JP2007131994A - 可変の紡糸幅を有するメルトブロー用ヘッド - Google Patents
可変の紡糸幅を有するメルトブロー用ヘッド Download PDFInfo
- Publication number
- JP2007131994A JP2007131994A JP2006300561A JP2006300561A JP2007131994A JP 2007131994 A JP2007131994 A JP 2007131994A JP 2006300561 A JP2006300561 A JP 2006300561A JP 2006300561 A JP2006300561 A JP 2006300561A JP 2007131994 A JP2007131994 A JP 2007131994A
- Authority
- JP
- Japan
- Prior art keywords
- melt
- blow
- nozzle
- distribution
- holes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000009987 spinning Methods 0.000 title claims abstract description 51
- 238000009826 distribution Methods 0.000 claims abstract description 82
- 239000000155 melt Substances 0.000 claims abstract description 55
- 238000007664 blowing Methods 0.000 claims abstract description 27
- 239000004745 nonwoven fabric Substances 0.000 abstract description 6
- 239000004033 plastic Substances 0.000 description 8
- 230000006978 adaptation Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 208000034693 Laceration Diseases 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/06—Distributing spinning solution or melt to spinning nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
- D01D4/025—Melt-blowing or solution-blowing dies
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/695—Flow dividers, e.g. breaker plates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
- Multicomponent Fibers (AREA)
Abstract
【課題】生成された不織布ウェブの幅を、簡潔で迅速で費用効率が高くなるように適応可能にするメルトブロー用ヘッドを提供する。
【解決手段】メルトブロー用ヘッドは、ノズルアセンブリ6のノズルバー6cに配列される直線状の1列のノズル孔17を有し、紡糸幅は可変であり、ノズルアセンブリ6または少なくともその一部分が交換可能であり、紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バー1の各溶融物供給管5が分配ブロック6bにあるメルトパイプ7に連結され、紡糸幅によって、供給されるべきノズル孔17と関連付けられるこれらのブローエア分配孔11のみが、分配ブロック6bにあるブローエアパイプ8を介して吹込み口12に連結され、必要に応じて、他のブローエア分配孔11が閉止される。
【選択図】図3
【解決手段】メルトブロー用ヘッドは、ノズルアセンブリ6のノズルバー6cに配列される直線状の1列のノズル孔17を有し、紡糸幅は可変であり、ノズルアセンブリ6または少なくともその一部分が交換可能であり、紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バー1の各溶融物供給管5が分配ブロック6bにあるメルトパイプ7に連結され、紡糸幅によって、供給されるべきノズル孔17と関連付けられるこれらのブローエア分配孔11のみが、分配ブロック6bにあるブローエアパイプ8を介して吹込み口12に連結され、必要に応じて、他のブローエア分配孔11が閉止される。
【選択図】図3
Description
本発明は、ノズルアセンブリのノズルバーに配列される直線状の1列のノズル孔を有するメルトブロー用ヘッドに関し、前記ノズル孔は溶融物から形成される継目のないフィラメントを生成する働きをし、前記ノズル孔は、ノズル孔、および、1つ以上の分配バーからの溶融物供給管を介して、かつノズルアセンブリの分配ブロックにあるメルトパイプを介して、ノズルバーにある溶融物を供給されることになるこれらのノズル孔に溶融物が供給されるノズル孔に対して、ある角度でブローエアを送るための、長手方向のスロットの形2つのスロットプレートの吹込み口と関連付けられ、ブローエア供給要素のブローエア供給管を通って、ブローエア分配孔を介して、吹込み口はブローエアを供給される。
