたコポリマーが使用できる。このようなコポリマーは公知であり、第三成分としては、p−ヒドロキシ安息香酸などのオキシカルボン酸、イソフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸、テトラメチレングリコールなどのアルキレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのポリアルキレングリコールなどが用いられる。
【0025】
また、ポリエステルフィルムは多孔質構造を有する層を持つことが好ましく、クッション性、断熱性に優れる。ポリエステルフィルムに多孔質構造を有する層を付与する方法としては、ベースとしてのポリエステル樹脂に非相溶性樹脂やフィラーを均一分散させた樹脂組成物を延伸することにより得られる。ポリエステル樹脂の場合、非相溶性樹脂としてはポリエチレン、ポリプロピレンなどのポリオレフィン、ポリスチレン、ポリブタジエン、ポリアクリロニトリルやそれらの共重合体などが挙げられる。フィラーとしては、例えば炭酸カルシウム、酸化マグネシウム、酸化チタン、炭酸マグネシウム、水酸化アルミニウム、アルミノ珪酸ナトリウム、アルミノ珪酸カリウム、クレー、マイカ、タルク、硫酸バリウム、硫酸カルシウムなどが挙げられるが、これらは単独、もしくは二種類以上の混合物でもよい。
【0026】
ポリエステルフィルムは、芯材層の表裏両面に積層され、ポリエステルフィルムのJIS K 7220に準拠する圧縮弾性率(B1,B2)は、各々、5〜80MPaの範囲が好ましく、7〜50MPaがより好ましく、7〜40MPaが特に好ましい。B1、B2の値は、互いに異なっても、同じでもよい。圧縮弾性率が5MPa未満であると、プリンターの搬送ロールにより印画面に凹みが発生することがあり、一方圧縮弾性率が80MPaを超える場合には、サーマルヘッドとの密着性が不十分となり、画像の均一性が低下したり、またリボンしわ転写防止性が低下することがある。
【0027】
また芯材層表裏両面のポリエステルフィルムの厚さ(E1,E2)は、各々、10〜80μmが好ましく、より好ましくは25〜70μmである。E1、E2の値は、互いに異なっても、同じでもよい。ポリエステルフィルムの厚さが10μm未満では、3〜4回の印字によって、ポリエステルフィルムが熱変形することがあり、画像均一性不良や、カールの問題等が発生するおそれがあり、一方、厚さが80μmを超えると、積層支持体の厚さが過大となり、コスト、搬送性の面などで好ましくない。
【0028】
本発明のシート状支持体において、芯材層の表裏に積層される各々のポリエステルフィルムの圧縮弾性率(B1,B2)が、芯材層の圧縮弾性率(A)より大きい方が好ましい。即ち受容シートが搬送ロールによる高い圧力を受けても、大部分の圧力を内側の芯材層が吸収することが可能となるため、好ましい態様である。
また芯材層の厚さ(D)は、芯材層の表裏に積層される各々のポリエステルフィルムの厚さ(E1,E2)の1.5倍以上であることが好ましい。圧縮弾性率の低い芯材層の厚さを増大させることにより、受容シート全体の圧縮弾性率を特定の値以下に容易に制御することができる。また芯材層として好ましく使用されるポリオレフィン系等の熱可塑性樹脂フィルムの価格は、ポリエステルフィルムに比較して一般に安価であるため、芯材層の厚さを増加させる方が製造コストの面からも好ましい実施態様である。
【0029】
本発明の支持体においては、接着剤層を介して、芯材層とポリエステルフィルムが積層される。接着剤としてはポリオレフィン系樹脂を主成分とする接着剤が使用され、好ましくは、接着剤層は溶融押出しラミネート法により形成される。ポリオレフィン系樹脂接着剤は無溶剤型であり、安全性に優れ、環境に悪影響を与えることもない。また、接着剤層形成の際に溶媒等の乾燥工程が不要であり、生産性も優れ、さらに従来の溶剤型接着剤と比較して安価であることから、受容シートの低コスト化も可能となる。
【0030】
接着剤層は、芯材層の表裏両面に形成され、表裏両面の接着剤層のJIS K7220に準拠する圧縮弾性率(C1,C2)は、各々、70MPa以下が好ましく、より好ましくは60MPa以下であり、また圧縮弾性率(C1,C2)の下限は実質的に5MPaである。圧縮弾性率(C1,C2)の範囲は、より好ましくは5〜50MPaであり、特に好ましくは5〜30MPaの範囲である。C1、C2の値は、互いに異なっても、同じでもよい。ポリオレフィン系樹脂を主成分とする接着剤層の圧縮弾性率(C1,C2)が70MPaを超えると、得られる受容シートの圧縮弾性率が高くなり、受容シートとサーマルヘッドとの密着性が低下するため、画質が低下したり、またリボンしわ転写防止性も低下することがある。一方圧縮弾性率(C1,C2)が5MPa未満の場合には、受容シートを裁断する際に、接着剤層樹脂がはみ出し、裁断機の刃に接着剤層が付着するなどの問題を生じるおそれがある。
