JP2006208043A - 圧力検出装置の製造方法 - Google Patents
圧力検出装置の製造方法 Download PDFInfo
- Publication number
- JP2006208043A JP2006208043A JP2005017053A JP2005017053A JP2006208043A JP 2006208043 A JP2006208043 A JP 2006208043A JP 2005017053 A JP2005017053 A JP 2005017053A JP 2005017053 A JP2005017053 A JP 2005017053A JP 2006208043 A JP2006208043 A JP 2006208043A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- diaphragm
- welding
- detection element
- load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
- G01L19/147—Details about the mounting of the sensor to support or covering means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/0061—Electrical connection means
- G01L19/0084—Electrical connection means to the outside of the housing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/06—Means for preventing overload or deleterious influence of the measured medium on the measuring device or vice versa
- G01L19/0627—Protection against aggressive medium in general
- G01L19/0645—Protection against aggressive medium in general using isolation membranes, specially adapted for protection
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
- G01L19/142—Multiple part housings
- G01L19/143—Two part housings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
- G01L19/148—Details about the circuit board integration, e.g. integrated with the diaphragm surface or encapsulation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L23/00—Devices or apparatus for measuring or indicating or recording rapid changes, such as oscillations, in the pressure of steam, gas, or liquid; Indicators for determining work or energy of steam, internal-combustion, or other fluid-pressure engines from the condition of the working fluid
- G01L23/08—Devices or apparatus for measuring or indicating or recording rapid changes, such as oscillations, in the pressure of steam, gas, or liquid; Indicators for determining work or energy of steam, internal-combustion, or other fluid-pressure engines from the condition of the working fluid operated electrically
- G01L23/18—Devices or apparatus for measuring or indicating or recording rapid changes, such as oscillations, in the pressure of steam, gas, or liquid; Indicators for determining work or energy of steam, internal-combustion, or other fluid-pressure engines from the condition of the working fluid operated electrically by resistance strain gauges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L9/00—Measuring steady of quasi-steady pressure of fluid or fluent solid material by electric or magnetic pressure-sensitive elements; Transmitting or indicating the displacement of mechanical pressure-sensitive elements, used to measure the steady or quasi-steady pressure of a fluid or fluent solid material, by electric or magnetic means
- G01L9/0082—Transmitting or indicating the displacement of capsules by electric, electromechanical, magnetic, or electromechanical means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49004—Electrical device making including measuring or testing of device or component part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49126—Assembling bases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49144—Assembling to base an electrical component, e.g., capacitor, etc. by metal fusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
