JP2006192536A - 表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション - Google Patents
表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション Download PDFInfo
- Publication number
- JP2006192536A JP2006192536A JP2005007627A JP2005007627A JP2006192536A JP 2006192536 A JP2006192536 A JP 2006192536A JP 2005007627 A JP2005007627 A JP 2005007627A JP 2005007627 A JP2005007627 A JP 2005007627A JP 2006192536 A JP2006192536 A JP 2006192536A
- Authority
- JP
- Japan
- Prior art keywords
- water jet
- surface finishing
- dimple
- fine
- fine particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/08—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for polishing surfaces, e.g. smoothing a surface by making use of liquid-borne abrasives
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supporting Of Heads In Record-Carrier Devices (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
【課題】 ワークの立体的な表面の鏡面状の表面仕上げを可能とする。
【解決手段】 ディンプル・ダイ11の凹面に、ウォーター・ジェット9の噴流を噴射するジェット・ノズル3と、ウォーター・ジェット9により凹面に衝突させる微細粒を供給する微細粒供給管5とからなり、ウォーター・ジェット9により凹面に微細粒を衝突させて鏡面状に表面仕上げを行ない、このときディンプル・ダイ11を可動支持して凹面全体にウォーター・ジェット9を当て、噴流は、噴射速度を200m/sec〜1000m/secの範囲とし、微細粒は、粒径を6nm〜100nmの範囲としたことを特徴とする。
【選択図】 図1
【解決手段】 ディンプル・ダイ11の凹面に、ウォーター・ジェット9の噴流を噴射するジェット・ノズル3と、ウォーター・ジェット9により凹面に衝突させる微細粒を供給する微細粒供給管5とからなり、ウォーター・ジェット9により凹面に微細粒を衝突させて鏡面状に表面仕上げを行ない、このときディンプル・ダイ11を可動支持して凹面全体にウォーター・ジェット9を当て、噴流は、噴射速度を200m/sec〜1000m/secの範囲とし、微細粒は、粒径を6nm〜100nmの範囲としたことを特徴とする。
【選択図】 図1
Description
本発明は、コンピュータ等の情報処理装置に内蔵されるディスク装置のヘッド・サスペンションのディンプルをプレス加工するディンプル・ダイの表面仕上げを行う表面仕上げ装置及び方法、表面仕上げしたディンプル・ダイ、表面仕上げしたディンプル・ダイによりプレス加工したヘッド・サスペンションに関する。
ハード・ディスクを用いる磁気ディスク駆動装置(HDD)のヘッドは、高速で回転するハード・ディスク上をスライダが僅かに浮上した状態となり、スライダに内蔵されたトランスジューサを介してハード・ディスクに対するデータの書き込み、読み取りを行う。このためスライダは、ヘッド・サスペンションによって支持され、ハード・ディスクから浮上可能となっている。
このヘッド・サスペンションは、フレキシャ先端のタングにスライダが支持され、スライダに負荷を与えつつ可動支持するディンプルがロード・ビームに設けられている。このディンプルは、ロード・ビームにプレス成形により表面球面状に形成され、ヘッド・サスペンションが浮上した状態でスライダがディンプルに支持され、この状態でディスク回転時にスライダの揺動が許容され、ハード・ディスクに対する円滑な動作を行わせることができる。
従って、ディンプルの球状の表面は、精度を極めて高くしなければならないという要求がある。
ここで、前記ディンプルのプレス加工には、球面状の加工用の凹面を有するディンプル・ダイを用いて行われ、ディンプル・ダイの凹面は、放電加工により形成されている。放電加工による凹面には、低融点化合物の付着やマイクロ・クラック(Micro Crack)の発生があり、表面粗度が、凹凸の振幅に関する中心線平均あらさでRa=300〜400nmと極めて荒く、その改善が望まれていた。
これに対し、従来の液体ホーニングやドライ・ホーにングの技術を用いて表面仕上げをすることもできる。液体ホーニング処理は、粒径8μm程度の研磨剤を流水と共に30〜60m/s程度で噴射して表面仕上げを行う。ドライ・ホーニングは、粒径6μm程度の研磨剤をエアと共に噴射して表面仕上げを行う。
