JP2007147079A - 車輪用軸受装置のハブ輪および外方部材の製造方法 - Google Patents
車輪用軸受装置のハブ輪および外方部材の製造方法 Download PDFInfo
- Publication number
- JP2007147079A JP2007147079A JP2007010015A JP2007010015A JP2007147079A JP 2007147079 A JP2007147079 A JP 2007147079A JP 2007010015 A JP2007010015 A JP 2007010015A JP 2007010015 A JP2007010015 A JP 2007010015A JP 2007147079 A JP2007147079 A JP 2007147079A
- Authority
- JP
- Japan
- Prior art keywords
- raceway surface
- wheel
- outer member
- angle
- fiber flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 239000000835 fiber Substances 0.000 claims abstract description 67
- 239000000463 material Substances 0.000 claims abstract description 34
- 238000005242 forging Methods 0.000 claims abstract description 19
- 238000005520 cutting process Methods 0.000 claims abstract description 14
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 11
- 239000010959 steel Substances 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 16
- 238000005096 rolling process Methods 0.000 abstract description 30
- 238000003754 machining Methods 0.000 abstract description 10
- 239000002994 raw material Substances 0.000 abstract description 9
- 238000007493 shaping process Methods 0.000 abstract 2
- 238000010438 heat treatment Methods 0.000 abstract 1
- 239000012535 impurity Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000010962 carbon steel Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
Images













Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/02—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough
- B21J1/025—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough affecting grain orientation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【解決手段】 車輪取付用のフランジ5および軌道面10を有するハブ輪1を備える車輪用軸受装置の前記ハブ輪1の製造方法である。鋼製のバー材を所定寸法に切断した素材を鍛造する鍛造工程と、鍛造完成後の素材に対して前記軌道面を旋削する旋削工程とを含む。前記鍛造工程として、加熱、荒成形、仕上成形、および内径抜きを順次行う。この鍛造手工程は、ハブ輪の最終形状におけるハブ輪の軌道面に対するファイバーフローの角度が15°以下となるように、鍛造完成後の素材形状を前記最終形状に近づける。また図示しない外方部材の製造方法の場合も、ハブ輪1の場合と同様に、軌道面に対するファイバーフローの角度が15°以下となるように、鍛造完成後の素材形状を前記最終形状に近づける。
【選択図】 図3
Description
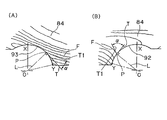
図12は、図11におけるハブ輪81の旋削加工により軌道面90を形成した部分Aの拡大断面を示す。図14(A),(B)は、それぞれ図13に示す外輪84の旋削加工により軌道面92,93を形成した部分A,Bの拡大断面を示す。これら図12,図14において、溝状軌道面90,92,93の曲率の生じた底側の縁部Xから肩側の縁部Yの範囲で、溝曲率中心OからファイバーフローFの断面が析出している点Pまでを直線Lで結び、その直線Lと軌道面の交点Pで接線Tを引き、ファイバーフローFの接線T1との角度αをそれぞれで求めた。この角度を、軌道面に対するファイバーフローFの角度αと定義した。
このファイバーフローの角度αは、加工取り代の大きさ(軌道面の鍛造輪郭形状と旋削仕上げ形状の差)の関係があり、加工取り代が大きい程、ファイバーフローの角度αが大きくなる傾向にあり、ハブ輪81では15°<α<20°であり、外輪84では加工取り代が大きく15°<α<80°範囲でばらつく。
鋼製のバー材を所定寸法に切断した素材を鍛造する鍛造工程と、鍛造完成後の素材に対して前記軌道面を旋削する旋削工程とを含み、ハブ輪の軌道面に対するファイバーフローの角度が15°以下となることを特徴とする。
この発明の車輪用軸受装置における外方部材の製造方法は、外周にフランジを有し内周に複列の軌道面が形成された外方部材と、この外方部材の軌道面と対向する複列の軌道面を形成した内方部材とを備え、車体に対して車輪を回転自在に支持する車輪用軸受装置における、前記外方部材の製造方法であって、
鋼製のバー材を所定寸法に切断した素材を鍛造する鍛造工程と、鍛造完成後の素材に対して前記軌道面を旋削する旋削工程とを含み、外方部材の軌道面に対するファイバーフローの角度が15°以下となることを特徴とする。
上記各軌道面は、ボールからなる転動体に対応した断面が円弧状の面であっても、また円すいころからなる転動体に対応したテーパ状の面であっても良い。
また、ハブ輪の軌道面に対するファイバーフローの角度、および外方部材の軌道面に対するファイバーフローの角度は、いずれも、より好ましくは10°以下である。特に、ハブ輪の軌道面に対するファイバーフローの角度を10°以下とすることが好ましい。したがって、例えば、外方部材の軌道面に対するファイバーフローの角度を15°以下とし、ハブ輪の軌道面に対するファイバーフローの角度を10°以下としても良い。
すなわち、内周に複列の軌道面が形成された外方部材と、この外方部材の軌道面と対向する複列の軌道面を形成した内方部材と、両軌道面間に介在した複列の転動体と、外方部材と内方部材間の両端の密封装置とを備え、車体に対して車輪を回転自在に支持する車輪用軸受装置において、内方部材が一つの軌道面と車輪取付フランジが形成されたハブ輪を有するものである場合に、このハブ輪の上記軌道面に対するファイバーフローの角度を15°以下としても良い。この場合も、ハブ輪の上記軌道面に対するファイバーフローの角度は、より好ましくは10°以下である。
