JP2004276548A - 発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 - Google Patents
発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 Download PDFInfo
- Publication number
- JP2004276548A JP2004276548A JP2003074725A JP2003074725A JP2004276548A JP 2004276548 A JP2004276548 A JP 2004276548A JP 2003074725 A JP2003074725 A JP 2003074725A JP 2003074725 A JP2003074725 A JP 2003074725A JP 2004276548 A JP2004276548 A JP 2004276548A
- Authority
- JP
- Japan
- Prior art keywords
- foamed resin
- pattern
- plate
- resin material
- foamed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】模様が剥げ落ちるおそれがなく、工程数が少なく、コストの易い模様付発泡樹脂板とその製造方法を提供する。
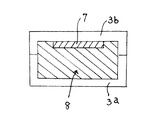
【解決手段】金型3内に、複数枚の発泡樹脂素材板1を積層し、その上に、発泡樹脂素材板1の色彩とことなる発泡樹脂素材板を切断またはくり抜き等の方法で模様を形成した模様用発泡樹脂素材板2を重ね、蓋3bをして密封し、加熱発泡させて、発泡樹脂の表面に発泡樹脂による模様を形成する。
金型3内に積層した複数枚の発泡樹脂素材板1の上に、その色彩と異なる発泡済みの発泡樹脂板で模様形状とした模様用発泡樹脂板を重ねて、密封し、加熱発泡させてもよい。
【選択図】 図1
【解決手段】金型3内に、複数枚の発泡樹脂素材板1を積層し、その上に、発泡樹脂素材板1の色彩とことなる発泡樹脂素材板を切断またはくり抜き等の方法で模様を形成した模様用発泡樹脂素材板2を重ね、蓋3bをして密封し、加熱発泡させて、発泡樹脂の表面に発泡樹脂による模様を形成する。
金型3内に積層した複数枚の発泡樹脂素材板1の上に、その色彩と異なる発泡済みの発泡樹脂板で模様形状とした模様用発泡樹脂板を重ねて、密封し、加熱発泡させてもよい。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
この発明は、発泡樹脂板の表面に模様(絵、文字、数字、記号を含む)を形成する方法およびその方法により製造した模様付の発泡樹脂板に関するものである。
【0002】
【従来の技術】
従来、発泡樹脂板には、表面に印刷で模様を形成している。
ところが、台所や風呂等の水廻りの箇所で使用する発泡樹脂板では、水に濡れるので頻繁に拭う。特に風呂においては老人が糞尿で汚し易く、発泡樹脂板を強くこすって清浄する。
そこで、表面の印刷した模様が薄れてはげ落ちてしまう問題がある。
【0003】
そこで、特許文献1に記載の発泡樹脂板のように、透明塩化ビニールシートの裏面に絵模様を印刷し、その絵模様をスポンジ台板に貼着し、絵模様が表面に表れないようにし、人の歩行や清掃用具で絵模様が擦れないようにしている。
更に、風呂場や水濡れする作業場で使用するものでは滑り止め用として透明塩化ビニールシートの表面にUVインキを点字状に盛り上げ印刷し、紫外線照射で固化させて、小粒状突起を形成している。
【0004】
【特許文献1】
実用新案登録第3037339号公報
(請求項、0003、0009〜0013、図面)
【0005】
【発明が解決しようとする課題】
上記従来の模様付発泡樹脂板では、発泡工程とは別に、塩化ビニールに模様印刷工程が続き、続いて発泡樹脂板に塩化ビニール板を接着する工程が必要で、材料、手数、時間がかかり費用が高額となる。
更に、滑り止めの小突起形成も、上記工程とは別工程でなされ、材料、手数、時間がかかり、コストが嵩張る。
【0006】
この発明は、工程数が少なく、コストも易い発泡樹脂板の模様形成方法およびその方法により製造した剥げ落ちるおそれのない模様付発泡樹脂板を提供することを目的とする。
