JP2006080296A - ダイシング装置 - Google Patents
ダイシング装置 Download PDFInfo
- Publication number
- JP2006080296A JP2006080296A JP2004262662A JP2004262662A JP2006080296A JP 2006080296 A JP2006080296 A JP 2006080296A JP 2004262662 A JP2004262662 A JP 2004262662A JP 2004262662 A JP2004262662 A JP 2004262662A JP 2006080296 A JP2006080296 A JP 2006080296A
- Authority
- JP
- Japan
- Prior art keywords
- blade
- cutting water
- cutting
- injection
- injection member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 68
- 238000002347 injection Methods 0.000 claims abstract description 62
- 239000007924 injection Substances 0.000 claims abstract description 62
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 53
- 239000000243 solution Substances 0.000 abstract 1
- 238000003754 machining Methods 0.000 description 9
- 238000001816 cooling Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000006061 abrasive grain Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images

Landscapes
- Dicing (AREA)
Abstract
【課題】
回転中のブレードへ供給する切削水による負荷を低減した噴射部材が設けられたダイシング装置を提供することを目的とする。
【解決手段】
ブレードを挟んでブレードの側面近傍に設けられた一対の切削水供給用の噴射部材4、噴射部材5に、切削点におけるブレード7の回転方向に向かって切削水を噴射する複数の切削水噴射口4A、4A・・、5A、5A・・を平行に並べて形成した。これにより、回転中のブレード7への切削水による負荷が小さくなる。
【選択図】図2
回転中のブレードへ供給する切削水による負荷を低減した噴射部材が設けられたダイシング装置を提供することを目的とする。
【解決手段】
ブレードを挟んでブレードの側面近傍に設けられた一対の切削水供給用の噴射部材4、噴射部材5に、切削点におけるブレード7の回転方向に向かって切削水を噴射する複数の切削水噴射口4A、4A・・、5A、5A・・を平行に並べて形成した。これにより、回転中のブレード7への切削水による負荷が小さくなる。
【選択図】図2
Description
本発明はダイシング装置に関するもので、特にブレードへ切削水を効果的に供給する噴射部材を設けたダイシング装置に関するものである。
半導体装置や電子部品が形成されたウェーハ等のワークを個々のチップに分割するダイシング装置には、少なくともスピンドルによって高速に回転されるブレードと、ワークを載置するワークテーブルと、ワークテーブルとブレードとの相対的位置を変化させるX、Y、Z、θの各移動軸とが設けられており、これらの各移動軸の動作によってワークに対して溝入れや切断加工を施す。
そして加工時には、ワークから研削屑等の汚染物(コンタミ又はコンタミネーションと呼ばれる)が発生すると共に、ブレードとワークとの間で摩擦熱が発生するため、ワーク面上や加工点付近、ブレードなどに対して潤滑、冷却、洗浄を目的として切削水を供給していた。その中でも特にブレードを冷却する際には、ブレード側面に設けられ、回転面に対して真横から垂直に切削水を噴射する噴射部材や、切削点近傍に設けられ、ブレード外周部からブレードの回転中心に向かって切削水を供給する噴射部材を設けることが行われてきた(例えば、特許文献1、2参照。)。
特開2002−319553号公報
特開平7−299748号公報
しかし、前述の特許文献1、2に記載されたような噴射部材を使用した場合、切削水をブレード真横やブレードの回転方向に対して逆らうように当てることになるため、ブレードに負荷がかかり、ブレードが振動して加工品質に影響が出る問題があった。
