JP2007132193A - 排気管とフランジの溶接方法 - Google Patents
排気管とフランジの溶接方法 Download PDFInfo
- Publication number
- JP2007132193A JP2007132193A JP2005323194A JP2005323194A JP2007132193A JP 2007132193 A JP2007132193 A JP 2007132193A JP 2005323194 A JP2005323194 A JP 2005323194A JP 2005323194 A JP2005323194 A JP 2005323194A JP 2007132193 A JP2007132193 A JP 2007132193A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- flange
- exhaust pipe
- halves
- notch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Exhaust Silencers (AREA)
Abstract
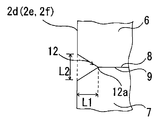
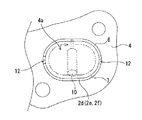
【解決手段】排気管の端部が、2つの半体6、7を合わせて形成され、該排気管の端部をフランジ4に形成された貫通孔4aに嵌入する工程と、前記貫通孔4aの孔内で、前記半体6、7と前記フランジ4とを全周溶接する工程を有する排気管とフランジの溶接方法であって、前記2つの半体6、7の合わせ部8、9のフランジ嵌入側の先端部に切欠部12を形成し、前記合わせ部8、9と、前記貫通孔4aの周縁部4cとが交わる部位を、前記半体6、7の外面側から溶接する工程と、前記切欠部12と前記フランジ4とをその貫通孔4aの内部側から溶接する工程を含み、前記合わせ部8、9と前記貫通孔4aの周縁部4cとの溶接により形成される溶接ビード14と、前記切欠部12に形成される溶接ビード16とを重なり合わせる。
【選択図】図5
Description
先ず、2つの半体201、202とフランジ203を、図9に示すように、所定の位置にセットし、2つの半体201、202の合わせ部204、205同士を、合わせ部204、205の全長に亘って溶接W1するとともに、2つの半体201、202とフランジ203の3つの部品が交差する(一点に集中する)部位206を、半体201、202の外面側から点溶接W2し仮止めする。
前記2つの半体の合わせ部のフランジ嵌入側の先端部に切欠部を形成し、
前記2つの半体の合わせ部と、前記貫通孔の周縁部とが交わる部位を、前記半体の外面側から溶接する工程と、
前記切欠部と前記フランジとをその貫通孔の内部で、かつ、その貫通孔の内部側から溶接する工程を含み、
前記半体の外面側からの溶接により形成される溶接ビードと、前記切欠部に形成される溶接ビードとを重なり合わせることを特徴とするものである。
前記2つの半体の合わせ部のフランジ嵌入側の先端部に切欠部を形成し、
前記2つの半体の合わせ部と、前記貫通孔の周縁部とが交わる部位を、前記半体の外面側から溶接する工程と、
前記切欠部と前記フランジとをその貫通孔の内部で、かつ、その貫通孔の内部側から溶接する工程と、
前記半体における合わせ部同士を溶接する工程を含み、
前記2つの半体の合わせ部と前記貫通孔の周縁部とが交わる部位を溶接する工程に連続して、前記半体における合わせ部同士を溶接し、
前記半体の外面側からの溶接により形成される溶接ビードと、前記切欠部に形成される溶接ビードとを重なり合わせることを特徴とするものである。
前記切欠部に形成される溶接ビードは、前記全周溶接により形成される溶接ビード及び前記2つの半体の合わせ部と前記貫通孔の周縁部との溶接により形成される溶接ビードと重なり合うことを特徴とするものである。
図1及び図2は、排気マニホールド1を示すもので、図1は上面図、図2は正面図である。図3は図2における枝管(排気管)とフランジ部の左側面図、図4は排気管の切欠部を示す拡大図、図5は図2におけるA−A線断面図、図6は図5における左側面図である。
次に、枝管2a、2b、2cと上流側フランジ4との溶接方法について説明する。
前記実施例1においては、枝管2a、2b、2cの各端部2d、2e、2fと上流側フランジ4との各貫通孔4aの孔内における全周溶接は、切欠部12の内周面形状に沿って溶接することなく、略単一平面状となるように溶接したものであるが、本実施例2は、枝管2a、2b、2cの各端部2d、2e、2fと上流側フランジ4との各貫通孔4aの孔内における全周溶接を、図7に示すように、切欠部12の内周面形状及び枝管2a、2b、2cの各端部2d、2e、2fに沿って一筆書き状に溶接するものである。図7において、20aは切欠部12に沿った溶接部を示し、20は、その溶接ビードを示す。
更に、本実施例2においては、既に形成された溶接ビード14に対し、一筆書き状の溶接ビード20を重ね合わせることにより、非ラップ部が生じず、排気管とフランジの接合部からのガス洩れを完全に防ぐことが出来る。
