JP2007092829A - 弁 - Google Patents
弁 Download PDFInfo
- Publication number
- JP2007092829A JP2007092829A JP2005281199A JP2005281199A JP2007092829A JP 2007092829 A JP2007092829 A JP 2007092829A JP 2005281199 A JP2005281199 A JP 2005281199A JP 2005281199 A JP2005281199 A JP 2005281199A JP 2007092829 A JP2007092829 A JP 2007092829A
- Authority
- JP
- Japan
- Prior art keywords
- intermediate layer
- base material
- layer
- ball
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K31/00—Actuating devices; Operating means; Releasing devices
- F16K31/02—Actuating devices; Operating means; Releasing devices electric; magnetic
- F16K31/06—Actuating devices; Operating means; Releasing devices electric; magnetic using a magnet, e.g. diaphragm valves, cutting off by means of a liquid
- F16K31/0644—One-way valve
- F16K31/0655—Lift valves
- F16K31/0665—Lift valves with valve member being at least partially ball-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60T—VEHICLE BRAKE CONTROL SYSTEMS OR PARTS THEREOF; BRAKE CONTROL SYSTEMS OR PARTS THEREOF, IN GENERAL; ARRANGEMENT OF BRAKING ELEMENTS ON VEHICLES IN GENERAL; PORTABLE DEVICES FOR PREVENTING UNWANTED MOVEMENT OF VEHICLES; VEHICLE MODIFICATIONS TO FACILITATE COOLING OF BRAKES
- B60T8/00—Arrangements for adjusting wheel-braking force to meet varying vehicular or ground-surface conditions, e.g. limiting or varying distribution of braking force
- B60T8/32—Arrangements for adjusting wheel-braking force to meet varying vehicular or ground-surface conditions, e.g. limiting or varying distribution of braking force responsive to a speed condition, e.g. acceleration or deceleration
- B60T8/34—Arrangements for adjusting wheel-braking force to meet varying vehicular or ground-surface conditions, e.g. limiting or varying distribution of braking force responsive to a speed condition, e.g. acceleration or deceleration having a fluid pressure regulator responsive to a speed condition
- B60T8/36—Arrangements for adjusting wheel-braking force to meet varying vehicular or ground-surface conditions, e.g. limiting or varying distribution of braking force responsive to a speed condition, e.g. acceleration or deceleration having a fluid pressure regulator responsive to a speed condition including a pilot valve responding to an electromagnetic force
- B60T8/3615—Electromagnetic valves specially adapted for anti-lock brake and traction control systems
- B60T8/363—Electromagnetic valves specially adapted for anti-lock brake and traction control systems in hydraulic systems