本発明はこのような問題に対してなされたもので、ダイシング装置において、回転中のブレードへの切削水による負荷を低減した噴射部材が設けられたダイシング装置を提供することを目的とする。
本発明は前記目的を達成するために、請求項1に記載の発明は、スピンドルにより高速に回転されるブレードと、ワークを載置して前記ブレードと相対的な運動を行うワークテーブルとを有し、前記ブレードによりワークの溝加工や切断を行うダイシング装置において、前記ブレードを挟んでブレードの両側面に設けられ、切削点近傍に切削水を供給する一対の噴射部材を有し、前記噴射部材には夫々複数の切削水噴射口が水平に並んで設けられ、前記複数の切削水噴射口は、切削点におけるブレード回転方向に向けてブレード面へ斜めに切削水を噴射するように開口されていることを特徴としている。
請求項1の発明によれば、切削点におけるブレード回転方向に向けてブレード面へ斜めに切削水を噴射するので、ブレードの回転に逆らうことなく切削水が供給される。このため、回転中のブレードへの切削水による負荷が減り、ブレードの振動を抑えることができるので加工品質を向上させる。また、回転中のブレードへの切削水による負荷が減ることで、スピンドルの回転負荷も減り、スピンドルの消費電力を抑える効果もある。
請求項2に記載の発明は、スピンドルにより高速に回転されるブレードと、ワークを載置して前記ブレードと相対的な運動を行うワークテーブルとを有し、前記ブレードによりワークの溝加工や切断を行うダイシング装置において、前記ブレードを含む面内で切削点の近傍に切削水供給用の噴射部材を有し、前記噴射部材の先端が前記ブレード外周の接線方向にあわせて斜めに形成されていることを特徴としている。
請求項2の発明によれば、先端がブレード外周の接線方向に合わせて斜めに形成された噴射部材を切削点近傍に設けるので、ブレードの回転方向に向けて切削水を噴射することができ、回転中のブレードの切削水による負荷を軽減する。
請求項3に記載の発明は、請求項1又は請求項2の発明に発明において、前記噴射部材には、切削水の噴射位置を調整する噴射位置調整機構が設けられていることを特徴としている。
請求項3の発明によれば、ブレードに噴射される切削水の位置を調整することが可能となり、ブレードのサイズにあわせて噴射位置を変えることができる。
以上説明したように本発明のダイシング装置によれば、ブレードの回転に対して逆らわずに切削水が供給されるため、回転中のブレードへの切削水による負荷が減り、ブレードの振動を抑えることができるので加工品質を向上させることが可能となる。
以下添付図面に従って本発明に係るダイシング装置について好ましい実施の形態について詳説する。尚、各図において同一部材には同一の番号または記号を付している。
最初に、ダイシング装置の構成について説明する。図1は、本発明に係るダイシング装置の外観を表す斜視図である。ダイシング装置10は、図1に示すように、加工部20、操作・表示部11、撮像手段12、モニターテレビ13、表示灯14、コントローラ15等から構成されている。
加工部20では、高周波モータ内臓のエアーベアリングで支持されたスピンドルの先端に回転刃であるブレードが取付けられ、30,000rpm〜60,000rpmの高速で回転されると共に、図のZ方向の切り込み送りとY方向のインデックス送りとがなされる。また、加工されるワークを載置するワークテーブルが、θ回転されると共にX方向に研削送りされる。
ワークを加工するブレードは、ダイヤモンド砥粒やCBN砥粒をニッケルで電着した電着ブレードや、金属粉末を混入した樹脂で結合したメタルレジンボンドのブレード等が用いられる。また、ブレードの寸法は、加工内容によって種々選択されるが、通常の半導体ウエーハをダイシングする時は直径50mm、厚さ30μm前後のものが用いられる。
ワークの表面を撮像したり、ワークテーブル上面の傷を撮像したりする撮像手段12は、顕微鏡とCCDカメラとからなり、撮像された画像はモニターテレビ13に写し出される。操作・表示部11には、ダイシング装置10の各操作を行うスイッチや表示装置が組込まれている。
表示灯14は、ダイシング装置10の動作中、動作終了、異常警報を表示するもので、離れた位置からでも認識できるように高い位置に設けられている。また、ダイシング装置10の各部の動作を制御するコントローラ15は、CPU、メモリ、入出力回路部、各種制御回路部、等からなり、ダイシング装置10の架台内部に組込まれている。
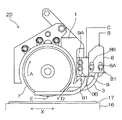