4 フランジ
4a 貫通孔
6、7 半体
8、9 半体の合わせ部
12 切欠部
Claims (5)
- 排気管の端部が、2つの半体を合わせて形成され、該排気管の端部をフランジに形成された貫通孔に嵌入する工程と、前記貫通孔の孔内で、前記半体と前記フランジとを全周溶接する工程を有する排気管とフランジの溶接方法であって、
前記2つの半体の合わせ部のフランジ嵌入側の先端部に切欠部を形成し、
前記2つの半体の合わせ部と、前記貫通孔の周縁部とが交わる部位を、前記半体の外面側から溶接する工程と、
前記切欠部と前記フランジとをその貫通孔の内部で、かつ、その貫通孔の内部側から溶接する工程を含み、
前記半体の外面側からの溶接により形成される溶接ビードと、前記切欠部に形成される溶接ビードとを重なり合わせることを特徴とする排気管とフランジの溶接方法。 - 排気管の端部が、2つの半体を合わせて形成され、該排気管の端部をフランジに形成された貫通孔に嵌入する工程と、前記貫通孔の孔内で、前記半体と前記フランジとを全周溶接する工程を有する排気管とフランジの溶接方法であって、
前記2つの半体の合わせ部のフランジ嵌入側の先端部に切欠部を形成し、
前記2つの半体の合わせ部と、前記貫通孔の周縁部とが交わる部位を、前記半体の外面側から溶接する工程と、
前記切欠部と前記フランジとをその貫通孔の内部で、かつ、その貫通孔の内部側から溶接する工程と、
前記半体における合わせ部同士を溶接する工程を含み、
前記2つの半体の合わせ部と前記貫通孔の周縁部とが交わる部位を溶接する工程に連続して、前記半体における合わせ部同士を溶接し、
前記半体の外面側からの溶接により形成される溶接ビードと、前記切欠部に形成される溶接ビードとを重なり合わせることを特徴とする排気管とフランジの溶接方法。 - 前記切欠部と前記フランジとを溶接する工程は、前記半体と前記フランジとを全周溶接する工程の前又は後に行なわれ、
前記切欠部に形成される溶接ビードは、前記全周溶接により形成される溶接ビード及び前記半体の外面側からの溶接により形成される溶接ビードと重なり合うことを特徴とする請求項1又は2記載の排気管とフランジの溶接方法。 - 前記切欠部と前記フランジとを溶接する工程が、前記半体と前記フランジとの全周溶接する工程に含まれることを特徴とする請求項1又は2又は3記載の排気管とフランジの溶接方法。
- 前記半体と前記フランジとの全周溶接における溶接終始位置を、前記切欠部を除いた位置に設定することを特徴とする請求項1乃至4のいずれかに記載の排気管とフランジの溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005323194A JP4578386B2 (ja) | 2005-11-08 | 2005-11-08 | 排気管とフランジの溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005323194A JP4578386B2 (ja) | 2005-11-08 | 2005-11-08 | 排気管とフランジの溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007132193A true JP2007132193A (ja) | 2007-05-31 |
| JP4578386B2 JP4578386B2 (ja) | 2010-11-10 |
Family
ID=38154070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005323194A Expired - Lifetime JP4578386B2 (ja) | 2005-11-08 | 2005-11-08 | 排気管とフランジの溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4578386B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109595061A (zh) * | 2017-10-03 | 2019-04-09 | 丰田自动车株式会社 | 排气歧管及其制造方法 |
| CN110454395A (zh) * | 2019-09-06 | 2019-11-15 | 珠海凌达压缩机有限公司 | 一种法兰结构、压缩机及空调 |
| DE102007050968B4 (de) | 2007-10-25 | 2025-02-13 | Purem GmbH | Blechbauteil, insbesondere einer Abgasanlage |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0345416U (ja) * | 1989-09-12 | 1991-04-26 | ||
| JPH0345417U (ja) * | 1989-09-12 | 1991-04-26 |
-
2005