【0031】
本発明の接着剤層で使用されるポリオレフィン樹脂の密度は0.75〜0.98g/cm3が好ましく、より好ましくは0.80〜0.98g/cm3である。ポリオレフィン樹脂の具体例としては、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、中密度ポリエチレン、高密度ポリエチレン、ポリブテン、ポリメチルペンテン、エチレン−α−オレフィン共重合体、プロピレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−エチルアクリレート共重合体、エチレンとα−,β−不飽和カルボン酸の共重合体を金属イオンで中和したいわゆるアイオノマー樹脂が挙げられる。これらのポリオレフィン樹脂は単独あるいは2種以上を併用して使用することができる。
【0032】
またポリオレフィン樹脂の融点は低いほど、溶融押出しラミネート加工時のラミネート温度を下げることが可能であり、ポリオレフィン樹脂と接触する芯材層の熱可塑性樹脂フィルム及び芯材層に積層されるポリエステルフィルムの熱収縮を小さくすることができるので、受容シートのカールが小さくなる。ポリオレフィン樹脂の融点は実用的には80〜160℃が好ましく、95〜140℃がより好ましい。なおポリオレフィン樹脂の融点は、JIS K 7121に規定される方法に従って、示差走査熱量計(商品名:SSC5200、セイコー電子工業社製)を用いて測定される値である。
【0033】
接着剤層のポリオレフィン樹脂には本発明の効果を損なわない限り、熱安定剤、酸化防止剤、帯電防止剤、紫外線吸収剤、光安定剤、無機微粒子、有機微粒子等各種の添加剤の1種あるいは2種以上を併用して使用もよい。
【0034】
接着剤層としての溶融樹脂の押出しラミネート量、即ち接着剤層の厚さ(F1,F2)は各々5〜40μmが好ましく、より好ましくは10〜30μmである。F1,F2の値は互いに異なっても、同じでもよい。因みに接着剤層の厚さが5μm未満であると、芯材層フィルムとポリエステルフィルムとの間の十分な接着強度が得られず、一方接着剤層の厚さが40μmを超えると、得られる受容シート全体の厚みが過大となることがあり、また受容シートのカール制御が難しくなることがある。
【0035】
本発明で使用されるシート状支持体全体の厚さは100〜300μmが好ましい。因みに、厚さが100μm未満であると、支持体の機械的強度が不十分となり、得られる受容シートの剛度が不足し、変形に対する反発力が不十分となり、印画の際に生じる受容シートのカールを十分に防止できないことがある。また支持体の厚みが300μmを超えると、得られる受容シートの厚みが過大となるため、プリンターにおける受容シートの収容枚数の低下を招いたり、或いは所定の収容枚数を収容しようとすると、プリンターの容積増大を招き、プリンターのコンパクト化を困難にする等の問題を生じることがある。
【0036】
本発明の受容シートにおいて、シート状支持体の表面上に直接あるいは中間層を介して受容層が設けられる。受容層それ自体は公知の染料熱転写受容層であってもよい。受容層を形成する樹脂としては、インクリボンから移行する染料に対する親和性が高く、従って染料染着性の良い樹脂が使用される。このような染料染着性樹脂としては、ポリエステル樹脂、ポリカーボネート樹脂、ポリ塩化ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリスチレン樹脂、ポリアクリル酸エステル樹脂、セルロースアセテートブチレート等のセルロース誘導体系樹脂、ポリアミド樹脂等の熱可塑性樹脂、活性エネルギー線硬化樹脂等が挙げられ、これらの2種以上を併用してもよい。これらの樹脂は使用する架橋剤に対して反応性を有する官能基(例えば水酸基、アミノ基、カルボキシル基、エポキシ基等の官能基)を有していることが好ましい。
【0037】
またプリントの際にサーマルヘッドでの加熱によって、受容層とインクリボンとが融着することを防止するために、受容層中に、架橋剤、離型剤、滑り剤等の1種以上が添加されていることが好ましい。また必要に応じて、上記の受容層中に蛍光染料、可塑剤、酸化防止剤、顔料、紫外線吸収剤等、帯電防止剤等の1種以上を添加してもよい。これらの添加剤は塗工前に受容層の形成成分と混合されてもよいし、また受容層とは別の塗被層として受容層の上及び/又は下に塗工されていてもよい。
【0038】