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/046—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material with at least one amorphous inorganic material layer, e.g. DLC, a-C:H, a-C:Me, the layer being doped or not
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/28—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in one step
- C23C8/30—Carbo-nitriding
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/28—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in one step
- C23C8/30—Carbo-nitriding
- C23C8/32—Carbo-nitriding of ferrous surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K25/00—Details relating to contact between valve members and seats
- F16K25/005—Particular materials for seats or closure elements
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Fluid Mechanics (AREA)
- Transportation (AREA)
- Magnetically Actuated Valves (AREA)
- Check Valves (AREA)
Abstract
【課題】 ボール部およびシート部の摩耗を低減することにより、弁の寿命を長くする。
【解決手段】 ボール部12をシート部に押接させて流体の流れを遮断する閉状態と、ボール部12をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、この弁は、非磁性金属材料からなる球状の母材40と、母材40にタフトライド処理を施すことにより母材40の表層部に形成された中間層42と、中間層42の表面に積層されたDLC(Diamond Like Carbon)からなる最外層44とを含むボール部12を備える。
【選択図】 図3
【解決手段】 ボール部12をシート部に押接させて流体の流れを遮断する閉状態と、ボール部12をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、この弁は、非磁性金属材料からなる球状の母材40と、母材40にタフトライド処理を施すことにより母材40の表層部に形成された中間層42と、中間層42の表面に積層されたDLC(Diamond Like Carbon)からなる最外層44とを含むボール部12を備える。
【選択図】 図3
Description
本発明は、ボール部をシート部に押接させて流体の流れを遮断する閉状態と、ボール部をシート部から離間させて流体の流れを許容する開状態とを取りうる弁に関する。
従来から、逆止弁を備えた油圧オートテンショナにおいて、逆止弁のチェックボールの表面にDLC(Diamond Like Carbon、ダイアモンド状炭素)コーティング等による被膜を設けることが知られている(例えば、特許文献1参照)。このような被膜を設けることにより、チェックボールと環状ボールシートとの凝着摩耗を起こりにくくすることができる。また、液圧ピストンポンプ・モータの摺動部材の摺動面にDLC薄膜をコーティングすることも知られている(例えば、特許文献2参照)。さらに、アルミナなどのセラミクスからなる基材に金属炭窒化物膜等の中間層を形成し、中間層の表面に硬質炭素膜とシリコン膜とを積層した積層膜を被覆層として形成したバルブ用弁体も知られている(例えば、特許文献3参照)。また、硬度が高くなる処理を施した非磁性材でバルブおよびバルブシートを構成した電磁弁も知られている(例えば、特許文献4参照)。
特開2003−207001号公報
特開2002−31040号公報
特開2001−235042号公報
特開2001−263526号公報
ボール部とシート部とを備える弁においては、流体の流れを遮断するためにボール部をシート部に押接させると線接触となり、接触部には高い接触応力が生じる。また、弁の開閉の際にボール部はシート部に対して摺動したり衝突したりする。このため、弁の開閉を繰り返すと、ボール部およびシート部が摩耗してしまう。
そこで、本発明は、ボール部およびシート部の摩耗を低減することにより、弁の寿命を長くすることを目的とする。
上記課題を解決するために、本発明のある態様の弁は、ボール部をシート部に押接させて流体の流れを遮断する閉状態と、ボール部をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、ボール部は、球状の母材と、母材の表層部に形成された中間層と、中間層に積層され、閉状態においてシート部に押接される最外層とを備え、中間層は最外層よりも母材への密着性が高く、最外層は中間層よりも低摺動性の薄膜からなる。
この態様によれば、弁の閉状態においてシート部に押接されるボール部の最外層は中間層よりも低摺動性の薄膜により形成される。このため、ボール部の最外層は摺動特性に優れており、ボール部とシート部との摩耗は低減される。また、中間層は最外層よりも母材への密着性が高いので、仮に最外層が剥離したり摩耗により失われたりしたとしても、中間層がシート部に押接されることとなる。よって、引き続きある程度の耐摩耗性を維持することが可能となる。その結果、弁の寿命を長くすることができる。
また、本発明の他の態様の弁は、ボール部をシート部に押接させて流体の流れを遮断する閉状態と、ボール部をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、ボール部は、非磁性金属材料からなる球状の母材と、母材にタフトライド処理を施すことにより母材の表層部に形成された中間層と、中間層の表面に積層されたDLC(Diamond Like Carbon)からなる最外層とを備える。
この態様によれば、弁の閉状態においてシート部に押接されるボール部の最外層はDLCで形成されている。DLCからなる最外層は、中間層および母材よりも摺動特性に優れているのでボール部とシート部との摩耗は低減される。また、DLCからなる最外層は、非磁性金属材料からなる母材にタフトライド処理を施すことにより形成された中間層に積層されている。この中間層は母材との密着性が高くかつ母材よりも硬度が高い。よって、仮に最外層のDLCが剥離したり摩耗により失われたりしたとしても、硬度の高い中間層がシート部に押接されることとなり、引き続き耐摩耗性を維持することができる。したがって、弁の寿命を長くすることができる。
このとき、最外層の厚さは、中間層の厚さよりも薄くてもよい。このように最外層の膜圧を薄くすれば、最外層の剥離を抑制することができるので、弁の寿命を長くすることができる。
また、閉状態においてボール部に作用する接触応力の深さ方向分布が中間層の内部で最大値をとるように、中間層および最外層のそれぞれの厚さが設定されていてもよい。このようにすれば、母材との密着性の高い中間層の内部に接触応力の深さ方向分布のピークが設定される。よって、最外層の内部に作用する接触応力は相対的に低く抑えられ、最外層の内部における破壊やそれに伴う最外層の剥離を抑制することができる。
更に、シート部は、シート部基材と、シート部基材の表面に形成された固体潤滑層とを備えてもよい。弁の通常の使用時においては、ボール部とシート部との間には、例えば作動油などの流体による潤滑膜が形成されているが、気泡の発生や自励振動等の影響により潤滑膜が破壊される場合がある。よって、このように、シート部基材の表面に例えば軟質金属等により形成された固体潤滑層を設けることにより、潤滑膜が破壊されたとしてもボール部とシート部との間に焼き付き等が発生するのを抑制することができる。
また、中間層は、タフトライド処理により中間層の表面に副次的に形成された化合物を除去する処理が施されていてもよい。このようにすれば、中間層の表面に積層された最外層が、タフトライド処理により副次的に形成された化合物とともに剥離するのを抑えることができる。よって、最外層と中間層との密着性を向上させることができる。
本発明によれば、ボール部とシート部とを備える弁の寿命を長くすることができる。
以下、図面を参照しながら、本発明を実施するための最良の形態について詳細に説明する。
図1は、本発明の一実施形態に係る電磁弁10の断面を模式的に示す断面図である。本実施形態に係る電磁弁10は、例えば、車両に設けられた車輪に付与される制動力を制御するためのブレーキ制御システムにおいて、車両に制動力を付与するためのホイールシリンダに供給される作動流体の液圧を制御するために用いられる。
電磁弁10は、ボール部12と、シート部14とを含んで構成される。ボール部12は、球状の形状とされており、本実施形態においては、例えばその直径は数mm程度とされている。ボール部12は、シート部14の中心部に形成された流入口16に対向するようにシャフト部18の一端側に固定されて支持されている。なお、流入口16の中途には、流入する流体に含まれる異物を除去するためのフィルタ(図示せず)が設けられている。
シャフト部18は、ボール支持部22とシャフト24とを含む。シャフト24の一端にはボール支持部22が固定されており、ボール支持部22はシャフト24の一端から電磁弁内部空間20へと突き出している。ボール支持部22の先端にボール部12が固定されている。また、ボール支持部22とシート部14とはスプリング34により連結されており、スプリング34は、シート部14から離間させる方向にボール部12を付勢する。すなわち、図1に図示されている電磁弁10は、ソレノイド30に電流が供給されていない状態においてはボール部12とシート部14とが離間して開状態となる、いわゆる常開型の電磁弁である。
一方、シャフト24の他端にはプランジャ26が固定されており、プランジャ26とボール部12とは、シャフト24により同軸に固定的に連結されている。プランジャ26を包囲するようにスリーブ28が設けられ、スリーブ28の周囲にはさらにソレノイド30が配設される。また、スリーブ28は、固定部材32を介してシート部14に固定されている。固定部材32の中心部に形成された貫通孔にはシャフト24が延在しており、固定部材32の側部には、電磁弁内部空間20と外部とを連通する流出口36が形成されている。
ソレノイド30に電流が供給されると、プランジャ26を固定部材32に接近させる方向、すなわち、ボール部12をシート部14に接近させる方向に電磁駆動力が作用する。このとき、ボール部12はシート部14に押接されて電磁弁10は閉状態とされ、流入口16から流出口36への流体の流れは遮断される。一方、ソレノイド30に電流が供給されていない状態においてはスプリング34の付勢力によりボール部12がシート部14から離間して電磁弁10は開状態とされ、流入口16から流出口36への流体の流れは許容される。このようにして電磁弁10は開閉される。また、ソレノイド30に供給する電流を制御することにより電磁弁10の開度、すなわちボール部12とシート部14との間隙を調整することも可能である。
なお、本実施形態においては、上述のように、ソレノイド30に電球が供給されたときに生じる電磁駆動力によって開閉が制御される電磁弁10を用いている。しかし、本発明は、ボール部12をシート部14に押接させて流体の流れを遮断する閉状態と、ボール部12をシート部14から離間させて流体の流れを許容する開状態とを取りうる弁であれば、電磁駆動力以外の駆動方式を採用する弁にも適用することができる。例えば、電動モータから出力される回転運動をボール部12の往復運動に変換することにより弁の開閉を制御する場合にも本発明を適用可能である。