更に、発泡樹脂板の表面に滑り止めの凹凸を必要とする場合には、発泡、模様形成、凹凸形成を同工程で行う方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡樹脂素材板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂素材板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する。
【0008】
金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡済みの発泡樹脂板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する。
【0009】
発泡樹脂板の表面に、該発泡樹脂板の色彩と異なる発泡樹脂層よりなる模様を一体的に設けた模様付発泡樹脂板とする。
【0010】
【発明の実施の形態】
この発明の実施の形態を図面により説明する。
先ずプレート状の発泡樹脂素材板1を作る。発泡樹脂素材板1の製造方法は、従来公知の方法である。例えば、ホッパー内で樹脂素材、発泡剤、架橋剤、可塑剤を攪拌混合した発泡樹脂素材を団子状にし、2つの逆回転するローラー間を通し、圧延してプレート状にし、発泡作業の金型に適合した所定の大きさに切断して発泡樹脂素材板1とする。
【0011】
発泡樹脂素材板1とは別に、上記各種素材を混合する際に、それら素材に発泡樹脂素材板1の色彩と異なる色彩の顔料等の色素を混合して攪拌し、上記と同様に発泡樹脂素材板を形成し、所望の模様に切断またはくり抜く等により模様用発泡樹脂素材板2を形成する。
【0012】
模様用発泡樹脂素材板2は、例えば図2に示すように、窓4、車輪5、ヘッドライト6をくり抜いて孔としたものでも、または、それらに色彩の異なる模様用発泡樹脂素材板2を嵌合したものでもよい。
【0013】
次いで発泡用の金型3の下方金型3aに複数枚の発泡樹脂素材板1を積層して入れ、その上に模様用発泡樹脂素材板2を載置し、上方金型3bで蓋をする。
積載する模様用発泡樹脂素材板2は1枚に限定せず、同形または異形の模様用発泡樹脂素材板2を複数枚並べて載置してもよい。
【0014】
次いで、金型3を所定の温度で加熱する。
加熱手段は図示省略した。
この加熱によって、発泡樹脂素材板1と模様用発泡樹脂素材板2は共に発泡膨張し、上面は、図3に示すように、上方金型3bの天井に当接し押さえられてほぼ平面を形成する。
【0015】
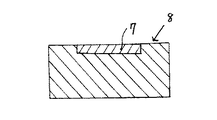
加熱を止め、金型3を冷やして取り出す。
くり抜いた孔の窓4、車輪5、ヘッドライト6は発泡樹脂素材板1の発泡樹脂で埋まっている。
発泡樹脂素材板1と模様用発泡樹脂素材板2の発泡した樹脂は、図4に示すように、一体となり、模様用発泡樹脂素材板2の平面形状の模様7が表れた模様付発泡樹脂板8が形成されている。
【0016】
発泡樹脂素材板1と模様用発泡樹脂素材板2は、色彩の異なる顔料を混合したものでも、または何れか一方は顔料を混合し、他方は顔料を混ぜずに素材の生地の色を利用してもよい。
【0017】
色彩の異なる複数の模様用発泡樹脂素材板2を組み合わせて模様を形成してもよい。
【0018】
他の実施の形態は、図5に示すように、先の実施の形態における模様用発泡樹脂素材板2の代わりに発泡済の模様用発泡樹脂板9を用いて模様付発泡樹脂板10を形成する方法である。
【0019】
すなわち、所望の色彩の発泡樹脂素材板1を発泡させて発泡樹脂板を形成し、所望の形状に切断、くり抜き等の方法で所望の模様形状の模様用発泡樹脂板9を形成する。
【0020】
そして図5に示すように、金型3の下方金型3aに複数枚の発泡樹脂素材板1を重ねて入れ、その上に模様用発泡樹脂板9を載置し、上方金型3bで蓋をして加熱する。
発泡樹脂素材板1が発泡して膨張し、模様用発泡樹脂板9を押し上げ、図6に示すように、上方金型3bの天井面に、模様用発泡樹脂板9の面と、その周囲、もし模様用発泡樹脂板9に孔を設けている場合には、その孔内を埋めた発泡樹脂素材板1の発泡した樹脂の面が当接し、その当接面がほぼ平面を形成する。
この際、模様用発泡樹脂板9には、僅かであるが、発泡前の発泡素材が残っているので、この残留素材が発泡し、発泡樹脂素材板1の発泡した樹脂と模様用発泡樹脂板9とが接着し、一体化したプレートを形成する。
【0021】
