JP2006334932A - 射出成形方法及び、それを用いた生産システム - Google Patents
射出成形方法及び、それを用いた生産システム Download PDFInfo
- Publication number
- JP2006334932A JP2006334932A JP2005162583A JP2005162583A JP2006334932A JP 2006334932 A JP2006334932 A JP 2006334932A JP 2005162583 A JP2005162583 A JP 2005162583A JP 2005162583 A JP2005162583 A JP 2005162583A JP 2006334932 A JP2006334932 A JP 2006334932A
- Authority
- JP
- Japan
- Prior art keywords
- injection molding
- molding machine
- mold
- medium
- time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】 射出成形機から後工程への供給量を調整するために成形動作を変更するに際し、金型温度の温度差を可及的に生じさせないで射出成形することができ、成形品の品質低下を抑制することが可能となる射出成形方法、該射出成形方法を用いる生産システム制御方法を提供する。
【解決手段】 射出成形機で成形された成形品を、後の工程等に供給するに際して供給調整するために、前記射出成形機の成形サイクルの時間を伸縮させる工程を有する射出成形方法であって、前記成形サイクルを伸縮させるに際し金型温度に差が生じないよう、前記射出成形機で使用する金型の媒体供給径路に流量調整機を設け、媒体の流量およびまたは射出工程から媒体を通水開始する時間を所定時間遅延させる、およびまたは媒体を通水する時間を調整する。
【選択図】 図1
【解決手段】 射出成形機で成形された成形品を、後の工程等に供給するに際して供給調整するために、前記射出成形機の成形サイクルの時間を伸縮させる工程を有する射出成形方法であって、前記成形サイクルを伸縮させるに際し金型温度に差が生じないよう、前記射出成形機で使用する金型の媒体供給径路に流量調整機を設け、媒体の流量およびまたは射出工程から媒体を通水開始する時間を所定時間遅延させる、およびまたは媒体を通水する時間を調整する。
【選択図】 図1
Description
本発明は、射出成形方法、該射出成形方法を用いた生産システムに関する。
射出成形機と後工程を直結した生産システムでは、成形数を後工程の処理数に合わせる必要がある。従って従来は後工程の異常時には過剰供給を防ぐために、成形品を破棄しており非常に不経済であった。このような状況下でオペレータ、もしくは後工程からの異常信号により、射出成形機を自動停止させることは可能であるが、射出成形機を一旦停止させると金型温度の低下、シリンダ内の樹脂温度の変化等の問題が生じる。そのため、射出成形機の再起動時には金型温度、樹脂温度が安定するまでに長時間を要し、作業能率の低下を招く。
それを解決するために、射出成形機とそれと直結した後工程と、それらとは別の成形品を蓄積するストッカを設け、後工程の異常時に発信された信号を射出成形機で受信し、成形品をストッカに搬送すると同時に、成形サイクルを延長させる方法が行われている(特許文献1参照)。ストッカを設けることで後工程の異常時に成形機を止めることなく成形でき、また成形サイクルを延長することによって、ストッカの増加を抑えることができる。しかしながら、ストッカに搬送された成形品の後処理のために別途工程を設けなければならず、効率の良い生産とはいえない。その問題を解決するため、射出成形機と後工程の間に成形品を蓄積するストッカを設け、成形数、後工程の処理数、ストッカの蓄積数などをセンサで検出し、成形サイクルを伸縮させることによって生産システムを制御する方法も行われている。(特許文献2参照)いずれの発明も成形サイクルの伸縮は冷却時間、または型閉動作前の中間時間をタイマにより制御して行われている。
特登録0359598号公報
特公平7-121547号公報
しかしながら、上記のような生産システムにおいて用いられる成形サイクルの伸縮は以下のような課題がある。すなわち通常の成形では、金型温度は樹脂の射出時に高くなり、冷却、型開閉工程を経て徐々に低下する。従って成形サイクルが一定であれば、射出時の金型温度はほぼ一定であると見なせる。しかし成形サイクルが一定でない場合は射出から次の射出までの時間が異なることにより、金型温度に差が生じてしまう。金型温度の変化は樹脂の充填性、および成形品の取出し温度を変化させて成形品寸法に大きく影響する。従って上記技術のような成形サイクル伸縮方法では、良品条件範囲がきわめて限定されたものとなってしまう。また成形停止するに際し、金型温度が低下してしまい、成形再起動時には所定の金型温度に達するまで捨てショットを要する。
