JP2005225748A - セラミックス体の製造方法、及び焼成用治具 - Google Patents
セラミックス体の製造方法、及び焼成用治具 Download PDFInfo
- Publication number
- JP2005225748A JP2005225748A JP2004376473A JP2004376473A JP2005225748A JP 2005225748 A JP2005225748 A JP 2005225748A JP 2004376473 A JP2004376473 A JP 2004376473A JP 2004376473 A JP2004376473 A JP 2004376473A JP 2005225748 A JP2005225748 A JP 2005225748A
- Authority
- JP
- Japan
- Prior art keywords
- thin
- buffer member
- ceramic body
- heat
- firing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/005—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of glass or ceramic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/62655—Drying, e.g. freeze-drying, spray-drying, microwave or supercritical drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens or the like for the charge within the furnace
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6025—Tape casting, e.g. with a doctor blade
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/963—Surface properties, e.g. surface roughness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
- C04B2237/068—Oxidic interlayers based on refractory oxides, e.g. zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/341—Silica or silicates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/346—Titania or titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/56—Using constraining layers before or during sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/56—Using constraining layers before or during sintering
- C04B2237/562—Using constraining layers before or during sintering made of alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/62—Forming laminates or joined articles comprising holes, channels or other types of openings
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/66—Forming laminates or joined articles showing high dimensional accuracy, e.g. indicated by the warpage
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/702—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the constraining layers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/704—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the ceramic layers or articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/86—Joining of two substrates at their largest surfaces, one surface being complete joined and covered, the other surface not, e.g. a small plate joined at it's largest surface on top of a larger plate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/60—Production of ceramic materials or ceramic elements, e.g. substitution of clay or shale by alternative raw materials, e.g. ashes
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Furnace Charging Or Discharging (AREA)
Abstract
【課題】薄肉部の撓みが少ないダイヤフラム構造のセラミックス体が得られる製造方法及び焼成用治具を提供する。
【解決手段】厚肉部と板状の薄肉部とを備え、該薄肉部と該厚肉部とにより凹部又は空所が形成されるように該厚肉部と該薄肉部が配置されたダイヤフラム構造を有する成形体を焼成する工程を含むセラミックス体の製造方法を提供する。これは、熱緩衝部材を、該薄肉部と接触又は非接触の状態で該薄肉部を覆う位置に配置して焼成を開始することを含むセラミックス体の製造方法である。多孔質セラミックスからなる熱緩衝部と、該熱緩衝部の一の面に配置されたスペーサーと、該スペーサーを介して、該熱緩衝部に対して非接触で配置された加重調節部とを備える焼成用治具を提供する。これは、熱緩衝部及び該加重調節部の間に空隙が保持されている焼成用治具である。
【選択図】図1
【解決手段】厚肉部と板状の薄肉部とを備え、該薄肉部と該厚肉部とにより凹部又は空所が形成されるように該厚肉部と該薄肉部が配置されたダイヤフラム構造を有する成形体を焼成する工程を含むセラミックス体の製造方法を提供する。これは、熱緩衝部材を、該薄肉部と接触又は非接触の状態で該薄肉部を覆う位置に配置して焼成を開始することを含むセラミックス体の製造方法である。多孔質セラミックスからなる熱緩衝部と、該熱緩衝部の一の面に配置されたスペーサーと、該スペーサーを介して、該熱緩衝部に対して非接触で配置された加重調節部とを備える焼成用治具を提供する。これは、熱緩衝部及び該加重調節部の間に空隙が保持されている焼成用治具である。