このようなメルトブロー用ヘッドは、独国特許第10358170B3号明細書に記載および提示されている。周知のメルトブロー用ヘッドにおいて、側方の吸気口を介し、かつ着脱可能なコネクタを介するのと同じく、個々のノズル孔に溶融物を分配する分配器に対する実質的に垂直方向への方向切換手段を介して、溶融物供給管はメルトパイプから通じ、ノズルアセンブリはスロットプレートに対して定められた位置に固定され、スロットプレートからほぼ垂直方向に着脱可能である。前記刊行物において、ブローエア供給要素およびノズルアセンブリの間にある空間を介して、ブローエアが供給される。周知のメルトブロー用ヘッドの紡糸幅の可変性は、上述の特許明細書において述べられていない。
欧州特許出願公開第1486591A1号から周知であることは、フィラメントを生成するための、より詳細には、熱可塑性材料から生成するための装置であって、このフィラメントは紡糸口プレートの紡糸ノズルの開口部から噴出する。供給されたプラスチック溶融液を分配するために、分配装置が設けられる。少なくとも1つの交換可能な分配プレートが、分配装置の下流側に配置される。交換可能な紡糸口プレートが、分配プレートの下流側に配置される。交換可能な分配プレートにある分配開口部によって形成される紡糸幅は、分配装置によって設けられる紡糸幅よりもより小さいか、または大きいものである。少なくとも1つの交換可能な分配プレートによって、分配装置の紡糸幅は、最終的な紡糸幅に減少または増大可能である。それゆえに、分配プレートを交換することによって、所望の最終的な紡糸幅が調節可能である。異なる紡糸幅によってブローエアの付加を供給および/または適応することは、上述の文献において述べられていない。
一般に、従来の意味のスパンボンド不織布、さらにはマイクロ繊維不織布の両方を含み、メルトブローンシステムで製造されるメルトスパン不織布の連続生産は、所定の有効幅または紡糸幅を有するシステムによって達成され、このようなシステムには、いかなる定められた標準もない。しかしながら、特定の産業標準規格がある。たとえば、典型的な紡糸幅は、1600mm、2600mm、3200mm、および4200mmである。第2の加工ステップにおいて、対応するように生成された不織布は、ついで最終的な幅にまとめられるが、通常、これは、紡糸幅が十分に利用できない場合であって、それの結果として、最悪の場合にはロール幅の最高50%が無駄になる。
欧州特許出願公開第1486591A1号(上記参照)から周知のように、交換可能な分配プレートを介して紡糸幅を調整する場合、プラスチック溶融液は、下流側の減少または増加した幅と同様に、交換可能な紡糸口プレートにもわたって分配される。しかし、このように幅を狭くしたり広げたりする場合、予想されるべきことは、幅を狭くしたりまたは広くする両方で、プラスチック溶融液が紡糸幅全体にわたって均等に分配されず、かつ紡糸口プレートの孔領域内で、異なるプラスチック溶融液が分配されることである。異な
るプラスチック溶融液が分配されることにより、有効幅にわたって最終生成物の面積比重量に差異が現れる可能性があるのと同様に、溶融物を過度または不十分に供給するためにフィラメントの裂傷が起こる可能性があり、このことが生産性において消極的な影響を及ぼす可能性がある。
独国特許第10358170B3号明細書
欧州特許出願公開第1486591A1号
るプラスチック溶融液が分配されることにより、有効幅にわたって最終生成物の面積比重量に差異が現れる可能性があるのと同様に、溶融物を過度または不十分に供給するためにフィラメントの裂傷が起こる可能性があり、このことが生産性において消極的な影響を及ぼす可能性がある。
効率的に紡糸幅を変動したい場合、たとえば、生成されることになっている不織布の製造方向に対してある角度でメルトブロー用ヘッドを位置決めすることによって、プラスチック溶融液およびブローエアと同様に水および電力のための供給管路を、対応して曲げられるように連結する必要がある。
さらにまた、生成された不織布ウェブの有効幅を調整する上述の両方の可能性によって、熱いブローエアの送り幅を紡糸幅に適応させることがまた必要となるのは、熱い圧縮空気の形の前記ブローエアが、製造時に極めて大きなコスト要因となるからである。それゆえに、コストを削減するために、熱いブローエアの消費を減少させることが望ましい。しかしながら、周知の従来技術(上記参照)において、この主題は、全く言及されておらず、また、(たとえば、全システムまたは少なくともその部分が、ある角度で位置決めされる場合)、この主題には、関連するブローエアの供給を完全に変換/交換する必要のある複雑な測定が必要となる。
それゆえに、本発明の目的は、従来技術の問題点を解決し、特に生成された不織布ウェブの幅を、簡潔で迅速で費用効率が高くなるように適応可能にするメルトブロー用ヘッドを提供することであり、特に、必要とされる熱いブローエアの量を圧力下で減少することができる。
本発明の目的は、請求項1による特徴を有するメルトブロー用ヘッドによって達成される。
本発明の好ましい実施形態は、付属の従属項に定められる。
本発明によるメルトブロー用ヘッドは、ノズルアセンブリのノズルバーに配列される直線状の1列のノズル孔を有するノズルアセンブリを備え、前記ノズル孔は溶融物から形成される継目のないフィラメントを生成する働きをする。ノズル孔は、ノズル孔に対してある角度でブローエアを送るための、長手方向のスロットの形の、2つのスロットプレートの吹込み口と関連付けられる。1つ以上の分配バーからの溶融物供給管を介し、かつ、ノズルアセンブリの分配ブロックにあるメルトパイプを介して、溶融物は溶融物を供給することになっているノズルバーのこれらのノズル孔に供給される。吹込み口は、ブローエア供給要素のブローエア供給管を通って、ブローエア分配孔を介して、ブローエアを供給される。本発明によると、ノズルアセンブリまたは少なくとも個々のノズルアセンブリの部分(たとえば、ノズルバー、および/または、分配ブロック、および/または、交換可能な頂部)が交換可能であり、紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が分配ブロックにあるメルトパイプの1つに連結され、紡糸幅によって、溶融物を供給されるべきノズル孔と関連付けられるこれらのブローエア分配孔のみが、分配ブロックにあるブローエアパイプを介して吹込み口に連結され、必要に応じて、他のブローエア分配孔が閉止されることにおいて、メルトブロー用ヘッドの紡糸幅は可変である。それゆえに、本発明によると、メルトブロー用ヘッドの紡糸幅は可変であり、交差連結部、メルトパイプ、および、ノズルアセンブリまたはノズルアセン