- Y10T29/49771—Quantitative measuring or gauging
- Y10T29/49774—Quantitative measuring or gauging by vibratory or oscillatory movement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
- Y10T29/49771—Quantitative measuring or gauging
- Y10T29/49776—Pressure, force, or weight determining
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Measuring Fluid Pressure (AREA)
Abstract
【課題】 センシング部を有する第1の部材と、ダイアフラムを有する第2の部材との間に圧力伝達部材を介在させ、ダイアフラムから圧力伝達部材を介してセンシング部へ予荷重を与えた状態で、第1および第2の部材を接合してなる圧力検出装置の製造方法において、当該予荷重の設定を高精度に行えるようにする。
【解決手段】 印加された圧力に応じた電気信号を出力するセンシング部としての検出素子30を有する第1の部材1と、受圧用ダイアフラム15を有する第2の部材2との間に、圧力伝達部材17を介在させ、第1の部材1と第2の部材2とを接合してなる圧力検出装置100の製造方法において、受圧用ダイアフラム15から検出素子30へ与えられる荷重を、検出素子30からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決める。
【選択図】 図2
【解決手段】 印加された圧力に応じた電気信号を出力するセンシング部としての検出素子30を有する第1の部材1と、受圧用ダイアフラム15を有する第2の部材2との間に、圧力伝達部材17を介在させ、第1の部材1と第2の部材2とを接合してなる圧力検出装置100の製造方法において、受圧用ダイアフラム15から検出素子30へ与えられる荷重を、検出素子30からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決める。
【選択図】 図2
Description
本発明は、圧力検出用のセンシング部を有する第1の部材と、圧力を受圧するダイアフラムを有する第2の部材との間に、ダイアフラムからセンシング部へ圧力を伝達するための圧力伝達部材を介在させ、第1の部材と第2の部材とを接合してなる圧力検出装置の製造方法に関する。
従来より、この種の圧力検出装置としては、印加された圧力に応じた電気信号を出力する圧力検出用のセンシング部を有する第1の部材と、圧力を受圧する受圧用ダイアフラムを有する第2の部材と、受圧用ダイアフラムの受けた圧力をセンシング部へ伝達する圧力伝達部材とを備えたものが知られている。
ここで、従来のこの種の圧力検出装置においては、センシング部、圧力伝達部材および受圧用ダイアフラムの三部材は、別体の部材であり、これら三部材は、センシング部と受圧用ダイアフラムとにより圧力伝達部材を挟み付けるように互いに予荷重が印加された状態で接触している。
そして、この圧力検出装置においては、受圧用ダイアフラムが受けた圧力は、圧力伝達部材を介してセンシング部へ伝達される。そして、センシング部では、伝達され印加された圧力に応じたレベルの電気信号が出力される。それにより、この圧力検出装置においては、圧力の検出が可能となっている。
図5は、従来における一般的な圧力検出装置J100の要部構成を示す概略断面図である。このような圧力検出装置J100は、たとえば、燃焼圧センサとして適用することができる。
この圧力検出装置J100のハウジング10には、印加された圧力に応じた電気信号を出力するセンシング部としての検出素子30が設けられている。
この検出素子30は、たとえば、半導体チップなどからなり、印加された圧力によって自身が歪み、その歪みに基づいて検出圧力に応じた信号を出力する歪みゲージ機能を有するものにできる。
図5に示される例においては、この検出素子30は、一端側が開口部21であり、他端側が閉塞された薄肉状のダイアフラム22である中空筒状の金属ステム20に対して、この金属ステム20のダイアフラム22の外表面にガラス溶着などによって取り付けられている。
金属ステム20は、そのダイアフラム22側をハウジング10内に向けてハウジング10に挿入されており、金属ステム20とハウジング10とは、溶接または接着などにより接合され固定されている。
さらに、図5に示されるように、ハウジング10の先端部において、金属ステム20の開口部21には、金属製筒形状をなすメタルケース16が溶接により接合され、固定されている。
さらに、メタルケース16の先端部には、圧力を受圧する金属製円形板状の受圧用ダイアフラム15が設けられている。ここで、メタルケース16と受圧用ダイアフラム15とは溶接などにより接合され、固定されている。
それにより、受圧用ダイアフラム15と金属ステム20とはメタルケース16を介して、一体化されている。そして、この受圧用ダイアフラム15は、たとえば上記燃焼室に面して燃焼圧(筒内圧)を受け、歪み変形するものである。
また、金属ステム20の中空部およびメタルケース16の中空部により形成される空間内部には、たとえば金属やセラミックなどからなる圧力伝達部材17が設けられている。そして、受圧用ダイアフラム15と金属ステム20の感圧部としてのダイアフラム22との間に、圧力伝達部材17が介在した形となっている。
ここで、図5中の矢印に示されるように、圧力伝達部材17の一端部は、金属ステム20のダイアフラム22に対して荷重を与えた状態で接触しており、一方、圧力伝達部材17の他端部は、受圧用ダイアフラム15に対して荷重を与えた状態で接触している。そして、検出圧力は、受圧用ダイアフラム15から圧力伝達部材17を介して金属ステム20のダイアフラム22および検出素子30に印加されるようになっている。
このような圧力検出装置J100においては、上記した検出素子30、金属ステム20、および、金属ステム20と接合されたハウジング10が、印加された圧力に応じた電気信号を出力するセンシング部30を有する第1の部材1として構成されたものとなっている。
一方、上記した受圧用ダイアフラム15およびこれと一体化されたメタルケース16が、圧力を受圧するダイアフラム15を有する第2の部材2として構成されたものとなっている。
そして、この圧力検出装置J100は、センシング部である検出素子30と受圧用ダイアフラム15との間に圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ荷重を与えた状態で、第1の部材1と第2の部材2とが溶接により接合されてなるものとして構成されている。
このような圧力検出装置J100は、次のようにして製造することができる。
上記検出素子30、金属ステム20およびハウジング10が一体化された第1の部材1と、上記受圧用ダイアフラム15およびメタルケース16が一体化された第2の部材2と、圧力伝達部材17とを用意する。
そして、図5に示されるように、センシング部である検出素子30と受圧用ダイアフラム15との間に圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ予荷重を与える。