【選択図】図1
Description
本発明は、セラミックス体の製造方法、及びセラミックス体焼成用治具に関する。より詳しくは、いわゆるダイヤフラム構造を備えるセラミックス体に好適な製造方法及びそれに用いるセラミックス体焼成用治具に関する。
各種電子部品にあっては、セラミックス製の基体が広く適用されており、その代表的なものとして、圧電/電歪膜型素子等に適用されるダイヤフラム構造の基体がある。
ダイヤフラム構造の基体は、厚肉部間に板状の薄肉部が支持され、薄肉部の下方又は上方に凹部又は空所を有する構造の基体であり、圧電/電歪膜型素子の場合には、この薄肉部が振動部として機能する。
ところで、各種電子部品に適用されるセラミックス製の基体は、近年、より薄く、より小さく、より複雑化することが求められる一方、焼成時の変形が問題となっており、焼成時の変形を防止する様々な試みがなされている。
例えば、特許文献1には、焼成によって反り等の変形が発生したセラミックス体を、その上部に重りを載せた状態で、再度高温による加熱処理を行うことで、反り等の変形を矯正する方法が開示されている(例えば、特許文献1参照)。
しかし、この特許文献1に記載の製造方法は、2度加熱処理を要することから、エネルギー消費が非常に大きく、製品のコストを低減する上でも、大きな問題となっていた。また、一度変形したものを矯正するため、矯正後の基体には、少なからず応力が残留し、加えて、矯正工程が再度の加熱によるためセラミックス材料の粒成長、及び相変態を生じる。このため、矯正後のセラミックス製の基体は、強度、耐湿性等の点でも必ずしも十分なものではなかった。更に、重り板による加重のかけ方によっては、薄肉部に破損を生じることがあった。
これに対して、焼成時においてセラミックスグリーンシートの反りを防ぐため、重量、面積及び単位面積当りの加重が、所定の関係を満たす重しを用いて、表面平滑性に優れた0.5mm以下の焼成板を形成せしめる方法が開示されている。また、脱脂の観点から5〜30%の気孔率の重しが開示されている(例えば、特許文献2参照)。
また、面積が400cm2以上で且つ厚さが0.4mm以下の焼成板を焼成する際の反り及びうねり抑制方法として、グリーンシートを多孔質アルミナシートで数層に挟み加重をかける方法が開示されている(例えば、特許文献3参照)。
しかし、特許文献2、3に記載の方法では、ダイヤフラム構造を備えるセラミックス体に適用することについて全く考慮されておらず、ダイヤフラム構造の薄肉部の変形について何ら解決法を開示していない。
また、ダイヤフラム構造を備えるセラミックス体においては、特許文献2、3に開示された方法が対象とするようなサイズでなくても、その複雑な形状から反り及びうねりが発生する。更に、重し板により加重をかけながら再加熱する方法では、内側に撓んで変形した薄肉部はその変形を矯正することができない。加えて、両面に薄肉部が形成されているセラミックス体の反り及びうねりを矯正する場合には、変形の山側にある薄肉部の撓みが圧縮されて更に撓むため、二面間での撓み量の差が大きくなる。このため、薄肉部が湾曲した状態のまま各種素子に適用しているのが現状である。
本発明は、上述の問題を解決すべくなされたものであり、その目的とするところは、ダイヤフラム構造を備えるセラミックス体において、その薄肉部の撓みが少ない所望形状のセラミックス体が得られる製造方法、及びそれに用いる焼成用治具を提供することにある。
本発明者は、上述の問題を解決すべく鋭意検討したところ、ダイヤフラム構造における薄肉部の撓みや変形が以下のようにして生じることを見出した。ダイヤフラム構造を備える成形体を焼成する際には、最初、薄肉部が焼結してセラミックス体となった後も、厚肉部の焼結は進行中であり、厚肉部は収縮し続けている。従って、薄肉部は、厚肉部が焼成収縮する際に、既に大きな剛性を有しており、厚肉部の収縮に追従できない状態となっている。このため、当該薄肉部は、厚肉部の収縮により、空所側又はそれと反対側に撓み、ダイヤフラム構造を備えるセラミックス体の主な変形の原因となっていた。
更に、熱緩衝部材を、薄肉部に接触あるいは非常に近接した非接触の状態で、薄肉部を覆う位置に配置して、ダイヤフラム構造の成形体を焼成することにより、薄肉部と厚肉部との焼結時間の較差が低減され、成形体全体がほぼ同じタイミングで焼結し、薄肉部の撓みが減少することを見出し、本発明を完成するに至った。ここで、焼結時間とは、各々の部位の焼結が開始してから完了するまでに要する時間を意味する。
即ち、本発明は、厚肉部と板状の薄肉部とを備え、該薄肉部と該厚肉部とにより凹部又は空所が形成されるように該厚肉部と該薄肉部が配置されたダイヤフラム構造を有する成形体を焼成するセラミックス体の製造方法であって、該成形体の該薄肉部と接触又は非接触の状態で該薄肉部を覆う位置に熱緩衝部材を配置して焼成を開始することを含むセラミックス体の製造方法を提供するものである。
本発明においては、熱緩衝部材として平板状のものを用い、前記成形体を挟持する位置に少なくとも2つの該熱緩衝部材を配置して焼成を開始することが好ましい。
また、本発明においては、成形体が、空所を挟んで対向する2つの薄肉部を備えるダイヤフラム構造を有し、熱緩衝部材を、2つの薄肉部を覆う位置に各々配置して焼成を開始することが好ましい。
ここで、本明細書において「熱緩衝部材」とは、薄肉部及び厚肉部が大気に開放された状態で焼成した場合に比べ、薄肉部及び厚肉部の任意の単位体積が任意の単位時間に受け取る熱量の差を低減する作用を有する部材を意味する。
もっとも、本発明において熱緩衝部材は、その単位面積当りの熱容量が、熱緩衝部材を配置する薄肉部の単位面積当りの熱容量以上のものを用いることが好ましい。
また、薄肉部と厚肉部との単位面積当りの熱容量差と、熱緩衝部材の単位面積当りの熱容量(Cb)との関係が、
0≦((Cb−Cs)/Cs)×100≦300 …1
であることが更に好ましい。なお、(Cs)、(Cb)は各々、以下の式により求められる値を意味する。
Cb=(ρb×db×tb) …2
(式2において、Cb:熱緩衝部材の単位面積当りの熱容量、ρb:熱緩衝部材の比熱、tb:熱緩衝部材厚さ、db:熱緩衝部材の密度)
Cs=(ρs×ds×(t2−t1)) …3
(式3において、Cs:薄肉部の単位面積当りの熱容量、ρs:成形体の比熱、t1:成形体の薄肉部厚さ、t2:成形体の厚肉部厚さ(但し、成形体が空所を挟んで対向する2つの薄肉部を持つ場合、t2は全厚さの半分とする)、ds:成形体の密度)
0≦((Cb−Cs)/Cs)×100≦300 …1
であることが更に好ましい。なお、(Cs)、(Cb)は各々、以下の式により求められる値を意味する。
Cb=(ρb×db×tb) …2
(式2において、Cb:熱緩衝部材の単位面積当りの熱容量、ρb:熱緩衝部材の比熱、tb:熱緩衝部材厚さ、db:熱緩衝部材の密度)
Cs=(ρs×ds×(t2−t1)) …3
(式3において、Cs:薄肉部の単位面積当りの熱容量、ρs:成形体の比熱、t1:成形体の薄肉部厚さ、t2:成形体の厚肉部厚さ(但し、成形体が空所を挟んで対向する2つの薄肉部を持つ場合、t2は全厚さの半分とする)、ds:成形体の密度)
また、本発明において、薄肉部と熱緩衝部材との間隔が熱緩衝部材の厚さ以下であることが好ましい。更に、この間隔が、厚肉部の厚さと薄肉部の厚さの差以下であることが好ましい。なお、本発明において、表面に凸部が形成された成形体又は熱緩衝部材を用い、該凸部が熱緩衝部材又は成形体と接触するように熱緩衝部材を配置することにより、薄肉部の少なくとも一部と熱緩衝部材とを非接触の状態としてもよい。この場合、凸部を形成する手段は、薄膜を形成させる手段であれば特に制限はないが、量産性の観点からするとスクリーン印刷法で形成するのが好ましい。