そこで本発明では射出成形機と後工程と、その間に設けた成形品を一時的に蓄積するストッカ装置からなる生産システムにおいて、射出成形機から後工程への供給を調整するために成形動作を変更するに際し、金型温度の変化による成形品質の低下を抑える生産システム制御方法を提供することを目的とする。前記射出成形機で使用する金型を高温と低温で制御する2つの金型温調機、および媒体供給径路に流量調整機を設ける。成形サイクル伸縮時には、媒体の流量およびまたは射出工程から冷却媒体を通水開始する時間およびまたは媒体を通水する時間を調整し、成形停止時には高温と低温の金型温調機を切替えることによって金型温度の変化を抑制する。
本発明によれば、成形サイクルを伸縮およびまたは成形停止するに際し、金型温度の差を可及的に生じさせないで射出成形することができ、成形サイクル伸縮時の成形品の品質低下の抑制、および成形停止時の捨てショットを最低限にする。
次に、本発明の詳細を実施例の記述に従って説明する。
実施例1は、上記本発明を射出成形方法に適用したものであり、これらを図1を用いて説明する。ここでは動作Aを用いて成形サイクルを伸縮させるに際し媒体を通水する時間を調整する方法を説明するが、動作Bの射出工程から媒体を通水開始する時間を調整する方法、および流量を調整する方法も同様である。
成形工程は型閉じ11から始まり、低圧型締め12の後、あらかじめ設定された低圧型締め12から高圧型締め14に入るまでの時間13のタイマを開始する。タイマはストッカ数が多ければ長く、少なければ短く設定される。タイマにセットされた時間経過後に高圧型締め14を開始する。高圧型締め14の後、射出15と同時に流量調整機はバルブを開放して媒体を流し、媒体を通水する時間20のタイマを開始する。タイマはストッカ数が多ければ短く、少なければ長く設定される。流量調整機はタイマで設定された媒体を通水する時間20経過後、バルブを閉じる。射出15後、保圧16、冷却17を行い、型開18を経て成形品をエジェクタ19した後、型閉して1サイクルを終了する。
この成形サイクル伸縮方法では低圧型締め12から高圧型締め14に入るまでの時間、すなわち成形サイクルの長さに応じて、媒体を通水する時間20を設定するため、成形サイクルの長さによらず一定の金型温度で成形することができる。金型温度が一定であれば、樹脂の充填性、成形後の取出し温度を一定にでき、成形サイクルを伸縮しても一定の良品を得ることができる。
実施例2は、上記した実施例1の射出成形方法を、生産システムに適用したものであり、これらを図を用いて説明する。図2は本実施例における生産システムの構成を示している。図中27,31において、23は射出成形機、24は取出し機、25は後工程、26はストッカ、27は金型温調機、28は流量調整機、29は取出し機またはストッカからの射出成形機への信号、30は射出成形機から流量調整機への信号である。
射出成形機23は、公知の工程によってペレット樹脂から金型を用いてプラスチック成形品を得る装置であり、1台でも複数台あってもよい。
金型温調機27,31は、射出成形機23に搭載された金型の温度を一定に保つために、温度制御された媒体を金型に流す。金型温調機27と31では異なる温度で媒体が制御されている。
流量調整機28は媒体供給径路に設置され、例えばバルブ開閉を行うことによって金型温調機27からの媒体の流量を制御する。また金型温調機27、31から金型に送る媒体を適時に切り替える機能を持つ。
取出し機24は射出成形機23で成形された成形品を金型から取り出し、後工程25またはストッカ26に投入する。
後工程25は、例えば射出成形機23で成形された成形品と他の部品、または複数の射出成形機23によって成形された成形品同士の組立処理を行う。
ストッカ26は、射出成形機23で成形された成形品を一時的に蓄積する機能を備え、例えば図のような取出し機24によって箱詰されるものが用いられる。成形品がストッカ26に到達した順に後工程25に投入される。またストッカ26に蓄積された成形品数は取出し機24、またはストッカ26によって任意の蓄積数N1、N2、N3の3段階に検出され、段階に応じた信号29を射出成形機23に発信することができる。信号29を受信した射出成形機23は信号に応じて流量調整機28に信号30を発信する。
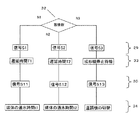
図3は本実施例におけるストッカの蓄積数、信号と射出成形機の動作の説明図である。図3において、32はストッカ25の蓄積数、29は蓄積数32を検出した取出し機24、またはストッカ25が発信する蓄積数32に応じた信号、33は信号29を受信した射出成形機23の動作、30は射出成形機23が信号29に応じて流量調整機28に発信する信号、34は信号30を受信した流量調整機28の動作を示している。