ブリの分配ブロックにある関連するブローエアパイプを介して、紡糸幅に適応して溶融物およびブローエアが供給され、単にノズルアセンブリだけまたは少なくともその部分を交換するだけでよい。したがって、ブローエアの供給全体の変換、特にブローエア供給要素の交換が回避される。必要とされないあらゆるブローエア分配孔は、ノズルアセンブリまたはその部分によって閉止される。メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が、ノズルアセンブリまたはノズルアセンブリの分配ブロックにある対応するメルトパイプに連結されるので、溶融物の分配を可変的にできなくなる。それは、メルトブロー用ヘッドの幅または紡糸幅の個々の領域において溶融物を過剰にまたは不十分に供給するからである。本発明によるメルトブロー用ヘッドは、簡潔で、費用効率が優れていて、迅速に実施される幅の適応を提供し、また、ブローエアの供給の幅の対応する適応を提供する。このことによって、圧力下での熱いブローエアの消費を削減することが可能となる。
本発明によるメルトブロー用ヘッドは、ノズルアセンブリのノズルバーに配列される直線状の1列のノズル孔を有するノズルアセンブリを備え、前記ノズル孔は溶融物から形成される継目のないフィラメントを生成する働きをする。ノズル孔は、ノズル孔に対してある角度でブローエアを送るための、長手方向のスロットの形の、2つのスロットプレートの吹込み口と関連付けられる。1つ以上の分配バーからの溶融物供給管を介し、かつ、ノズルアセンブリの分配ブロックにあるメルトパイプを介して、溶融物は溶融物を供給することになっているノズルバーのこれらのノズル孔に供給される。吹込み口は、ブローエア供給要素のブローエア供給管を通って、ブローエア分配孔を介して、ブローエアを供給される。本発明によると、ノズルアセンブリまたは少なくとも個々のノズルアセンブリの部分(たとえば、ノズルバー、および/または、分配ブロック、および/または、交換可能な頂部)が交換可能であり、紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が分配ブロックにあるメルトパイプの1つに連結され、紡糸幅によって、溶融物を供給されるべきノズル孔と関連付けられるこれらのブローエア分配孔のみが、分配ブロックにあるブローエアパイプを介して吹込み口に連結され、必要に応じて、他のブローエア分配孔が閉止されることにおいて、メルトブロー用ヘッドの紡糸幅は可変である。それゆえに、本発明によると、メルトブロー用ヘッドの紡糸幅は可変であり、交差連結部、メルトパイプ、および、ノズルアセンブリまたはノズルアセン
ブリの分配ブロックにある関連するブローエアパイプを介して、紡糸幅に適応して溶融物およびブローエアが供給され、単にノズルアセンブリだけまたは少なくともその部分を交換するだけでよい。したがって、ブローエアの供給全体の変換、特にブローエア供給要素の交換が回避される。必要とされないあらゆるブローエア分配孔は、ノズルアセンブリまたはその部分によって閉止される。メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が、ノズルアセンブリまたはノズルアセンブリの分配ブロックにある対応するメルトパイプに連結されるので、溶融物の分配を可変的にできなくなる。それは、メルトブロー用ヘッドの幅または紡糸幅の個々の領域において溶融物を過剰にまたは不十分に供給するからである。本発明によるメルトブロー用ヘッドは、簡潔で、費用効率が優れていて、迅速に実施される幅の適応を提供し、また、ブローエアの供給の幅の対応する適応を提供する。このことによって、圧力下での熱いブローエアの消費を削減することが可能となる。
本発明の好ましい実施形態によると、紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が、ノズルアセンブリにある、好ましくは実質的に水平方向の溶融物交差連結部を介して、分配ブロックにあるメルトパイプに連結される。
本発明の好ましい実施形態によると、紡糸幅によって、供給されるべきノズル孔と関連付けられるこれらのブローエア分配孔のみが、ノズルアセンブリにあるブローエア交差連結部を介し、分配ブロックにあるブローエアパイプを介して吹込み口に連結され、必要に応じて、他のブローエア分配孔が閉止される。
ノズルアセンブリまたはノズルアセンブリの分配ブロックにメルトパイプを垂直方向に送るのが好ましく、それぞれの溶融物交差連結部を実質的に水平方向に送り、必要とされる紡糸幅によって、ノズル孔の直線状の列の幅範囲に垂直、または、実質的に垂直に、またはある角度で、送るのが好ましい。