このとき、図5に示されるように、荷重を制御可能な荷重印加装置に備えられた治具200を用いて、図5中の白抜き矢印Kに示されるように、当該治具200を受圧用ダイアフラム15に押し当てて、一定量押し込むようにする。
そして、このように予荷重を与えた状態で、第1の部材1と第2の部材2とを溶接する。ここでは、図5に示されるように、当該予荷重を与えた状態で、第1の部材1における金属ステム20の開口部11側と、第2の部材2におけるメタルケース16とを溶接して接合する。
このような第1の部材1および第2の部材2の接合の完了に伴い、図5に示されるような圧力検出装置J100を製造することができる。
しかしながら、従来の圧力検出装置の製造方法においては、上記した与えられる予荷重の設定は、荷重印加装置により治具200により印加される荷重を機械的に測定し、その測定値に基づいて決められていた。
このような機械的な予荷重の設定方法では、治具200により押し込む力を測定しているため、部品の公差、組み付け公差など、より具体的には圧力伝達部材17の接触状態などのばらつきにより、実際に、圧力伝達部材17がセンシング部30を押している予荷重の値において誤差を生じ、大きなばらつきが生じる可能性がある。
このように、センシング部30への予荷重について大きなばらつきが発生するということは、実際にできあがった圧力検出装置100において、センシング部30や受圧用ダイアフラム15に加わる荷重が狙いの値から大きくばらつくということであり、センサ出力の誤差を生じることになる。
本発明は、上記問題に鑑みてなされたものであり、圧力検出用のセンシング部を有する第1の部材と、圧力を受圧するダイアフラムを有する第2の部材との間に、圧力伝達部材を介在させ、ダイアフラムから圧力伝達部材を介してセンシング部へ予荷重を与えた状態で、第1の部材と第2の部材とを接合してなる圧力検出装置の製造方法において、当該予荷重の設定を高精度に行えるようにすることを目的とする。
上記目的を達成するため、請求項1に記載の発明では、印加された圧力に応じた電気信号を出力するセンシング部(30)を有する第1の部材(1)と、圧力を受圧するダイアフラム(15)を有する第2の部材(2)と、ダイアフラム(15)の受けた圧力をセンシング部(30)へ伝達する圧力伝達部材(17)とを用意し、センシング部(30)とダイアフラム(15)との間に圧力伝達部材(17)を介在させ、ダイアフラム(15)から圧力伝達部材(17)を介してセンシング部(30)へ荷重を与えた状態で、第1の部材(1)と第2の部材(2)とを接合してなる圧力検出装置の製造方法において、ダイアフラム(15)からセンシング部(30)へ与えられる前記荷重を、センシング部(30)からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決めるようにしたことを特徴としている。
それによれば、第1の部材(1)と第2の部材(2)とを接合するときにダイアフラム(15)からセンシング部(30)へ与えられる荷重を、センシング部(30)からモニターされた電気信号に基づいて決めるため、実際にセンシング部(30)へ与えられる荷重を求めることができ、従来よりも精度の良い予荷重設定を行うことができる。
したがって、本発明によれば、圧力検出用のセンシング部(30)を有する第1の部材(1)と、圧力を受圧するダイアフラム(15)を有する第2の部材(2)との間に、圧力伝達部材(17)を介在させ、ダイアフラム(15)から圧力伝達部材(17)を介してセンシング部(30)へ予荷重を与えた状態で、第1の部材(1)と第2の部材(2)とを接合してなる圧力検出装置の製造方法において、当該予荷重の設定を高精度に行うことができる。
ここで、請求項2に記載の発明のように、請求項1に記載の圧力検出装置の製造方法においては、第1の部材(1)と第2の部材(2)との接合を、溶接により行うようにすることができる。
また、当該接合を溶接で行う場合、請求項3に記載の発明のように、前記モニターされた電気信号に基づいて決められた前記荷重を与えた状態で、第1の部材(1)と第2の部材(2)とを仮溶接した後、再度、第1の部材(1)と第2の部材(2)とを溶接することにより、第1の部材(1)と第2の部材(2)との接合を完了することを特徴とするものにできる。
それによれば、第1の部材(1)と第2の部材(2)とを仮溶接することで、決められた荷重が印加された状態を一定に保持することができるため、当該予荷重の設定をさらに高精度に行うことができる。
なお、上記各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示す一例である。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各図相互において、互いに同一もしくは均等である部分には、説明の簡略化を図るべく、図中、同一符号を付してある。
図1は、本発明の実施形態に係る圧力検出装置100の全体構成を示す概略断面図である。また、図2は、図1中におけるハウジング10のパイプ部12の先端部の近傍部を拡大して示す概略断面図である。
この圧力検出装置100には、用途を限定するものではないが、燃焼圧センサとして適用することができる。
燃焼圧センサとは、ハウジング10のパイプ部12が被検出体としてのたとえば自動車のエンジンヘッドにおける取付穴に挿入されネジ結合などによって取り付けられることで、燃焼室内の圧力(いわゆる筒内圧)を検出圧力として検出するセンサである。
[構成等]
本実施形態の圧力検出装置100のハウジング10は、円筒状の本体部11とこの本体部11よりも細い細長筒形状のパイプ部12とからなり、これら本体部11およびパイプ部12は、切削や冷間鍛造等により加工された、たとえばステンレスなどの金属製のものである。本例では、パイプ部12は円筒パイプ形状をなすものとしているが、角パイプ形状でもよい。
本実施形態の圧力検出装置100のハウジング10は、円筒状の本体部11とこの本体部11よりも細い細長筒形状のパイプ部12とからなり、これら本体部11およびパイプ部12は、切削や冷間鍛造等により加工された、たとえばステンレスなどの金属製のものである。本例では、パイプ部12は円筒パイプ形状をなすものとしているが、角パイプ形状でもよい。
なお、ハウジング10において、本体部11とパイプ部12とは一体形成されたものであってもよいし、これら両者11、12をそれぞれ別体に形成し、その後でこれら両者11、12を溶接や接着あるいは圧入、ネジ結合、かしめなどにより接合して一体化したものであってもよい。
また、ハウジング10におけるパイプ部12の外周面には、被検出体としての上記エンジンブロックにネジ結合可能なネジ部13が形成されている。このように、本実施形態の圧力検出装置100においては、ハウジング10は、その一端側から突出するように設けられた細長形状のパイプ部12を備えたものとして構成されている。
ここで、ハウジング10のパイプ部12は、上記エンジンブロックに形成されたネジ穴としての取付穴に挿入され、ネジ部13を介して取り付けられる。それにより、圧力検出装置100はエンジンブロックに取り付けられる。
そして、この圧力検出装置100のエンジンブロックへの取付状態においては、検出圧力としての燃焼室内の圧力(筒内圧)Pは、図1、図2中の白抜き矢印に示されるように、パイプ部12の先端部側から印加されるようになっている。