ストッカ26の任意の蓄積数32を3段階N1、N2、N3(N1<N2<N3)に検出し、ストッカ26の蓄積数32がN1のときは信号29はS1を、蓄積数32がN2のときは信号29はS2を、蓄積数32がN3のときは信号29はS3を射出成形機23に発信する。
射出成形機23は信号29のS1を受信した場合は、低圧型締め完了後から高圧型締開始までの遅延時間T1をセットし、流量調整機28に信号S11を発信する。信号29のS2を受信した場合は、低圧型締め完了後から高圧型締開始までの遅延時間T2をセットし、流量調整機28に信号S12を発信する。信号29のS3を受信した場合は成形を停止し待機し、流量調整機28に信号S13を発信する。
流量調整機28は射出成形機23からの信号30のS11を受信した場合は、媒体の通水時間t1のタイマを、信号S12を受信した場合は媒体の通水時間t2のタイマをセットしカウントする。媒体の通水時間t1、t2経過後、バルブを閉じて通水を完了する。信号30のS13を受信した場合は、切替弁によって金型温調機27と31を切り替える。上記したように金型温調機27と31は異なる温度で媒体を制御しているため、金型温調機27、31からの媒体を切り替えることで、金型を異なる温度で制御することができる。
図4は射出成形機23の成形動作フローチャートを示したものである。ここでは媒体の通水時間を調整して成形サイクルを伸縮させる場合について述べるが、射出工程から冷却媒体を通水開始する時間を調整する方法、および流量を調整する方法も同様である。
1サイクルの成形工程は、まず型閉じ41することから始まる。型閉じ後、低圧型締42に入り、ここでストッカ26の蓄積数32に応じた信号29によって動作を決定する。
信号29のS1を受信した場合は、低圧型締42から高圧型締43までの遅延時間T1のタイマをセットしカウントすると同時に、流量調整機28に信号S11を発信する。信号29のS2を受信した場合は、低圧型締42から高圧型締43までの遅延時間T2のタイマをセットしカウントすると同時に、流量調整機28に信号S12を発信する。信号29のS3を受信した場合は成形を停止し待機51すると同時に、信号S13を発信する。低圧型締後42から高圧型締43までの遅延時間T1、T2経過後50に高圧型締43を行う。その後シリンダ内の樹脂を射出44すると同時に流量調整機28はバルブを開放して媒体の通水を開始する。
ここで流量調整機28は射出成形機23からの信号30のS11を受信した場合は、媒体の通水時間t1のタイマを、信号S12を受信した場合は媒体の通水時間t2のタイマをセットしカウントする。媒体の通水時間t1、t2経過後、流量調整機28はバルブを閉じて通水を完了する。射出44後、保圧45、冷却46を行い、型開47して、成形品をエジェクタ48、待機49して1サイクルを終了する。
信号S13を受信した場合は、バルブを切替えて金型温調機27と31の媒体を切替えて流す。金型温調機31は金型温調機27で連続成形時に達する金型温度で制御されている。成形停止とともに金型温度は低下していくが、同時に金型温調機27から金型温調機31に切替えることによって、金型温度の低下を抑制して連続成形時と同等な金型温度を保つことができる。
つぎに、本実施例の生産システムを、図2、図4を参照して説明する。射出成形機23で成形された成形品は取出し機24によって金型から取出された後、後工程25に到達する。ストッカ26の蓄積数32がN1以下のときは取出し機24およびストッカ26からの信号29はS1が発信されている。射出成形機23は型閉41、低圧型締42の完了後に信号29のS1に応じて、低圧型締42から高圧型締43まで遅延時間T1のタイマが設定される。遅延時間T1経過後50に高圧型締43を行い射出44すると同時に、流量調整機28はバルブを開放して金型温調機27の媒体の通水を開始する。ここで流量調整機28は射出成形機23からの信号30のS11によって媒体の通水時間t1タイマをセットしカウントする。通水時間t1経過後52、流量調整機28はバルブを閉じて通水を完了する。射出44後、保圧45、冷却46を行い、型開47して、成形品をエジェクタ48して待機49する。このときの成形サイクルは、後工程25のタクトと一致しているため、ストッカ26の蓄積数32は増加しない。
後工程25で異常が発生して成形品を処理できなくなった場合、成形品はストッカ26に蓄積されていく。やがて蓄積数32がN2に達したとき取出し機24またはストッカ26により信号29のS2が発信される。射出成形機23は型閉41、低圧型締42の完了後に信号29のS2に応じて、低圧型締42から高圧型締43まで遅延時間T2のタイマが設定される。遅延時間T2経過後50に高圧型締43を行い射出44すると同時に流量調整機28はバルブを開放して冷却水の通水を開始する。ここで流量調整機28は射出成形機23からの信号30のS12によって媒体の通水時間t2タイマをセットしカウントする。通水時間t2経過後52、流量調整機28はバルブを閉じて通水を完了する。射出44後、保圧45、冷却46を行い、型開47して、成形品をエジェクタ48して待機49する。成形サイクルの延長に伴う金型温度の低下を流量調整機28で媒体の通水時間を調整することによって抑制する。