本発明の特に好ましい実施形態によると、メルトブロー用ヘッドは、溶融物交差連結部を具備する交換可能な頂部を有するノズルアセンブリを備え、溶融物交差連結部を介して、メルトブロー用ヘッドにある1つまたは複数の分配バーの各溶融物供給管が、分配ブロックまたはノズルアセンブリにある対応するメルトパイプに連結され、したがって、溶融物を供給することになるノズルアセンブリのノズルバーにあるこれらのノズル孔に連結される。結果的に、すでに前記交換可能な頂部を簡潔に交換したことにより、必要に応じて紡糸幅を減少することが可能となり、1つまたは複数の分配バーの(常に間隔を置かれている)溶融物供給管からの対応する溶融物交差連結部は、いくぶん実質的に水平方向にある角度で収束し、したがって、溶融物供給管を分配ブロックにあるメルトパイプに連結し、必要に応じて、メルトパイプはまた、互いにより近接して位置する。
本発明によると、ノズルアセンブリの交換可能な頂部が、実質的に水平方向のブローエア交差連結部を備えることが特に好ましく、ブローエア交差連結部を介して供給されるべきノズル孔と関連付けられる、これらのブローエア分配孔のみが分配ブロックにあるブローエアパイプに連結され、したがって吹込み口に連結される。ついで、より幅の狭い紡糸幅を必要としない他のブローエア分配孔が、交換可能な頂部または頂部に対応する領域によって、閉止されるのが好ましい。
それゆえに、本発明の好ましい実施形態によると、対応する好ましい交換可能な頂部は、特に簡潔に選択され、所望の紡糸幅を調整可能である。
特に好ましい実施形態において、より幅の狭い紡糸幅を必要としない他のブローエア分
配孔が、ノズルアセンブリによって、より詳細には交換可能な頂部によって閉止される。
配孔が、ノズルアセンブリによって、より詳細には交換可能な頂部によって閉止される。
特に好ましい実施形態において、より幅の狭い紡糸幅を必要としない他のブローエア分配孔が、ノズルアセンブリの分配ブロックによって閉止されることもまた可能である。
特に好ましいのは、交換可能な頂部およびノズルアセンブリの分配ブロックが互いに一体である、本発明によるメルトブロー用ヘッドの実施形態であり、その結果、前記の部分を簡潔に交換することによって、本発明の上述の利点を達成することができる。
以下に、図面に示される例示的な実施形態を参照しつつ、本発明を説明する。
図1は、本発明によるノズルアセンブリ6の第1の実施形態を有する、本発明によるメルトブロー用ヘッドの概略図を示す。メルトブロー用ヘッドは、プラスチック溶融液を供給するための溶融物供給管2および5と、メルトブロー用ヘッドにある溶融物を移動させる働きをする溶融ポンプ4とを中に設ける分配バー1を備える。図1において、8つの溶融物供給管5が分配バー1に存在する。本発明によると、図1に示されるメルトブロー用ヘッドの紡糸幅は、ノズルアセンブリ6または少なくともノズルアセンブリ6部分が交換可能であることにおいて、可変である。メルトブロー用ヘッドにある各8つの溶融物供給管5は、それぞれの溶融物交差連結部13を介して、分配ブロック6bにあるそれぞれのメルトパイプ7に流体工学的に連結される。メルトパイプ7に連結される溶融物分配器16を介して、ついで、供給されたプラスチック溶融液がノズル孔17を通ってフィラメント9の形で運ばれる。
図1は、本発明によるノズルアセンブリ6の第1の実施形態を有する、本発明によるメルトブロー用ヘッドの概略図を示す。メルトブロー用ヘッドは、プラスチック溶融液を供給するための溶融物供給管2および5と、メルトブロー用ヘッドにある溶融物を移動させる働きをする溶融ポンプ4とを中に設ける分配バー1を備える。図1において、8つの溶融物供給管5が分配バー1に存在する。本発明によると、図1に示されるメルトブロー用ヘッドの紡糸幅は、ノズルアセンブリ6または少なくともノズルアセンブリ6部分が交換可能であることにおいて、可変である。メルトブロー用ヘッドにある各8つの溶融物供給管5は、それぞれの溶融物交差連結部13を介して、分配ブロック6bにあるそれぞれのメルトパイプ7に流体工学的に連結される。メルトパイプ7に連結される溶融物分配器16を介して、ついで、供給されたプラスチック溶融液がノズル孔17を通ってフィラメント9の形で運ばれる。
図2は、図1によるメルトブロー用ヘッドを示すが、この場合、説明のためにノズルアセンブリ6の部分は削除されている。しかしながら、ブローエア供給管10を有するブローエア供給要素15は、示されている。さらにまた、本発明によるメルトブロー用ヘッドにおけるブローエアの送りが、破線によって概略的に示される。ブローエアは、ブローエア交差連結部14を介して各吹込み口12に供給され、そこで噴出される。
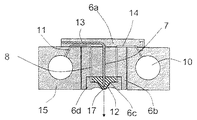
図3は、図1および図2で示される実施形態において使用されるようなノズルアセンブリ6の具体例を、部分断面図で示すものである。ノズルアセンブリ6は、分配ブロック6bと、ノズル孔17を含むノズルバー6cと、交換可能な頂部6aとを備える。交換可能な頂部6aにある溶融物交差連結部13、および、分配ブロック6bにあるメルトパイプ7を介して、溶融物が溶融物分配器16を介してノズルアセンブリ6のノズルバー6cにある個々のノズル孔に供給される。ノズル孔部17と平行に関連付けられて、ブローエアパイプ8が分配ブロック6bに設けられ、交換可能な頂部6aにあるブローエア交差連結部14を介して、(図3において視認できない)ブローエア分配孔を介して分配ブロック6bにあるブローエアパイプ8につながるブローエア供給管に、前記ブローエアパイプ8が連結される。
図4は、図3の線B−Bに沿った断面を示す。図4において理解することができるのは、溶融物が、交換可能な頂部6aにおいて実質的に水平方向に延びる溶融物交差連結部13を介して、分配ブロック6bにある垂直に延びるメルトパイプ7、および、ノズルアセンブリ6のノズルバー6cにあるノズル孔17に供給されることである。本発明による交換可能なノズルアセンブリ6は、2つのブローエア供給要素15の間に嵌合される。各ブローエア供給素子15は、中央のブローエア供給管10を有し、ブローエア分配孔11を介して、ノズルアセンブリ6または本発明の場合においては交換可能な頂部6aにあるブローエア交差連結部14を介して、そして分配ブロック6bにあるブローエアパイプ8を介して、この中央のブローエア供給管10がノズルバー6cおよび2つの空気バー6dの間に設けられる吹込み口12にブローエアを供給する。図1から図4において示される実
施形態によると、ブローエア分配孔11はすべて、ブローエア交差連結部14を介して、ブローエアパイプ8に連結される。
施形態によると、ブローエア分配孔11はすべて、ブローエア交差連結部14を介して、ブローエアパイプ8に連結される。
図5は、本発明のさらなる実施形態によるノズルアセンブリ6を有するメルトブロー用ヘッドを示す。図5において、同一の参照符号は、前述の図における参照符号と同一の要素を特定し、図1のようにより詳細には、これらの要素を繰り返し説明しないため、対応する説明の部分を参照する。
図1において示される実施形態と対比する。図5における実施形態は、メルトブロー用ヘッドのより小さい紡糸幅を有するノズルアセンブリ6を備え、交換可能なノズルアセンブリ6において、溶融物交差連結部13がノズル孔17の直線状の列に対してある角度で配置される。それゆえに、この場合、図1から図4に示される紡糸幅と比較して減少した紡糸幅であるにもかかわらず、分配バー1にあるすべての溶融物供給管5が、ノズルアセンブリ6の分配ブロック6bにあるすべてのメルトパイプ7に連結される。
図6は、本発明のノズルアセンブリ6の第2の実施形態による、(破線矢印によって示される)ブローエアの送りを示す。ブローエアは、交換されていないかまたは交換されることになっていないブローエア供給要素15を介して供給されるが、本発明で示される、より幅が狭い紡糸幅を必要としないこれらのブローエア分配孔11が、ノズルアセンブリ6またはノズルアセンブリ6の部分によって閉止されているため、その結果、溶融物を供給されるこれらのノズル孔17の領域内および対応して減少する紡糸幅にわたってのみ、ノズルアセンブリ6にある対応するブローエア交差連結部14を介して、ブローエアが供給される。
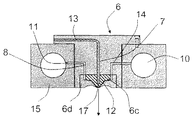
図7は、ノズルアセンブリ6を破断図で示し、図3において示されたノズルアセンブリと対比すると、前記ノズルアセンブリ6は、減少した紡糸幅を有する。明らかに理解できるのは、紡糸幅の領域内にはブローエア交差連結部14しか存在しないことである。このことを、図8および図9における説明によってさらに示す。
図8は、図7の線A−Aに沿った断面を示し、図9は、図7の線B−Bに沿った断面を示す。
図8から理解できるように、示された第2の実施形態における交換可能なノズルアセンブリ6の、より幅の狭い紡糸幅を必要としないこれらのブローエア分配孔11が、ノズルアセンブリ6の頂部6aによって閉止される。図9から明らかなように、減少した紡糸幅の領域において、溶融物およびブローエアは、より幅の広い紡糸幅を有する示された第1の実施形態において記載されるように供給される。ここまでは、図9および図4における断面の説明は同一である。
図10は、本発明の交換可能なノズルアセンブリ6のさらなる実施形態を断面図で示す。図10に示される実施形態によると、ノズルアセンブリの分配ブロックおよび頂部は、互いに一体である。ブローエア交差連結部14は、頂部にではなく、対応するように一体的に形成されるノズルアセンブリの分配ブロックの領域内に配置される。図10における断面図は、減少した紡糸幅の領域内を示し、図9の断面図に類似していて、図4の減少していない紡糸幅および対応する断面図に対応するものである。
全般的に、すべての図は単に本発明の対応する実施形態を概略的に示すのみであり、図における同一の参照符号は、同一の要素を特定することに注意されたい。
1 分配バー
2,5 溶融物供給管
4 溶融ポンプ
6 ノズルアセンブリ
6a 交換可能な頂部
6b 分配ブロック
6c ノズルバー
6d 空気バー
7 メルトパイプ
8 ブローエアパイプ
9 フィラメント
10 ブローエア供給管
11 ブローエア分配孔
12 吹込み口
13 溶融物交差連結部
14 ブローエア交差連結部
15 ブローエア供給素子
16 溶融物分配器
17 ノズル孔
2,5 溶融物供給管
4 溶融ポンプ
6 ノズルアセンブリ
6a 交換可能な頂部
6b 分配ブロック
6c ノズルバー
6d 空気バー
7 メルトパイプ
8 ブローエアパイプ
9 フィラメント
10 ブローエア供給管
11 ブローエア分配孔
12 吹込み口
13 溶融物交差連結部
14 ブローエア交差連結部
15 ブローエア供給素子
16 溶融物分配器
17 ノズル孔
Claims (8)
- ノズルアセンブリ(6)のノズルバー(6c)に配列される直線状の1列のノズル孔(17)を有するメルトブロー用ヘッドであって、
前記ノズル孔(17)は、溶融物から形成される継目のないフィラメントを生成する働きをし、
前記ノズル孔(17)は、ノズル孔(17)、および、1つ以上の分配バー(1)からの溶融物供給管(2,5)を介して、かつノズルアセンブリ(6)の分配ブロック(6b)にあるメルトパイプ(7)を介して、ノズルバー(6c)にある溶融物を供給されることになるこれらのノズル孔(17)に溶融物が供給されるノズル孔(17)に対して、ある角度でブローエアを送るための、長手方向のスロットの形の、2つのスロットプレートの吹込み口(12)と関連付けられる、メルトブロー用ヘッドであって、
ブローエア供給要素(15)のブローエア供給管(10)を通って、ブローエア分配孔(11)を介して、吹込み口(12)はブローエアを供給される、メルトブロー用ヘッドであって、
メルトブロー用ヘッドの紡糸幅は可変であり、
ノズルアセンブリ(6)または少なくともノズルアセンブリの部分が交換可能であり、
紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バー(1)の各溶融物供給管(5)が分配ブロック(6b)にあるメルトパイプ(7)に連結され、
紡糸幅によって、供給されるべきノズル孔(17)と関連付けられるこれらのブローエア分配孔(11)のみが、分配ブロックに(6b)あるブローエアパイプ(8)を介して吹込み口(12)に連結され、必要に応じて、他のブローエア分配孔(11)が閉止される
ことを特徴とする、メルトブロー用ヘッド。 - 紡糸幅にかかわりなく、メルトブロー用ヘッドにある1つまたは複数の分配バー(1)の各溶融物供給管(5)が、ノズルアセンブリ(6)にある溶融物交差連結部(13)を介して、分配ブロック(6b)にあるメルトパイプ(7)に連結されることを特徴とする、請求項1に記載のメルトブロー用ヘッド。
- 紡糸幅によって、供給されるべきノズル孔(17)と関連付けられるこれらのブローエア分配孔(11)のみが、ノズルアセンブリ(6)にあるブローエア交差連結部(14)を介し、分配ブロックに(6b)あるブローエアパイプ(8)を介して吹込み口(12)に連結され、必要に応じて、他のブローエア分配孔(11)が閉止されることを特徴とする、請求項1または2に記載のメルトブロー用ヘッド。
- ノズルアセンブリ(6)が、溶融物交差連結部(13)を備える交換可能な頂部(6a)を有し、溶融物交差連結部(13)を介して、メルトブロー用ヘッドにある1つまたは複数の分配バー(1)の各溶融物供給管(5)が、分配ブロック(6b)にある対応するメルトパイプ(7)に連結され、したがって、溶融物を供給されることになるノズルバー(6c)にあるこれらのノズル孔(17)に連結されることを特徴とする、請求項2または3に記載のメルトブロー用ヘッド。
- 交換可能な頂部(6a)が、実質的に水平方向のブローエア交差連結部(14)を備え、ブローエア交差連結部(14)を介して、供給されるべきノズル孔(17)と関連付けられるこれらのブローエア分配孔(11)のみが、分配ブロック(6b)にあるブローエアパイプ(8)に連結され、したがって吹込み口(12)に連結されることを特徴とする、請求項4に記載のメルトブロー用ヘッド。
- 他のブローエア分配孔(11)がノズルアセンブリ(6)によって、より詳細には交換
可能な頂部(6a)によって閉止されることを特徴とする、請求項1から5のいずれかに記載のメルトブロー用ヘッド。 - 他のブローエア分配孔(11)が分配ブロック(6b)によって閉止されることを特徴とする、請求項1から6のいずれかに記載のメルトブロー用ヘッド。
- ノズルアセンブリ(6)の交換可能な頂部(6a)および分配ブロック(6b)が互いに一体であることを特徴とする、請求項4から7のいずれかに記載のメルトブロー用ヘッド。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005053248.9A DE102005053248B4 (de) | 2005-11-08 | 2005-11-08 | Schmelzblaskopf mit veränderbarer Spinnbreite |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007131994A true JP2007131994A (ja) | 2007-05-31 |
| JP2007131994A5 JP2007131994A5 (ja) | 2008-09-25 |
Family
ID=37949932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006300561A Withdrawn JP2007131994A (ja) | 2005-11-08 | 2006-11-06 | 可変の紡糸幅を有するメルトブロー用ヘッド |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7438544B2 (ja) |
| JP (1) | JP2007131994A (ja) |
| DE (1) | DE102005053248B4 (ja) |
| IT (1) | ITMI20062130A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010163736A (ja) * | 2009-01-14 | 2010-07-29 | Oerlikon Textile Gmbh & Co Kg | メルトブロー用の装置 |
| JP2017535694A (ja) * | 2014-12-04 | 2017-11-30 | 鄭州中遠スパンデックス工程技術有限公司Zhengzhou Zhongyuan Spandex Engineering Technology Co.,Ltd | 弾性繊維の乾式紡糸機及び紡糸装置 |
| JP2022551894A (ja) * | 2019-10-15 | 2022-12-14 | ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク | 押出設備の押出ダイ用の溶融導体、押出ダイ、押出設備、およびそのような押出設備を操作する方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6846450B2 (en) * | 2002-06-20 | 2005-01-25 | 3M Innovative Properties Company | Method for making a nonwoven web |
| WO2007131714A2 (de) * | 2006-05-11 | 2007-11-22 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum schmelzspinnen einer reihenförmigen filamentschar |
| JP6699093B2 (ja) | 2014-08-05 | 2020-05-27 | Jnc株式会社 | 静電紡糸用スピナレット |
| US10421095B2 (en) * | 2015-05-20 | 2019-09-24 | Illinois Tool Works Inc. | Modular fluid application device compatible with different nozzle configurations |
| EP3714086A4 (en) | 2017-11-22 | 2021-10-06 | Extrusion Group, LLC | MELT BUBBLING NOZZLE TIP ARRANGEMENT AND PROCEDURE |
| CN108823664A (zh) * | 2018-09-29 | 2018-11-16 | 安徽和邦纺织科技有限公司 | 一种实验室用纺丝设备 |
| GB2579100A (en) * | 2018-11-23 | 2020-06-10 | Teknoweb Mat S R L | Spinneret block with readily exchangable nozzles for use in the manufacturing of meltblown fibers |
| CN110079872B (zh) * | 2019-04-30 | 2021-02-23 | 上海化工研究院有限公司 | 一种宽幅高强高模聚乙烯纤维的制备方法 |
| DE102020001132A1 (de) | 2020-02-20 | 2021-08-26 | Oerlikon Textile Gmbh & Co. Kg | Schmelzblasdüsenvorrichtung |
| TW202138647A (zh) | 2020-02-24 | 2021-10-16 | 奧地利商蘭仁股份有限公司 | 用於製造紡絲黏合不織布之方法 |
| TW202146719A (zh) | 2020-02-24 | 2021-12-16 | 奧地利商蘭仁股份有限公司 | 用於製造紡絲黏合不織布之方法 |
| CN112323154A (zh) * | 2020-10-28 | 2021-02-05 | 常州市腾诚机械制造有限公司 | 一种能够消除局部堵塞的碳纤维熔喷模头 |
| CN113981553B (zh) * | 2021-12-03 | 2025-01-28 | 苏州大学 | 气泡纺丝装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4040242A1 (de) * | 1990-12-15 | 1992-06-17 | Peter Roger Dipl Ing Nyssen | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren |
| US5618566A (en) * | 1995-04-26 | 1997-04-08 | Exxon Chemical Patents, Inc. | Modular meltblowing die |
| EP0744485B1 (en) * | 1995-05-26 | 1999-03-10 | Japan Vilene Company, Ltd. | Die for melt-blowing apparatus |
| DE69809487T2 (de) * | 1997-03-19 | 2003-07-10 | Nordson Corp., Westlake | Vorrichtung und Verfahnren zum Schmelzblasen |
| US6422848B1 (en) * | 1997-03-19 | 2002-07-23 | Nordson Corporation | Modular meltblowing die |
| US6114017A (en) * | 1997-07-23 | 2000-09-05 | Fabbricante; Anthony S. | Micro-denier nonwoven materials made using modular die units |
| US6491507B1 (en) * | 2000-10-31 | 2002-12-10 | Nordson Corporation | Apparatus for meltblowing multi-component liquid filaments |
| IT1319599B1 (it) * | 2000-12-20 | 2003-10-20 | Rosaldo Fare | Testa di melt-blown e procedimento ad alimentazione controllata per laproduzione di fibrille di materiale polimerico |
| US6824733B2 (en) * | 2002-06-20 | 2004-11-30 | 3M Innovative Properties Company | Meltblowing apparatus employing planetary gear metering pump |
| DE10258170B3 (de) * | 2002-12-12 | 2004-08-05 | Rieter Automatik Gmbh | Schmelzblaskopf |