加熱を止め、金型を冷やして中の発泡したプレートを取り出すと、このプレートは表面に発泡樹脂による模様11を表現した模様付発泡樹脂板10を形成している。
【0022】
模様付発泡樹脂板10を形成するために用いる模様用発泡樹脂板9は、発泡済のものであるので、上記加熱の際にはほとんど膨張せず、当初の模様の形が崩れず、形成された模様付発泡樹脂板10は、鮮明な輪郭の模様を表現する。
【0023】
発泡して模様を形成した模様付発泡樹脂板8、10の表面に滑り止めの凹凸を設けたい場合には、表面にプレス加工その他の方法で所望の凹凸形状を形成したプレートを、金型3内に積層した発泡樹脂素材板1と、模様用発泡樹脂素材板2または模様用発泡樹脂板9の上に載せて加熱すれば、形成された模様付発泡樹脂板8、10の表面に素材の発泡と同時に凹凸が形成される。
【0024】
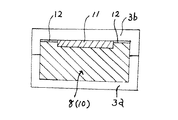
金型に、発泡樹脂素材板1と、模様用発泡樹脂素材板2または模様用発泡樹脂板9を収納する前に、素材の量を調整し、加熱にあたって、温度および時間を調整し、加熱により、模様用発泡樹脂素材板2の発泡したもの、または、模様用発泡樹脂板9が押し上げられて、金型の天井に当接して押さえられたときに、図7に示すように、発泡樹脂素材板1の発泡したものの上面は金型の天井に達せず、僅かに隙間12があるようにすれば、模様は凸状すなわち立体的になる。
【0025】
【発明の効果】
この発明は、発泡樹脂板形成のための発泡工程で、金型内で発泡樹脂素材板に模様用発泡樹脂素材板または発泡済の模様用発泡樹脂板を載せて加熱し、発泡と同時に表面に剥げ落ちることのない発泡樹脂の模様のある発泡樹脂板を形成できるので、模様印刷や模様シートの接着等の工程を必要としない。
模様形成が容易でコストを低減できる。表面に滑り止めの凹凸を設けたい時は、発泡工程で同時に凹凸を形成することができる。
【0026】
この発明により形成された模様も発泡樹脂で形成され、周囲の発泡樹脂と一体となっているので、発泡樹脂板を水洗したり、清掃のために擦っても、模様が剥げることはない。
【図面の簡単な説明】
【図1】発泡前の金型内の発泡樹脂素材板と模様用発泡樹脂素材板の積層状況の説明図である。
【図2】模様用発泡樹脂素材板または模様用発泡樹脂板の斜視図である。
【図3】加熱発泡後の金型内の状況の説明図である。
【図4】金型から取り出した模様付発泡樹脂板の断面説明図である。
【図5】他の実施の形態の加熱前の金型内の説明図である。
【図6】図5の状態から加熱発泡後の金型内の状況の説明図である。
【図7】他の実施の形態の加熱後の金型内の説明図である。
【図8】模様付発泡樹脂板の斜視図である。
【符号の説明】
1 発泡樹脂素材板
2 模様用発泡樹脂素材板
3 金型
4 窓
5 車輪
6 ヘッドライト
7 模様
8 模様付発泡樹脂板
9 模様用発泡樹脂板
10 模様付発泡樹脂板
11 模様
12 隙間
【発明の属する技術分野】
この発明は、発泡樹脂板の表面に模様(絵、文字、数字、記号を含む)を形成する方法およびその方法により製造した模様付の発泡樹脂板に関するものである。
【0002】
【従来の技術】
従来、発泡樹脂板には、表面に印刷で模様を形成している。
ところが、台所や風呂等の水廻りの箇所で使用する発泡樹脂板では、水に濡れるので頻繁に拭う。特に風呂においては老人が糞尿で汚し易く、発泡樹脂板を強くこすって清浄する。
そこで、表面の印刷した模様が薄れてはげ落ちてしまう問題がある。
【0003】
そこで、特許文献1に記載の発泡樹脂板のように、透明塩化ビニールシートの裏面に絵模様を印刷し、その絵模様をスポンジ台板に貼着し、絵模様が表面に表れないようにし、人の歩行や清掃用具で絵模様が擦れないようにしている。
更に、風呂場や水濡れする作業場で使用するものでは滑り止め用として透明塩化ビニールシートの表面にUVインキを点字状に盛り上げ印刷し、紫外線照射で固化させて、小粒状突起を形成している。
【0004】
【特許文献1】
実用新案登録第3037339号公報
(請求項、0003、0009〜0013、図面)
【0005】
【発明が解決しようとする課題】
上記従来の模様付発泡樹脂板では、発泡工程とは別に、塩化ビニールに模様印刷工程が続き、続いて発泡樹脂板に塩化ビニール板を接着する工程が必要で、材料、手数、時間がかかり費用が高額となる。
更に、滑り止めの小突起形成も、上記工程とは別工程でなされ、材料、手数、時間がかかり、コストが嵩張る。