後工程25が復帰すると、射出成形機23の延長された成形サイクルに対し後工程25のタクトが短くなるため、成形品の供給量に対し後工程25の消化量が上回り、ストッカ26に蓄積された成形品は徐々に減少していく。ストッカ26の蓄積数32が再びN1以下に戻った時に取出し機24またはストッカ26から信号S1が発信される。射出成形機23は型閉41、低圧型締42の完了後に信号29のS1に応じて、低圧型締42から高圧型締43までの遅延時間T1を設定し、信号30のS11を発信する。流量調整機28は媒体の通水時間t1を設定し、通常サイクルに戻る。
一方、後工程25に異常が発生し、復帰までの時間が長くなった場合、ストッカ26に蓄積される成形品は蓄積数32はN2を超えて増加し続け、やがて蓄積数32がN3に達したとき取出し機24またはストッカ26から信号29のS3が発信される。射出成形機23は信号29のS3に応じて、型閉41、低圧型締42後に型閉状態のまま停止し待機51し、信号30のS13を発信する。流量調整機28はバルブを切替えて媒体を金型温調機27から金型温調機31に切替える。金型温調機31は金型温調機27で連続成形時に達する金型温度で制御されており、成形停止時に金型温度が低下するのを抑制して連続成形時と同等な金型温度を保つことができる。従って成形再起動時に所定の金型温度に達するまでの捨てショットが必要なくなる。
11 型閉工程
12 低圧型締工程
13 調整時間
14 高圧型締工程
15 射出工程
16 保圧工程
17 冷却工程
18 型開工程
19 エジェクタ工程
20 通水時間
21 通水遅延時間
12 低圧型締工程
13 調整時間
14 高圧型締工程
15 射出工程
16 保圧工程
17 冷却工程
18 型開工程
19 エジェクタ工程
20 通水時間
21 通水遅延時間
Claims (3)
- 射出成形機で成形された成形品を、後工程に供給するに際し供給調整するために、前記射出成形機の成形サイクルを伸縮させる工程を有する射出成形方法であって、成形サイクルを伸縮させるに際し金型温度に差が生じないよう、前記射出成形機で使用する金型の媒体供給径路に流量調整機を設け、媒体の流量およびまたは射出工程から媒体を通水開始する時間を所定時間遅延させる工程、及び/又は媒体を通水する時間を調整する工程を有することを特徴とした射出成形方法。
- 射出成形機で成形された成形品を、後工程に供給するに際し供給調整するために、前記射出成形機を自動停止させる工程を有する射出成形方法であって、前記射出成形機で使用する金型を高温と低温で温度制御する2つの金型温調機を設置し、成形を停止させるに際し金型温度が低下しないよう金型温調機を切替える工程を有することを特徴とした射出成形方法。
- 成形品を生産する射出成形機と、成形品を使用する後工程と、射出成形機と後工程の間に設けた成形品を一時的に蓄積するストッカ装置からなる生産システムにおいて、前記ストッカ装置に蓄積された成形品数量に応じて、射出成形機の動作を変更する際、請求項1又は請求項2に記載の射出成形方法を用いることを特徴とした生産システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005162583A JP2006334932A (ja) | 2005-06-02 | 2005-06-02 | 射出成形方法及び、それを用いた生産システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005162583A JP2006334932A (ja) | 2005-06-02 | 2005-06-02 | 射出成形方法及び、それを用いた生産システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006334932A true JP2006334932A (ja) | 2006-12-14 |
Family
ID=37555878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005162583A Withdrawn JP2006334932A (ja) | 2005-06-02 | 2005-06-02 | 射出成形方法及び、それを用いた生産システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006334932A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105856525A (zh) * | 2016-05-06 | 2016-08-17 | 柳州煜华科技有限公司 | 汽车大型注塑件生产方法 |