また、ハウジング10におけるパイプ部12の先端部には、印加された圧力に応じた電気信号を出力する検出素子30が設けられている。この検出素子30は、たとえば、印加された圧力によって自身が歪み、その歪みに基づいて検出圧力に応じた信号を出力する歪みゲージ機能を有するものにできる。
具体的には、図1および図2に示されるように、検出素子30は、一端側が開口部21、他端側が閉塞された薄肉状の歪み部としてのダイアフラム22である中空筒状の金属ステム20に対して、この金属ステム20のダイアフラム22の外表面にガラス溶着などによって取り付けられている。
金属ステム20は、中空円筒形状に加工された金属製の部材であり、その外周面には、周面と直交する方向へ張り出したフランジ23が形成されている。なお、本例では、金属ステム20の中空部は円筒状であるが、角筒状でもよい。
そして、金属ステム20は、そのダイアフラム22側をパイプ部12内に向け開口部21を燃焼室側に向けてパイプ部12に挿入されている。そして、金属ステム20のフランジ23とパイプ部12の先端部の開口縁部とが、溶接または接着などにより接合され固定されている。
ここで、金属ステム20のフランジ23の外周面は、図1、図2に示されるように、開口部21からダイアフラム22へ向かって拡径したテーパ面となっている。そして、圧力検出装置100を上記エンジンヘッドへネジ部13を介してネジ結合されたとき、このフランジ23のテーパ面と上記エンジンヘッドの取付穴の内面とが密着してシールされるようになっている。
さらに、図1、図2に示されるように、ハウジング10におけるパイプ部12の先端部において、金属ステム20の開口部21には、ステンレスなどの金属製筒形状をなすメタルケース16が溶接により接合固定されている。ここで、金属ステム20とメタルケース16との溶接としては、全周溶接が好ましく、レーザ溶接や抵抗溶接、プラズマ溶接などを採用できる。
さらに、メタルケース16の先端部には、圧力を受圧する受圧用ダイアフラム15が設けられている。そして、金属ステム20の開口部21は、メタルケース16を介して受圧用ダイアフラム15によって閉塞されている。
この受圧用ダイアフラム15は、たとえばステンレスなどの金属製円形板状のものであり、その周辺部がメタルケース16の先端部に対して、ロウ付けや溶接などによって接合固定されている。
それにより、受圧用ダイアフラム15と金属ステム20とはメタルケース16を介して、一体化されている。そして、この受圧用ダイアフラム15は、図1、図2中の白抜き矢印に示されるように、上記燃焼室に面して燃焼圧(筒内圧)Pを受け、歪み変形するものである。
また、金属ステム20の中空部およびメタルケース16の中空部により形成される空間内部には、圧力伝達部材17が設けられている。本例では圧力伝達部材17は棒状のものとなっている。
こうして、受圧用ダイアフラム15と金属ステム20の感圧部としてのダイアフラム22との間に圧力伝達部材17が介在した形となっている。この圧力伝達部材17は、たとえばステンレスなどの金属やセラミックなどからなるものである。
ここで、圧力伝達部材17の一端部(図1、図2中の上端部)は、金属ステム20のダイアフラム22に対して荷重を与えた状態で接触しており、圧力伝達部材17の他端部(図1、図2中の下端部)は、受圧用ダイアフラム15に対して荷重を与えた状態で接触している。
ここでは、圧力伝達部材17は棒状の部材であるが、圧力伝達部材17の形状はこれに限定されるものではなく、たとえば球状、偏球状、鼓状などであってもよい。そして、検出圧力Pは、受圧用ダイアフラム15から圧力伝達部材17を介して金属ステム20のダイアフラム22および検出素子30に印加されるようになっている。
また、歪みゲージ機能を有する検出素子30としては、限定するものではないが、たとえば、半導体プロセスによってシリコン半導体チップに対して、拡散抵抗素子などにより構成されるブリッジ回路などを形成してなるものなどを採用することができる。
このような歪みゲージ機能を有する半導体チップは、圧力によって金属ステム20の感圧部としてのダイアフラム22が変形したとき、この変形に応じて半導体チップ自身も歪むことにより、その歪みによって生じる抵抗値変化を電気信号に変換して出力する機能を有するものである。
なお、この検出素子30が、印加された圧力に応じた電気信号を出力するセンシング部30として構成されており、これら検出素子30および金属ステム20のダイアフラム22が、検出圧力Pによる荷重を受けて歪む部位として構成されている。そして、これらダイアフラム22および検出素子30は圧力検出装置100の基本性能を左右するものである。
ここで、金属ステム20を構成する金属材料について、さらに述べるならば、当該金属材料に対しては、高圧を受けることから高強度であること、及び、Si半導体などからなる検出素子30を低融点ガラスなどにより接合することなどのため、低熱膨張係数であることが求められる。
具体的には、金属ステム20の金属材料としては、Fe、Ni、CoまたはFe、Niを主体とし、析出強化材料としてTi、Nb、Alまたは、Ti、Nbが加えられた材料、たとえば析出硬化型のステンレスなどを選定することができ、この金属ステム20は、プレス、切削や冷間鍛造などにより形成することができる。
このような本実施形態の圧力検出装置100においては、上記した検出素子30、金属ステム20および金属ステム20と接合されたハウジング10が、印加された圧力に応じた電気信号を出力するセンシング部30を有する第1の部材1として構成されたものとなっている。
一方、本圧力検出装置100においては、上記した受圧用ダイアフラム15およびこれと一体化されたメタルケース16が、圧力を受圧するダイアフラム15を有する第2の部材2として構成されたものとなっている。
そして、本実施形態においては、圧力検出装置100は、センシング部である検出素子30と受圧用ダイアフラム15との間に圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ荷重を与えた状態で、第1の部材1と第2の部材2とが溶接により接合されてなるものとして構成されている。
また、図1に示されるように、本圧力検出装置100においては、ハウジング10の本体部11の内部には、セラミック基板などからなる回路基板40が設けられている。
この回路基板40は、本体部11との境界におけるパイプ部12の開口部を覆うように設けられており、回路基板40の周辺部は、たとえば接着などによりハウジング10に固定されている。
この回路基板40におけるパイプ部12の開口部に面した側の面には、ICチップ42が接着などにより搭載されている。このICチップ42は、検出素子30からの出力を増幅したり調整したりするための回路が形成されたものである。
そして、このICチップ42と回路基板40とは、アルミニウム(Al)または金などからなるボンディングワイヤ44により結線されており、それによって、これら両者40、42は電気的に接続されている。さらに、図1、図2に示されるように、この回路基板40と上記検出素子30とは、配線部材50により電気的に接続されている。
ここでは、配線部材50としては、フレキシブルプリント基板(FPC)50を採用している。もちろん、配線部材50としては、それ以外にも、たとえばリード線などを採用してもよい。
フレキシブルプリント基板50としては、ポリイミド樹脂などのベースに銅などの導体をパターニング形成した一般的なものを採用できる。このフレキシブルプリント基板50は、図1に示されるように、ハウジング10のパイプ部12内にてパイプ部12の長手方向に延びるように配置されている。
ここで、フレキシブルプリント基板50の一端部51は、検出素子30に対して、はんだなどを用いて電気的および機械的に接合されている。具体的には、図示しないが、検出素子30の表面に形成されたパッドに対して、フレキシブルプリント基板50の導体部が接続される。
そして、フレキシブルプリント基板50の検出素子30への接合部である一端部51から、フレキシブルプリント基板50は折り曲げられており、この折り曲げられた部分である折り曲げ部よりも他端部52側の部位が、パイプ部12内において回路基板40の方向へ延びている。
一方、フレキシブルプリント基板50の他端部52側の部位は、ハウジング10の本体部11に位置している。そして、フレキシブルプリント基板50の他端部52は、回路基板40に設けられた貫通穴46を介して、回路基板40におけるICチップ42の搭載面から当該搭載面とは反対側の面に位置している。
そして、フレキシブルプリント基板50の他端部52は、回路基板40におけるICチップ42の搭載面とは反対側の面にて、はんだなどを介して回路基板40と電気的に接続されている。
また、図1に示されるように、ハウジング10において回路基板40におけるフレキシブルプリント基板50との接続面と対向する位置には、ターミナル61を有するコネクタケース60が設けられている。
このコネクタケース60はPPS(ポリフェニレンサルファイド)等の樹脂などからなるもので、ターミナル61はコネクタケース60にインサート成形などにより一体化されている。このコネクタケース60は、検出素子30からの信号を取り出すためのコネクタ部として構成されている。
そして、コネクタケース60のターミナル61と回路基板40とはバネ部材62を介したバネ接触により電気的に接続されている。これにより、検出素子30とコネクタケース60とは、フレキシブルプリント基板50および回路基板40を介して電気的に接続されている。
また、図1に示されるように、ハウジング10の本体部11の端部14がコネクタケース60にかしめられることにより、コネクタケース60とハウジング10とは一体に固定されている。
そして、ターミナル61は自動車のECUなどへ図示しない配線部材などを介して電気的に接続可能となっている。それにより、本圧力検出装置100は外部との信号のやりとりなどが可能になっている。
かかる圧力検出装置100は、ハウジング10のネジ部13を介して、被検出体としての上記エンジンヘッドに形成されたネジ穴(取付穴)に取り付けられることによって、上記エンジンヘッドに接続固定される。
そして、燃焼室内の圧力(筒内圧)Pが、図1、図2中の矢印に示されるように、受圧用ダイアフラム15から圧力伝達部材16を介して、金属ステム20のダイアフラム22に印加される。すると、その圧力によって金属ステム20のダイアフラム22が変形し、この変形を検出素子30により電気信号に変換し、圧力検出を行う。
そして、検出素子30からの信号は、フレキシブルプリント基板50を介して回路基板40へ伝達され、ICチップ42にて処理され、処理された信号がターミナル61から外部へ出力される。
[製造方法等]
かかる構成を有する圧力検出装置100の製造方法について、述べる。まず、センシング部30を有する第1の部材1と、受圧用ダイアフラム15を有する第2の部材2と、圧力伝達部材17とを用意する。
かかる構成を有する圧力検出装置100の製造方法について、述べる。まず、センシング部30を有する第1の部材1と、受圧用ダイアフラム15を有する第2の部材2と、圧力伝達部材17とを用意する。
具体的には、金属ステム20のダイアフラム22の表面にガラス接合などにより検出素子30を接合し、この金属ステムに一体化された検出素子30に対して、フレキシブルプリント基板50の一端部51をはんだなどを介して接続する。
次に、フレキシブルプリント基板50の他端部52側の部位を、ハウジング10のパイプ部12の先端部から挿入し、フレキシブルプリント基板50の他端部52をハウジング10の本体部11の内部まで引き出す。また、金属ステム20とハウジング10のパイプ部12とを接合する。
続いて、フレキシブルプリント基板50の他端部52を、ICチップ42がワイヤボンド実装された回路基板40の貫通穴46に通し、フレキシブルプリント基板50の他端部52と回路基板40とをはんだなどを介して接続する。
次に、回路基板40をハウジング10の本体部11に接合固定する。その後、コネクタケース60をハウジング10の本体部11に組み付け、ハウジング10の端部14をかしめることにより、コネクタケース60とハウジング10とを固定する。
ここで、このコネクタケース60をハウジング10へ組み付けるとき、ターミナル61と回路基板40とをバネ部材62を介してバネ接触させ、電気的に接続する。こうして、検出素子30、金属ステム20およびハウジング10が一体化され、センシング部30を有する第1の部材1ができあがる。
また、メタルケース16と受圧用ダイアフラム15とを、ロウ付けや溶接などによって接合固定する。こうして、メタルケース16と受圧用ダイアフラム15とが一体化され、受圧用ダイアフラム15を有する第2の部材2ができあがる。
次に、センシング部である検出素子30と受圧用ダイアフラム15との間に、図2に示されるように圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して金属ステム20のダイアフラム22および検出素子30へ荷重を与えた状態で、第1の部材1と第2の部材2とを溶接して接合する。
ここでは、第1の部材1と第2の部材2との溶接は、図1、図2に示されるように、当該予荷重を与えた状態で、第1の部材1における金属ステム20の開口部11側と、第2の部材2におけるメタルケース16とを溶接して接合する。こうして、上記図1に示される圧力検出装置100が完成する。
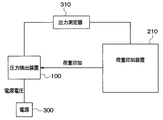
ここで、本実施形態では、第1の部材1と第2の部材2との溶接において、次に述べるような独自の方法を採用している。図3は、本実施形態の溶接工程における装置構成を模式的に示す図である。
図3に示されるように、第1の部材1と第2の部材2との溶接すなわち金属ステム20とメタルケース16との溶接を行う際には、電源300から圧力検出装置100のターミナルピン61に電源電圧が供給され、この電源電圧は検出素子に供給される。そして、電源電圧が供給された検出素子30は、圧力検出が可能な状態となる。
また、検出素子30から出力される電気信号をモニターする出力測定器310が設けられている。この出力測定器310は、たとえば電気信号としての出力電圧を測定するマルチメータであり、ターミナルピン61に接続されている。
そして、この出力測定器310により、検出素子30から出力される電気信号がモニターされ、このモニターされた電気信号が、荷重印加装置210にフィードバックされるようになっている。
この荷重印加装置210は、上記図5に示されるような治具200(図5参照)を有しており、当該治具により受圧用ダイアフラム15に荷重が印加されるようになっている。また、荷重印加装置210においては、この荷重は、上記モニターされた電気信号に基づいて制御されるようになっている。
このように、本実施形態における溶接装置では、荷重印加装置210によって、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ荷重を与え、この荷重印加状態における検出素子30からの電気信号は、出力測定器310にて測定可能となっている。