【0006】
この発明は、工程数が少なく、コストも易い発泡樹脂板の模様形成方法およびその方法により製造した剥げ落ちるおそれのない模様付発泡樹脂板を提供することを目的とする。
更に、発泡樹脂板の表面に滑り止めの凹凸を必要とする場合には、発泡、模様形成、凹凸形成を同工程で行う方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡樹脂素材板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂素材板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する。
【0008】
金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡済みの発泡樹脂板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する。
【0009】
発泡樹脂板の表面に、該発泡樹脂板の色彩と異なる発泡樹脂層よりなる模様を一体的に設けた模様付発泡樹脂板とする。
【0010】
【発明の実施の形態】
この発明の実施の形態を図面により説明する。
先ずプレート状の発泡樹脂素材板1を作る。発泡樹脂素材板1の製造方法は、従来公知の方法である。例えば、ホッパー内で樹脂素材、発泡剤、架橋剤、可塑剤を攪拌混合した発泡樹脂素材を団子状にし、2つの逆回転するローラー間を通し、圧延してプレート状にし、発泡作業の金型に適合した所定の大きさに切断して発泡樹脂素材板1とする。
【0011】
発泡樹脂素材板1とは別に、上記各種素材を混合する際に、それら素材に発泡樹脂素材板1の色彩と異なる色彩の顔料等の色素を混合して攪拌し、上記と同様に発泡樹脂素材板を形成し、所望の模様に切断またはくり抜く等により模様用発泡樹脂素材板2を形成する。
【0012】
模様用発泡樹脂素材板2は、例えば図2に示すように、窓4、車輪5、ヘッドライト6をくり抜いて孔としたものでも、または、それらに色彩の異なる模様用発泡樹脂素材板2を嵌合したものでもよい。
【0013】
次いで発泡用の金型3の下方金型3aに複数枚の発泡樹脂素材板1を積層して入れ、その上に模様用発泡樹脂素材板2を載置し、上方金型3bで蓋をする。
積載する模様用発泡樹脂素材板2は1枚に限定せず、同形または異形の模様用発泡樹脂素材板2を複数枚並べて載置してもよい。
【0014】
次いで、金型3を所定の温度で加熱する。
加熱手段は図示省略した。
この加熱によって、発泡樹脂素材板1と模様用発泡樹脂素材板2は共に発泡膨張し、上面は、図3に示すように、上方金型3bの天井に当接し押さえられてほぼ平面を形成する。
【0015】
加熱を止め、金型3を冷やして取り出す。
くり抜いた孔の窓4、車輪5、ヘッドライト6は発泡樹脂素材板1の発泡樹脂で埋まっている。
発泡樹脂素材板1と模様用発泡樹脂素材板2の発泡した樹脂は、図4に示すように、一体となり、模様用発泡樹脂素材板2の平面形状の模様7が表れた模様付発泡樹脂板8が形成されている。
【0016】
発泡樹脂素材板1と模様用発泡樹脂素材板2は、色彩の異なる顔料を混合したものでも、または何れか一方は顔料を混合し、他方は顔料を混ぜずに素材の生地の色を利用してもよい。
【0017】
色彩の異なる複数の模様用発泡樹脂素材板2を組み合わせて模様を形成してもよい。
【0018】
他の実施の形態は、図5に示すように、先の実施の形態における模様用発泡樹脂素材板2の代わりに発泡済の模様用発泡樹脂板9を用いて模様付発泡樹脂板10を形成する方法である。
【0019】
すなわち、所望の色彩の発泡樹脂素材板1を発泡させて発泡樹脂板を形成し、所望の形状に切断、くり抜き等の方法で所望の模様形状の模様用発泡樹脂板9を形成する。
【0020】
そして図5に示すように、金型3の下方金型3aに複数枚の発泡樹脂素材板1を重ねて入れ、その上に模様用発泡樹脂板9を載置し、上方金型3bで蓋をして加熱する。
発泡樹脂素材板1が発泡して膨張し、模様用発泡樹脂板9を押し上げ、図6に示すように、上方金型3bの天井面に、模様用発泡樹脂板9の面と、その周囲、もし模様用発泡樹脂板9に孔を設けている場合には、その孔内を埋めた発泡樹脂素材板1の発泡した樹脂の面が当接し、その当接面がほぼ平面を形成する。