しかし、液体ホーニングでは、使用可能な粒径が8μm程度であり、これ以下の粒径になると研磨剤が水溶液中で凝縮してしまい、結果的に粒径が大きくなるという問題がある。ドライ・ホーニングでは、研磨剤が空気中に浮遊し、良好な作業環境の維持が困難となる。
解決しようとする問題点は、ワークの立体的な表面の鏡面状の表面仕上げに限界がある点である。
本発明は、立体的な表面の鏡面状の表面仕上げを可能とするため、ワークの立体的な表面に、ウォーター・ジェットを噴射するウォーター・ジェット供給部と、前記ウォーター・ジェットにより前記表面に衝突させる微細粒を供給する微細粒供給部とからなり、前記ウォーター・ジェットにより前記表面に前記微細粒を衝突させて鏡面状に表面仕上げを行うことを最も主要な特徴とする。
本発明の表面仕上げ装置は、ワークの立体的な表面に、ウォーター・ジェットを噴射するウォーター・ジェット供給部と、前記ウォーター・ジェットにより前記表面に衝突させる微細粒を供給する微細粒供給部とからなり、前記ウォーター・ジェットにより前記表面に前記微細粒を衝突させて鏡面状に表面仕上げを行うため、鏡面状の表面仕上げを確実に行わせることができる。
ワークの立体的な表面の鏡面状の表面仕上げを可能にするという目的を、ウォーター・ジェット及び水溶液中に分散した微細粒を用いることにより実現した。
[表面仕上げ装置]
図1は、本発明実施例1に係り、表面仕上げ装置の概略図である。
図1は、本発明実施例1に係り、表面仕上げ装置の概略図である。
図1のように、表面仕上げ装置1は、ジェット・ノズル3と、微細流供給管5と、ワーク・テーブル7とを備えている。
前記ジェット・ノズル3は、ウォーター・ジェット供給部を構成し、圧力水供給源に接続され、ワークの立体的な表面にウォーター・ジェット9を噴射する。ウォーター・ジェット9の噴射速度は、例えば200m/sec〜1000m/sec範囲で設定されている。
前記微細粒供給管5は、微細流供給部を構成し、微細粒を分散させた水溶液の供給源に接続されると共に、前記ジェット・ノズル3に結合され、前記ウォーター・ジェット9に、予め微細粒を分散させた水溶液10を供給する。微細粒としては、例えば超微細ダイヤモンド(UDD「Ultra−Dispersed Diamonds」)が用いられ、粒径は、造粒可能な最小粒径として、例えば6nm〜100nmの範囲で設定されている。
前記ワーク・テーブル7は、ジェット・ノズル3の噴車軸Jに対し角度θだけ傾斜して設けられ、傾斜した回転軸Cを中心に回転駆動可能且つ回転軸Cの平行方向へ移動可能となっている。ワーク・テーブル7にワークとしてのディンプル・ダイ11を支持することができる。この支持により、ワークであるディンプル・ダイ11を可動支持し、ディンプル・ダイ11の立体的な表面である加工用の凹面全体にウォーター・ジェット9を当てることを可能としている。
[ディンプル・ダイ]
図2〜図5は、ディンプル・ダイに係り、図2は、断面図、図3は、平面図、図4は、要部拡大平面図、図5は、要部拡大断面図である。
[ディンプル・ダイ]
図2〜図5は、ディンプル・ダイに係り、図2は、断面図、図3は、平面図、図4は、要部拡大平面図、図5は、要部拡大断面図である。
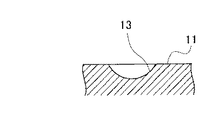
図2〜図5のように、ワークとしてのディンプル・ダイ11は、円柱形状に形成され、中央に加工用の凹面13を有している。凹面13は、加工するディンプルの大きさに対応している。
[表面仕上げ]
図2〜図5で示すディンプル・ダイ11は、凹面13を放電加工により形成する。この放電加工の状態では、凹面13に、低融点化合物の付着やマイクロ・クラックの発生があり、表面粗度が、凹凸の振幅に関する中心線平均あらさでRa=300〜400nmと極めて荒くなっている。
[表面仕上げ]
図2〜図5で示すディンプル・ダイ11は、凹面13を放電加工により形成する。この放電加工の状態では、凹面13に、低融点化合物の付着やマイクロ・クラックの発生があり、表面粗度が、凹凸の振幅に関する中心線平均あらさでRa=300〜400nmと極めて荒くなっている。
次いで、図1の表面仕上げ装置1により、ディンプル・ダイ11の凹面13に、ウォーター・ジェット9により微細粒を衝突させて鏡面状の表面仕上げを行う。
図1において、ワーク・テーブル7に、放電加工後のディンプル・ダイ11を心合わせをして支持する。
前記ジェット・ノズル3からウォーター・ジェット9を噴射しつつ、ワーク・テーブル7を回転軸Cを中心に回転させつつS方向へ往復平行移動させる。
前記ウォーター・ジェット9の噴射により微細粒を分散させた水溶液10がエジェクト作用により微細粒供給管5から吸い出され、ウォーター・ジェット9と共にワーク・テーブル7上のディンプル・ダイ11に噴射される。ワーク・テーブル7は、上記のように回転軸Cを中心に回転しつつS方向へ往復平行移動するから、前記噴射されたウォーター・ジェット9の噴流によりディンプル・ダイ11の凹面13全体に微細粒を衝突させることができる。