そして、測定された電気信号を荷重印加装置210へフィードバックし、このフィードバックされた電気信号に基づいて、荷重印加装置210は、受圧用ダイアフラム15に印加する荷重を制御できるようになっている。
そのため、本実施形態の製造方法においては、第1の部材1と第2の部材2との溶接工程では、受圧用ダイアフラム15から検出素子30へ与えられる荷重を、検出素子30からの電気信号としてモニターし、このモニターされた電気信号に基づいて決めることができる。
つまり、本実施形態では、検出素子30に与える予荷重が狙いの値となった状態を、検出信号30からの電気信号によって知ることができ、荷重印加装置210により、この狙いの予荷重を与えることができる。
そして、この決められた荷重を与えた状態で、第1の部材1と第2の部材2との溶接すなわち金属ステム20とメタルケース16との溶接を行う。ここでは、当該溶接は、上述したように、レーザ溶接や抵抗溶接、プラズマ溶接などを採用し、好ましくは、全周溶接とする。
なお、第1の部材1と第2の部材2との接合を溶接により行う場合、モニターされた電気信号に基づいて決められた荷重を与えた状態で、第1の部材1と第2の部材2とを仮溶接した後、再度、第1の部材1と第2の部材2とを溶接することにより、第1の部材1と第2の部材2との接合を完了することが好ましい。
図4は、この仮溶接の方法を具体的に示す図であり、図2の上方から視た状態にて模式的に示す図である。
図4に示されるように、仮溶接においては、金属ステム20とメタルケース16との重なり部の周囲から、複数点の溶接を行う。そして、その後、金属ステム20とメタルケース16との重なり部の全周を溶接することで、接合を完了させる。
これら仮溶接を含む溶接工程において、検出素子30からの電気信号による荷重のモニターをずっと続けて行ってもよいし、狙いの予荷重となった時点でモニターを停止し、荷重印加装置210によってその予荷重を保持した状態で溶接を行ってもよい。
[効果等]
ところで、本実施形態によれば、印加された圧力に応じた電気信号を出力するセンシング部としての検出素子30を有する第1の部材1と、圧力を受圧するダイアフラムとしての受圧用ダイアフラム15を有する第2の部材2と、受圧用ダイアフラム15の受けた圧力を検出素子30へ伝達する圧力伝達部材17とを用意し、検出素子30と受圧用ダイアフラム15との間に圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ荷重を与えた状態で、第1の部材1と第2の部材2とを接合してなる圧力検出装置100の製造方法において、受圧用ダイアフラム15から検出素子30へ与えられる前記荷重を、検出素子30からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決めるようにしたことを特徴とする製造方法が提供される。
ところで、本実施形態によれば、印加された圧力に応じた電気信号を出力するセンシング部としての検出素子30を有する第1の部材1と、圧力を受圧するダイアフラムとしての受圧用ダイアフラム15を有する第2の部材2と、受圧用ダイアフラム15の受けた圧力を検出素子30へ伝達する圧力伝達部材17とを用意し、検出素子30と受圧用ダイアフラム15との間に圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ荷重を与えた状態で、第1の部材1と第2の部材2とを接合してなる圧力検出装置100の製造方法において、受圧用ダイアフラム15から検出素子30へ与えられる前記荷重を、検出素子30からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決めるようにしたことを特徴とする製造方法が提供される。
それによれば、第1の部材1と第2の部材2とを接合するときに受圧用ダイアフラム15から検出素子30へ与えられる荷重を、検出素子30からモニターされた電気信号に基づいて決めるため、実際に検出素子30へ与えられる荷重を求めることができ、従来よりも精度の良い予荷重設定を行うことができる。
したがって、本実施形態によれば、圧力検出用の検出素子30を有する第1の部材1と、受圧用ダイアフラム15を有する第2の部材2との間に、圧力伝達部材17を介在させ、受圧用ダイアフラム15から圧力伝達部材17を介して検出素子30へ予荷重を与えた状態で、第1の部材1と第2の部材2とを接合してなる圧力検出装置100の製造方法において、当該予荷重の設定を高精度に行うことができる。
ここで、本実施形態の圧力検出装置100の製造方法においては、第1の部材1と第2の部材2との接合を、溶接により行うことも特徴のひとつである。
また、当該接合を溶接で行う場合、上記した好ましい形態のように、モニターされた電気信号に基づいて決められた荷重を与えた状態で、第1の部材1と第2の部材2とを仮溶接した後、再度、第1の部材1と第2の部材2とを溶接することにより、第1の部材1と第2の部材2との接合を完了することも、本実施形態の製造方法における特徴のひとつである。
それによれば、第1の部材1と第2の部材2とを仮溶接することで、決められた荷重が印加された状態を一定に保持することができるため、当該予荷重の設定をさらに高精度に行うことができる。
(他の実施形態)
なお、上記実施形態では、第1の部材1と第2の部材2との溶接は、第1の部材1における金属ステム20の開口部11側と、第2の部材2におけるメタルケース16とを溶接するものとしていた。
なお、上記実施形態では、第1の部材1と第2の部材2との溶接は、第1の部材1における金属ステム20の開口部11側と、第2の部材2におけるメタルケース16とを溶接するものとしていた。
ここで、上記図2において、たとえばメタルケース16を省略し、その分、圧力伝達部材17を短くして、第2の部材2を受圧用ダイアフラム15のみで構成してもよく、この場合に、第1の部材1と第2の部材2との溶接は、金属ステム20と受圧用ダイアフラム15とを直接溶接することとしてもよい。
さらには、第1の部材1と第2の部材2との溶接は、第1の部材1におけるハウジング10と、第2の部材2におけるメタルケース16または受圧用ダイアフラム15との溶接であってもよい。
また、上記実施形態では、検出素子30と回路基板40とが離れていたため、これら両部材30、40の接続はフレキシブルプリント基板50により行っていたが、これら両部材30、40の接続はこれに限定されるものではない。
たとえば、上記図1において、圧力伝達部材17をパイプ部12のほぼ全体に渡る長いものとすることによって金属ステム20を、ハウジング10の本体部11の内部またはその近くに配置する。それによって、検出素子30と回路基板40とをワイヤボンディングなどにより接続してもよい。
または、ハウジング10の形状を変形して、パイプ部12を極力短くするか、あるいはパイプ部12を廃止するなどにより、検出素子30とコネクタ部側である回路基板40との距離を短くすることによっても、これら検出素子30および回路基板40の間をボンディングワイヤなどによって接続することができる。
つまり、ハウジング10は、上記した円筒状の本体部11とパイプ部12とからなる形状に限定されるものではない。このハウジング形状は、燃焼圧センサに適したものとしたものであり、それ以外のハウジング形状であってもかまわない。