受容層の固形分塗工量は1〜12g/m2、より好ましくは3〜10g/m2の範囲である。因みに受容層の塗工量が1g/m2未満では、受容層が支持体表面を完全に覆うことができない場合があり、画質の低下を招いたり、サーマルヘッドの加熱により、受容層とインクリボンとが接着してしまう融着トラブルが発生することがある。一方塗工量が12g/m2を超えると、塗工効果が飽和して不経済であるばかりでなく、受容層の塗膜強度が不足したり、受容層の厚さが過大になることにより、支持体の断熱効果が十分に発揮されず、画像濃度の低下を招くことがある。
【0039】
本発明の受容シートは、受容シートの帯電防止性及び受容層とシート状支持体との間の接着性を改善するために、シート状支持体と受容層との間に中間層を設けてもよい。中間層形成のために使用される樹脂としては、各種の親水性樹脂及び疎水性樹脂を使用することが可能であり、例えばポリビニルアルコール、ポリビニルピロリドン等のビニルポリマー及びその誘導体、ポリアクリルアミド、ポリジメチルアクリルアミド、ポリアクリル酸又はその塩、ポリアクリル酸エステル等のアクリル基を含有するポリマー、ポリメタクリル酸、ポリメタクリル酸エステル等のメタクリル基を含有するポリマー、ポリエステル系樹脂、ポリウレタン系樹脂、澱粉、変性澱粉、カルボキシメチルセルロース等のセルロース誘導体などの樹脂を使用することができる。また公知の帯電防止剤及び/又は架橋剤を単独でもしくはその2種以上の混合物として上記の樹脂と併用することもできる。
【0040】
前記中間層の固形分塗工量は0.2〜5g/m2が好ましく、より好ましくは0.3〜4g/m2の範囲である。因みに中間層塗工量が0.2g/m2未満では、中間層が支持体表面を完全に覆うことができない場合があり、接着性改善効果が不十分である場合がある。一方中間層塗工量が5g/m2を超えると、塗工効果が飽和して不経済であるばかりでなく、塗膜強度が不足したり、中間層の厚さが過大となることによって支持体の断熱効果が十分に発揮されず、画像濃度の低下を招来することもある。
【0041】
本発明の受容シートはシート状支持体の裏面(シート状支持体に受容層が設けられている側とは反対側の面)に裏面層が設けられていてもよい。裏面層は接着剤として有効な樹脂を主成分とし、必要に応じて架橋剤、帯電防止剤、融着防止剤、顔料等を含んでいてもよい。このような構成にすることにより、裏面層と支持体との間の接着強度が向上し、受容シートがプリンター内に供給され、走行して、排出される一連の操作をスムーズに行わせることができる。また受容層面の傷付き防止、受容層面と接触する裏面層への染料の移行防止に対しても有効である。
【0042】
前記裏面層に使用される樹脂としてはアクリル樹脂、エポキシ樹脂、ポリエステル樹脂、フェノール樹脂、アルキッド樹脂、ウレタン樹脂、メラミン樹脂、ポリビニルアセタール樹脂等、及びこれらの樹脂の反応硬化物を用いることができる。また前記裏面層に使用される帯電防止剤としては、例えば、ポリエチレンイミン、カチオン性モノマーを含むアクリル系重合体、カチオン変性アクリルアミド重合体、及びカチオン澱粉等のカチオン型導電性樹脂、あるいはアニオン型、ノニオン型導電性樹脂、各種の導電性無機顔料等から適宜選択し、それらの適当量を裏面層樹脂中へ含有させればよい。また必要に応じて無機顔料、有機顔料等のフィラーも摩擦係数調整剤として配合してもよい。
【0043】
裏面層の固形分塗工量は0.3〜10g/m2の範囲内にあることが好ましく、より好ましくは1〜8g/m2の範囲である。固形分塗工量が0.3g/m2未満であると、重ね合せた受容シート同士が表裏面間で摩擦された時に生じる受容層面の傷つきを十分に防止できないことがあり、また塗工欠陥が発生して表面電気抵抗値が増大することもある。一方固形分塗工量が10g/m2を超えると、裏面層の塗工効果が飽和して不経済になることがある。
【0044】
本発明における中間層、受容層、裏面層等の各塗工層は、バーコーター、グラビアコーター、コンマコーター、ブレードコーター、エアーナイフコーター、ゲートロールコーター、ダイコーター、カーテンコーター、リップコーター、スライドビードコーターなど公知のコーターを用いて塗工、乾燥して形成することができる。
【0045】
【実施例】
下記実施例により本発明を詳細に説明するが、本発明の範囲はこれらに限定されるものではない。なお、実施例において、特に断らない限り「%」及び「部」は、溶剤に関するものを除き、固形分の「質量%」及び「質量部」を示す。
【0046】
実施例1
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG110、ユポ・コーポレーション製、厚さ110μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:40EA3S、東レ製、主成分:ポリエチレンテレフタレート、厚さ40μm、圧縮弾性率23MPa)を用い、接着剤として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0047】