本発明においては、熱緩衝部材として、気孔率1〜70%の多孔質体で構成されるものを用いることが好ましい。
また、熱緩衝部材が成形体を加圧した状態で前記焼成を行うことも好ましい。また、薄肉部の上面が実質的に水平となるように成形体を配置し、薄肉部の上面に熱緩衝部材を配置することにより加圧することも好ましい。
上述のように当該熱緩衝部材に重し部材としての機能を兼備させてもよく、その場合には、熱緩衝部材上に配置されたスペーサーと、スペーサーを介して該熱緩衝部材の上方に配置された加重調節部材が存在する状態で焼成を開始すことが更に好ましい。この際、スペーサーが、焼成の開始から終了までの間、成形体、又はその成形体から焼成により形成されるセラミックス体、の上方に常に配置された状態とすることが更に好ましい。
このように成形体を加圧する加圧力は、単位体積当り1×10-4〜2×10-1g/mm3となる圧力であることが好ましい。また、熱緩衝部材として、厚さ0.3〜10.0mmのものを用いることができる。
また、前記熱緩衝部材の、前記成形体と接触する面の単位接触面積当りの算術平均粗さ(Ra)が、0.1≦Ra75≦10.0μmであることが好ましく、熱緩衝部材の熱伝導率が、前記薄肉部の熱伝導率よりも大きいことも好ましい。また、本発明における成形体は、凹部又は空所が1つのものであってもよく、凹部又は空所が2以上のものであってもよい。
また、本発明は、このような製造方法に好適な焼成用治具、即ち、多孔質セラミックスからなる熱緩衝部と、該熱緩衝部の一の面に配設されたスペーサーと、該スペーサーを介して、該熱緩衝部に対して非接触で配設される加重調節部とを備え、該熱緩衝部及び該加重調節部の間に空隙が保持されていることを特徴とする焼成用治具を提供するものである。
本発明の焼成用治具においては、熱緩衝部が、気孔率1〜70%の多孔質体で構成されているものが好ましく、熱緩衝部が、厚さ0.3〜10.0mmであるものが好ましい。
また、熱緩衝部の外面の少なくとも一部、即ち被焼成体と接触する面の単位接触面積当りの算術平均粗さ(Ra75)が、0.1≦Ra75≦10.0μmであることが好ましい。ここで、Ra75は、JIS’82に準拠した方法により、測定装置として、東京精密(株)SURFCOM480Aを用い、触針の先端半径5μm、先端角度60°材質ダイヤモンドとし、測定速度0.6mm/sec、カットオフ0.8mm、測定距離5mmの条件で得ることができる値である。
本発明によれば、ダイヤフラム構造を備えるセラミックス体において、その薄肉部の撓みが少ない所望形状のセラミックス体が得られる製造方法を提供することができる。また、ダイヤフラム構造を含む各種形状のセラミックス体を焼成する際に、被焼成体に対し、適切なる加重を付与しながら、焼成時に発生するガスの抜けが良好で、得られるセラミックス体の破損、変形が極めて少ない焼成用治具を提供することができる。
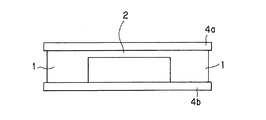
以下、本発明の実施の形態を具体的に説明する。但し、本発明は、以下の記載に限定されて解釈されるものではなく、本発明の範囲を逸脱しない限りにおいて、当業者の知識に基づいて、種々の変更、修正、改良を加え得るものである。図1は、本発明の一の実施の形態を模式的に示す断面図である。
図1に示すように、本発明のセラミックス体の製造方法は、厚肉部1と板状の薄肉部2とを備え、薄肉部2と厚肉部1とにより凹部又は空所が形成されるように厚肉部1と薄肉部2が配置されたダイヤフラム構造を含む成形体3を焼成する工程を含み、薄肉部2に、好ましくは薄肉部の一の面全体、更に好ましくは薄肉部及び厚肉部で構成される一の面全体を、熱緩衝部材4が接触した状態で覆う位置に熱緩衝部材4を配置して焼成を行うものである。あるいは、熱緩衝部材4が薄肉部2の一部又は全部と非接触の状態で薄肉部2の一面全体、好ましくは薄肉部及び厚肉部で構成される一の面全体を覆う位置に熱緩衝部材4を配置して焼成を行うものである。なお、図1には、2つの厚肉部1とその間に配置された薄肉部2が示されているが、この厚肉部1は、各々独立したものでもよく、あるいは厚肉部1が例えばリング状になっており、図1において示された2つの厚肉部1がつながっているようなものでもよい。
これにより、薄肉部2の撓みが抑制された所望のダイヤフラム構造を有するセラミックス体が得られ、このようなセラミックス体は、薄肉部の撓みが抑制されることにより、例えば、HDD素子のように挟みこむ構造(例えば特開2001−320099号公報に記載されているような構造)を有し、高精度を要する部品として適用可能となり、圧電/電歪膜型素子等の電子部品に適用した際に所望の性能を発揮させることができる。ここで、特開2001−320099号公報の記載は、本願明細書の記載に含めるものとする。
ここで、図面を用いて、本発明の製造方法の基本原理について説明する。図9は、厚肉部1間に板状の一の薄肉部2が支持され、薄肉部2の下方に凹部6を有するダイヤフラム構造の成形体を、薄肉部が直接大気に開放された状態で焼成する場合の成形体の挙動を示す説明図であり、図2は、同じダイヤフラム構造の成形体を、薄肉部に緩衝部材を接触させて焼成する場合(本発明の製造方法)の成形体の挙動を示す説明図である。
なお、各図で、矢印は、薄肉部及び厚肉部において主要な焼成収縮が起こっている状態を示し、斜線で示す領域は、焼結がほぼ完了し、セラミックス化した部位を示す。
図9に示すように、薄肉部2と厚肉部1とを有するダイヤフラム構造の成形体3を、薄肉部2及び厚肉部1の何れも大気雰囲気に開放された状態で焼成した場合には、その厚みの差に起因して薄肉部2の焼結が先に完了する。そして、厚肉部1は、薄肉部2の焼結がほぼ終了してその大部分がセラミックス化した後も、まだ焼結の途上にある。このため、既に剛性の高い薄肉部2(斜線で示す)は、厚肉部1の収縮により応力がかかり、空所側Aか、もしくはその反対側Bに撓んだ状態で最終的な焼結が終了する。
これに対して、図2に示すようにして、同じダイヤフラム構造の成形体3を、薄肉部2に熱緩衝部材4を接触させて焼成した場合には、焼成雰囲気の熱が熱緩衝部材4を介して薄肉部2及び厚肉部1に伝わり、薄肉部2及び厚肉部1へ伝わる単位時間当りの熱量は大気から直接伝達される場合に比べ小さくなる。このため、当該熱緩衝部材4の熱容量を調整することで、薄肉部2の焼結の進行を、厚肉部1の焼結の進行に近づけることができ、更に熱緩衝部材の存在により伝達される熱量の局所的な偏重が抑制され、薄肉部2の撓みが抑制されたダイヤフラム構造のセラミックス体を得ることができる。
なお、熱緩衝部材4が薄肉部2に直接接触しなくてもこのような効果を得ることができる。これは、薄肉部2と熱緩衝部材4とが非接触であっても、放射によって熱緩衝部材4から薄肉部2へ熱エネルギーが伝わるためである。即ち、熱緩衝部材4が、薄肉部2の少なくとも一部と非接触の状態で薄肉部2を覆うように熱緩衝部材4を配置することによっても薄肉部2の焼結の進行を、厚肉部1の焼結の進行に近づけることができる。しかし、あまりに間隔が広くなると薄肉部2と熱緩衝部材4の間を空気が流れるため薄肉部表面や熱緩衝部材表面から熱エネルギーを損失してしまい、本発明の効果が十分に発揮されない。従って、熱緩衝部材4と薄肉部2との間隔は、0(即ち、接触状態)から熱緩衝部材の厚さ以下の範囲内であることが好ましく、0から熱緩衝部材の厚さの半分以下の範囲内であることが更に好ましい。また、熱緩衝部材4と薄肉部2との間隔が、厚肉部1と薄肉部2との厚さの差、即ち凹部6の厚さより大きいと、薄肉部2と凹部6を挟んで対向する位置に存在する物体の影響が、熱緩衝部材4の効果よりも大きくなる場合がある。従って、熱緩衝部材4と薄肉部2との間隔は厚肉部1と薄肉部2との厚さの差よりも小さいことが好ましい。