また、検出素子30としては、上記した歪みゲージ機能を有するもの以外でもよい。検出素子30としては、圧力伝達部材17から受けた検出圧力に応じた電気信号を出力するものであればよい。
さらに、上記図1に示される例では、ハウジング10内において検出素子30とコネクタ部60との間の部位には、ICチップ42や回路基板40や各種の電気接続部材が配置されていたが、当該部位の構成はこれに限定されるものではなく、適宜変更可能であることは、もちろんである。
また、上記実施形態では、第1の部材1と第2の部材2との接合を溶接にて行っていたが、溶接以外にも、たとえば、かしめ接合、ネジ止めなどの締結手段による接合、あるいはロウ付けなどによる接合を用いてもよい。
要するに、本発明は、圧力検出用のセンシング部を有する第1の部材と、圧力を受圧するダイアフラムを有する第2の部材との間に、ダイアフラムからセンシング部へ圧力を伝達するための圧力伝達部材を介在させ、ダイアフラムから圧力伝達部材を介してセンシング部へ荷重を与えた状態で、第1の部材と第2の部材とを接合してなる圧力検出装置の製造方法において、ダイアフラムからセンシング部へ与えられる荷重を、センシング部からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決めるようにしたことを要部とするものであり、その他の部分については、適宜設計変更が可能である。
1…第1の部材、2…第2の部材、15…受圧用ダイアフラム、
17…圧力伝達部材、30…センシング部としての検出素子。
17…圧力伝達部材、30…センシング部としての検出素子。
Claims (3)
- 印加された圧力に応じた電気信号を出力するセンシング部(30)を有する第1の部材(1)と、
圧力を受圧するダイアフラム(15)を有する第2の部材(2)と、
前記ダイアフラム(15)の受けた圧力を前記センシング部(30)へ伝達する圧力伝達部材(17)とを用意し、
前記センシング部(30)と前記ダイアフラム(15)との間に前記圧力伝達部材(17)を介在させ、前記ダイアフラム(15)から前記圧力伝達部材(17)を介して前記センシング部(30)へ荷重を与えた状態で、前記第1の部材(1)と前記第2の部材(2)とを接合してなる圧力検出装置の製造方法において、
前記ダイアフラム(15)から前記センシング部(30)へ与えられる前記荷重を、前記センシング部(30)からの電気信号としてモニターし、このモニターされた電気信号に基づいて前記荷重を決めるようにしたことを特徴とする圧力検出装置の製造方法。 - 前記第1の部材(1)と前記第2の部材(2)との接合を、溶接により行うことを特徴とする請求項1に記載の圧力検出装置の製造方法。
- 前記モニターされた電気信号に基づいて決められた前記荷重を与えた状態で、前記第1の部材(1)と前記第2の部材(2)とを仮溶接した後、
再度、前記第1の部材(1)と前記第2の部材(2)とを溶接することにより、前記第1の部材(1)と前記第2の部材(2)との接合を完了することを特徴とする請求項2に記載の圧力検出装置の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005017053A JP2006208043A (ja) | 2005-01-25 | 2005-01-25 | 圧力検出装置の製造方法 |
| DE102005058677A DE102005058677A1 (de) | 2005-01-25 | 2005-12-08 | Verfahren zur Herstellung eines Druckdetektors |
| US11/311,542 US7480989B2 (en) | 2005-01-25 | 2005-12-20 | Method for manufacturing pressure detector |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005017053A JP2006208043A (ja) | 2005-01-25 | 2005-01-25 | 圧力検出装置の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006208043A true JP2006208043A (ja) | 2006-08-10 |
Family
ID=36686521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005017053A Pending JP2006208043A (ja) | 2005-01-25 | 2005-01-25 | 圧力検出装置の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7480989B2 (ja) |
| JP (1) | JP2006208043A (ja) |
| DE (1) | DE102005058677A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008089492A (ja) * | 2006-10-04 | 2008-04-17 | Denso Corp | 圧力センサおよび圧力センサの取付構造 |
| JP2009109461A (ja) * | 2007-11-01 | 2009-05-21 | Denso Corp | 圧力センサおよび圧力センサの製造方法 |
| JP2009128036A (ja) * | 2007-11-20 | 2009-06-11 | Denso Corp | 圧力センサ |
| US7628078B2 (en) | 2006-09-06 | 2009-12-08 | Denso Corporation | Combustion pressure sensor |
| JP2012215524A (ja) * | 2011-04-01 | 2012-11-08 | Denso Corp | 燃焼圧センサ |
| JP2014163919A (ja) * | 2013-02-28 | 2014-09-08 | Citizen Finetech Miyota Co Ltd | 内燃機関用燃焼圧センサ及びその製造方法。 |
| JP2014194388A (ja) * | 2013-03-29 | 2014-10-09 | Fuji Koki Corp | 圧力センサ |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3912400B2 (ja) * | 2004-03-30 | 2007-05-09 | 株式会社デンソー | 圧力センサ |
| JP2009085723A (ja) * | 2007-09-28 | 2009-04-23 | Denso Corp | 圧力検出装置およびその製造方法 |
| US20110101967A1 (en) * | 2009-11-02 | 2011-05-05 | Rockwell Automation Technologies, Inc. | Enhanced performance proximity sensor |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04348241A (ja) * | 1990-09-11 | 1992-12-03 | Toyota Motor Corp | 圧力センサのダイヤフラム溶接方法 |