「中間層の形成」
上記のシート状支持体の片面上に、下記組成の中間層用塗工液−1を固形分塗工量が1g/m2になるように塗工、乾燥して中間層を形成した。
中間層用塗工液−1
アクリル樹脂(商品名:リカボンドSAR615A、中央理化製) 50部
カチオン型導電性樹脂(商品名:ケミスタット9800、三洋化成製)50部
水/イソプロピルアルコール=5/5(質量比)混合液 400部
【0048】
「受容層の形成」
次に上記中間層上に下記組成の受容層用塗工液−1を固形分塗工量が5g/m2になるように塗工、乾燥して受容層を形成した。
「裏面層の形成」
さらに上記シート状支持体の受容層塗工面とは反対側の面に、下記組成の裏面層用塗工液−1を固形分塗工量が2g/m2になるように塗工、乾燥して裏面層を形成した。その後50℃で48時間キュアーして受容シートを得た。
実施例2
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、ポリプロピレン(商品名:FL−25HA、三菱化学製、圧縮弾性率60MPa、密度0.89g/cm3、融点140℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0051】
実施例3
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、低密度ポリエチレン/線状低密度ポリエチレンブレンド樹脂(商品名:プラストマーSC00100、三井ポリオレフィン製、圧縮弾性率15MPa、密度0.90g/cm3、融点102℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0052】
実施例4
「シート状支持体の形成」において、接着剤層として、低密度ポリエチレン(商品名:ミラソン10P)の代わりに、エチレン−α−オレフィン共重合体樹脂(商品名:タフマーA−4085、三井ポリオレフィン製、圧縮弾性率16MPa、密度0.88g/cm3、融点96℃)を使用した以外は、実施例1と同様にして受容シートを得た。
【0053】
実施例5
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG95、ユポ・コーポレーション製、厚さ95μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:50QE15、東レ製、主成分:ポリエチレンテレフタレート、厚さ50μm、圧縮弾性率30MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0054】
実施例6
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG60、ユポ・コーポレーション製、厚さ60μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:W900J75、三菱化学ポリエステルフィルム製、主成分:ポリエチレンテレフタレート、厚さ75μm、圧縮弾性率27MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用して、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートして、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層し、シート状支持体を作成した。
【0055】
実施例7
シート状支持体の形成を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG150、ユポ・コーポレーション製、厚さ150μm、圧縮弾性率9MPa)を芯材とし、積層用基材として2軸延伸非孔質透明ポリエステルフィルム(商品名:テトロンS、帝人製、厚さ12μm、主成分:ポリエチレンテレフタレート、圧縮弾性率80MPa)を用い、接着剤層として低密度ポリエチレン(商品名:ミラソン10P、三井ポリオレフィン製、圧縮弾性率50MPa、密度0.917g/cm3、融点106℃)を使用し、接着剤層の厚さが各々20μmとなるように溶融押出しラミネートして、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層し、シート状支持体を作成した。
【0056】
実施例8
「シート状支持体の形成」において、芯材層として、多孔質多層構造フィルム(商品名:ユポFPG110、ユポ・コーポレーション製、厚さ110μm、圧縮弾性率9MPa)の代りに、ポリプロピレン系フィルム(商品名:ピュアソフティHR111、出光社製、厚さ110μm、圧縮弾性率38MPa)を使用した以外は、実施例3と同様にして受容シートを得た。