この際、模様用発泡樹脂板9には、僅かであるが、発泡前の発泡素材が残っているので、この残留素材が発泡し、発泡樹脂素材板1の発泡した樹脂と模様用発泡樹脂板9とが接着し、一体化したプレートを形成する。
【0021】
加熱を止め、金型を冷やして中の発泡したプレートを取り出すと、このプレートは表面に発泡樹脂による模様11を表現した模様付発泡樹脂板10を形成している。
【0022】
模様付発泡樹脂板10を形成するために用いる模様用発泡樹脂板9は、発泡済のものであるので、上記加熱の際にはほとんど膨張せず、当初の模様の形が崩れず、形成された模様付発泡樹脂板10は、鮮明な輪郭の模様を表現する。
【0023】
発泡して模様を形成した模様付発泡樹脂板8、10の表面に滑り止めの凹凸を設けたい場合には、表面にプレス加工その他の方法で所望の凹凸形状を形成したプレートを、金型3内に積層した発泡樹脂素材板1と、模様用発泡樹脂素材板2または模様用発泡樹脂板9の上に載せて加熱すれば、形成された模様付発泡樹脂板8、10の表面に素材の発泡と同時に凹凸が形成される。
【0024】
金型に、発泡樹脂素材板1と、模様用発泡樹脂素材板2または模様用発泡樹脂板9を収納する前に、素材の量を調整し、加熱にあたって、温度および時間を調整し、加熱により、模様用発泡樹脂素材板2の発泡したもの、または、模様用発泡樹脂板9が押し上げられて、金型の天井に当接して押さえられたときに、図7に示すように、発泡樹脂素材板1の発泡したものの上面は金型の天井に達せず、僅かに隙間12があるようにすれば、模様は凸状すなわち立体的になる。
【0025】
【発明の効果】
この発明は、発泡樹脂板形成のための発泡工程で、金型内で発泡樹脂素材板に模様用発泡樹脂素材板または発泡済の模様用発泡樹脂板を載せて加熱し、発泡と同時に表面に剥げ落ちることのない発泡樹脂の模様のある発泡樹脂板を形成できるので、模様印刷や模様シートの接着等の工程を必要としない。
模様形成が容易でコストを低減できる。表面に滑り止めの凹凸を設けたい時は、発泡工程で同時に凹凸を形成することができる。
【0026】
この発明により形成された模様も発泡樹脂で形成され、周囲の発泡樹脂と一体となっているので、発泡樹脂板を水洗したり、清掃のために擦っても、模様が剥げることはない。
【図面の簡単な説明】
【図1】発泡前の金型内の発泡樹脂素材板と模様用発泡樹脂素材板の積層状況の説明図である。
【図2】模様用発泡樹脂素材板または模様用発泡樹脂板の斜視図である。
【図3】加熱発泡後の金型内の状況の説明図である。
【図4】金型から取り出した模様付発泡樹脂板の断面説明図である。
【図5】他の実施の形態の加熱前の金型内の説明図である。
【図6】図5の状態から加熱発泡後の金型内の状況の説明図である。
【図7】他の実施の形態の加熱後の金型内の説明図である。
【図8】模様付発泡樹脂板の斜視図である。
【符号の説明】
1 発泡樹脂素材板
2 模様用発泡樹脂素材板
3 金型
4 窓
5 車輪
6 ヘッドライト
7 模様
8 模様付発泡樹脂板
9 模様用発泡樹脂板
10 模様付発泡樹脂板
11 模様
12 隙間
Claims (3)
- 金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡樹脂素材板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂素材板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する方法。
- 金型内に、複数枚の発泡樹脂素材板を積層し、その上に、前記発泡樹脂素材板の色彩と異なる色彩の発泡済みの発泡樹脂板を切断またはくり抜き等の方法で模様形状を形成した模様用発泡樹脂板を重ね、蓋をして密封し、加熱発泡させて、発泡樹脂板の表面に発泡樹脂による模様を形成する方法。
- 発泡樹脂板の表面に、該発泡樹脂板の色彩と異なる発泡樹脂層よりなる模様を一体的に設けてなる模様付発泡樹脂板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003074725A JP2004276548A (ja) | 2003-03-19 | 2003-03-19 | 発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003074725A JP2004276548A (ja) | 2003-03-19 | 2003-03-19 | 発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004276548A true JP2004276548A (ja) | 2004-10-07 |
