JP2004338030A - 曲面形状の加工装置及び加工方法 - Google Patents
曲面形状の加工装置及び加工方法 Download PDFInfo
- Publication number
- JP2004338030A JP2004338030A JP2003136944A JP2003136944A JP2004338030A JP 2004338030 A JP2004338030 A JP 2004338030A JP 2003136944 A JP2003136944 A JP 2003136944A JP 2003136944 A JP2003136944 A JP 2003136944A JP 2004338030 A JP2004338030 A JP 2004338030A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- processing
- rotary tool
- workpiece
- circle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
【課題】回転工具の使用回転数の制約をなくし、刃先高さを測定による調整ではなく実際の除去により揃えることにより、形状精度および面精度の高い3次元曲面形状のアンテナパネルの創成に適した加工装諏及び加工方法を得る。
【解決手段】工具回転軌跡の断面が円形の一部をなす回転工具1を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、加工物2に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、前記回転工具は、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、その各刃部には、ダイヤモンド単結晶が結晶方位を制御して施されていることを特徴とする加工装置である。
【選択図】 図1
【解決手段】工具回転軌跡の断面が円形の一部をなす回転工具1を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、加工物2に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、前記回転工具は、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、その各刃部には、ダイヤモンド単結晶が結晶方位を制御して施されていることを特徴とする加工装置である。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、形状精度および面精度の高い3次元曲面形状のアンテナパネルの創成に適した加工装置及び加工方法に関する。
【0002】
【従来の技術】
曲面切削方法として、特に、3次元曲面形状を有する部品の製造工程には、製造効率の向上を図る有効な手段として、ボールエンドミルによる加工があげられる。
【0003】
ボールエンドミルの底刃に構成刃先がほとんど生じることがない加工条件を選択すれば、加工される仕上げ面の粗さRthは、ボールエンドミル先端形状により定まる。従って、仕上げ面の粗さRthは、一般的に、Rth≒fp 2/8R(ここで、fpはカッタパス間隔、Rは、ボールエンドミルのボールの半径)で近似できる。このカッタパス間隔は、ボールエンドミルの軌跡により生じたものである。このボールエンドミルを用いて、切削仕上げ面の粗さRthの改善を図るためには、カッタパス間隔を細かくするか、ボールエンドミルのボール径Rを大きくする2つの対策が考えられる。ところが、アンテナパネル加工に対しては、カッタパス間隔を小さくした場合、カッタパスの伸長によって、NCデータが膨大になると共に、加工時間が長くなる問題がある。また、ボールエンドミルのボール径Rを大きくした場合には、大口径のボールエンドミルが必要になり、工具の回転数に制約が発生して支障を生じることになる。
【0004】
こうしたボールエンドミルを用いた加工における問題を解決するものとして、3次元曲面形状の加工方法および加工装置が提案されている(特許文献1参照)。特許文献1に係る発明は切削工具に特徴がある。刃先を伴うスローアウェイチップが取付けられたクランプ工具である切削工具は、同時5軸制御方式NC工作機械に取り付けられ適当な姿勢で所定のカッタパスをトレースする。ただし、当該切削工具はクランプ工具であるために、遠心力による工具変形抑制から使用回転数に制約が生じる。また、接触式若しくは光学式の測定器によりスローアウェイチップの刃先高さが調整されるが、そのことが加工精度や個別の刃先への加工負荷の違いへ影響を与える。更に、加工機が認識している刃先位置と実際の刃先位置に違いがあるという問題も生じる。
【0005】
【特許文献1】
特開平10−80817号公報
【0006】
【発明が解決しようとする課題】
本発明は、回転工具の使用回転数の制約をなくし、刃先高さを測定による調整ではなく実際の除去により揃えることにより、形状精度および面精度の高い3次元曲面形状のアンテナパネルの創成に適した加工装諏及び加工方法を得ることを目的とする。
【0007】
【課題を解決するための手段】
本発明は、上記の目的を達成するためになされたものである。本発明に係る請求項1に記載の加工装置は、
工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、
加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、
前記回転工具は、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、その各刃部には、ダイヤモンド単結晶が結晶方位を制御して施されていることを特徴とする加工装置である。
【0008】
【発明の実施の形態】
発明の概要
本発明に係る加工装置は、工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させて、加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していくものである。回転工具の工具回転軌跡の断面を、非接触のツルーイングにより、円形の一部に成形させ、その各刃部には、ダイヤモンド単結晶の結晶方位を任意に制御して、その各刃部の間隔をも制御している。または、その各刃部に砥粒を用いて、非接触のツルーイングより各刃部にすくい面を創出している。また、この加工装置に、回転工具をスピンドルに取り付けた状態で非接触ツルーイングするための装置を備えている。また、工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた時に、その傾斜角度を、工具回転軌跡と加工物の形状が沿うように変化させる加工方法を用いている。
【0009】
本発明においては、回転工具はクランプ工具形態でなく、各刃部をシャンクに直接に取り付けている一体型工具形態なので、遠心力による工具破壊がなく使用回転数の制限がない。通常、一体型工具形態の回転工具は、刃部の高さ調整および刃部の間隔調整が容易にできないが、ここでは、非接触ツルーイングにより制御しているので、理想的な回転工具を得ることができる。また、刃部に砥粒を用いた場合でも、非接触ツルーイングにより刃部の高さ調整およびすくい面を創生するので、切れ味のいい回転工具を得ることができる。また、非接触ツルーイングにより、回転工具の外径および形状を制御できるので、加工物の形状に沿った加工が可能となる。
【0010】
実施の形態1.