前記微細粒は、微細粒が4nm〜100nmの範囲の粒径であっても凝縮して粒径が増大するようなことが無いように作られたものを用いることで、水溶液に分散することができる。また、微細粒が超微細ダイヤモンドであり、微細粒の凝縮を確実に抑制することができる。従って、前記ディンプル・ダイ11の凹面13全体への微細粒の衝突を確実に行わせることができる。
このような微細粒の衝突により、ディンプル・ダイ11の凹面13を鏡面状の表面仕上げとすることができる。凹面13の表面粗度は、例えば、Ra=30nmである。
[ヘッド・サスペンション]
図6〜図8は、前記鏡面状の凹面13を有するディンプル・ダイ11によりディンプルをプレス成形したヘッド・サスペンションに係り、図6は、ヘッド・サスペンションの平面図、図7は、同要部拡大平面図、図8は、図7のSA−SA矢視における要部断面図である。
[ヘッド・サスペンション]
図6〜図8は、前記鏡面状の凹面13を有するディンプル・ダイ11によりディンプルをプレス成形したヘッド・サスペンションに係り、図6は、ヘッド・サスペンションの平面図、図7は、同要部拡大平面図、図8は、図7のSA−SA矢視における要部断面図である。
図6〜図8のように、ヘッド・サスペンション15は、ロード・ビーム17と、ベース部19と、フレキシャ21とを備えている。
前記ロード・ビーム17は、ヘッド23に負荷荷重を与えるもので、剛体部25とばね部27とを備えている。前記剛体部25は、例えばステンレス鋼で形成され、その厚みは比較的厚く、例えば100μm程度に設定されている。
前記ばね部27は、前記剛体部25とは別体に形成されたもので、例えばばね性のある薄いステンレス鋼圧延板からなり、前記剛体部25よりもそのばね定数が低く、精度の高い低ばね定数を有している。ばね部27の板厚は例えば、t=40μm程度に設定されている。このばね部27は、その一端部が前記剛体部25の後端部にレーザ溶接などによって固着されている。前記ばね部27の他部には、補強プレート29が一体に設けられている。
前記ベース部19は、ベース・プレート31を有している。このベース・プレート31は前記補強プレート29に重ね合わされ、レーザ溶接などによって相互に固着されている。従って、ベース・プレート31が補強プレート29により補強されてベース部19が構成されている。このベース部19が、キャリッジのアームに取り付けられ、軸回りに回転駆動される。従って、ベース部19は、ロード・ビーム17を弾性支持するアーム側の構成となっている。
前記フレキシャ21は、ばね性を有する薄いステンレス鋼圧延板などの金属基板の表面に、電気絶縁層を介して導電配線33が形成され、レーザ溶接などによって剛体部25に固着されている。前記導電配線33の一端は、ヘッド23の書き込み、読み取り用の端子35に導通接続され、他端はベース部19側に延設されている。
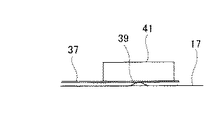
前記ヘッド23には、タング37が片持ち状に設けられている。タング37は、前記ロード・ビーム17側のディンプル39に当接している。ディンプル39の高さは、70μm程度であり、タング37がディンプル39に当接することでヘッド23の揺動自由度を保持している。このタング37に、図8で示す書き込み、読み取り用のスライダ41が装着されている。スライダ41には、前記端子35に対応した端子が備えられ、相互に導通接続されている。
前記ディンプル39は、前記ロード・ビーム17のエッチング等による形状形成後に前記鏡面状の凹面13を有するディンプル・ダイ11によりプレス成形されている。
従って、ヘッド・サスペンションが15が、ディスクの回転により浮上したとき、タング37及びスライダ41をディンプル39により揺動可能とする。前記ディンプル39は、鏡面状の凹面13を有するディンプル・ダイ11によりプレス成形されたことにより、ディンプル39の球状の表面を、極めて高い精度に形成することができた。このため、ディンプル39によりタング37を介してスライダ41に負荷を与えながら揺動可能に的確に支持することができる。このことより、ディスクに対しスライダ41による情報の書き込み、読み取りを正確に行わせることができ、且つ耐久性も向上することができる。
前記微細粒は、水溶液10に分散させた状態でウォーター・ジェット9の噴射により衝突させるから、微細粒が空気中に飛散することが無く、作業環境を良好に維持することができる。
以上、ディンプル・ダイ11の凹面13(ワークの立体的な表面)に、ウォーター・ジェット9の噴流を噴射するジェット・ノズル3(ウォーター・ジェット供給部)と、前記ウォーター・ジェット9により前記凹面13に衝突させる超微細ダイヤモンド(微細粒)を供給する微細粒供給管5(微細粒供給部)とからなり、前記ウォーター・ジェット9により前記凹面13に前記超微細ダイヤモンドを衝突させて鏡面状に表面仕上げを行うことができる。
前記微細粒供給管5は、前記ジェット・ノズル3(ウォーター・ジェット供給部)に連結され前記ウォーター・ジェット9に予め前記超微細ダイヤモンドを分散させた水溶液10を供給するため、ウォーター・ジェット9により水溶液10が容易に吸引され、微細粒が凝縮することなく前記凹面13に的確に衝突させることができる。