| US6954603B2 (en) | 2002-12-20 | 2005-10-11 | Eastman Kodak Company | Fuser oil contamination prevention and clean-up method |
| DK1486591T3 (da) * | 2003-06-13 | 2006-03-27 | Reifenhaeuser Gmbh & Co Kg | Anordning til fremstilling af filamenter |
-
2005
- 2005-11-08 DE DE102005053248.9A patent/DE102005053248B4/de not_active Expired - Fee Related
-
2006
- 2006-10-03 US US11/541,609 patent/US7438544B2/en active Active
- 2006-11-06 JP JP2006300561A patent/JP2007131994A/ja not_active Withdrawn
- 2006-11-07 IT IT002130A patent/ITMI20062130A1/it unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010163736A (ja) * | 2009-01-14 | 2010-07-29 | Oerlikon Textile Gmbh & Co Kg | メルトブロー用の装置 |
| JP2017535694A (ja) * | 2014-12-04 | 2017-11-30 | 鄭州中遠スパンデックス工程技術有限公司Zhengzhou Zhongyuan Spandex Engineering Technology Co.,Ltd | 弾性繊維の乾式紡糸機及び紡糸装置 |
| JP2022551894A (ja) * | 2019-10-15 | 2022-12-14 | ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク | 押出設備の押出ダイ用の溶融導体、押出ダイ、押出設備、およびそのような押出設備を操作する方法 |
| JP7737365B2 (ja) | 2019-10-15 | 2025-09-10 | ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク | 押出設備の押出ダイ用の溶融導体、押出ダイ、押出設備、およびそのような押出設備を操作する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102005053248B4 (de) | 2016-12-01 |
| US7438544B2 (en) | 2008-10-21 |
| DE102005053248A1 (de) | 2007-05-10 |
| US20070104812A1 (en) | 2007-05-10 |
| ITMI20062130A1 (it) | 2007-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007131994A (ja) | 可変の紡糸幅を有するメルトブロー用ヘッド | |
| CN111556909B (zh) | 熔喷模头尖端组件和方法 | |
| JP7282083B2 (ja) | フィラメントを押出およびスパンボンド布の製造のための装置 | |
| JP2009536693A (ja) | 列形のフィラメント群を溶融紡績するための装置 | |
| CN1322180C (zh) | 用于生产长丝的装置 | |
| JP5232252B2 (ja) | 多成分繊維の溶融紡糸のための装置 | |
| JPH05263307A (ja) | 複合メルトブロー紡糸口金 | |
| CN101460666A (zh) | 通过分裂法生产细纱线的纺丝装置 | |
| JP4875821B2 (ja) | メルトブローン装置で2成分繊維を生成するためのブレーカプレート組立体 | |
| JP2007131994A5 (ja) | ||
| KR20050085641A (ko) | 멜트-블로우 헤드 | |
| JPH11229261A (ja) | コア/シース構造を有する複合繊維からスパンボンド布を製造するための装置 | |
| CN100523318C (zh) | 纺丝设备 | |
| JP7259384B2 (ja) | メルトブロー口金 | |
| CN212611014U (zh) | 熔喷模头 | |
| CN111748860B (zh) | 生产熔喷布的模具装置 | |
| CN214300474U (zh) | 一种熔喷喷头 | |
| CN117431649B (zh) | 熔喷装置 | |
| CN2621186Y (zh) | 一种改进的喷丝头 | |
| WO2018235866A1 (ja) | ナノファイバー製造装置用の吐出ノズル、及び吐出ノズルを備えたナノファイバー製造装置 | |
| JP2024089635A (ja) | フィラメントを製造するための装置 | |
| HK40036501A (en) | Meltblown die tip assembly and method | |
| JPH10195748A (ja) | 不織布の製造方法およびメルトブローダイ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080813 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20090618 |