| CN106079335A (zh) * | 2016-08-04 | 2016-11-09 | 江苏文光模具技术有限公司 | 一种注塑模具的变温循环系统和变温循环方法 |
| US20180117815A1 (en) * | 2016-10-28 | 2018-05-03 | Canon Kabushiki Kaisha | Method for manufacturing molded product |
-
2005
- 2005-06-02 JP JP2005162583A patent/JP2006334932A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105856525A (zh) * | 2016-05-06 | 2016-08-17 | 柳州煜华科技有限公司 | 汽车大型注塑件生产方法 |
| CN106079335A (zh) * | 2016-08-04 | 2016-11-09 | 江苏文光模具技术有限公司 | 一种注塑模具的变温循环系统和变温循环方法 |
| US20180117815A1 (en) * | 2016-10-28 | 2018-05-03 | Canon Kabushiki Kaisha | Method for manufacturing molded product |
| JP2018069565A (ja) * | 2016-10-28 | 2018-05-10 | キヤノン株式会社 | 成形品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI461281B (zh) | 射出成形裝置的模具溫度調節迴路及熱媒體的排出方法 | |
| EP1927458B1 (en) | Molding machine system | |
| JP6911245B2 (ja) | プラスチック材料の射出成形のための方法、装置、およびプレス | |
| JP5335994B2 (ja) | 射出成形装置、及び射出成形装置の熱媒体の排出方法 | |
| JP2009006486A (ja) | 射出成形システム、コンピュータプログラム、射出成形方法、射出成形機 | |
| JP2006334932A (ja) | 射出成形方法及び、それを用いた生産システム | |
| US9751246B2 (en) | Ejection controller for injection molding machine | |
| JP2001129863A (ja) | 射出成形システムの制御方法 | |
| US9975288B2 (en) | Control device of injection molding machine having resin purge function | |
| JP5581741B2 (ja) | 複数の金型を使用する樹脂成形方法 | |
| JP4376841B2 (ja) | 射出成形機及びその制御方法 | |
| JP2006015538A (ja) | 射出成形方法、該射出成形方法を用いた生産システム制御方法 | |
| JP4850930B2 (ja) | 射出成形機を用いた成形品の製造方法 | |
| JP4307415B2 (ja) | 射出成形機の全自動運転システム | |
| JP5011050B2 (ja) | 射出成形方法 | |
| KR20160039421A (ko) | 사출 성형 금형 온도 조정 모듈 및 온도 조정 방법 | |
| JP4994916B2 (ja) | 射出成形機および射出成形方法 | |
| JP4438057B2 (ja) | 成形品の製造方法 | |
| JP6413906B2 (ja) | 射出成形装置 | |
| US20060170135A1 (en) | Method for efficiently manufacturing various molded products | |
| JP3895476B2 (ja) | 型開閉制御方法及びその装置 | |
| JPH0557775A (ja) | 生産ラインの制御方法とその生産ラインに使用される 射出成形機 | |
| EP4049827B1 (en) | Injection molding machine | |
| JP2004351850A (ja) | 型締制御方法及びその方法に用いられる型締装置 | |
| JP3771704B2 (ja) | 射出成形方法および射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20080805 |