薄肉部2と非接触の状態で薄肉部2を覆う位置に熱緩衝部材4を配置する具体的な方法として、成形体3の一部の表面、好ましくは外周部の表面に凸部を設け、この凸部と接触した状態で薄肉部2を覆うように熱緩衝部4を配置する方法が挙げられる。即ち、凸部をスペーサーとして、薄肉部2と熱緩衝部材との間に所定の間隔を設ける方法が挙げられる。この場合、この凸部の高さがこの間隔に対応するようになる。熱緩衝部材4と薄肉部2との間隔が上述の好ましい範囲となるように凸部を設ける好ましい方法として、スクリーン印刷などの印刷により成形体に薄膜を形成して凸部とする方法が挙げられる。なお、凸部は、熱緩衝部材4に設けても同様の効果が得られる。また、成形体表面の外周部分を囲むように凸部を設けた場合は、空気の流れをほぼ遮断することができ、熱エネルギーの損失を抑制できるためよりよい。
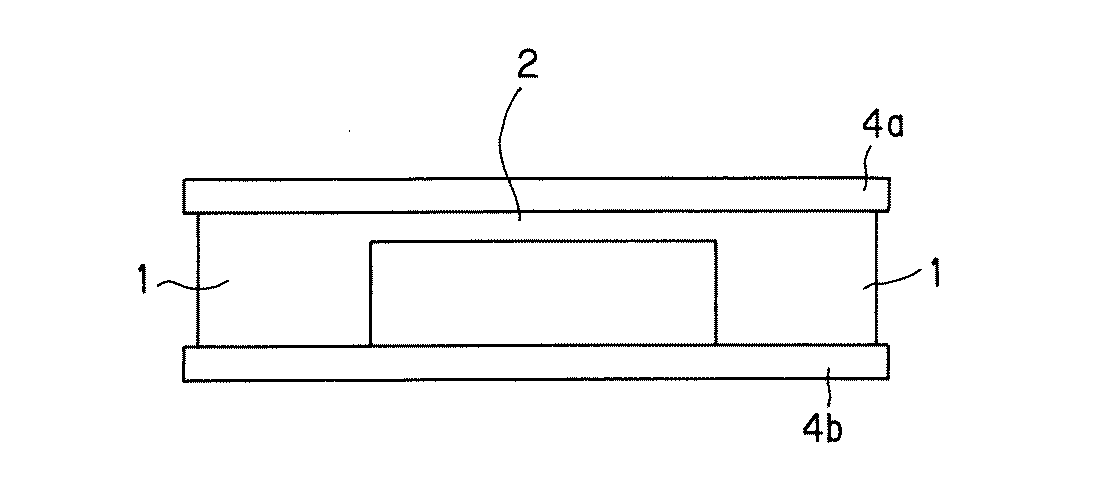
図3は、空所8を挟んで対向する2つの薄肉部2a、2bを備えるダイヤフラム構造を有する成形体を、両方の薄肉部に緩衝部材4a、4bを接触又は非常に近接した非接触の状態として焼成する場合の成形体の挙動を示す説明図である。(以下において、「直接接触」と記載しない限り、「接触」とは一部接触及び非常に近接した非接触の状態も含むものとする)
本発明において、図3に示すように、熱緩衝部材4a、4bを、各薄肉部2a、2bに各々接触させた状態で焼成を開始することが好ましい。
成形体が2つの薄肉部2a、2bを有する場合には、図3に示すようにして、ダイヤフラム構造の成形体3を、両方の薄肉部2a、2bに緩衝部材4a、4bを接触させて焼成することにより、大気等の焼成雰囲気から、各薄肉部2a、2bへ伝達される単位時間当りの熱量が同様に小さくなり、各薄肉部2a、2bの焼結の進行を、厚肉部1の焼結の進行に近づかせることができるとともに、各薄肉部2a、2b間においても、焼結をほぼ同時に進行させることができる。また、両方の薄肉部に伝達される熱量の局所的な偏重が抑制される。このため、何れの薄肉部2a、2bについても、撓みが抑制されたダイヤフラム構造のセラミックス体を得ることができる。図3に示す形態においても、熱緩衝部材4a又は4bと薄肉部2b又は2aとの間隔が各々大きすぎると本発明の効果が小さくなりすぎる場合があるため、この間隔は0(即ち、接触状態)から熱緩衝部材4a又は4bの厚さ以下の範囲内であることが好ましく、0から熱緩衝部材4a又は4bの厚さの半分以下の範囲内であることが更に好ましい。更に、この間隔が、厚肉部1の厚さと薄肉部2a及び2bの合計の厚さとの差、即ち空所8の厚さより大きいと、例えば、熱緩衝部材4aの薄肉部2bに対する効果よりも、空所8を挟んで対向する薄肉部2aや熱緩衝部材4bの薄肉部2bに対する影響の方が大きくなる場合がある。従って、熱緩衝部材4a又は4bと薄肉部2b又は2aとの各々の間隔は、厚肉部1の厚さと薄肉部2a及び2bの合計の厚さとの差よりも小さいことが好ましい。
薄肉部2と厚肉部1の焼結完了時間の差を効果的に減少させるには、接触対象となる薄肉部2及び厚肉部1と同じかそれ以上の単位面積当りの熱容量を有する熱緩衝部材4を用いることが好ましい。熱容量が大きいものは熱緩衝部材に接する薄肉部の面に、任意の時期に、中でも焼成初期に、供給するエネルギー密度を小さくし、温度分布を狭くできるからである。
更には、式3で求められる薄肉部と厚肉部との単位面積当りの熱容量差(Cs)と式2で求められる熱緩衝部材の単位面積当りの熱容量(Cb)との関係が、
0≦((Cb−Cs)/Cs)×100≦300 …1
であることが好ましい。
Cb=(ρb×db×tb) …2
(式2において、Cb:熱緩衝部材の単位面積当りの熱容量、ρb:熱緩衝部材の比熱、tb:熱緩衝部材厚さ、db:熱緩衝部材の密度)
Cs=(ρs×ds×(t2−t1)) …3
(式3において、Cs:薄肉部の単位面積当りの熱容量、ρs:成形体の比熱、t1:成形体の薄肉部厚さ、t2:成形体の厚肉部厚さ、ds:成形体の密度)
0≦((Cb−Cs)/Cs)×100≦300 …1
であることが好ましい。
Cb=(ρb×db×tb) …2
(式2において、Cb:熱緩衝部材の単位面積当りの熱容量、ρb:熱緩衝部材の比熱、tb:熱緩衝部材厚さ、db:熱緩衝部材の密度)
Cs=(ρs×ds×(t2−t1)) …3
(式3において、Cs:薄肉部の単位面積当りの熱容量、ρs:成形体の比熱、t1:成形体の薄肉部厚さ、t2:成形体の厚肉部厚さ、ds:成形体の密度)
また、本発明における熱緩衝部材4は、厚さを厚くすることで、単位面積当りの熱容量を大きくしてもよいが、厚さによらず材料の特性によって調製することが好ましい。
材料の特性によって調製することにより、成形体に加わる過度な加重を回避することができ、成形体3と熱緩衝部材4間の摩擦抵抗を低減するため、成形体3の焼成収縮の際に生じる寸法精度の歪を抑制することができる。また、後述するように熱緩衝部材が多孔質の場合には、この厚さを薄くすることにより、より脱脂が容易となる。
具体的には、接触対象となる薄肉部を構成する材料より、比熱が大きな材料からなる熱緩衝部材を用いることが好ましく、例えば、表1に示すような材料の特性に基づいて、成形体の特性との関係から適宜選択することができる。例えば薄肉部及び厚肉部を構成する材料が、ジルコニアであれば、アルミナ、スピネル、マグネシア、ベリリア等からなる材料を用いることができ、薄肉部を構成する材料が、アルミナであれば、マグネシア、ベリリア等からなる材料を用いることができる。
また、本発明における熱緩衝部材4は、薄肉部2に更に均一に熱を伝えることが可能となる点で、熱伝導率が、薄肉部の熱伝導率よりも大きい熱緩衝部材が好ましく、熱伝導率が2.0(W/m・K)以上の材料からなる熱緩衝部材4が更に好ましい。
また、このような材料としては、例えば、アルミナ、スピネル、マグネシア、ベリリア等を挙げることができる。
また、本発明における熱緩衝部材4は、焼成時に薄肉部2に均一に熱を伝え、成形体3の焼成ムラを抑制できる点で、図1に示すように、少なくとも、薄肉部2の外表面F1を含んで接触するものが好ましいが、薄肉部2及び厚肉部1で構成される一の外表面F2を含んで接触するものが更に好ましい。また、焼成時において成形体の薄肉部の撓みを低減するとともに成形体全体の変形をも抑制するためには、図4に示すように、熱緩衝部材として平板状のものを用い、少なくとも当該熱緩衝部材4a、4bの何れかと薄肉部2とを接触させながら、2つの熱緩衝部材4a、4bで成形体3を挟持した状態とすることが最も好ましい。
また、熱緩衝部材が成形体を加圧した状態で前記焼成を行うことがセラミックス体全体の反りやうねりを抑制する点で好ましい。加圧する方法に特に制限はないが、例えば図1等に示すように、薄肉部2の上面が実質的に水平となるように成形体を配置し、薄肉部2の上面に前記熱緩衝部材を配置することにより加圧することが好ましい。ここで、実質的に水平とは、薄肉部の上面に配置された熱緩衝部材が自然落下しない程度に水平であることを意味し、薄肉部の上面が水平面に対して5°以内となる程度に水平であることが好ましい。
また、図3に示すように、成形体が、空所8を挟んで対向する2つの薄肉部2a、2bを備えるダイヤフラム構造を有する場合には、この2つの薄肉部の面が水平となるように成形体を配置し、この成形体全体を上下から挟持するように2つの熱緩衝部材4a、4bを配置することも好ましい。