前記ディンプル・ダイ11(ワーク)を可動支持して凹面13全体に前記ウォーター・ジェット9を当てることを可能としたため、凹面13の鏡面状の表面仕上げを確実に行わせることができる。
前記微細粒は、粒径を4nm〜100nmの範囲としたため、凹面13の鏡面状の表面仕上げを確実に行わせることができる。
前記表面仕上げ装置1により、ハード・ディスク装置におけるヘッド・サスペンション15のディンプル39をプレス成形するディンプル・ダイ11の加工用の凹面13を鏡面状に表面仕上げを行ったため、ディンプル39のプレス成形を的確に行わせることができる。
前記ディンプル・ダイ11により前記ヘッド・サスペンション15のディンプル39をプレス加工したため、ディスクに対しスライダ41による情報の書き込み、読み取りを正確に行わせることができ、且つ耐久性も向上することができる。
図9は、本発明の実施例2に係り、表面仕上げ装置の概略図である。なお、基本的な構成は、実施例1と同様であり、同一又は対応する構成部分には同符号又は同符号にAを付して説明する。
図9のように、本実施例の表面仕上げ装置1Aは、微細粒供給部を、ウォーター・ジェット9周囲に微細粒を分散させた水溶液10Aを満たす容器5Aとした。
前記ウォーター・ジェット9により周囲の水溶液10Aが引き込まれ、微細粒を分散させた水溶液10Aが、ウォーター・ジェット9と共にワーク・テーブル7上のディンプル・ダイ11に噴射される。
従って、本実施例でも、実施例1と同様な作用効果を奏することができる。
また、本実施例では、水溶液10Aを容器5Aに溜めておくだけであり、構造が簡単である。
なお、上記各実施例では、微細粒として水溶液に分散させることができる超微細ダイヤモンドを用いたが、水溶液に分散させることが可能であれば、他の微細粒を用いることもできる。
本発明は、ディンプルの鏡面状の表面仕上げに限らず、他の立体的な面の鏡面状の表面仕上げにも適用することができる。
1,1A 表面仕上げ装置
3 ジェット・ノズル(ウォーター・ジェット供給部)
5 微細粒供給管(微細粒供給部)
5A 容器(微細粒供給部)
7 ワーク・テーブル
9 ウォーター・ジェット
10,10A 水溶液
11 ディンプル・ダイ(ワーク)
15 ヘッド・サスペンション
17 ロード・ビーム
21 フレキシャ
23 ヘッド
37 タング
39 ディンプル
41 スライダ
3 ジェット・ノズル(ウォーター・ジェット供給部)
5 微細粒供給管(微細粒供給部)
5A 容器(微細粒供給部)
7 ワーク・テーブル
9 ウォーター・ジェット
10,10A 水溶液
11 ディンプル・ダイ(ワーク)
15 ヘッド・サスペンション
17 ロード・ビーム
21 フレキシャ
23 ヘッド
37 タング
39 ディンプル
41 スライダ
Claims (9)
- ワークの立体的な表面に、ウォーター・ジェットを噴射するウォーター・ジェット供給部と、
前記ウォーター・ジェットにより前記表面に衝突させる微細粒を供給する微細粒供給部とからなり、
前記ウォーター・ジェットにより前記表面に前記微細粒を衝突させて鏡面状に表面仕上げを行う
ことを特徴とする表面仕上げ装置。 - 請求項1記載の表面仕上げ装置であって、
前記微細粒供給部は、前記ウォーター・ジェット供給部に連結され前記ウォーター・ジェットに、予め前記微細粒を分散させた水溶液を供給する微細粒供給管である
ことを特徴とする表面仕上げ装置。 - 請求項1記載の表面仕上げ装置であって、
前記微細粒供給部は、前記ウォーター・ジェット周囲に前記微細粒を分散させた水溶液を満たす容器である
ことを特徴とする表面仕上げ装置。 - 請求項1〜3の何れかに記載の表面仕上げ装置であって、
前記ワークを可動支持して前記立体的な表面全体に前記ウォーター・ジェットを当てることを可能とした
ことを特徴とする表面仕上げ装置。 - 請求項1〜4の何れかに記載の表面仕上げ装置であって、
前記微細粒は、粒径を4nm〜100nmの範囲とした
ことを特徴とする表面仕上げ装置。 - 請求項1〜5の何れかに記載の表面仕上げ装置によりハード・ディスク装置におけるヘッド・サスペンションのディンプルをプレス成形する加工用の凹面を鏡面状に表面仕上げを行った
ことを特徴とするディンプル・ダイ。 - 前記請求項6記載のディンプル・ダイにより前記ディンプルをプレス加工した
ことを特徴とするヘッド・サスペンション。 - ワークの立体的な表面に、ウォーター・ジェットにより微細粒を衝突させて鏡面状に表面仕上げを行う
ことを特徴とする表面仕上げ方法。 - 請求項1〜5の何れかに記載の表面仕上げ装置を備え、
前記ワークの立体的な表面に、前記ウォーター・ジェットにより微細粒を衝突させて鏡面状に表面仕上げを行う
ことを特徴とする表面仕上げ方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005007627A JP2006192536A (ja) | 2005-01-14 | 2005-01-14 | 表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション |
| US11/332,069 US20060160471A1 (en) | 2005-01-14 | 2006-01-13 | Surface finishing apparatus and method, dimple die, and head suspension |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005007627A JP2006192536A (ja) | 2005-01-14 | 2005-01-14 | 表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006192536A true JP2006192536A (ja) | 2006-07-27 |
Family
ID=36684573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005007627A Pending JP2006192536A (ja) | 2005-01-14 | 2005-01-14 | 表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20060160471A1 (ja) |
| JP (1) | JP2006192536A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8120879B2 (en) | 2007-10-03 | 2012-02-21 | Nhk Spring Co., Ltd. | Head suspension, load beam, method of manufacturing load beam, and method of processing work |
| US8125736B2 (en) | 2007-10-04 | 2012-02-28 | Nhk Spring Co., Ltd. | Head suspension, load beam, and method of manufacturing load beam |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104569482B (zh) * | 2014-12-31 | 2018-01-16 | 江苏大学 | 一种高速液体射流表面速度测量装置和方法 |
| CN107791154B (zh) * | 2017-09-28 | 2019-06-28 | 盐城市大丰三星机械有限公司 | 一种输电线路电力塔喷丸除锈机 |
| JP7247189B2 (ja) | 2017-12-05 | 2023-03-28 | ポストプロセス テクノロジーズ インク | 表面仕上げおよび支持材料除去のための方法および装置(deci duo) |
| US12325189B2 (en) | 2017-12-05 | 2025-06-10 | Postprocess Technologies, Inc. | Vision system and method for apparatus for support removal using directed atomized and semi-atomized fluid |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5778713A (en) * | 1997-05-13 | 1998-07-14 | Waterjet Technology, Inc. | Method and apparatus for ultra high pressure water jet peening |
| ATE528107T1 (de) * | 2000-12-21 | 2011-10-15 | Qed Technologies Int Inc | Strahloberflächenbearbeitung einer substratfläche |
| US6688947B2 (en) * | 2002-02-05 | 2004-02-10 | The Johns Hopkins University | Porous, lubricated nozzle for abrasive fluid suspension jet |
| US6981906B2 (en) * | 2003-06-23 | 2006-01-03 | Flow International Corporation | Methods and apparatus for milling grooves with abrasive fluidjets |
| JP4623710B2 (ja) * | 2003-09-05 | 2011-02-02 | 衛 光石 | 曲面加工方法 |
| US6905396B1 (en) * | 2003-11-20 | 2005-06-14 | Huffman Corporation | Method of removing a coating from a substrate |
-
2005
- 2005-01-14 JP JP2005007627A patent/JP2006192536A/ja active Pending
-
2006