以下、本発明の好適な実施の形態1に係る加工装置について、図1の斜視図を参照しつつ説明する。
【0011】
本加工装置は、5軸を同時に制御可能なNC工作機械である。本加工装置は、回転工具1が適切な姿勢で移動するように、加工物2に対する回転工具1の傾斜機構として、加工物2をXY平面内でZ軸周りに傾斜させる傾斜軸5と、加工物2をZY平面内でX軸周りに回転させるテーブル6とを備える。更に、加工装置本体7は、加工物2に対する回転工具1の送り機構として、加工機本体7に備えられたスピンドルテーブル8に沿つてスピンドル4を移動させるY軸とX軸、および、スピンドル4をZ方向に移動するZ軸を備える。これらの移動・傾斜・回転に係る各機構を駆動するサーボモータは、それぞれNC装置3によって制御されている。
【0012】
回転工具1は、非接触ツルーイングにより、工具回転軌跡の断面が円形の一部に成形されている。その回転工具1の刃部には、結晶方位を刃部の耐摩耗性が向上するように配置したダイヤモンド単結晶が用いられている。
【0013】
本実施の形態1では、片持ち式コラムを備えたNC工作機械を使用しているが、この種類に限定されるものではなく、同時5軸制御方式のNC工作機械であれば、他の形式のNC工作機械(例えば、門型コラムを備えたNC工作機械やパラレルリンク式NC工作機械)であっても構わない。
【0014】
上記のように構成された加工装置においては、非接触ツルーイングを利用することから、回転工具1の各刃部の高さのバラツキが生じない。更に、工具径もミクロンオーダーで与えられ得ることになる。したがって、NC装置3の数値制御に従って回転工具1が移動することで、高精度なアンテナパネルを得ることができる。
【0015】
実施の形態2.
次に、本発明の好適な実施の形態2に係る加工装置における回転工具1について、図2を参照しつつ説明する。
【0016】
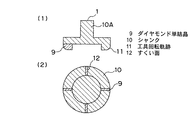
図2において(1)は回転工具1の回転軸を通る縦断面図、(2)は回転工具1の正面図である。図2(1)によると、回転工具1は、シャンク10Aに回転軸(図示なし)の周りに任意の個数(図2(1)では、中心角90度、合計4個)のダイヤモンド単結晶9を取り付けた一体型工具である。ダイヤモンド単結晶9の取り付け方法は、ロウ付け又は接着などでよく、特に限定されるものではない。
【0017】
従来のクランプ工具では、取り付け治具の設置が必要であり、その設置スペースのため取り付けられる刃部の個数に制限があった。一方、一体型工具では、取り付け治具が不要なので、クランプ工具での取り付け治具の設置スペースに相当するところを刃部のスペースにあてることができる。よって、クランプ工具よりも多刃工具を得ることができることから、高能率加工を行なうことができる。
【0018】
ところで、従来の一体型工具では刃部を取り外すことが容易ではなく、効率よく刃部のすくい面を再研磨することが非常に困難であった。そのため一部の一体型工具は使い捨てされている。また、一部の一体型工具では最研磨されているが、クランプ工具と比較すると再研磨のコストが高い。
【0019】
本発明では、刃部を取り外さずに刃部のすくい面を非接触ツルーイングで再研磨を行なうので、一体型工具を効率よく使用することができる。
【0020】
実施の形態2の回転工具1には、非接触ツルーイングにより円形の一部の形状に形成された工具回転軌跡11と、工具磨耗後に再研磨による修正が必要な刃部のすくい面12とがある。刃部には、例えば、住友電気工業株式会社製であるスミクリスタルの合成ダイヤモンド単結晶の柱状結晶を用いて、刃部の耐摩耗向上に効果のある結晶方位を選択して、シャンク10に取り付けている。また、すくい面12の角度を、加工物の材種に適したものにしている。
【0021】
上記のように構成された加工装置においては、回転工具1に非接触ツルーイングを施しているために、NC装置3が認識している回転工具1の刃部位置と実際の刃部位置に相違が少ない。更に、一体型工具の多刃タイプを効率よく利用できるので、従来のクランプ工具よりも高精度に高送りが可能となる。よって、アンテナパネルの3次元形状を高能率で高精度に加工できることになる。
【0022】
実施の形態3.