これにより、薄肉部2a、2bと厚肉部1との間、更には2つの薄肉部2aと2bとの間においても、焼結完了時間の較差を低減することができ、焼成時における薄肉部の撓みを低減することができる。また、2つの熱緩衝部材4a、4bにより、成形体3を、成形体上下面全体で挟持することで、当該薄肉部における撓みの低減に加え、成形体全体の反りやうねりといった変形をも抑制することができる。なお、薄肉部と熱緩衝部材が非接触の場合でも、直接接触する凸部に均等に圧力を加えることにより成形体全体の反りやうねりといった変形を抑制することができる。
成形体を加圧する際の加圧力は、小さすぎると十分な効果が得られずに反り等が発生し、大きすぎると平面方向の焼成収縮に影響を及ぼして、平面方向の寸法歪みが発生したり、場合によっては成形体が割れてしまう。適切な加重量は成形体の体積に関係し、単位体積当り1×10-4〜2×10-1g/mm3が好ましく、更に2×10-4〜1×10-1g/mm3が好ましく、特に単位体積当り1×10-3〜1×10-1g/mm3の加重量となる圧力であることが好ましい。
本発明において図1等に示す熱緩衝部材4は、成形体焼成時に、成形体中の有機成分が焼失して発生するガスを容易に外部へ解放でき、ガスの蓄積によるセラミックス体の破損を防止できるものが好ましい。具体的には、多孔質体で構成される熱緩衝部材を用いることが好ましく、更には、気孔率が1〜70%の多孔質体で構成されるものが好ましく、気孔率が1〜50%、特に1〜25%の多孔質体で構成されるものが更に好ましい。また、同様の点で、厚さが0.3〜10.0mmの熱緩衝部材4が好ましく、厚さが0.5〜5.0mmの熱緩衝部材4が更に好ましい。
また、熱緩衝部材4による圧力の調整は、単に熱緩衝部材の肉厚化によらず、図5(a)、(b)に示すように、多孔質セラミックスからなる熱緩衝部(熱緩衝部材4)と、その面に配設されたスペーサー21と、これを介して、熱緩衝部(又は熱緩衝部材4)に対して非接触で配設される加重調節部(又は加重調節部材22)とを備え、熱緩衝部(又は熱緩衝部材4)及び加重調節部(又は加重調節部材22)間に空隙23が保持されている焼成用治具25を用い、当該焼成用治具25を、少なくとも、成形体上面に配設することが好ましい。
このような焼成用治具25を成形体上面に配設すると、加重調節部(又は加重調節部材22)の厚さ等を変更することにより成形体3に付加する加重を調整できるとともに、熱緩衝部(又は熱緩衝部材4)及び加重調節部(又は加重調節部材22)間に存する空隙23により、焼成時に薄肉部2a、2bから発生してくるガスの解放が確保される。また、スペーサー21の位置に特に制限はないが、スペーサーを配置することによる単位面積当りの熱容量の変化の影響を少なくするため、図5(a)、(b)に示すように、スペーサーを厚肉部上に配置することが好ましく、薄肉部から離れた位置に配置することが更に好ましい。薄肉部が複数ある場合には、薄肉部から実質的に等距離になるようにスペーサーを配置することも好ましい。
なお、当該焼成用治具25を用いる場合には、熱緩衝部(又は熱緩衝部材4)の寸法を成形体3への加重の観点から制限する必要はない。従って、加重調節部(又は加重調節部材22)の厚さ等を調製しながら、熱緩衝部(又は熱緩衝部材4)を薄肉化又は高気孔率化することで、成形体に対する所望の加重を確保し、且つ焼成時に薄肉部2から発生してくるガスを、より確実に外部へ開放することができる。また、当該焼成用治具25は、成形体3の下方に位置する薄肉部2aに用いることも有用である。この場合、成形体3の薄肉部2が、直接、セッター等の積載面と接することがなく、焼成時に薄肉部2から発生してくるガスの解放ルートが空隙23により確保されることとなる。この場合には、加重調節部(又は加重調節部材22)は、加重を調整する機能は有しないため、熱緩衝部(又は熱緩衝部材4)とスペーサーがあればこの効果を得ることができる。更に、当該焼成用治具25は、本発明の製造方法のみならず、シート状のセラミックス体、又は当該シート状のセラミックス体の積層体等、他の形状のセラミックス体を焼成する際にも、同様の効果を奏する。ここで、熱緩衝部(又は熱緩衝部材4)は、気孔率1〜70、更に1〜50%、特に1〜25%の多孔質体であることが好ましく、また、厚さが0.3〜10mmであることが好ましく、0.5〜5mmであることが好ましい。
また、スペーサーが、焼成の開始から終了までの間、成形体又はセラミックス体の上方に常に配置された状態とすることが好ましい。薄肉部が大きな板の場合に、板の周辺と中心部に荷重が均等にかかるようにし、それにより薄肉部の変形を抑えることができ、またこれにより成形体を確実に加圧することが可能となる。また、薄肉部と熱緩衝部が非接触の場合にも、直接接触する凸部に加重が均等にかかるようにすることにより薄肉部を含む成形体の変形を抑えることができる。焼成前にはスペーサーが成形体の上方に配置され、加重調節部が成形体を十分に加圧している状態であっても、収縮により成形体又は成形体から形成されるセラミックス体の上方の位置からスペーサーがずれてしまうと焼結中に加圧状態が変化し、スムーズな収縮を阻害する場合もあり、図5(a)、(b)に示すように常にスペーサーが成形体又はセラミックス体の垂直上方に存在することにより良好な製品寸法精度のセラミックス体を得ることができる。
本発明において図1等に示す熱緩衝部材4としては、成形体3と熱緩衝部材4とが少なくとも一部で直接接触する場合において、成形体3と熱緩衝部材4間での摩擦抵抗を低減して、成形体3をできるだけ均等に焼成収縮させるために、成形体3との接触面、好ましくは熱緩衝部材の一面全体の算術平均粗さ(Ra75)が、0.1≦Ra75≦10.0μmであることが好ましく、更に0.1≦Ra75≦6.0μm、特に0.1≦Ra75≦3.0μmであることが好ましい。なお、本発明の焼成治具において、熱緩衝部と加重調節部とスペーサーとは一体化していてもよく、分解可能であってもよい。
本発明において、当該ダイヤフラム構造を備える成形体3は、例えばドクターブレード法、リバースロールコーター法、カレンダーロール法、鋳込み成形法、ホットプレス法、射出成形法、又は押出し成形法等により作製することができる。中でも、ドクターブレード法により作製された成形体は、精度がよく、薄い薄肉部2を有することができるため好ましい。
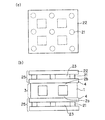
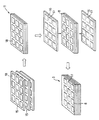
また、ドクターブレード法等のシート成形方法により成形された成形体を用いる場合には、図6及び図8に示すように、各成形方法で得た各グリーンシート15を、切断、打ち抜き等により、最終的な凹部6又は空所8に相当する大きさの貫通孔18を少なくとも1以上設けた後、積層して積層体11を作製し、この積層体11の貫通孔18が開口する上下面の少なくとも1の面に、薄肉部2を構成させるためのグリーンシート16を積層することにより、厚肉部1間に板状の薄肉部2が支持され、薄肉部2の下方又は上方に凹部6又は空所8のあるダイヤフラム構造を備える成形体3を得ることができる。なお、同様の方法で、凹部又は空所を1つのみ有する成形体を作製することもでき、図8に示すように複数の凹部又は空所を有する成形体を作製することもできる。また、複数の凹部又は空所を有する成形体の場合、異なる形状の凹部又は空所を有する成形体とすることもできる。即ち、本発明は、ダイヤフラム構造を1つのみ有する成形体の焼成に適用することもでき、同一又は異なるダイヤフラム構造を複数有する成形体の焼成に適用することもできる。そして、複数のダイヤフラム構造を有する成形体を焼成した場合には、その後複数の焼成体に分割することもできる。なお、図8に示すように、複数の凹部又は空所を有する成形体を作製した場合には、この成形体の厚肉部の一部または全部にスクリーン印刷等により薄膜層を形成して凸部とし、薄肉部と非接触の状態で薄肉部を覆うように熱緩衝部材を配置することができる。また、凸部は成形体の外周を一周するように設けることが好ましい。
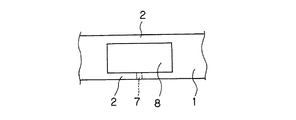
勿論、図7に示すような、厚肉部1間に、対向する2つの薄肉部2が空所8を挟んで支持されているダイヤフラム構造(図7に示すように、少なくとも何れか一方の薄肉部2に空所と外部とを連通する小径の連通孔7を有するものを含む。)とする場合には、図8に示すように、上記と同様にして積層体11を作製した後、積層体11の貫通孔18が開口する上下面に、薄肉部2を構成させる2つのグリーンシート16を積層すればよい。また、図8に示す形態において、空所8が密閉空間となることを避けるため、グリーンシート16の薄肉部を構成する部分に空所8と連通する細隙17を形成することも好ましい。この細隙17は、空所の端部と連通するように形成することが好ましい。即ち、積層体11の貫通孔18を囲む4辺の1辺に対応する位置に沿ってグリーンシート16に細隙17を形成することが好ましい。なお、図8に示すグリーンシート16にある点線は積層体11の貫通孔18が接する位置を示したものである。
本発明においては、成形体3の原料についても特に制限はなく、例えば、安定化酸化ジルコニウム、部分安定化酸化ジルコニウム、酸化アルミニウム、窒化アルミニウム、酸化マグネシウム、酸化チタン、スピネル、ムライト、窒化アルミニウム、窒化珪素、コージェライト化原料、窒化珪素、炭化珪素、及びガラスからなる群より選ばれる少なくとも1種を主成分とするセラミックス原料を挙げることができる。
また、本発明において成形体3の原料は、これらセラミックス原料に必要に応じて各種添加物を含有するものでもよく、例えば、バインダー、分散剤、可塑剤、造孔材、又は焼成助剤等を添加したものを挙げることができる。
また、バインダーとしては、例えば、ヒドロキシプロピルメチルセルロース、メチルセルロース、エチルセルロース、ヒドロキシエチルセルロース、カルボキシルメチルセルロース、ポリビニルブチラール、又はポリビニルアルコール等を挙げることができ、分散剤としては、例えば、ソルビタン脂肪酸エステル、エチレングリコール、デキストリン、脂肪酸石鹸、又はポリアルコール等を挙げることができる。また、可塑剤としては、例えば、フタル酸ジ−2−エチルヘキシルを挙げることができる。また、焼成助剤としては、例えば、アルミナ(Al2O3)、イットリア(Y2O3)、カルシア(CaO)、マグネシア(MgO)、又はセリア(CeO)等を挙げることができる。なお、これら各添加物は、目的に応じて1種単独又は2種以上組み合わせて用いることができる。
また、スラリー等の分散媒を含有する態様の原料を用いる場合には、上記セラミックス原料に、例えば、水、石油等の炭化水素系液状化合物、アルコール等の分散媒を混合すればよい。
本発明において成形体10の焼成温度は、成形体10の材料に応じて適切な温度を選択すればよく、例えば、成形体10が部分安定化酸化ジルコニウムを主成分とする場合であれば、1350〜1550℃が好ましく、1400〜1450℃がより好ましい。
また、本発明においては、必要に応じ、焼成後のセラミックス体に、ダイシング、ワイヤーカット等により切削加工を施し、所望の形状とするこができることは言うまでもない。
以上、詳しく述べた通り、本発明によれば、いわゆるダイヤフラム構造のセラミックス体であっても、薄肉部の変形が殆どないものを得ることができ、特に、厚肉部間に対向する2つの薄肉部が空所を挟んで支持されている構造の場合には、形状の対称性が保持されたセラミックス体を得ることができる。
また、1回の焼成によりうねりや反りのないセラミックス体を得ることができるため、消費エネルギーや製品コストの大幅な低減を実現することができる。加えて、一度変形したセラミックス体に対する矯正工程を要しないため、得られるセラミックス体に残留応力が少なく、更には、再加熱によるセラミックス材料の粒成長が少ない。従って、得れらるセラミックス体の耐久性を大幅に向上することができる。
以下、本発明を、実施例により、更に具体的に説明するが、本発明はこれら実施例に何ら限定されるものではない。
(算術平均粗さ(Ra75)の測定方法)
(1)測定装置:東京精密(株)SURFCOM480A
触針 先端半径:5μm
先端角度:60°
材質:ダイヤモンド
(1)測定装置:東京精密(株)SURFCOM480A
触針 先端半径:5μm
先端角度:60°
材質:ダイヤモンド
(2)測定条件
粗さ測定(JIS ’82に準拠)
測定速度:0.6mm/sec
カットオフ:0.8mm
測定距離:5mm
粗さ測定(JIS ’82に準拠)
測定速度:0.6mm/sec
カットオフ:0.8mm
測定距離:5mm
(薄肉部の撓みの測定方法)
実施例及び比較例で得られたセラミックス体について上記装置を用いて、下記条件にて薄肉部の撓みを測定した。
断面形状測定
測定速度:0.6mm/sec
実施例及び比較例で得られたセラミックス体について上記装置を用いて、下記条件にて薄肉部の撓みを測定した。
断面形状測定
測定速度:0.6mm/sec
(実施例1)
まず、ドクターブレード法で、ジルコニア化原料を主成分とする厚さ150μmのグリーンシートを作製した後、そこから外形70×70mmの正方形に切り抜いたグリーンシート6枚を得た。これら6枚のグリーンシートに、それぞれ打ち抜き加工により2.3×2.3mmの四角形の貫通孔(空所に相当する。)を、3mmの間隔で10列10行の計100個形成した。次いで、これら四角形の貫通孔を複数有するグリーンシートを、同じくジルコニア化原料を主成分とする接着剤を介して積層した。
まず、ドクターブレード法で、ジルコニア化原料を主成分とする厚さ150μmのグリーンシートを作製した後、そこから外形70×70mmの正方形に切り抜いたグリーンシート6枚を得た。これら6枚のグリーンシートに、それぞれ打ち抜き加工により2.3×2.3mmの四角形の貫通孔(空所に相当する。)を、3mmの間隔で10列10行の計100個形成した。次いで、これら四角形の貫通孔を複数有するグリーンシートを、同じくジルコニア化原料を主成分とする接着剤を介して積層した。
次に、同様に、ドクターブレード法で、ジルコニア化原料を主成分とする70×70mm、厚さ60μmの1枚のグリーンシートを作製した。次いで、このグリーンシートを、先に作製した複数の貫通孔を有する積層体の上面に、ジルコニア化原料を主成分とする接着剤を介して積層し、成形体(薄肉部と厚肉部の単位面積当りの熱容量差:0.17J/℃/cm2、セラミックス化した時の熱伝導率:2.6W/m・K)を形成した。
次に、75×75mm、厚さ1mmで、アルミナ(単位面積当りの熱容量:0.36J/℃/cm2、熱伝導率:3.89W/m・K、気孔率:19%、表面粗さ(Ra75):1.0μm)からなる熱緩衝板を、成形体の上面全体(薄肉部の存する面で、薄肉部と厚肉部とで構成される面の全体)に接触させた状態で配置した。
最後に、熱緩衝板を薄肉部に接触させた状態で、上部にスペーサーを介して加重調節部材を配置し、成形体を、1400℃、2時間焼成してダイヤフラム構造のセラミックス体を製造した。このとき、熱緩衝板、スペーサー、及び加重調節部材による加重は60gであった。
(実施例2)
ジルコニア化原料を主成分とし、外形70×70mm、厚さ60μmであって、ダイヤフラム構造体の空所を囲む4辺のうち1辺にあたる部分に細隙を設けてあるグリーンシート、即ち図8におけるグリーンシート16に相当する形状のグリーンシートを、貫通孔を有する積層体の上面及び下面に積層し、2つの熱緩衝板で上下の薄肉部を挟むように、熱緩衝板を薄肉部に接触させたことを除いて、実施例1と同様の方法で、ダイヤフラム構造のセラミックス体を製造した。
ジルコニア化原料を主成分とし、外形70×70mm、厚さ60μmであって、ダイヤフラム構造体の空所を囲む4辺のうち1辺にあたる部分に細隙を設けてあるグリーンシート、即ち図8におけるグリーンシート16に相当する形状のグリーンシートを、貫通孔を有する積層体の上面及び下面に積層し、2つの熱緩衝板で上下の薄肉部を挟むように、熱緩衝板を薄肉部に接触させたことを除いて、実施例1と同様の方法で、ダイヤフラム構造のセラミックス体を製造した。
(比較例1)
実施例1と同様の成形体を作製し、熱緩衝板を用いずに、成形体の上面が、直接大気に触れる状態で1400℃、2時間焼成し、その後、1350℃、5時間の再加熱下で加重をかけることによりサンプル全体の反りやうねりを矯正した。他の条件等は実施例1と同様にして、ダイヤフラム構造のセラミックス体を製造した。
実施例1と同様の成形体を作製し、熱緩衝板を用いずに、成形体の上面が、直接大気に触れる状態で1400℃、2時間焼成し、その後、1350℃、5時間の再加熱下で加重をかけることによりサンプル全体の反りやうねりを矯正した。他の条件等は実施例1と同様にして、ダイヤフラム構造のセラミックス体を製造した。
(比較例2)
実施例2と同様の成形体を作製し、熱緩衝板を用いずに1400℃、2時間焼成し、その後、1350℃、5時間の再加熱下で加重をかけることによりサンプル全体の反りやうねりを矯正した。他の条件等は実施例2と同様にして、ダイヤフラム構造のセラミックス体を製造した。
実施例2と同様の成形体を作製し、熱緩衝板を用いずに1400℃、2時間焼成し、その後、1350℃、5時間の再加熱下で加重をかけることによりサンプル全体の反りやうねりを矯正した。他の条件等は実施例2と同様にして、ダイヤフラム構造のセラミックス体を製造した。
(評価結果)
薄肉部両端を結ぶ直線から空所側への薄肉部の変形の最深点までの距離を薄肉部の撓みとし、その測定結果を表2に示す。表2に示すように、薄肉部の撓みは、比較例1では10.1μmあったが、実施例1では3.1μmであって、本発明がこの撓みを減少させるために効果的であることが証明された。実施例2のサンプルは、上側の薄肉部の撓みが2.9μm、下側の薄肉部の撓みが2.0μmであり、上下の薄肉部の良好な対称性が保たれたセラミックス体となった。一方比較例2のサンプルは、上側の薄肉部の撓みが9.8μm、下側の薄肉部の撓みが4.0μmであり、上下の薄肉部の対称性が損なわれたセラミックス体となった。
薄肉部両端を結ぶ直線から空所側への薄肉部の変形の最深点までの距離を薄肉部の撓みとし、その測定結果を表2に示す。表2に示すように、薄肉部の撓みは、比較例1では10.1μmあったが、実施例1では3.1μmであって、本発明がこの撓みを減少させるために効果的であることが証明された。実施例2のサンプルは、上側の薄肉部の撓みが2.9μm、下側の薄肉部の撓みが2.0μmであり、上下の薄肉部の良好な対称性が保たれたセラミックス体となった。一方比較例2のサンプルは、上側の薄肉部の撓みが9.8μm、下側の薄肉部の撓みが4.0μmであり、上下の薄肉部の対称性が損なわれたセラミックス体となった。
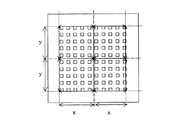
実施例1及び2のサンプル全体の反りはなく、比較例1及び2と同等で、厚肉部外表面の最も高い部分と最も低い部分の高低差により定義される成形体の反り量は15μm以下の良好な状態であった。また、図10に示す各サンプルの平面方向の寸法の測定も行い、その結果を表3に示した。実施例1及び2のサンプルの平面方向の寸法精度は全く損なわれることなく、従来方法で作製された比較例1及び2と同等の高精度なサンプルが得られた。
更に実施例1及び2のサンプルは、焼成後の再加熱が不要となったため、機械的に優れたサンプルが得られた。勿論、コスト、及び時間の削減になった。
以上説明してきたように、本発明の製造方法は、圧電/電歪膜型素子等に適用されるダイヤフラム構造を有するセラミックス体の製造に好適に適用することができる。また、本発明の治具は、このようなセラミックス体の製造に好適に使用することができる。
1…厚肉部、2(2a、2b、2c、2d)…薄肉部、3…成形体、4(4a、4b)…熱緩衝部材、6…凹部、7…連通孔、8…空所、10…セラミックス体、11…積層体、15、16…グリーンシート、17…細隙、18…貫通孔、21…スペーサー、22…加重調節部材、23…空隙、25…焼成用治具。
Claims (20)
- 厚肉部と板状の薄肉部とを備え、該薄肉部と該厚肉部とにより凹部又は空所が形成されるように該厚肉部と該薄肉部が配置されたダイヤフラム構造を有する成形体を焼成する工程を含むセラミックス体の製造方法であって、
該成形体の該薄肉部と接触又は非接触の状態で該薄肉部を覆う位置に熱緩衝部材を配置して焼成を開始することを含むセラミックス体の製造方法。 - 前記熱緩衝部材として平板状のものを用い、前記成形体を挟持する位置に少なくとも2つの該熱緩衝部材を配置して焼成を開始する請求項1に記載のセラミックス体の製造方法。
- 前記成形体が、前記空所を挟んで対向する2つの前記薄肉部を備えるダイヤフラム構造を有し、前記熱緩衝部材を、該2つの薄肉部を覆う位置に各々配置して前記焼成を開始する請求項1又は2に記載のセラミックス体の製造方法。
- 前記熱緩衝部材として、該熱緩衝部材を配置する前記薄肉部と同一又はそれ以上の単位面積当りの熱容量を有するものを用いる請求項1〜3の何れか一項に記載のセラミックス体の製造方法。
- 前記薄肉部と前記厚肉部との単位面積当りの熱容量差(Cs)と、前記熱緩衝部材の単位面積当りの熱容量(Cb)との関係が、
0≦((Cb−Cs)/Cs)×100≦300
である請求項1〜4の何れか一項に記載のセラミックス体の製造方法。 - 前記薄肉部と前記熱緩衝部材との隙間が、前記熱緩衝部材の厚さ以下で、且つ、厚肉部の厚さと薄肉部の厚さの差以下である請求項1〜5の何れか一項に記載のセラミックス体の製造方法。
- 表面に凸部が形成された成形体又は熱緩衝部材を用い、該凸部が熱緩衝部材又は成形体と接触するように熱緩衝部材を配置することにより、薄肉部の少なくとも一部と熱緩衝部材とを非接触の状態とする請求項1〜6の何れか一項に記載のセラミックス体の製造方法。
- 前記熱緩衝部材が、気孔率1〜70%の多孔質体である請求項1〜7の何れか一項に記載のセラミックス体の製造方法。
- 前記熱緩衝部材が前記成形体を加圧した状態で前記焼成を開始する請求項1〜8の何れか一項に記載のセラミックス体の製造方法。
- 前記薄肉部の上面が実質的に水平となるように前記成形体を配置し、該薄肉部の上面に前記熱緩衝部材を配置することにより加圧する請求項9に記載のセラミックス体の製造方法。
- 前記熱緩衝部材上に配置されたスペーサーと、該スペーサーを介して該熱緩衝部材の上方に配置された加重調節部材が存在する状態で焼成を開始する請求項10に記載のセラミックス体の製造方法。
- 前記スペーサーが、焼成の開始から終了までの間、成形体又はセラミックス体の上方に常に配置された状態とする請求項11に記載のセラミックス体の製造方法。
- 前記加圧力が、単位体積当り1×10-4〜2×10-1g/mm3となる圧力である請求項9〜12の何れか一項に記載のセラミックス体の製造方法。
- 前記熱緩衝部材として、厚さ0.3〜10.0mmのものを用いる請求項1〜13の何れか一項に記載のセラミックス体の製造方法。