| JPH07253374A (ja) * | 1994-03-14 | 1995-10-03 | Nippondenso Co Ltd | 圧力検出装置 |
| JP2000111435A (ja) * | 1998-10-08 | 2000-04-21 | Saginomiya Seisakusho Inc | 燃焼圧センサ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4567395A (en) * | 1984-10-26 | 1986-01-28 | Texas Instruments Incorporated | Piezoelectric pressure transmitter for an internal combustion engine |
| DE4022782A1 (de) * | 1990-07-18 | 1992-01-23 | Bosch Gmbh Robert | Druckgeber zur druckerfassung im brennraum von brennkraftmaschinen |
| EP0637736A3 (en) * | 1993-08-05 | 1995-05-10 | Matsushita Electric Industrial Co Ltd | Piezoelectric pressure sensor and method for its production. |
| FR2717262B1 (fr) * | 1994-03-14 | 1997-09-26 | Nippon Denso Co | Détecteur de pression. |
| KR20030077407A (ko) | 2002-03-26 | 2003-10-01 | 가부시키가이샤 덴소 | 압력센서 제조방법 |
| JP2004286617A (ja) | 2003-03-24 | 2004-10-14 | Denso Corp | 圧力検出装置 |
-
2005
- 2005-01-25 JP JP2005017053A patent/JP2006208043A/ja active Pending
- 2005-12-08 DE DE102005058677A patent/DE102005058677A1/de not_active Withdrawn
- 2005-12-20 US US11/311,542 patent/US7480989B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04348241A (ja) * | 1990-09-11 | 1992-12-03 | Toyota Motor Corp | 圧力センサのダイヤフラム溶接方法 |
| JPH07253374A (ja) * | 1994-03-14 | 1995-10-03 | Nippondenso Co Ltd | 圧力検出装置 |
| JP2000111435A (ja) * | 1998-10-08 | 2000-04-21 | Saginomiya Seisakusho Inc | 燃焼圧センサ |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7628078B2 (en) | 2006-09-06 | 2009-12-08 | Denso Corporation | Combustion pressure sensor |
| JP2008089492A (ja) * | 2006-10-04 | 2008-04-17 | Denso Corp | 圧力センサおよび圧力センサの取付構造 |
| JP2009109461A (ja) * | 2007-11-01 | 2009-05-21 | Denso Corp | 圧力センサおよび圧力センサの製造方法 |
| JP2009128036A (ja) * | 2007-11-20 | 2009-06-11 | Denso Corp | 圧力センサ |
| JP2012215524A (ja) * | 2011-04-01 | 2012-11-08 | Denso Corp | 燃焼圧センサ |
| JP2014163919A (ja) * | 2013-02-28 | 2014-09-08 | Citizen Finetech Miyota Co Ltd | 内燃機関用燃焼圧センサ及びその製造方法。 |
| JP2014194388A (ja) * | 2013-03-29 | 2014-10-09 | Fuji Koki Corp | 圧力センサ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060162141A1 (en) | 2006-07-27 |
| US7480989B2 (en) | 2009-01-27 |
| DE102005058677A1 (de) | 2006-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4742593B2 (ja) | 圧力検出装置の製造方法 | |
| US7628078B2 (en) | Combustion pressure sensor | |
| JP4075776B2 (ja) | 物理量センサおよび圧力センサ | |
| US7302855B2 (en) | Pressure detection device | |
| US7114396B2 (en) | Pressure sensor | |
| US20050274189A1 (en) | Pressure-detecting device and method of manufacturing the same | |
| JP2009085723A (ja) | 圧力検出装置およびその製造方法 | |
| JPH1130559A (ja) | 圧力センサ | |
| US20090095059A1 (en) | Pressure sensor and structure for attachment of pressure sensor | |
| JP2006208043A (ja) | 圧力検出装置の製造方法 | |
| JP2008151738A (ja) | 圧力センサ | |
| JP2006194736A (ja) | 圧力検出装置およびその製造方法 | |
| JP4244861B2 (ja) | 圧力検出装置 | |
| JP2006250614A (ja) | 圧力検出装置 | |
| JP2008185349A (ja) | 圧力センサ | |
| JP4281221B2 (ja) | 圧力センサ | |
| JP4525297B2 (ja) | 圧力検出装置 | |
| JP4534894B2 (ja) | 圧力検出装置 | |
| JP2005351789A (ja) | 圧力検出装置の製造方法 | |
| JP2005249512A (ja) | 圧力検出装置 | |
| JPH10111199A (ja) | 圧力センサ | |
| JP2005172761A (ja) | 圧力センサ | |
| JP2001272292A (ja) | 圧力センサ | |
| JP2005249513A (ja) | 圧力検出装置 | |
| JP2005326337A (ja) | 圧力検出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100518 |