Family
ID=33290236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003074725A Pending JP2004276548A (ja) | 2003-03-19 | 2003-03-19 | 発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004276548A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008520469A (ja) * | 2004-12-03 | 2008-06-19 | ウォン パク,ジャン | 架橋発泡成形体の製造方法 |
-
2003
- 2003-03-19 JP JP2003074725A patent/JP2004276548A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008520469A (ja) * | 2004-12-03 | 2008-06-19 | ウォン パク,ジャン | 架橋発泡成形体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4747901A (en) | Process for making a stress-free embossed and ornament surface covering | |
| GB2126951A (en) | Flock transfer | |
| US20030035933A1 (en) | Heat applied graphics and method | |
| US4791015A (en) | Ornamented tile surface covering | |
| JP2004276548A (ja) | 発泡樹脂板の模様形成方法および、その方法による発泡樹脂板 | |
| KR101514926B1 (ko) | 3차원 렌티큘러 입체 이미지 효과를 발휘하는 가열용 전사지 및 그 제조방법과 상기 전사지를 사용한 전사방법 | |
| JP2006347154A (ja) | 異形断面形状を有する役物の印刷化粧方法とその役物 | |
| JPH07308976A (ja) | 装飾製品の製造方法及びこの方法により得られた製品 | |
| JP2001191436A (ja) | 積層用フィルムと、このフィルムを用いた積層体および容器 | |
| US4650623A (en) | Method of making patterned flexible sheet-like articles | |
| JP2023082020A (ja) | 水廻り部材及び水廻り部材の製造方法 | |
| JPS5970510A (ja) | 無応力、エンボス、装飾表面カバ−の製造法 | |
| KR20050003881A (ko) | 고무라벨 및 그의 제조방법 | |
| JP3078856U (ja) | 浴室用滑り止めマット | |
| JP2519583B2 (ja) | 装飾材 | |
| JPS60193685A (ja) | スタンプおよび其の製造方法 | |
| KR102925746B1 (ko) | 입체 무늬 스티커 제조방법 및 이에 의해 제조된 입체 무늬 스티커 | |
| JPH04238959A (ja) | 凹凸模様床材 | |
| JP2005068750A (ja) | 装飾壁面の施工方法 | |
| JPS5892588A (ja) | シ−ト状物の谷染めエンボス方法及びその装置 | |
| JP3077076U (ja) | シール | |
| JP2573732Y2 (ja) | 凹凸表現に優れる装飾用シート | |
| KR101211858B1 (ko) | 인쇄층 교체형 디아이와이 타입 인테리어 벽지 및 그시공방법 | |
| JP3587601B2 (ja) | 目地入り化粧板の製造方法 | |
| US7172350B2 (en) | Forming method using thermal transfer printing sheet |