【0057】
比較例1
「シート状支持体の形成」を下記のように変更した以外は、実施例1と同様にして受容シートを得た。
「シート状支持体の形成」
無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPG60、ユポ・コーポレーション製、厚さ60μm、圧縮弾性率9MPa)を芯材とし、積層用基材として、無機顔料を含有し、2軸延伸された多孔質多層構造ポリエステルフィルム(商品名:50E63S、東レ製、主成分:ポリエチレンテレフタレート、厚さ50μm、圧縮弾性率50MPa)を用い、接着剤として低密度ポリエチレン(商品名:ミラソン16P、三井ポリオレフィン製、圧縮弾性率90MPa、密度0.923g/cm3、融点111℃)を使用して、接着剤層の厚さが各々30μmとなるように溶融押出しラミネートし、前記芯材の表裏両面に前記ポリエステルフィルムを貼合積層して、シート状支持体を作成した。
【0058】
比較例2
「シート状支持体の形成」において、芯材層として、多孔質多層構造フィルム(商品名:ユポFPG110)の代わりに、コート紙(商品名:OKトップコートN、王子製紙製、127.9g/cm3、厚さ100μm、圧縮弾性率86MPa)を使用した以外は、実施例1と同様にして受容シートを得た。
【0059】
比較例3
「シート状支持体の形成」において、多孔質多層構造ポリエステルフィルム(商品名:40EA3S)の代わりに、無機顔料として炭酸カルシウム等を含み、ポリプロピレンを主成分とする2軸延伸された多孔質多層構造フィルム(商品名:ユポFPU50、ユポ・コーポレーション製、厚さ50μm、圧縮弾性率9MPa)を使用した以外は、実施例1と同様にして受容シートを得た。
【0060】
評価
上記の各実施例及び比較例で得られた受容シートについて、それぞれ下記の方法により評価を行い、得られた結果を表1に示す。
「圧縮弾性率」
JIS K 7220(硬質発泡プラスチックの圧縮試験方法)に準じて、受容シートの圧縮弾性率を測定した。但し、試験片の高さ(厚さ)に関しては、供試フィルム、及び受容シートの場合は各々の厚さを代用し、接着剤層用樹脂の場合は厚さ約200μmのフィルムとして測定した。また圧縮速度は20μm/minとした。
【0061】
「搬送ロールによる受容シート凹み」
市販の熱転写ビデオプリンター(商品名:M1、ソニー社製)を改造して、搬送ロールのニップ圧を上昇させた。圧力試験用フィルム(商品名:プレスケール、富士写真フィルム社製)を用いてニップ圧を測定評価したところ、200Kg/cm2であった。この試験機を使用して、搬送ロールによる受容シートの凹みを目視評価した。
凹みが全く見えないものを◎、わずかに凹みがあるが、実用上問題の無いものを○、凹みが著しく、実用不可なものを×と表示した。
【0062】
「リボンしわの転写」
厚さ6μmのポリエステルフィルムの上に昇華性染料をバインダーとともに含むインク層を設けたイエロー、マゼンタ、シアン3色のそれぞれのインクリボンを受容シートに接触させ、市販の熱転写ビデオプリンター(商品名:DPP−SV55、ソニー社製)を用いて、3色の色重ねによる黒べた画像を50枚連続的に印画し、リボンしわの転写の有無を目視評価した。
印画面にリボンしわの発生が全くないものを◎、リボンしわの発生が2枚以下で、実用上支障の無いものを○、リボンしわの発生が3枚以上で、実用不可なものを×と表示した。
【0063】
「印画品質」(印画濃度、画像均一性)
市販の熱転写ビデオプリンター(商品名:DPP−SV55、ソニー社製)を用いて、厚さ6μmのポリエステルフィルムの上にイエロー、マゼンタ、シアン3色それぞれの昇華性染料をバインダーと共に含むインク層を設けたインクリボンを順次に受容シートに接触させ、サーマルヘッドで段階的にコントロールされた加熱を施すことにより、所定の画像を受容シートに熱転写させ、各色の中間調の単色及び色重ねの画像をプリントした。
【0064】
受容シート上に転写された印加エネルギー別の記録画像について、マクベス反射濃度計(商品名:RD−914、Kollmorgen社製)を用いて、その反射濃度を測定した。印画濃度として、印加エネルギーの低い方から15ステップ目に相当する高階調部の反射濃度を表1に示した。
さらに記録画像の均一性として、光学濃度(黒)が1.0に相当する階調部分の(1)濃淡むら及び白抜けの有無、及び(2)サーマルヘッドの熱エネルギーによる受容シート表面(画像表面)の凹凸発生の有無等について目視評価した。
評価結果の優秀なものを◎、普通のものを○、欠陥の著しいものを×と表示した。