図2は、電磁弁10の開閉に伴うボール部12の挙動を説明するための模式図である。図2においては、電磁弁10が閉状態であるときのボール部12を実線により示し、電磁弁10が開状態であるときのボール部12を破線により示す。なお、図を簡明とするために、シャフト部18のボール支持部22やスプリング34等の図示は省略している。
ソレノイド30への電流の供給が停止されてボール部12がシート部14から離間する際には、図2に矢印Aで示されるように、ボール部12は、流入口16および流出口36のそれぞれから離れる方向へと移動する。これは、電磁弁内部空間20を流れる流体が、図2中で破線の矢印Bにより示されるように、流入口16から流出口36へ向かって流れるためである。そうすると、ボール部12とシート部14とは、摺動摩擦部38において摺動したり衝突したりしてしまう。摺動摩擦部38は、ボール部12とシート部14とが互いに押接されて流体を遮断するシール部の近傍で、流入口16を挟んで流出口36とは反対側の部位に形成される。ボール部12はシート部14に対して線接触となり、ボール部12上の線接触部には高い接触応力が作用する。よって、電磁弁10の開閉の際の摺動や衝突により摩耗が進んでしまうという問題があった。
そこで、かかる問題点を考慮して、本実施形態においては、ボール部12の表層部の構造を図3に示されるような積層構造としている。図3は、本実施形態に係るボール部12の表層部の構造を示す断面図である。
ボール部12は、球状の母材40と、母材40の表層部に形成された中間層42と、中間層42の表面に積層された最外層44とを含んで構成される。母材40は、例えばステンレス等の非磁性金属材料からなる。流体中の鉄粉等の微小異物が、ソレノイド30への通電時にボール部12に吸着することを避けるという点では母材40を非磁性材料とすることが好ましく、また、母材40の割れなどの破壊を抑制するという点では金属材料とすることが好ましい。
本実施形態においては、中間層42は、タフトライド処理(塩浴軟窒化処理)を母材40に施すことにより母材40の表層部に形成されている。タフトライド処理を母材40に施すことにより、母材40の表層部には中間層42として母材浸透性の良い膜が形成される。なお、タフトライド処理に代えて、ガス軟窒化法等の他の軟窒化処理を採用してもよい。
この中間層42は、母材40よりも高い硬度を有するとともに母材40との密着性に優れている。ここでの硬度は、例えばビッカース硬さの値により評価される。密着性は、ボール部12の表面に割れが生じるときの荷重を測定することにより評価される。測定された荷重が大きいものほど密着性が高いと評価される。この荷重の測定方法としては、例えば、押し付け法を採用することが好ましい。押し付け法においては、所定の荷重でボール部12をシート部14に押接し、ボール部12とシート部14との接触部に割れが生じる荷重を測定する。この場合、ボール部12に付与される荷重を所定量増加させるたびに接触部を観察する。接触部に割れが生じていなければ、さらに荷重を増加させる。割れが生じていれば、そのときの荷重を測定値とする。
なお、上述の押し付け法に代えて、ボール・ディスク法、または、けがき法を採用することもできる。ボール・ディスク法においては、所定の表面粗さを有する円板状ディスクを回転させ、この回転するディスクにボール部12を押し付ける。ボール部12に付与される荷重を所定量増加させるたびに接触部を観察し、割れが生じたときの荷重を測定値とする。また、けがき法においては、載置されたボール部12に対して、載置面に平行で対向する2方向から荷重をかける。このとき、載置面に平行で荷重方向に垂直な方向から一定荷重で罫書きを入れて、ボール部12の表面に生じる割れを観察する。
最外層44は、例えばDLC等の低摺動性の、すなわち摺動特性に優れた材料から形成される。DLCは、耐摩耗性にも優れているという点で、ボール部の摩耗を低減して電磁弁10の寿命を長くするという点で好ましい。最外層44は、例えばイオンプレーティング等の成膜方法により中間層42の表面にDLCを成膜して形成される。なお、摺動特性は、例えば静止摩擦係数の値により評価することができる。すなわち、最外層44の静止摩擦係数は、中間層42の静止摩擦係数よりも小さい。あるいは、摺動特性は、静止摩擦係数と動摩擦係数とから総合的に評価してもよいし、更に他の指標をも考慮して評価してもよい。
中間層42の表面に最外層44を成膜する前に、中間層42を形成するためのタフトライド処理後に中間層42の表面に副次的に生じている化合物層を適宜のプライマー処理等を施すことにより除去しておくことが好ましい。このようにすれば、最外層44が副次的な化合物層とともに剥離するのを防いで、最外層44と中間層42との密着性を向上させることができる。
本実施形態においては、最外層44の厚さは、中間層42の厚さよりも薄くなるように設定され、中間層42の厚さは、例えば20〜40μm程度とされ、最外層44の厚さは、例えば2〜3μmとされる。このように最外層44の厚さを薄くすれば、最外層の剥離を抑制することができるという点で好ましい。
図4は、本実施形態に係るボール部12の表層部における接触応力の深さ方向の分布を示すグラフである。図4に示されるように、本実施形態においては、接触応力の深さ方向の分布の最大値が、母材40との密着性の高い中間層42の内部となるようにされている。このように接触応力の深さ方向のピークを中間層42の内部に設定するためには、例えばヘルツの式を用いて行えばよい。
このように、中間層42の内部における接触応力の大きさに比較して、最外層44における接触応力を相対的に低くすることにより、本実施形態で最外層44に用いるDLCのように比較的剥離しやすい素材が中間層42から剥離するのを抑制することができる。また、硬度が低く摺動特性に優れた素材を最外層44に採用することも可能となる。
更に、中間層42の内部における接触応力の大きさに比較して、母材40における接触応力も相対的に低くなるように設定されている。これにより、中間層42のほうが母材40よりも硬度が高いので、母材40の損傷も抑制することができる。
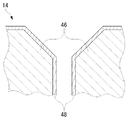
図5は、本実施形態に係るシート部14の断面を示す断面図である。シート部14は、シート部基材46と、シート部基材46の表面に形成された固体潤滑層48とを含んで構成される。固体潤滑層48は、例えば銀や鉛などの軟質金属膜により形成されている。本実施形態では、固体潤滑層48は、イオンプレーティング等の成膜方法によりシート部基材46の表面に成膜され、その厚さは、例えば1〜2μm程度とされている。
電磁弁10の通常の使用時においては、ボール部12とシート部14との間には、例えば作動油などの流体による潤滑膜が形成されているが、気泡の発生や自励振動等の影響により潤滑膜が破壊される場合がある。よって、このように、シート部基材46の表面に固体潤滑層48を設けることにより、潤滑膜が破壊されたとしてもボール部12とシート部14との間に焼き付き等が発生するのを抑制することができる。また、固体潤滑層48の膜厚を抑えるためには、固体潤滑層48はシート部14に設けることが好ましい。シート部14上の摺動面積のほうがボール部12上の摺動面積よりも広いからである。さらに、電磁弁10にシート部14を組み付けるときに圧入バリが生じるのを抑制することができるという点でもシート部14に固体潤滑層48を設けることが好ましい。
以上のように、本実施形態においては、シート部14に押接されるボール部12の最外層44はDLCで形成されるとともに、最外層44は、母材40にタフトライド処理を施すことにより形成された中間層42に積層されている。このため、最外層44は中間層42よりも摺動特性に優れており、ボール部12とシート部14との摩耗は低減される。また、中間層42は母材40との密着性が高くかつ硬度が高いので、仮に最外層44が剥離したり摩耗により失われたりしたとしても、硬度の高い中間層42がシート部14に押接されることとなる。よって、引き続き耐摩耗性を維持することができる。したがって、電磁弁の寿命を長くすることができる。
また、ボール部12の耐摩耗性が向上してボール部12に作用する接触応力を高くすることが可能となる。よって、ボール部12がシート部14に押接されるシール部の径を小さくして電磁弁10を小型化することも可能となる。
10 電磁弁、 12 ボール部、 14 シート部、 40 母材、 42 中間層、 44 最外層、 46 シート部基材、 48 固体潤滑層。
Claims (6)
- ボール部をシート部に押接させて流体の流れを遮断する閉状態と、ボール部をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、
前記ボール部は、球状の母材と、前記母材の表層部に形成された中間層と、前記中間層に積層され、前記閉状態において前記シート部に押接される最外層とを備え、
前記中間層は前記最外層よりも前記母材への密着性が高く、前記最外層は前記中間層よりも低摺動性の薄膜からなることを特徴とする弁。 - ボール部をシート部に押接させて流体の流れを遮断する閉状態と、ボール部をシート部から離間させて流体の流れを許容する開状態とを取りうる弁であって、
前記ボール部は、非磁性金属材料からなる球状の母材と、前記母材にタフトライド処理を施すことにより前記母材の表層部に形成された中間層と、前記中間層の表面に積層されたDLC(Diamond Like Carbon)からなる最外層とを備えることを特徴とする弁。 - 前記最外層の厚さは、前記中間層の厚さよりも薄いことを特徴とする請求項1または2に記載の弁。
- 前記閉状態において前記ボール部に作用する接触応力の深さ方向分布が前記中間層の内部で最大値をとるように、前記中間層および前記最外層のそれぞれの厚さが設定されていることを特徴とする請求項1から3のいずれかに記載の弁。
- 前記シート部は、シート部基材と、前記シート部基材の表面に形成された固体潤滑層とを備えることを特徴とする請求項1から4のいずれかに記載の弁。
- 前記中間層は、前記タフトライド処理により前記中間層の表面に副次的に形成された化合物を除去する処理が施されていることを特徴とする請求項2に記載の弁。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005281199A JP2007092829A (ja) | 2005-09-28 | 2005-09-28 | 弁 |
| US11/511,353 US20070069576A1 (en) | 2005-09-28 | 2006-08-29 | Valve and manufacturing method thereof |
| CNB2006101523168A CN100462602C (zh) | 2005-09-28 | 2006-09-21 | 阀及其制造方法 |
| DE102006045749A DE102006045749A1 (de) | 2005-09-28 | 2006-09-27 | Ventil und Verfahren zur Herstellung desselben |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005281199A JP2007092829A (ja) | 2005-09-28 | 2005-09-28 | 弁 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007092829A true JP2007092829A (ja) | 2007-04-12 |
Family
ID=37887220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005281199A Pending JP2007092829A (ja) | 2005-09-28 | 2005-09-28 | 弁 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20070069576A1 (ja) |
| JP (1) | JP2007092829A (ja) |
| CN (1) | CN100462602C (ja) |
| DE (1) | DE102006045749A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014064994A (ja) * | 2012-09-26 | 2014-04-17 | Nippon Steel & Sumitomo Metal | ノズル |
| JP2019167839A (ja) * | 2018-03-22 | 2019-10-03 | 東芝キヤリア株式会社 | 密閉型圧縮機及び冷凍サイクル装置 |
| WO2022114144A1 (ja) * | 2020-11-27 | 2022-06-02 | 京セラ株式会社 | 逆止弁用ボール |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007059855A1 (de) * | 2007-12-12 | 2009-06-25 | Robert Bosch Gmbh | Kraftstoffzumesseinheit für eine Kraftstoffhochdruckpumpe und Kraftstoffhochdruckpumpe |
| DE102008015497A1 (de) * | 2008-03-25 | 2009-10-08 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Magnetventileinheit |
| JP4686575B2 (ja) * | 2008-06-24 | 2011-05-25 | 新潟原動機株式会社 | ディーゼルエンジン用燃料噴射装置及びその製造方法並びに弁装置 |
| CN101581375A (zh) * | 2009-06-26 | 2009-11-18 | 昆山维萨阀门有限公司 | 金属硬密封球阀 |
| CN102141165B (zh) * | 2010-01-29 | 2014-11-19 | 无锡市威海达机械制造有限公司 | 一种可选位多用途超高压单向阀组合装置 |
| JP5425722B2 (ja) * | 2010-06-23 | 2014-02-26 | 日立建機株式会社 | 斜軸式液圧回転機 |
| DE102012202859B4 (de) * | 2012-02-24 | 2025-12-31 | Mahle International Gmbh | Ventilsystem zur Ladungswechselsteuerung |
| DE102013213419A1 (de) * | 2013-07-09 | 2015-01-15 | Robert Bosch Gmbh | Neuartige Stößelspitzen-Geometrie für ein Druckregelventil |
| CN105696263A (zh) * | 2013-07-11 | 2016-06-22 | 长乐市丽智产品设计有限公司 | 用于射流混合器的电磁阀 |
| US9982511B2 (en) | 2014-01-03 | 2018-05-29 | Proserv Operations, Inc. | Dirty fluid pressure regulator and control valve |
| US10670155B2 (en) | 2015-10-05 | 2020-06-02 | Proserv Gilmore Valve Llc | Latching poppet valve |
| US10487951B2 (en) | 2016-01-22 | 2019-11-26 | Proserv Operations, Inc. | Non-interflow directional control valve |
| WO2018053132A1 (en) | 2016-09-15 | 2018-03-22 | Proserv Operations, Inc. | Low friction hydraulic circuit control components |
| US10739796B2 (en) | 2017-09-22 | 2020-08-11 | Proserv Gilmore Valve Llc | Pressure regulator with reconfigurable hydraulic dampening |
| US10633951B2 (en) | 2017-09-22 | 2020-04-28 | Proserv Operations, Inc. | Pressure regulator with user selectable dampening |
| US11022226B2 (en) | 2018-03-20 | 2021-06-01 | Proserv Operations, Inc. | Microfluidic valve |
| US11054050B2 (en) | 2018-08-13 | 2021-07-06 | Proserv Operations Inc. | Valve with press-fit insert |
| US11209096B2 (en) | 2018-11-19 | 2021-12-28 | Proserv Operations, Inc. | Bilateral and throttling directional control valve |
| EP4234997A3 (en) | 2019-04-03 | 2023-10-11 | Eagle Industry Co., Ltd. | Capacity control valve |
| WO2020204135A1 (ja) | 2019-04-03 | 2020-10-08 | イーグル工業株式会社 | 容量制御弁 |
| CN113692510B (zh) | 2019-04-24 | 2023-07-04 | 伊格尔工业股份有限公司 | 容量控制阀 |
| US12031531B2 (en) | 2019-04-24 | 2024-07-09 | Eagle Industry Co., Ltd. | Capacity control valve |
| US11261982B2 (en) | 2019-06-27 | 2022-03-01 | Proserv Gilmore Valve Llc | Pressure relief valve with bi-directional seat |
| WO2021067428A1 (en) * | 2019-09-30 | 2021-04-08 | Pressure Biosciences, Inc. | High pressure, wear resistant valve for stop flow and/or throttling control |
| US11828370B2 (en) | 2020-01-02 | 2023-11-28 | Proserv Gilmore Valve Llc | Check valve with conforming seat |
| WO2021215347A1 (ja) * | 2020-04-22 | 2021-10-28 | イーグル工業株式会社 | 容量制御弁 |
| US12366301B2 (en) | 2021-12-03 | 2025-07-22 | Proserv Gilmore Valve Llc | Check valve for high-pressure fluids, including abrasives laden fluids |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS547621A (en) * | 1977-06-20 | 1979-01-20 | Okano Valve Seizo Kk | Valve with valve seat and guide section equipped with softtmetallmade thin diaphragm |
| JPH01283430A (ja) * | 1988-05-11 | 1989-11-15 | Kawasaki Steel Corp | 転動疲労寿命特性に優れた軸受 |
| JPH04307188A (ja) * | 1991-01-25 | 1992-10-29 | Alcatel Cit | バルブ |
| JPH10110269A (ja) * | 1996-10-07 | 1998-04-28 | Nissin Electric Co Ltd | パチンコ玉およびその製造方法 |
| JPH10203897A (ja) * | 1997-01-17 | 1998-08-04 | Mitsubishi Electric Corp | 薄膜形成における前処理方法および薄膜形成装置 |
| JP2002031040A (ja) * | 2000-07-12 | 2002-01-31 | Kayaba Ind Co Ltd | 液圧ピストンポンプ・モータ摺動部の表面処理構造 |
| JP2002106740A (ja) * | 2000-07-28 | 2002-04-10 | Nippon Soken Inc | 電磁弁及びそれを用いた高圧ポンプ |
| JP2003207001A (ja) * | 2002-01-10 | 2003-07-25 | Otics Corp | 油圧式オートテンショナ |
| JP2003301889A (ja) * | 2002-04-10 | 2003-10-24 | Tsubakimoto Chain Co | 耐摩耗チェーン |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001235042A (ja) * | 2000-02-22 | 2001-08-31 | Sumitomo Electric Ind Ltd | バルブ用部品及びバルブ |
| JP2001263526A (ja) * | 2000-03-16 | 2001-09-26 | Mitsubishi Electric Corp | 電磁弁 |
| JP3458849B2 (ja) * | 2001-08-03 | 2003-10-20 | 株式会社日立製作所 | コバルト基合金およびこの合金を用いた弁,原子炉プラント |
| CN2557761Y (zh) * | 2002-05-15 | 2003-06-25 | 侯运光 | 复合阀球 |
| GB2404718B (en) * | 2003-08-05 | 2006-11-29 | E2V Tech Uk Ltd | Microfluidic components |
-
2005
- 2005-09-28 JP JP2005281199A patent/JP2007092829A/ja active Pending
-
2006
- 2006-08-29 US US11/511,353 patent/US20070069576A1/en not_active Abandoned
- 2006-09-21 CN CNB2006101523168A patent/CN100462602C/zh not_active Expired - Fee Related
- 2006-09-27 DE DE102006045749A patent/DE102006045749A1/de not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS547621A (en) * | 1977-06-20 | 1979-01-20 | Okano Valve Seizo Kk | Valve with valve seat and guide section equipped with softtmetallmade thin diaphragm |