- 前記熱緩衝部材の、前記成形体と接触する部分の単位面積当りの算術平均粗さ(Ra75)が、0.1≦Ra75≦10.0μmである請求項1〜14の何れか一項に記載のセラミックス体の製造方法。
- 前記熱緩衝部材の熱伝導率が、前記薄肉部の熱伝導率よりも大きい請求項1〜15の何れか一項に記載のセラミックス体の製造方法。
- 多孔質セラミックスからなる熱緩衝部と、該熱緩衝部の一の面に配置されたスペーサーと、該スペーサーを介して、該熱緩衝部に対して非接触で配置された加重調節部とを備え、該熱緩衝部及び該加重調節部の間に空隙が保持されていることを特徴とする焼成用治具。
- 前記熱緩衝部が、気孔率1〜70%の多孔質体である請求項17に記載の焼成用治具。
- 前記熱緩衝部が、厚さ0.3〜10.0mmである請求項17又は18に記載の焼成用治具。
- 前記熱緩衝部の外面の少なくとも一部の単位面積当りの算術平均粗さ(Ra75)が0.1≦Ra75≦10.0μmである請求項17〜19の何れか一項に記載の焼成用治具。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004376473A JP2005225748A (ja) | 2004-01-13 | 2004-12-27 | セラミックス体の製造方法、及び焼成用治具 |
| US11/031,954 US20050206050A1 (en) | 2004-01-13 | 2005-01-07 | Method of manufacturing ceramic body and firing jig |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004005592 | 2004-01-13 | ||
| JP2004376473A JP2005225748A (ja) | 2004-01-13 | 2004-12-27 | セラミックス体の製造方法、及び焼成用治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005225748A true JP2005225748A (ja) | 2005-08-25 |
Family
ID=34985405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004376473A Withdrawn JP2005225748A (ja) | 2004-01-13 | 2004-12-27 | セラミックス体の製造方法、及び焼成用治具 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20050206050A1 (ja) |
| JP (1) | JP2005225748A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011122743A (ja) * | 2009-12-08 | 2011-06-23 | Murata Mfg Co Ltd | 焼成用さや |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004263888A (ja) * | 2003-02-17 | 2004-09-24 | Mitsui Mining & Smelting Co Ltd | 焼成用セッター |
| US9240544B2 (en) | 2010-05-26 | 2016-01-19 | Ngk Insulators, Ltd. | Method of manufacturing piezoelectric element |
| EP2847143B1 (en) * | 2012-05-11 | 2020-08-12 | Keranor AS | Method for the fabrication of green ceramic tapes |
| KR102752202B1 (ko) * | 2019-09-20 | 2025-01-14 | 오씨아이 주식회사 | 질화규소 기판의 제조 방법 |
-
2004
- 2004-12-27 JP JP2004376473A patent/JP2005225748A/ja not_active Withdrawn
-
2005
- 2005-01-07 US US11/031,954 patent/US20050206050A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011122743A (ja) * | 2009-12-08 | 2011-06-23 | Murata Mfg Co Ltd | 焼成用さや |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050206050A1 (en) | 2005-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113916002A (zh) | 片状陶瓷覆压烧结装置及其使用方法 | |
| JP2005225748A (ja) | セラミックス体の製造方法、及び焼成用治具 | |
| JP4460325B2 (ja) | 天体望遠鏡用ミラー | |
| KR102407421B1 (ko) | 소성 지그 | |
| JP2008050222A (ja) | セラミックス薄板体 | |
| JP2830796B2 (ja) | 燃料電池の固体電解質膜用大版セラミックスシート | |
| JP4421910B2 (ja) | 熱処理用トレー及びそれを用いたセラミック製品の製造方法 | |
| JP2014529526A (ja) | セラミック体を作製する改良された方法 | |
| US6348115B1 (en) | Method for producing a ceramic diaphragm structure | |
| JP4445429B2 (ja) | セラミック基板の製造方法 | |
| JP4358777B2 (ja) | ジルコニアセッター及びセラミック基板の製造方法 | |
| JP6679560B2 (ja) | 焼成用セッター | |
| JPH07240217A (ja) | 電解質基板及び平板型セルの製造方法 | |
| JP4432341B2 (ja) | セラミック板の焼成方法 | |
| JP4012871B2 (ja) | セラミック板の焼成方法 | |
| JP2013140695A (ja) | 燃料電池用ジルコニア系電解質シートの製造方法 | |
| JPH059393B2 (ja) | ||
| JP2007001860A (ja) | 多孔質セラミック薄板および該薄板を用いたセラミックシートの製法 | |
| JPS63295480A (ja) | セラミックシ−トの製造方法 | |
| JP2001114577A (ja) | 多孔質セラミック薄板および該薄板を用いたセラミックシートの製法 | |
| JP4161618B2 (ja) | 積層型セラミック焼成体の製造方法 | |
| JPH11228237A (ja) | 焼成用セッター | |
| JP2013075798A (ja) | セラミックシートの製造方法 | |
| JPH1095664A (ja) | セラミックスシート用原料粉末 | |
| JP5742293B2 (ja) | セッター及びセラミック電子部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20080304 |