【0065】
【表1】
上記の各実施例では、シート状支持体と前記シート状支持体の少なくとも片面に形成され、かつ染料染着性樹脂を主成分とする受容層を有する受容シートにおいて、前記支持体がポリオレフィン系熱可塑性樹脂フィルムを芯材層とし、前記芯材層の両面に、ポリオレフィン系樹脂を主成分とする接着剤層を介して、ポリエステルフィルムを積層貼合し、かつJIS K 7220に準拠する受容シート全体の圧縮弾性率を50MPa以下としたことにより、受容シートの凹み防止性、リボンしわの転写防止性、印画品質及び製造コストともに優れた受容シートが得られた。一方、比較例においては、すべての要求項目を同時には満足することができず、受容シートとして良好な品質が得られなかった。
【0067】
【発明の効果】
本発明の受容シートは、シート全体として適度の圧縮弾性率を有し、高感度、高画質であり、鮮明な画像が形成でき、かつ、搬送ロールの圧縮力による受容シートの凹みやサーマルヘッドの熱による画像表面の凹凸などが発生せず、印画時のリボンしわ転写防止性が優れ、製造コスト的にも有利な実用性に優れた受容シートである。
Claims (5)
- シート状支持体と、前記シート状支持体の少なくとも一面に形成され、かつ染料染着性樹脂を主成分とする画像受容層とを有する熱転写受容シートにおいて、前記シート状支持体が、芯材層の表裏面にポリオレフィン系樹脂を主成分とする接着剤層を介してポリエステルフィルムを積層してなり、かつJIS K 7220に準拠する熱転写受容シートの圧縮弾性率が、50MPa以下であることを特徴とする熱転写受容シート。
- 前記接着剤層が、溶融押出しラミネート法により形成されてなる請求項1に記載の熱転写受容シート。
- 前記芯材層が延伸多孔質ポリオレフィンフィルムであり、かつ前記ポリエステルフィルムが延伸多孔質ポリエステルフィルムである請求項1または請求項2に記載の熱転写受容シート。
- JIS K 7220に準拠する、前記芯材層の圧縮弾性率(A)と、芯材層表裏面のポリエステルフィルムの圧縮弾性率(B1,B2)と、芯材層表裏面の接着剤層の圧縮弾性率(C1,C2)とが、下記関係式(1)〜(4)を満足する請求項1〜3の何れか1項に記載の熱転写受容シート。
A≦45MPa (1)
5MPa≦(B1,B2)≦80MPa (2)
(C1,C2)≦70MPa (3)
A<(B1,B2) (4) - 前記芯材層の厚さ(D)と、芯材層表裏面のポリエステルフィルムの厚さ(E1,E2)と、芯材層表裏面の接着剤層の厚さ(F1,F2)とが、下記関係式(5)〜(8)を満足する請求項1〜4記載の何れか1項に記載の熱転写受容シート。
50μm≦D≦200μm (5)
10μm≦(E1,E2)≦80μm (6)
5μm≦(F1,F2)≦40μm (7)
D≧1.5(E1,E2) (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003054349A JP2004262075A (ja) | 2003-02-28 | 2003-02-28 | 熱転写受容シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003054349A JP2004262075A (ja) | 2003-02-28 | 2003-02-28 | 熱転写受容シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004262075A true JP2004262075A (ja) | 2004-09-24 |
Family
ID=33118714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003054349A Pending JP2004262075A (ja) | 2003-02-28 | 2003-02-28 | 熱転写受容シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004262075A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015147288A1 (ja) * | 2014-03-27 | 2015-10-01 | 大日本印刷株式会社 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
| WO2015147289A1 (ja) * | 2014-03-27 | 2015-10-01 | 大日本印刷株式会社 | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 |
-
2003