- 2005-11-08 JP JP2005323194A patent/JP4578386B2/ja not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0345416U (ja) * | 1989-09-12 | 1991-04-26 | ||
| JPH0345417U (ja) * | 1989-09-12 | 1991-04-26 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007050968B4 (de) | 2007-10-25 | 2025-02-13 | Purem GmbH | Blechbauteil, insbesondere einer Abgasanlage |
| CN109595061A (zh) * | 2017-10-03 | 2019-04-09 | 丰田自动车株式会社 | 排气歧管及其制造方法 |
| US10526948B2 (en) * | 2017-10-03 | 2020-01-07 | Toyota Jidosha Kabushiki Kaisha | Exhaust manifold and method of manufacturing the exhaust manifold |
| CN109595061B (zh) * | 2017-10-03 | 2020-10-30 | 丰田自动车株式会社 | 排气歧管及其制造方法 |
| CN110454395A (zh) * | 2019-09-06 | 2019-11-15 | 珠海凌达压缩机有限公司 | 一种法兰结构、压缩机及空调 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4578386B2 (ja) | 2010-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010155275A (ja) | 溶接継手及びその製造方法 | |
| JP2012183591A (ja) | 閉鎖された中空横断面を有する部材を溶接する方法 | |
| WO2014119342A1 (ja) | 部材接合方法、部材接合構造、および継手管 | |
| JP5679645B2 (ja) | 金属触媒担体及びその製造方法 | |
| JP4578386B2 (ja) | 排気管とフランジの溶接方法 | |
| JPH09295044A (ja) | 管体の接続構造 | |
| JP5979859B2 (ja) | バックシールド溶接方法 | |
| JP2009066659A (ja) | 金属部品のtig溶接への活性フラックスの使用 | |
| JP5057161B2 (ja) | 溶接継手の製造方法 | |
| JP4188057B2 (ja) | 消音器とその製造方法 | |
| JP2511766B2 (ja) | 燃料タンクの製造方法 | |
| JPH11276909A (ja) | 金属製触媒担体の製造方法及び金属製触媒担体 | |
| JP4451296B2 (ja) | 触媒コンバータ及びその製造方法 | |
| US20080230527A1 (en) | Method of manufacturing an exhaust gas manifold utilizing hybrid MIG welding | |
| JP2612427B2 (ja) | 排気マニホールドの板材とパイプ材の溶接構造および排気マニホールドの製造方法 | |
| JP2011093406A (ja) | 分割フレーム構造及びその組立方法 | |
| JPS59162318A (ja) | 排気消音器の製造方法 | |
| JP2008025452A (ja) | 消音器及び該消音器の製造方法 | |
| JPS6242228Y2 (ja) | ||
| JP2007024024A (ja) | 排気マニホールドのフランジ溶接方法 | |
| JP2005337036A (ja) | 車両用消音器における排気管の接続方法 | |
| JP2622499B2 (ja) | 排気管の合流部の構造と製造方法 | |
| JP2005036724A (ja) | 排気マニホールド | |
| JP3782538B2 (ja) | エキゾーストマニホールド | |
| JP2010001838A (ja) | エキゾーストマニホルド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081001 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100809 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100824 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4578386 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |