JP2007126784A - 織機用テープ状横糸送り出し装置 - Google Patents
織機用テープ状横糸送り出し装置 Download PDFInfo
- Publication number
- JP2007126784A JP2007126784A JP2005320363A JP2005320363A JP2007126784A JP 2007126784 A JP2007126784 A JP 2007126784A JP 2005320363 A JP2005320363 A JP 2005320363A JP 2005320363 A JP2005320363 A JP 2005320363A JP 2007126784 A JP2007126784 A JP 2007126784A
- Authority
- JP
- Japan
- Prior art keywords
- tension
- weft
- feed
- yarn
- repeater
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003780 insertion Methods 0.000 claims abstract description 14
- 230000037431 insertion Effects 0.000 claims abstract description 14
- 230000001360 synchronised effect Effects 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims abstract description 9
- 238000009941 weaving Methods 0.000 abstract description 3
- 229920000049 Carbon (fiber) Polymers 0.000 abstract 2
- 239000004917 carbon fiber Substances 0.000 abstract 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 abstract 2
- 238000004804 winding Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
Images

Landscapes
- Looms (AREA)
Abstract
【課題】カーボン繊維等の硬くて脆いテープ状の糸をレピア織機で効率よく製織する方法と装置を提供する。
【解決手段】1ピック以上の長いループ部分を無くすために、給糸リール部分をレピアがよこ糸を必要とするタイミングと長さに同期して駆動することで、横糸貯留部分を除いた。給糸リールの巻き径データと織機と給糸リールの回転情報から巻き径を計算し、レピア駆動部分のエンコーダ信号から横糸の移動量を求め、これと同期して給糸リールをサーボモータの駆動で横糸を送り出す。この同期比率運転はカーボン繊維等のストレッチの無い糸に対しては張力で制御する必要がある。送り出し張力をテンションローラで検出して補正信号として加算して張力制御系に変える。さらに送出し張力と横入張力を別々に設定する必要が有ればフィードロール部分を送り出しと横入れの間に設けて対応する。
【選択図】図1
【解決手段】1ピック以上の長いループ部分を無くすために、給糸リール部分をレピアがよこ糸を必要とするタイミングと長さに同期して駆動することで、横糸貯留部分を除いた。給糸リールの巻き径データと織機と給糸リールの回転情報から巻き径を計算し、レピア駆動部分のエンコーダ信号から横糸の移動量を求め、これと同期して給糸リールをサーボモータの駆動で横糸を送り出す。この同期比率運転はカーボン繊維等のストレッチの無い糸に対しては張力で制御する必要がある。送り出し張力をテンションローラで検出して補正信号として加算して張力制御系に変える。さらに送出し張力と横入張力を別々に設定する必要が有ればフィードロール部分を送り出しと横入れの間に設けて対応する。
【選択図】図1
Description
本発明はレピァ織機用のテープ状横糸送り出し装置の改良に関するものである。
従来の技術として、テープ状横糸の送り出しリールを織機の運転と連動して回転し、送り出しリール部分とレピァが横糸を把持するグリッパー間に横糸をループ状にダンサーローラを使用した位置制御により、1ピック分以上貯留して、レピァ駆動による急速な横入れに対応していた。
ダンサーローラを使用した制御方法では応答性が悪く、送り出しリールとグリッパー間に横糸をループ状に1ピック以上の長さで貯留する必要が有った。このため、ループ部分で横糸にねじれが発生して、生産した織物の品質を低下させた。又横入れ期間の急速な横入れにより、ダンサーローラの急上昇による張力増加で、送り出しリールでの横糸の食い込みや、レピァからの糸抜け等が発生して織機の回転数を上げることができず、織物品質と生産性に問題が有った。
本発明では送り出しリールをサーボモータにより駆動し、さらにレピァ駆動部分の位置情報をレピァ駆動部分の回転軸にアブソリュウトエンコーダを取り付けて取り出し、この情報と送り出しリール径を織機の回転数と送り出しリールの回転数から計算して、送り出しリールの回転とレピァのよこ入れ速度を同期比率運転して、ダンサーローラ制御を廃止し、ループ状貯留部分を無くした。
さらに送り出しリールとフィードロール間、フィードロールとグリッパー間にガイドロールとテンションローラを利用した張力設定部分を設け、送り出しリールからの横糸解除張力を設定可能にした。さらにフィードロールとグリッパー間の張力設定部分はグリッパー部分にレピァが接近し、横糸を把持して、横入れが開始されると、グリッパー部分が開放され、フィードロールとグリッパー間に設けられた張力設定部分は、横入れ張力として機能する。
長いループ部分が無くなり、横糸張力が安定し、織機の高速回転が可能になった。又送り出しリールからの解除張力が設定可能になったので、送り出しリールへの、横糸巻き付きや、食い込みが無くなり横糸のスムーズな解除が行われるようになり、織物品質が向上した。横入れ期間の張力設定も可能になり、横入れ期間中のレピァからの糸はずれも無くなり、織機の稼働率も向上した。
図1は本発明の側面図である。送り出しリール1に巻かれたテープ状の横糸2はガイドロール3aとガイドロール3bを通過する。このときガイドロール3aとガイドロール3b間にはテンションローラ4が有り、テンションローラ4の重量とガイドロール3aとガイドロール3b間の位置関係でよこ糸2に張力が与えられる。このテンションローラ4の位置をガイドロール3aとガイドロール3b間の下側に取り付けられた位置検出器14で検出し、後述する制御方法で一定の位置に保たれる。張力はこのテンションローラ4の重量とガイドロール3aとガイドロール3b間からの位置により設定できる。
横糸2の送り出しリール1からの送り出しは送り出しリール1と機械的に連結された送り出しモータM1の回転により行われ、レピァ10の横入れタイミングと同期して行われる。
さらに横糸2はフィードロール5とプッシングロール6間でニップされた部分を通過して、ガイドロール3c、テンションローラ7、ガイドロール3dを通過する。
さらに横糸2はフィードロール5とプッシングロール6間でニップされた部分を通過して、ガイドロール3c、テンションローラ7、ガイドロール3dを通過する。
このとき前に記述したと同じような方法で、テンションローラ7の重量とガイドロール3c、ガイドロール3d間からの位置設定により張力を設定でき、位置検出器15による制御でほぼ一定の位置にテンションローラ7は制御される。フィードロール5はフィードモータM2に機械的に連結され、レピァ10のよこ入れタイミングと同期して駆動される。横糸2はこのフィードロール5とプッシングロール6間でニップされているので、この部分を通過するので、前と後で別々のストレッチ又は張力を与えることが可能である。
横糸2は織機のよこ入れをしないタイミングではグリッパー固定部9とグリッパー駆動部8間に固定され、レピァ10が進入して横糸2を把持する。横糸2を把持してレピァ10が後退を始めると、グリッパー駆動部8が動作して、横糸2をグリッパー固定部9とグリッパー駆動部8間に固定された状態から開放する。グリッパー駆動部8のタイミング制御は図示していない織機本体のクランク軸に取り付けられたエンコーダ信号により行われる。
レピァ10はレピァバンド11の先端に取り付けられており、レピァバンド11はレピァバンド駆動ホイル12と機械的に連結されている。ここではレピァバンド駆動ホイル12はレピァバンド駆動モータM3と機械的に連結されているが、一般的には、織機本体の駆動部分から、特殊なカムにより駆動されることが多い。
ここで図示した、レピァバンド駆動モータM3を使用した装置では、織機本体のクランク軸に取り付けられたエンコーダ信号により図示していない、サーボアンプを通じて、横入れに必要なタイミングで駆動される。レピァバンド駆動ホイル12には機械的にアブソリュウトエンコーダ13が連結され、レピァ10の正確な位置情報を取り出している。
レピァバンド駆動モータM3の逆転により、レピァ10が後退して横糸2の図示していない、たて糸間への引き込みが完了すると、図示していない開口部分がクロスタイミングになり横糸2をたて糸が挟み込み、レピァ開放部分が動作して、横糸2はレピァ10から開放される。一方、グリッパー駆動部8が前に記した、織機本体に取り付けたエンコーダ信号により動作して、横糸2を固定し、図示していないカッターが動作してこの固定された横糸2と、たて糸側に横入れされた横糸2部分とを切断し、横入れが完了する。
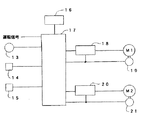
図2により制御動作を説明すると、設定器16によりレピァ10の位置を検出するアブソリュウトエンコーダ13と同期比率運転される、送り出しモータM1やフィードモータM2との同期比率の割合や、送り出しリール1の巻き径データなどが設定される。織機から運転信号が来ると、制御器17は動作状態になり、レピァ10の位置情報がアブソリュウトエンコーダ13から入力され、この情報によりサーボアンプ18,サーボアンプ20によこ入れに必要なタイミングで同期比率運転に必要な出力信号が出る。
サーボアンプ18には送り出しモータM1,サーボアンプ20にはフィードモータM1が電気的に接続されている。送り出しモータM1には機械的にエンコーダ19がフィードモータM2にはエンコーダ21が連結されている。エンコーダ19は電気的にサーボアンプ18と制御器17に接続され、送り出しモータM1の回転信号がフィードバックされ、この信号は送り出しモータM1の回転の安定以外に、同期比率のフィードバック信号として利用する。
エンコーダ19とアブソリュウトエンコーダ13の信号から送り出しリール1の径を計算して、設定器16で初期設定された、送り出しリール1の巻き径を計算し直しして、巻き径変化に対応した同期比率の計算をする。さらにテンションローラ4の位置情報を位置検出器14に検出して同期比率の計算値を修正してサーボアンプ18を通して、送り出しモータM1を制御する。
この制御方法はマイナーループとして応答性の早い同期比率運転を基本にして、横糸2に必要な張力制御を同期比率運転に補正を行う方法でメインループとしている。従い制御ループの安定化と高精度の両方を達成しており、ストレッチの少ない糸の制御に適している。
フィードモータM2も同じようにエンコーダ21とアブソリュウトエンコーダ13の信号による同期比率運転に対して、位置検出器15からの信号でテンションローラ7に対するガイドロール3cとガイドロール3dからの位置を一定になるように補正する。従いここでもマイナーループとして同期比率運転、メインループとして張力制御が行われる。
上の説明では張力の設定方法としてテンションローラの位置制御で説明したが、テンションローラをバネで附勢する方法や、支持部へのロードセル取り付けによる張力制御方法も考えられる。説明の都合上、片側レピァ織機で説明したが、両側レピァ織機でも同様に動作させることができる。
又横糸2のストレッチの有無や、硬度等、横糸2の特性により、送り出しリール1からの送り出し張力と、レピァ10による横入れ張力がほぼ等しくても問題が無い場合いに対しては、フィードロール部分を省略できる。又張力制御よりストレッチ制御が良い、伸びの有る糸では、送り出しリール1の同期比率運転のみで、長いループ部分を無くした横糸送り出しの目的を達成できる。
リールに巻かれた材料を間欠的に送り込む、プレス機や切断機の送り出し装置として、ほとんどたるみ部分を無くして、高速化と安定した送り出し装置として使用可能である。
1 送り出しリール
2 よこ糸
3a,3b ガイドロール
3c,3d ガイドロール
4 ウェートローラ
5 フィードロール
6 プッシングロール
7 ウェートローラ
8 グリッパー駆動部
9 グリッパー固定部
10 レピァ
11 レピァバンド
12 レピァバンド駆動ホイル
13 アブソリュウトエンコーダ
14 位置検出器
15 位置検出器
16 設定器
17 制御器
18 サーボアンプ
19 エンコーダ
20 サーボアンプ
21 エンコーダ
M1 送り出しモータ
M2 フィードモータ
M3 レピァバンド駆動モータ
2 よこ糸
3a,3b ガイドロール
3c,3d ガイドロール
4 ウェートローラ
5 フィードロール
6 プッシングロール
7 ウェートローラ
8 グリッパー駆動部
9 グリッパー固定部
10 レピァ
11 レピァバンド
12 レピァバンド駆動ホイル
13 アブソリュウトエンコーダ
14 位置検出器
15 位置検出器
16 設定器
17 制御器
18 サーボアンプ
19 エンコーダ
20 サーボアンプ
21 エンコーダ
M1 送り出しモータ
M2 フィードモータ
M3 レピァバンド駆動モータ
Claims (3)
- レピァ織機の横糸送り出し装置において、テープ状横糸が巻かれた、送り出しリールをサーボモータと機械的に連結して、レピァのよこ入れ期間に横入れ速度と同期比率運転をして、よこ糸をストレッチ制御で送り出す方法。
- 請求項1において、送り出し張力をテンションローラの位置検出等で行い、上記同期比率運転によるストレッチ制御を張力により補正して、送り出し制御を張力制御系として運転する方法。
- 請求項2の装置において、送り出しリールとレピァ間にフィードロールを開設し、フィードロールをレピァのよこ入れ期間と同期比率運転し、フィードロールとレピァ間の張力を検出し、同期比率運転によるストレッチ制御に張力補正をして、送り出し張力と、よこ入れ張力を別々に設定できるようにした装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005320363A JP2007126784A (ja) | 2005-11-04 | 2005-11-04 | 織機用テープ状横糸送り出し装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005320363A JP2007126784A (ja) | 2005-11-04 | 2005-11-04 | 織機用テープ状横糸送り出し装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007126784A true JP2007126784A (ja) | 2007-05-24 |
Family
ID=38149654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005320363A Pending JP2007126784A (ja) | 2005-11-04 | 2005-11-04 | 織機用テープ状横糸送り出し装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007126784A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101131457B1 (ko) | 2006-02-22 | 2012-03-30 | 영남대학교 산학협력단 | 직기용 편평상 위사송출장치 |
| CN102634910A (zh) * | 2012-04-17 | 2012-08-15 | 烟台宋和宋科学技术应用工程有限责任公司 | 全独立伺服驱动剑杆织机 |
| CN103132215A (zh) * | 2013-03-21 | 2013-06-05 | 宜兴市新立织造有限公司 | 一种可补偿主动送经的碳纤维织造用经纱张力装置 |
| CN107742999A (zh) * | 2017-11-20 | 2018-02-27 | 江苏科瑞德智控自动化科技有限公司 | 一种用于高速剑杆织机的选纬绞边集成控制器 |
| CN109706592A (zh) * | 2019-02-19 | 2019-05-03 | 常州普泰玻纤制品有限公司 | 一种碳纤维织造的送经系统及其工作方法 |
| JP2019525013A (ja) * | 2016-07-11 | 2019-09-05 | イーロ・アクチエボラグIRO Aktiebolag | 無撚糸供給装置 |
| CN115679516A (zh) * | 2022-08-24 | 2023-02-03 | 西安英利科电气科技有限公司 | 一种异型复材三维预制体编织机及织造方法 |
-
2005
- 2005-11-04 JP JP2005320363A patent/JP2007126784A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101131457B1 (ko) | 2006-02-22 | 2012-03-30 | 영남대학교 산학협력단 | 직기용 편평상 위사송출장치 |
| CN102634910A (zh) * | 2012-04-17 | 2012-08-15 | 烟台宋和宋科学技术应用工程有限责任公司 | 全独立伺服驱动剑杆织机 |
| CN103132215A (zh) * | 2013-03-21 | 2013-06-05 | 宜兴市新立织造有限公司 | 一种可补偿主动送经的碳纤维织造用经纱张力装置 |
| CN103132215B (zh) * | 2013-03-21 | 2015-05-20 | 宜兴市新立织造有限公司 | 一种可补偿主动送经的碳纤维织造用经纱张力装置 |
| JP2019525013A (ja) * | 2016-07-11 | 2019-09-05 | イーロ・アクチエボラグIRO Aktiebolag | 無撚糸供給装置 |
| CN107742999A (zh) * | 2017-11-20 | 2018-02-27 | 江苏科瑞德智控自动化科技有限公司 | 一种用于高速剑杆织机的选纬绞边集成控制器 |
| CN107742999B (zh) * | 2017-11-20 | 2023-05-23 | 江苏科瑞德智控自动化科技有限公司 | 一种用于高速剑杆织机的选纬绞边集成控制器 |
| CN109706592A (zh) * | 2019-02-19 | 2019-05-03 | 常州普泰玻纤制品有限公司 | 一种碳纤维织造的送经系统及其工作方法 |
| CN115679516A (zh) * | 2022-08-24 | 2023-02-03 | 西安英利科电气科技有限公司 | 一种异型复材三维预制体编织机及织造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5909042B2 (ja) | 織機における経糸送り方法および装置 | |
| EP2977494A1 (en) | Knotter | |
| EP1954860B1 (en) | A compact single mandrel creel for over end take-off thread delivery | |
| EP3481981B1 (en) | Zero-twist yarn feeding device | |
| JP2007126784A (ja) | 織機用テープ状横糸送り出し装置 | |
| EP3867431B1 (en) | Yarn feeding device with learning procedure | |
| EP3481979B1 (en) | Weft yarn feeding device forming an intermediate yarn buffer and a method for controlling a weft yarn feeding device | |
| JP2005048299A (ja) | 経糸巻取装置のバイアス設定値設定方法および経糸巻取装置 | |
| US20050061388A1 (en) | Yarn processing system | |
| JP5081892B2 (ja) | 柄経糸用部分整経機および柄経糸を製造するための方法 | |
| EP3736363B1 (en) | Weft insertion method and device in water jet loom | |
| JP2010043397A (ja) | 整経装置 | |
| JP2008002032A (ja) | 織機用のよこ糸供給方法 | |
| US8249739B2 (en) | Yarn feeding device and yarn feeding method for knitting machine | |
| US6752178B1 (en) | Method for inserting an elastomeric yarn and yarn processing system | |
| JP2007217799A (ja) | 織機用横糸供給装置 | |
| CN108350627B (zh) | 用于插入纬纱的方法 | |
| JP2000212858A (ja) | 緯糸切断装置及びその切断装置を有する織機 | |
| KR101131457B1 (ko) | 직기용 편평상 위사송출장치 | |
| CZ311994A3 (en) | Process and apparatus for for supplying weft yarn to weaving machine | |
| JP2005273027A (ja) | 整形機における張力制御方法 | |
| JPS63211347A (ja) | 給糸体交換装置 | |
| JP2001115363A (ja) | 織機の糸供給装置操作方法 | |
| JPH1111796A (ja) | 緯糸の給糸装置 | |
| JPS61231240A (ja) | ドラム式測長貯留装置のよこ糸巻付張力制御装置 |