- 2003-02-28 JP JP2003054349A patent/JP2004262075A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015147288A1 (ja) * | 2014-03-27 | 2015-10-01 | 大日本印刷株式会社 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
| WO2015147289A1 (ja) * | 2014-03-27 | 2015-10-01 | 大日本印刷株式会社 | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 |
| JP2015193251A (ja) * | 2014-03-27 | 2015-11-05 | 大日本印刷株式会社 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
| JP2015193252A (ja) * | 2014-03-27 | 2015-11-05 | 大日本印刷株式会社 | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 |
| US10189291B2 (en) | 2014-03-27 | 2019-01-29 | Dai Nippon Printing Co., Ltd. | Method for producing support for thermal transfer image-receiving sheet and method for producing thermal transfer image-receiving sheet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0516539A (ja) | 染料熱転写受像シート | |
| JP2004181888A (ja) | 昇華転写用受像シート | |
| JP2009061733A (ja) | 熱転写受像シート | |
| JP4073852B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| WO2006038711A1 (ja) | 熱転写受容シート | |
| JP2004262075A (ja) | 熱転写受容シート | |
| JPH0811444A (ja) | 熱転写受像シート | |
| JP4385534B2 (ja) | 熱転写受容シート | |
| US20040101660A1 (en) | Image protective film, recorded matter using the same, and method for producing recorded matter using the image protective film | |
| WO2022009946A1 (ja) | 熱転写受像シート | |
| JP4168850B2 (ja) | 剥離貼着可能な染料熱転写受像シート | |
| JP2006027264A (ja) | 熱転写受容シートの印画方法 | |
| JP4073866B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JPH05169864A (ja) | 染料熱転写受像シート | |
| JP3846014B2 (ja) | 熱転写受像シートの製造方法 | |
| JP2005035139A (ja) | 熱転写受容シート | |
| JPH07276827A (ja) | 熱転写受像シート | |
| JP4073853B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP5029264B2 (ja) | 受像紙 | |
| JP3182843B2 (ja) | 染料熱転写受像シート | |
| JP2007125778A (ja) | 熱転写受容シートおよびその製造方法 | |
| JP2004058403A (ja) | 熱転写受容シート | |
| JP4118214B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JPH07137469A (ja) | 熱転写受像シート | |
| JP2005169945A (ja) | 熱転写受容シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080219 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080617 |