次に、本発明の好適な実施の形態3に係る加工装置における回転工具1について、図3を参照しつつ説明する。
【0023】
図3において(1)は回転工具の回転軸を通る縦断面図、(2)はその回転工具の「A」から見た正面図である。図3の回転工具は、砥石工具用シャンク10Bに、例えば、Niメッキ層13により砥粒14を固定した電着砥石16である。該電着砥石16は、工具回転軌跡の断面が円形の一部をなす回転工具になるように、砥粒14の先端が砥粒先端ライン15に沿わされて、非接触ツルーイングされている。
【0024】
砥粒14には、非接触ツルーイングによりすくい面17が施されている。図4は、砥粒14の拡大図((1)は側断面図、(2)は平面図)である。すくい面17は、電着砥石16の回転方向18に合わせて施されている。なお、図4では、すくい面17角度が垂直であるものを示したが、加工対象物に合わせてその角度を選択・調整できる。図4(2)は、図4(1)の矢視Bからの平面図であるが、砥粒14の両端に渡ってすくい面17が施されていることが示される。
【0025】
上記のように構成された加工装置においても、電着砥石16を非接触でツルーイングする。よって、NC装置3が認識している電着工具16の刃部位置と実際の刃部位置との相違が微小である。また、クランプ工具よりも高い使用回転数を採用でき、多刃工具による高送りが可能となる。
【0026】
本実施の形態3の電着砥石16は、硬脆材料など研削加工に適した加工材料に対して、図2に示される回転工具1よりも高精度に加工することができる。更に、本実施の形態3の電着砥石16は各刃部にすくい面17が施されているので、延性材料などからなるアンテナパネルの3次元形状を高能率で高精度に加工できる。
【0027】
実施の形態4.
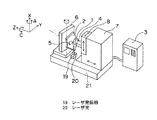
図5は、本発明の好適な実施の形態4に係る加工装置の斜視図である。該図5を参照しつつ、実施の形態4に係る加工装置を説明する。
【0028】
図5の加工装置では、回転工具1若しくは電着工具16を加工装置のスピンドル4に装着した状態で、非接触ツルーイングが行なわれる。即ち、加工機ベース21にレーザ発振器19を施して、レーザ光20により、回転工具1もしくは電着工具16が非接触ツルーイングされる。非接触ツルーイングを施す位置は、加工装置のテーブル移動により制御されている。
【0029】
レーザ発振器19には、レーザ制御装置(図示せず。)、観察ユニット(図示せず。)が含まれている。この非接触ツルーイングには、例えば、電着磁石16に対してならば、YAGレーザ(発振波長:355nm、平均出力:3W、パルスエネルギー:0.6mJ、パルス幅:200ns、繰返し数:5KHz、ビーム径:10μm、平均パワー密度:5.5×106W/cm2)を用いて行なうことができる。
【0030】
上記のように構成された加工装置においては、回転工具1および電着工具16をスピンドル4への装着する時に発生する位置ズレ量を、無くすことができる。したがって、NC装置3が認識している回転工具1もしくは電着工具16の刃部位置と実際の刃部位置とに相違が無い状態で、アンテナパネルの3次元形状を高能率且つ高精度に加工できることになる。
【0031】
実施の形態5.
次に、本発明の好適な実施の形態5に係る加工装置について説明する。
【0032】
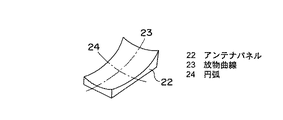
図6において、放物曲線23と円弧24よりなるアンテナパネル22を示している。このアンテナパネル22を回転工具1もしくは電着工具16を用いて加工する一つの方法として、図1のY軸、Z軸および傾斜軸5をNC装置3により同時に制御しながら、放物曲線23に沿って加工していく。そのとき、回転工具1もしくは電着工具16の回転軸線(図示せず。)の傾きが、弧24に沿うように制御される。
【0033】
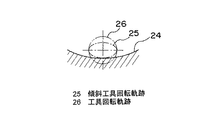
図7において、回転工具1もしくは電着工具16の工具回転軌跡26を示している。回転工具1もしくは電着工具16の回転軸線(図示せず。)を傾けることにより、工具回転軌跡26は、傾斜工具回転軌跡25のようになり、アンテナパネル22との接線部分が大きくなる。この傾斜工具回転軌跡25をアンテナパネル22の円弧24に沿わせるように、NC装置3が連続的に制御する。
【0034】
また、必要な形状精度に応じて、加工ピッチ(図示せず。)を選定する。例えば、回転工具1もしくは電着工具16の外径がΦ80mmのものを選択して、600mm×800mmアンテナパネルの表面を加工する場合では、形状精度5μmを得るのに、加工ピッチ20mmを選定している。
【0035】
上記のように構成された加工方法においては、必要な加工精度に応じて、効率よく回転工具1もしくは電着工具16の刃部をアンテナパネルに転写できるので、アンテナパネルの3次元形状を高能率で高精度に加工できることになる。なお、上述の実施の形態5では、同時3軸制御による加工方法を示したが、同時5軸制御による加工でも可能である。
【0036】
【発明の効果】
本発明による加工装置および加工方法によれば、従来の3次元曲面形状の加工方法および加工装置に比して、工具回転軌跡がNC制御位置と一致すると共に、一体型多刃工具が使用できるため、アンテナパネルなどの各種曲面の機械加工を高精度で高能率に行なうことができる。
【図面の簡単な説明】
【図1】本発明の実施の形態1に係る加工装置の基本構成を示す斜視図である。
【図2】(1)本発明の実施の形態2に係る加工装置の回転工具の縦断面図と、(2)同回転工具の正面図である。
【図3】(1)本発明の実施の形態3に係る加工装置の電着工具の縦断面図と、(2)同電着工具を正面図である。
【図4】(1)本発明の実施の形態3に係る加工装置の電着工具の砥粒断面を示した拡大断面図と、(2)同砥粒の拡大平面図である。
【図5】本発明の実施の形態4に係る加工装置の基本構成を示す斜視図である。
【図6】アンテナパネルの基本形状を模式的に示す図である。
【図7】本発明の実施の形態5に係る加工法の基本構成を示す図である。
【符号の説明】
1 回転工具、 2 加工物、 3 NC装置、 4 スピンドル、 5 傾斜軸、 6 テーブル、 7 加工機本体、 8 スピンドルテーブル、 9 ダイヤモンド単結晶、 10A シャンク、 10B 砥石工具用シャンク、 11 工具回転軌跡、 12 すくい面、 13 Niメッキ層、 14 砥粒、 15 砥粒先端ライン、 16 電着砥石、 17 砥粒すくい面、 18回転方向、 19 レーザ発信器、 20 レーザ光、 21 加工機ベース、 22 アンテナパネル、 23 放物曲線、 24 円弧、 25 傾斜工具回転軌跡、 26工具回転軌跡。
【発明の属する技術分野】
本発明は、形状精度および面精度の高い3次元曲面形状のアンテナパネルの創成に適した加工装置及び加工方法に関する。
【0002】
【従来の技術】
曲面切削方法として、特に、3次元曲面形状を有する部品の製造工程には、製造効率の向上を図る有効な手段として、ボールエンドミルによる加工があげられる。
【0003】
ボールエンドミルの底刃に構成刃先がほとんど生じることがない加工条件を選択すれば、加工される仕上げ面の粗さRthは、ボールエンドミル先端形状により定まる。従って、仕上げ面の粗さRthは、一般的に、Rth≒fp 2/8R(ここで、fpはカッタパス間隔、Rは、ボールエンドミルのボールの半径)で近似できる。このカッタパス間隔は、ボールエンドミルの軌跡により生じたものである。このボールエンドミルを用いて、切削仕上げ面の粗さRthの改善を図るためには、カッタパス間隔を細かくするか、ボールエンドミルのボール径Rを大きくする2つの対策が考えられる。ところが、アンテナパネル加工に対しては、カッタパス間隔を小さくした場合、カッタパスの伸長によって、NCデータが膨大になると共に、加工時間が長くなる問題がある。また、ボールエンドミルのボール径Rを大きくした場合には、大口径のボールエンドミルが必要になり、工具の回転数に制約が発生して支障を生じることになる。
【0004】