図2は、本発明に係るダイシング装置10の加工部20を示す正面図、図3は図2におけるスピンドル先端のブレード取付け部分の下視図である。ダイシング装置10には、先端にブレード(回転ブレード)7を取付けたスピンドル2が設けられている。ブレード7はフランジ6に挟み込まれ、フランジ6と共にスピンドル2へ固定され、図2における矢印A方向に向かって回転する。
フランジ6とブレード7との周りにはホイールカバー1が取付けられており、ブレード7により巻き上げられる切削水が周りに激しく飛び散るのを防止している。また、ホイールカバー1にはブロック8とブロック9とが取付けられ、ブロック8には噴射部材3が取付けられ、主に洗浄用を目的とした切削水Bが供給され、ブロック9には噴射部材4と噴射部材5とで構成される一対の噴射部材が取付けられており、主にブレードの冷却を目的とした切削水Cが供給されている。この噴射部材によりブレード7に向けて切削水を供給する。
噴射部材4と噴射部材5にはそれぞれ図2に示すブレード7の切削点Eにおける回転方向Aに向かうように斜め方向へ、切削水噴射口4A、4A・・・、切削水噴射口5A、5A・・・が複数設けられている。通常噴射口の数は3または4個程度で、更に多数設けられている場合もある。本実施形態の場合3個となっている。
噴射部材3は先端がブレード7の接線方向D(図2における矢印D方向)に合わせて斜めに形成されており、ブレード7を含む面内で、ブレード7の外周部に対してなるべく接近するように、且つ切削点Eの近傍に設けられている。
また、噴射部材3が取付けられているブロック8にはノズル位置調整機構81として、位置調整用固定ネジ8Aと長穴8Bが設けられている。同様に噴射部材4、及び噴射部材5が取付けられているブロック9にはノズル位置調整機構91として、位置調整用固定ネジ9Aと長穴9Bが設けられている。これにより、噴射部材3、噴射部材4及び噴射部材5は上下方向に位置調整が可能となり、ブレード7やフランジ6やワーク17等のサイズに合わせて位置調整することができる。
この構成により、ブレード7の回転に逆らうことなく切削水が供給されるため、回転中のブレード7への切削水による負荷が減り、ブレード7の振動を抑えることができるので加工品質を向上させる。また、回転中のブレード7への切削水による負荷が減ることで、スピンドルの回転負荷も減り、スピンドルの消費電力を抑える効果もある。
次に、発明に係るダイシング装置10の作用について説明する。まず、ワークテーブル16にワーク17を吸着載置する。吸着載置後は図1の撮像手段12を使用してワーク17上の基準となる印やワーク17の周縁部等を観察し、加工位置の調整を行う。加工位置調整が完了した後、加工動作を開始する。
加工動作が開始されると、ブレード7はスピンドル2によって高速に回転される。さらに、噴射部材3、噴射部材4及び噴射部材5へ切削水B及び切削水Cの供給が開始され、各噴射部材からブレード7に向けて切削水を噴射する。
このとき、噴射部材4、及び噴射部材5の切削水噴射口4A、4A・・、5A、5A・・はブレード7の回転方向に向かって切削水を噴射するので、前記加工動作中に噴射される切削水はブレード7に与える負荷が小さい。
また、噴射部材3はブレード7の接線方向に向かって先端が加工されているので、回転方向に沿って切削水を噴射することができるため、同じようにブレード7に与える切削水の負荷を小さくできる。
よって、ブレード7の振動発生を抑えることが可能となり、加工品質を向上させ、スピンドル2の回転負荷も減り消費電力の低減の効果も得られる。
そして、ブレード7が高速に回転し、各噴射部材から切削水が供給され始めると、スピンドル2は最初に加工を行う位置までY方向にインデックス送りされると共に、Z方向へ切り込み送りされる。それに合わせてワークテーブル16はX方向へ加工送りされ、ワークテーブル16上のワーク17に1ライン加工される。
1ラインの加工が終わるとスピンドル2はY方向にインデックス送りされ2ライン目を加工する。これを繰り返し、その方向にあるすべてのラインの加工が終了するとワークテーブル16はθ方向に回転し、次の方向へ向きを変える。通常ワークは賽の目状に加工される為、回転角度は90度が一般的である。すべての方向にあるラインの加工が終了すると加工終了となり、洗浄、乾燥等を行って加工動作は終了する。
なお、前述した実施の形態において、噴射部材4及び噴射部材5と、噴射部材3とを両方供えた形態で説明したが、どちらか片方のみの使用でも構わない。また、噴射部材4と噴射部材5は噴射口をブレード7の回転方向へ向けた複数の小型の噴射部材を並べて形成することでも可能である。
以上説明したように、本発明によれば、ブレードの回転に逆らうことなく切削水が供給されるため、回転中のブレードへの切削水による負荷が減り、ブレードの振動を抑えることができるので加工品質を向上させることができる。また、回転中のブレードへの切削水による負荷が減ることで、スピンドルの回転負荷も減り、スピンドルの消費電力を抑える効果もある
1…ホイールカバー
2…スピンドル
3、4、5…噴射部材
4A、5A…切削水噴射口
6…フランジ
7…ブレード
8A、9A…調整ネジ
8B、9B…長穴
10…ダイシング装置
15…コントローラ
16…ワークテーブル
17…ワーク
20…加工部
81、91…噴射位置調整機構
A…ブレード回転方向
B、C…洗浄水
D…ブレード接線方向
E…切削点
2…スピンドル
3、4、5…噴射部材
4A、5A…切削水噴射口
6…フランジ
7…ブレード
8A、9A…調整ネジ
8B、9B…長穴
10…ダイシング装置
15…コントローラ
16…ワークテーブル
17…ワーク
20…加工部
81、91…噴射位置調整機構
A…ブレード回転方向
B、C…洗浄水
D…ブレード接線方向
E…切削点
Claims (3)
- スピンドルにより高速に回転されるブレードと、ワークを載置して前記ブレードと相対的な運動を行うワークテーブルとを有し、前記ブレードによりワークの溝加工や切断を行うダイシング装置において、
前記ブレードを挟んでブレードの両側面に設けられ、切削点近傍に切削水を供給する一対の噴射部材を有し、
前記噴射部材には夫々複数の切削水噴射口が水平に並んで設けられ、前記複数の切削水噴射口は、切削点におけるブレード回転方向に向けてブレード面へ斜めに切削水を噴射するように開口されていることを特徴とするダイシング装置。 - スピンドルにより高速に回転されるブレードと、ワークを載置して前記ブレードと相対的な運動を行うワークテーブルとを有し、前記ブレードによりワークの溝加工や切断を行うダイシング装置において、
前記ブレードを含む面内で切削点の近傍に切削水供給用の噴射部材を有し、
前記噴射部材の先端が前記ブレード外周の接線方向にあわせて斜めに形成されていることを特徴とするダイシング装置。 - 前記噴射部材には、切削水の噴射位置を調整する噴射位置調整機構が設けられていることを特徴とする請求項1又は請求項2に記載のダイシング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004262662A JP2006080296A (ja) | 2004-09-09 | 2004-09-09 | ダイシング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004262662A JP2006080296A (ja) | 2004-09-09 | 2004-09-09 | ダイシング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006080296A true JP2006080296A (ja) | 2006-03-23 |
Family
ID=36159510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004262662A Pending JP2006080296A (ja) | 2004-09-09 | 2004-09-09 | ダイシング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006080296A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008004365A1 (en) * | 2006-07-07 | 2008-01-10 | Tokyo Seimitsu Co., Ltd. | Dicing apparatus and dicing method |
| JP2011212815A (ja) * | 2010-04-01 | 2011-10-27 | Disco Corp | ノズル調整治具 |
| JP2013091118A (ja) * | 2011-10-24 | 2013-05-16 | Disco Corp | ブレードカバー装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0529453A (ja) * | 1991-07-17 | 1993-02-05 | Sony Corp | ダイシング装置 |
| JPH0817765A (ja) * | 1994-07-01 | 1996-01-19 | Sony Corp | 半導体ウエハ用ダイシング装置 |
| JP2002224929A (ja) * | 2001-01-30 | 2002-08-13 | Takemoto Denki Seisakusho:Kk | 板状被加工物の切削装置 |