| JPH01283430A (ja) * | 1988-05-11 | 1989-11-15 | Kawasaki Steel Corp | 転動疲労寿命特性に優れた軸受 |
| JPH04307188A (ja) * | 1991-01-25 | 1992-10-29 | Alcatel Cit | バルブ |
| JPH10110269A (ja) * | 1996-10-07 | 1998-04-28 | Nissin Electric Co Ltd | パチンコ玉およびその製造方法 |
| JPH10203897A (ja) * | 1997-01-17 | 1998-08-04 | Mitsubishi Electric Corp | 薄膜形成における前処理方法および薄膜形成装置 |
| JP2002031040A (ja) * | 2000-07-12 | 2002-01-31 | Kayaba Ind Co Ltd | 液圧ピストンポンプ・モータ摺動部の表面処理構造 |
| JP2002106740A (ja) * | 2000-07-28 | 2002-04-10 | Nippon Soken Inc | 電磁弁及びそれを用いた高圧ポンプ |
| JP2003207001A (ja) * | 2002-01-10 | 2003-07-25 | Otics Corp | 油圧式オートテンショナ |
| JP2003301889A (ja) * | 2002-04-10 | 2003-10-24 | Tsubakimoto Chain Co | 耐摩耗チェーン |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014064994A (ja) * | 2012-09-26 | 2014-04-17 | Nippon Steel & Sumitomo Metal | ノズル |
| JP2019167839A (ja) * | 2018-03-22 | 2019-10-03 | 東芝キヤリア株式会社 | 密閉型圧縮機及び冷凍サイクル装置 |
| WO2022114144A1 (ja) * | 2020-11-27 | 2022-06-02 | 京セラ株式会社 | 逆止弁用ボール |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070069576A1 (en) | 2007-03-29 |
| CN100462602C (zh) | 2009-02-18 |
| CN1940359A (zh) | 2007-04-04 |
| DE102006045749A1 (de) | 2007-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007092829A (ja) | 弁 | |
| JP5600844B2 (ja) | 電磁弁 | |
| JP5158270B2 (ja) | 電磁式リニア弁 | |
| RU2599687C2 (ru) | Скользящий элемент с покрытием из алмазоподобного углерода | |
| EP1484539A1 (en) | Electromagnetic valve | |
| JPH10122082A (ja) | 蓄圧式燃料噴射装置 | |
| JP2004003599A (ja) | 電磁駆動装置 | |
| JPWO2009099226A1 (ja) | Dlc被覆摺動部材及びその製造方法 | |
| JPWO2012032594A1 (ja) | 電磁式リニア弁 | |
| JP3194982B2 (ja) | エンジンのバルブリフタの製造方法 | |
| JP4320605B2 (ja) | 一対の摺動部材 | |
| CN1967000B (zh) | 用于控制流体的阀 | |
| KR101239590B1 (ko) | 프레팅 마모를 경감시키는 간극 기재 및 간극 기재를 사용한 체결 구조물 | |
| EP1378664B1 (en) | Fuel pump for direct fuel injection apparatus | |
| KR19990078423A (ko) | 심 및 캠의 조합체 | |
| JP2007327037A (ja) | 転がり摺動部材およびこれを用いた転動装置 | |
| JPH07127402A (ja) | アジャスティングシムとカムの組合せ | |
| EP2146087B1 (en) | Fuel injection device for diesel engine, method for manufacturing the same, and valve unit | |
| CN105074300B (zh) | 密封阀及其制造方法 | |
| JP2009243619A (ja) | 転がり摺動部材及び鋼管成形ロール用軸受 | |
| US7708465B2 (en) | Hydrodynamic bearing device, spindle motor, and method for manufacturing hydrodynamic bearing device | |
| JP5380876B2 (ja) | 部品組立体 | |
| JP4022856B2 (ja) | 電磁アクチュエータ | |
| JP6359299B2 (ja) | 摺動部材 | |
| JP4745802B2 (ja) | 電磁弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080812 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081010 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090317 |