こうしたボールエンドミルを用いた加工における問題を解決するものとして、3次元曲面形状の加工方法および加工装置が提案されている(特許文献1参照)。特許文献1に係る発明は切削工具に特徴がある。刃先を伴うスローアウェイチップが取付けられたクランプ工具である切削工具は、同時5軸制御方式NC工作機械に取り付けられ適当な姿勢で所定のカッタパスをトレースする。ただし、当該切削工具はクランプ工具であるために、遠心力による工具変形抑制から使用回転数に制約が生じる。また、接触式若しくは光学式の測定器によりスローアウェイチップの刃先高さが調整されるが、そのことが加工精度や個別の刃先への加工負荷の違いへ影響を与える。更に、加工機が認識している刃先位置と実際の刃先位置に違いがあるという問題も生じる。
【0005】
【特許文献1】
特開平10−80817号公報
【0006】
【発明が解決しようとする課題】
本発明は、回転工具の使用回転数の制約をなくし、刃先高さを測定による調整ではなく実際の除去により揃えることにより、形状精度および面精度の高い3次元曲面形状のアンテナパネルの創成に適した加工装諏及び加工方法を得ることを目的とする。
【0007】
【課題を解決するための手段】
本発明は、上記の目的を達成するためになされたものである。本発明に係る請求項1に記載の加工装置は、
工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、
加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、
前記回転工具は、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、その各刃部には、ダイヤモンド単結晶が結晶方位を制御して施されていることを特徴とする加工装置である。
【0008】
【発明の実施の形態】
発明の概要
本発明に係る加工装置は、工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させて、加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していくものである。回転工具の工具回転軌跡の断面を、非接触のツルーイングにより、円形の一部に成形させ、その各刃部には、ダイヤモンド単結晶の結晶方位を任意に制御して、その各刃部の間隔をも制御している。または、その各刃部に砥粒を用いて、非接触のツルーイングより各刃部にすくい面を創出している。また、この加工装置に、回転工具をスピンドルに取り付けた状態で非接触ツルーイングするための装置を備えている。また、工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた時に、その傾斜角度を、工具回転軌跡と加工物の形状が沿うように変化させる加工方法を用いている。
【0009】
本発明においては、回転工具はクランプ工具形態でなく、各刃部をシャンクに直接に取り付けている一体型工具形態なので、遠心力による工具破壊がなく使用回転数の制限がない。通常、一体型工具形態の回転工具は、刃部の高さ調整および刃部の間隔調整が容易にできないが、ここでは、非接触ツルーイングにより制御しているので、理想的な回転工具を得ることができる。また、刃部に砥粒を用いた場合でも、非接触ツルーイングにより刃部の高さ調整およびすくい面を創生するので、切れ味のいい回転工具を得ることができる。また、非接触ツルーイングにより、回転工具の外径および形状を制御できるので、加工物の形状に沿った加工が可能となる。
【0010】
実施の形態1.
以下、本発明の好適な実施の形態1に係る加工装置について、図1の斜視図を参照しつつ説明する。
【0011】
本加工装置は、5軸を同時に制御可能なNC工作機械である。本加工装置は、回転工具1が適切な姿勢で移動するように、加工物2に対する回転工具1の傾斜機構として、加工物2をXY平面内でZ軸周りに傾斜させる傾斜軸5と、加工物2をZY平面内でX軸周りに回転させるテーブル6とを備える。更に、加工装置本体7は、加工物2に対する回転工具1の送り機構として、加工機本体7に備えられたスピンドルテーブル8に沿つてスピンドル4を移動させるY軸とX軸、および、スピンドル4をZ方向に移動するZ軸を備える。これらの移動・傾斜・回転に係る各機構を駆動するサーボモータは、それぞれNC装置3によって制御されている。
【0012】
回転工具1は、非接触ツルーイングにより、工具回転軌跡の断面が円形の一部に成形されている。その回転工具1の刃部には、結晶方位を刃部の耐摩耗性が向上するように配置したダイヤモンド単結晶が用いられている。
【0013】
本実施の形態1では、片持ち式コラムを備えたNC工作機械を使用しているが、この種類に限定されるものではなく、同時5軸制御方式のNC工作機械であれば、他の形式のNC工作機械(例えば、門型コラムを備えたNC工作機械やパラレルリンク式NC工作機械)であっても構わない。
【0014】
上記のように構成された加工装置においては、非接触ツルーイングを利用することから、回転工具1の各刃部の高さのバラツキが生じない。更に、工具径もミクロンオーダーで与えられ得ることになる。したがって、NC装置3の数値制御に従って回転工具1が移動することで、高精度なアンテナパネルを得ることができる。
【0015】
実施の形態2.
次に、本発明の好適な実施の形態2に係る加工装置における回転工具1について、図2を参照しつつ説明する。
【0016】
図2において(1)は回転工具1の回転軸を通る縦断面図、(2)は回転工具1の正面図である。図2(1)によると、回転工具1は、シャンク10Aに回転軸(図示なし)の周りに任意の個数(図2(1)では、中心角90度、合計4個)のダイヤモンド単結晶9を取り付けた一体型工具である。ダイヤモンド単結晶9の取り付け方法は、ロウ付け又は接着などでよく、特に限定されるものではない。
【0017】
従来のクランプ工具では、取り付け治具の設置が必要であり、その設置スペースのため取り付けられる刃部の個数に制限があった。一方、一体型工具では、取り付け治具が不要なので、クランプ工具での取り付け治具の設置スペースに相当するところを刃部のスペースにあてることができる。よって、クランプ工具よりも多刃工具を得ることができることから、高能率加工を行なうことができる。
【0018】
ところで、従来の一体型工具では刃部を取り外すことが容易ではなく、効率よく刃部のすくい面を再研磨することが非常に困難であった。そのため一部の一体型工具は使い捨てされている。また、一部の一体型工具では最研磨されているが、クランプ工具と比較すると再研磨のコストが高い。
【0019】
本発明では、刃部を取り外さずに刃部のすくい面を非接触ツルーイングで再研磨を行なうので、一体型工具を効率よく使用することができる。
【0020】
実施の形態2の回転工具1には、非接触ツルーイングにより円形の一部の形状に形成された工具回転軌跡11と、工具磨耗後に再研磨による修正が必要な刃部のすくい面12とがある。刃部には、例えば、住友電気工業株式会社製であるスミクリスタルの合成ダイヤモンド単結晶の柱状結晶を用いて、刃部の耐摩耗向上に効果のある結晶方位を選択して、シャンク10に取り付けている。また、すくい面12の角度を、加工物の材種に適したものにしている。
【0021】
上記のように構成された加工装置においては、回転工具1に非接触ツルーイングを施しているために、NC装置3が認識している回転工具1の刃部位置と実際の刃部位置に相違が少ない。更に、一体型工具の多刃タイプを効率よく利用できるので、従来のクランプ工具よりも高精度に高送りが可能となる。よって、アンテナパネルの3次元形状を高能率で高精度に加工できることになる。
【0022】
実施の形態3.
次に、本発明の好適な実施の形態3に係る加工装置における回転工具1について、図3を参照しつつ説明する。
【0023】
図3において(1)は回転工具の回転軸を通る縦断面図、(2)はその回転工具の「A」から見た正面図である。図3の回転工具は、砥石工具用シャンク10Bに、例えば、Niメッキ層13により砥粒14を固定した電着砥石16である。該電着砥石16は、工具回転軌跡の断面が円形の一部をなす回転工具になるように、砥粒14の先端が砥粒先端ライン15に沿わされて、非接触ツルーイングされている。
【0024】
砥粒14には、非接触ツルーイングによりすくい面17が施されている。図4は、砥粒14の拡大図((1)は側断面図、(2)は平面図)である。すくい面17は、電着砥石16の回転方向18に合わせて施されている。なお、図4では、すくい面17角度が垂直であるものを示したが、加工対象物に合わせてその角度を選択・調整できる。図4(2)は、図4(1)の矢視Bからの平面図であるが、砥粒14の両端に渡ってすくい面17が施されていることが示される。
【0025】
上記のように構成された加工装置においても、電着砥石16を非接触でツルーイングする。よって、NC装置3が認識している電着工具16の刃部位置と実際の刃部位置との相違が微小である。また、クランプ工具よりも高い使用回転数を採用でき、多刃工具による高送りが可能となる。
【0026】
本実施の形態3の電着砥石16は、硬脆材料など研削加工に適した加工材料に対して、図2に示される回転工具1よりも高精度に加工することができる。更に、本実施の形態3の電着砥石16は各刃部にすくい面17が施されているので、延性材料などからなるアンテナパネルの3次元形状を高能率で高精度に加工できる。
【0027】
実施の形態4.
図5は、本発明の好適な実施の形態4に係る加工装置の斜視図である。該図5を参照しつつ、実施の形態4に係る加工装置を説明する。
【0028】
図5の加工装置では、回転工具1若しくは電着工具16を加工装置のスピンドル4に装着した状態で、非接触ツルーイングが行なわれる。即ち、加工機ベース21にレーザ発振器19を施して、レーザ光20により、回転工具1もしくは電着工具16が非接触ツルーイングされる。非接触ツルーイングを施す位置は、加工装置のテーブル移動により制御されている。
【0029】
レーザ発振器19には、レーザ制御装置(図示せず。)、観察ユニット(図示せず。)が含まれている。この非接触ツルーイングには、例えば、電着磁石16に対してならば、YAGレーザ(発振波長:355nm、平均出力:3W、パルスエネルギー:0.6mJ、パルス幅:200ns、繰返し数:5KHz、ビーム径:10μm、平均パワー密度:5.5×106W/cm2)を用いて行なうことができる。
【0030】
上記のように構成された加工装置においては、回転工具1および電着工具16をスピンドル4への装着する時に発生する位置ズレ量を、無くすことができる。したがって、NC装置3が認識している回転工具1もしくは電着工具16の刃部位置と実際の刃部位置とに相違が無い状態で、アンテナパネルの3次元形状を高能率且つ高精度に加工できることになる。
【0031】
実施の形態5.
次に、本発明の好適な実施の形態5に係る加工装置について説明する。
【0032】
図6において、放物曲線23と円弧24よりなるアンテナパネル22を示している。このアンテナパネル22を回転工具1もしくは電着工具16を用いて加工する一つの方法として、図1のY軸、Z軸および傾斜軸5をNC装置3により同時に制御しながら、放物曲線23に沿って加工していく。そのとき、回転工具1もしくは電着工具16の回転軸線(図示せず。)の傾きが、弧24に沿うように制御される。
【0033】
図7において、回転工具1もしくは電着工具16の工具回転軌跡26を示している。回転工具1もしくは電着工具16の回転軸線(図示せず。)を傾けることにより、工具回転軌跡26は、傾斜工具回転軌跡25のようになり、アンテナパネル22との接線部分が大きくなる。この傾斜工具回転軌跡25をアンテナパネル22の円弧24に沿わせるように、NC装置3が連続的に制御する。
【0034】
また、必要な形状精度に応じて、加工ピッチ(図示せず。)を選定する。例えば、回転工具1もしくは電着工具16の外径がΦ80mmのものを選択して、600mm×800mmアンテナパネルの表面を加工する場合では、形状精度5μmを得るのに、加工ピッチ20mmを選定している。
【0035】
上記のように構成された加工方法においては、必要な加工精度に応じて、効率よく回転工具1もしくは電着工具16の刃部をアンテナパネルに転写できるので、アンテナパネルの3次元形状を高能率で高精度に加工できることになる。なお、上述の実施の形態5では、同時3軸制御による加工方法を示したが、同時5軸制御による加工でも可能である。
【0036】
【発明の効果】
本発明による加工装置および加工方法によれば、従来の3次元曲面形状の加工方法および加工装置に比して、工具回転軌跡がNC制御位置と一致すると共に、一体型多刃工具が使用できるため、アンテナパネルなどの各種曲面の機械加工を高精度で高能率に行なうことができる。
【図面の簡単な説明】
【図1】本発明の実施の形態1に係る加工装置の基本構成を示す斜視図である。
【図2】(1)本発明の実施の形態2に係る加工装置の回転工具の縦断面図と、(2)同回転工具の正面図である。
【図3】(1)本発明の実施の形態3に係る加工装置の電着工具の縦断面図と、(2)同電着工具を正面図である。
【図4】(1)本発明の実施の形態3に係る加工装置の電着工具の砥粒断面を示した拡大断面図と、(2)同砥粒の拡大平面図である。
【図5】本発明の実施の形態4に係る加工装置の基本構成を示す斜視図である。
【図6】アンテナパネルの基本形状を模式的に示す図である。
【図7】本発明の実施の形態5に係る加工法の基本構成を示す図である。
【符号の説明】
1 回転工具、 2 加工物、 3 NC装置、 4 スピンドル、 5 傾斜軸、 6 テーブル、 7 加工機本体、 8 スピンドルテーブル、 9 ダイヤモンド単結晶、 10A シャンク、 10B 砥石工具用シャンク、 11 工具回転軌跡、 12 すくい面、 13 Niメッキ層、 14 砥粒、 15 砥粒先端ライン、 16 電着砥石、 17 砥粒すくい面、 18回転方向、 19 レーザ発信器、 20 レーザ光、 21 加工機ベース、 22 アンテナパネル、 23 放物曲線、 24 円弧、 25 傾斜工具回転軌跡、 26工具回転軌跡。
Claims (5)
- 工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、
加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、
前記回転工具は、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、その各刃部には、ダイヤモンド単結晶が結晶方位を制御して施されていることを特徴とする加工装置。 - 工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で、所定の工具送り方向に移動させる制御手段を備え、
加工物に対する回転工具の相対的な運動により回転工具の形状を加工物の表面に転写していく加工装置であって、
前記回転工具の各刃部に砥粒を用いて、非接触のツルーイングにより工具回転軌跡の断面が円形の一部に形成され、各刃部にすくい面を創出したことを特徴とする加工装置。 - 前記回転工具を非接触ツルーイングするためのレーザ発信器と、このレーザ発信器を制御するレーザ制御装置とを備え、
前期回転工具を加工装置のスピンドルに取り付けた状態で、非接触ツルーイングすることを可能としたことを特徴とする、
請求項1または請求項2に記載の加工装置。 - 請求項1乃至請求項3のうちのいずれか一つに記載の加工装置において、
工具回転軌跡の断面が円形の一部をなす回転工具を、その回転軸線を各加工点における加工面の法線に対して傾斜させた状態で加工する際に、その傾斜角度を工具軌跡と加工物の形状とが沿うように変化させることを特徴とする加工方法。 - 請求項1乃至請求項3のうちのいずれか一つに記載の加工装置、または、請求項4に記載の加工方法により、加工されたことを特徴とするアンテナパネル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136944A JP2004338030A (ja) | 2003-05-15 | 2003-05-15 | 曲面形状の加工装置及び加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136944A JP2004338030A (ja) | 2003-05-15 | 2003-05-15 | 曲面形状の加工装置及び加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004338030A true JP2004338030A (ja) | 2004-12-02 |
Family
ID=33526724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003136944A Pending JP2004338030A (ja) | 2003-05-15 | 2003-05-15 | 曲面形状の加工装置及び加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004338030A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015126017A1 (ko) * | 2014-02-20 | 2015-08-27 | 주식회사 도우인시스 | 모바일 기기의 곡면 윈도우 글라스 외경 연마기 |
-
2003
- 2003-05-15 JP JP2003136944A patent/JP2004338030A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015126017A1 (ko) * | 2014-02-20 | 2015-08-27 | 주식회사 도우인시스 | 모바일 기기의 곡면 윈도우 글라스 외경 연마기 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4931964B2 (ja) | 高硬度材の加工装置及び加工方法 | |
| CN106271493B (zh) | 一种激光预制微织构辅助超声铣削工艺方法及加工系统 | |
| CN101767252B (zh) | 一种激光工具刃磨方法及工具刃磨机 | |
| JP5198739B2 (ja) | 光学的なワークピース、特にプラスチックの眼鏡レンズを加工する装置および方法 | |
| US20110097162A1 (en) | Three-Dimensional Surface Shaping of Rotary Cutting Tool Edges with Lasers | |
| US7175509B2 (en) | Grinder and method of and apparatus for non-contact conditioning of tool | |
| TWI359711B (en) | Raster cutting technology for ophthalmic lenses | |
| JP5355206B2 (ja) | 加工装置および加工方法 | |
| KR100206640B1 (ko) | 절삭 블레이드를 연마하는 방법 | |
| JP5147266B2 (ja) | V溝加工方法 | |
| JP2010017769A (ja) | 薄板形状ワーク加工方法 | |
| JP2010029947A (ja) | 複合エンドミル及び複合エンドミルを用いた加工方法 | |
| JP4740842B2 (ja) | 切削加工方法及び装置 | |
| CN120347311A (zh) | 一种铣刀的放电磨削组合加工制造装备及方法 | |
| JP2004338030A (ja) | 曲面形状の加工装置及び加工方法 | |
| JP2002321155A (ja) | 工具の非接触調整方法および装置 | |
| JP2006198743A (ja) | 小径回転工具及び高硬度材料ワークの切削方法 | |
| JP6565380B2 (ja) | 切削装置、切削方法及び環状工具 | |
| JP2002052428A (ja) | マシニングセンタの工具修正または再生加工方法、およびマシニングセンタ | |
| JP2000198001A (ja) | 切削工具及び切削加工方法 | |
| JP3984313B2 (ja) | 3次元曲面形状の加工方法及び加工装置 | |
| JPH08229792A (ja) | 研削加工装置および研削加工方法 | |
| JP2003094305A (ja) | 遊星研削方法 | |
| JP2014046439A (ja) | スクエアエンドミル及びその製造方法 | |
| JP4613471B2 (ja) | 放電ツルーイング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081216 |