| JP2005057160A (ja) * | 2003-08-07 | 2005-03-03 | Murata Mfg Co Ltd | ダイシング装置 |
-
2004
- 2004-09-09 JP JP2004262662A patent/JP2006080296A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0529453A (ja) * | 1991-07-17 | 1993-02-05 | Sony Corp | ダイシング装置 |
| JPH0817765A (ja) * | 1994-07-01 | 1996-01-19 | Sony Corp | 半導体ウエハ用ダイシング装置 |
| JP2002224929A (ja) * | 2001-01-30 | 2002-08-13 | Takemoto Denki Seisakusho:Kk | 板状被加工物の切削装置 |
| JP2005057160A (ja) * | 2003-08-07 | 2005-03-03 | Murata Mfg Co Ltd | ダイシング装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008004365A1 (en) * | 2006-07-07 | 2008-01-10 | Tokyo Seimitsu Co., Ltd. | Dicing apparatus and dicing method |
| JP2011212815A (ja) * | 2010-04-01 | 2011-10-27 | Disco Corp | ノズル調整治具 |
| JP2013091118A (ja) * | 2011-10-24 | 2013-05-16 | Disco Corp | ブレードカバー装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3765265B2 (ja) | ダイシング装置 | |
| JP5717571B2 (ja) | 切削装置 | |
| US8116893B2 (en) | Dicing method | |
| KR20170008672A (ko) | 드레서 툴 및 이 드레서 툴을 사용한 절삭 블레이드의 선단 형상 성형 방법 | |
| JP2019055446A (ja) | 切削ブレードの装着機構 | |
| JP3968636B2 (ja) | ダイシングマシンの洗浄装置 | |
| JP2019055445A (ja) | 切削ブレードの装着機構 | |
| JP2013202740A (ja) | 切削装置 | |
| JP6246566B2 (ja) | ドレス方法 | |
| JP2009130173A (ja) | ダイシング装置 | |
| JP2006080296A (ja) | ダイシング装置 | |
| KR102881881B1 (ko) | SiC 기판의 절삭 방법 | |
| JP5875331B2 (ja) | 切削装置 | |
| JP2013144324A (ja) | 切削装置 | |
| JP2020183017A (ja) | スピンドルユニット | |
| JP2015005543A (ja) | パッケージ基板の加工方法及び該加工方法の実施に使用する切削装置 | |
| JP2010042453A (ja) | ダイシング装置及びブレード先端形状形成方法 | |
| JP2004288961A (ja) | ダイシング方法 | |
| JP2003318134A (ja) | ダイシング装置及びダイシング方法 | |
| JP4595458B2 (ja) | ダイシング装置 | |
| JP2006073828A (ja) | ダイシング装置 | |
| JP6145384B2 (ja) | ダイシング装置 | |
| JP2009126006A (ja) | ワークの切削加工方法 | |
| JP5635807B2 (ja) | 切削加工装置 | |
| JPWO2009028365A1 (ja) | ダイシング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20061222 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091116 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20100422 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20100810 Free format text: JAPANESE INTERMEDIATE CODE: A02 |