- 2006-01-13 US US11/332,069 patent/US20060160471A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8120879B2 (en) | 2007-10-03 | 2012-02-21 | Nhk Spring Co., Ltd. | Head suspension, load beam, method of manufacturing load beam, and method of processing work |
| US8125736B2 (en) | 2007-10-04 | 2012-02-28 | Nhk Spring Co., Ltd. | Head suspension, load beam, and method of manufacturing load beam |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060160471A1 (en) | 2006-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH11511395A (ja) | 確定的マグネットレオロジー仕上げ装置 | |
| WO2002083363A1 (fr) | Dispositif et procede de meulage, programme de commande pour meulage commande par ordinateur, et support de stockage | |
| CN109773662A (zh) | 应用磨料水射流的工件内孔抛光装置 | |
| JP2006192536A (ja) | 表面仕上げ装置及び方法、ディンプル・ダイ、ヘッド・サスペンション | |
| JP2009269762A (ja) | ガラス素材およびその成形用金型ならびに磁気ディスク用ガラス基板の製造方法 | |
| JP2003048160A (ja) | 微細溝加工方法及びその装置 | |
| JP2017130249A (ja) | 磁気ディスク用ガラス基板、磁気ディスク、ガラス基板中間体、及び磁気ディスク用ガラス基板の製造方法 | |
| US6617542B2 (en) | Method of laser polishing surfaces on a head suspension assembly | |
| CN105171537A (zh) | 可抑制光学元件中频误差的超声振动抛光磨头装置 | |
| Qu et al. | Material removal rate prediction and surface quality study for ultrasonic vibration polishing of monocrystalline silicon | |
| US20050164613A1 (en) | Method of conditioning polishing pad for semiconductor wafer | |
| CN103894916A (zh) | 一种圆锥抛光装置 | |
| JPH08192348A (ja) | 研削研磨方法および装置 | |
| JP2007250174A (ja) | 化学機械研磨技法を用いてスライダ基板上にマイクロテクスチャを作製する方法及び装置 | |
| CN110370100A (zh) | 芬顿辅助复合杆微超声球体制备半球凹模阵列方法 | |
| JP6534506B2 (ja) | 基板の製造方法、多層反射膜付き基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び基板加工装置 | |
| JP3813737B2 (ja) | 球面創成加工装置及び球面創成加工方法 | |
| US8120879B2 (en) | Head suspension, load beam, method of manufacturing load beam, and method of processing work | |
| CN110370098A (zh) | 嵌入式球模复合磨粒研抛硅微凹模阵列方法 | |
| CN110860421A (zh) | 一种装饰装修用光触媒喷涂装置 | |
| CN103128673B (zh) | 硬脆材料的约束磨粒流抛光工具头 | |
| JP6407582B2 (ja) | 基板の製造方法、多層反射膜付き基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法、及び基板加工装置 | |
| US20090130957A1 (en) | System, method and apparatus for lapping workpieces with soluble abrasives | |
| JP6088534B2 (ja) | 情報記録媒体用ガラス基板の製造方法、情報記録媒体の製造方法、および、円盤状のガラス基板 | |
| JP3671250B2 (ja) | ダイヤモンド研削砥石及びそれのツルーイング装置 |