この発明のハブ輪および外方部材の製造方法を適用する車輪用軸受装置は、さらに第4世代の車輪用軸受装置であっても良い。
これらの材質の鋼材の場合に、上記各軌道面とファイバーフローとの角度の関係が確認された。
1.ファイバーフローの析出手順
(1)ハブ輪、外輪をカッターにて軸方向に1箇所切断して試料を作成する。
(2)75〜80℃に加熱した塩酸溶液(塩酸50%+水50%)に試料を投入する。
(3)10〜15分間、試料を浸漬。
(4)試料を取り出し、水洗、乾燥、防錆する。
2.ファイバーフローの判定
上記の手順で析出したファイバーフローの軌道面部の断面写真を取り、倍率2〜5倍で軌道面の底部から肩部の析出ファイバーフローの角度を求める。
またこの発明において、軌道面に対するファイバーフローの角度を15°以下としたという要件、および10°以下としたという要件は、いずれも実質上全周において満たされていれば良い。
2…内輪
3…内方部材
4…外方部材
5…フランジ
6…フランジ
10,11…軌道面
12,13…軌道面
14…転動体
15,16…密封装置
F…ファイバーフロー
α…角度
Claims (2)
- 内周に複列の軌道面が形成された外方部材と、この外方部材の軌道面と対向する複列の軌道面を形成した内方部材とを備え、前記内方部材が一つの軌道面と車輪取付フランジが形成されたハブ輪を有し、車体に対して車輪を回転自在に支持する車輪用軸受装置における、前記ハブ輪の製造方法であって、
鋼製のバー材を所定寸法に切断した素材を鍛造する鍛造工程と、鍛造完成後の素材に対して前記軌道面を旋削する旋削工程とを含み、ハブ輪の軌道面に対するファイバーフローの角度が15°以下となることを特徴とする車輪用軸受装置のハブ輪の製造方法。 - 外周にフランジを有し内周に複列の軌道面が形成された外方部材と、この外方部材の軌道面と対向する複列の軌道面を形成した内方部材とを備え、車体に対して車輪を回転自在に支持する車輪用軸受装置における、前記外方部材の製造方法であって、
鋼製のバー材を所定寸法に切断した素材を鍛造する鍛造工程と、鍛造完成後の素材に対して前記軌道面を旋削する旋削工程とを含み、外方部材の軌道面に対するファイバーフローの角度が15°以下となることを特徴とする車輪用軸受装置の外方部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007010015A JP2007147079A (ja) | 2007-01-19 | 2007-01-19 | 車輪用軸受装置のハブ輪および外方部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007010015A JP2007147079A (ja) | 2007-01-19 | 2007-01-19 | 車輪用軸受装置のハブ輪および外方部材の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003317862A Division JP2005083513A (ja) | 2003-09-10 | 2003-09-10 | 車輪用軸受装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007147079A true JP2007147079A (ja) | 2007-06-14 |
Family
ID=38208700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007010015A Pending JP2007147079A (ja) | 2007-01-19 | 2007-01-19 | 車輪用軸受装置のハブ輪および外方部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007147079A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8393987B2 (en) | 2008-10-22 | 2013-03-12 | Ntn Corporation | Chain tensioner |
| JP2015048915A (ja) * | 2013-09-03 | 2015-03-16 | 日本精工株式会社 | 車輪支持用転がり軸受ユニット及び車輪支持用転がり軸受ユニット用ハブの製造方法 |
| WO2015050258A1 (ja) * | 2013-10-04 | 2015-04-09 | Ntn株式会社 | 車輪用軸受装置の外方部材の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60170547A (ja) * | 1984-02-13 | 1985-09-04 | Ntn Toyo Bearing Co Ltd | ベアリング軌道輪の製造方法 |
| JPH0566215B2 (ja) * | 1988-06-17 | 1993-09-21 | Kotani Tanko Kk | |
| JPH06170479A (ja) * | 1992-12-08 | 1994-06-21 | Nippon Seiko Kk | 玉軸受用外輪の製造方法 |
| JP2003090350A (ja) * | 2001-09-17 | 2003-03-28 | Ntn Corp | 車輪用軸受の固定構造及び車輪用軸受 |
-
2007
- 2007-01-19 JP JP2007010015A patent/JP2007147079A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60170547A (ja) * | 1984-02-13 | 1985-09-04 | Ntn Toyo Bearing Co Ltd | ベアリング軌道輪の製造方法 |
| JPH0566215B2 (ja) * | 1988-06-17 | 1993-09-21 | Kotani Tanko Kk | |
| JPH06170479A (ja) * | 1992-12-08 | 1994-06-21 | Nippon Seiko Kk | 玉軸受用外輪の製造方法 |
| JP2003090350A (ja) * | 2001-09-17 | 2003-03-28 | Ntn Corp | 車輪用軸受の固定構造及び車輪用軸受 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8393987B2 (en) | 2008-10-22 | 2013-03-12 | Ntn Corporation | Chain tensioner |
| JP2015048915A (ja) * | 2013-09-03 | 2015-03-16 | 日本精工株式会社 | 車輪支持用転がり軸受ユニット及び車輪支持用転がり軸受ユニット用ハブの製造方法 |
| WO2015050258A1 (ja) * | 2013-10-04 | 2015-04-09 | Ntn株式会社 | 車輪用軸受装置の外方部材の製造方法 |
| JP2015071183A (ja) * | 2013-10-04 | 2015-04-16 | Ntn株式会社 | 車輪用軸受装置の外方部材の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005083513A (ja) | 車輪用軸受装置 | |
| US20100239202A1 (en) | Double-row angular bearing, bearing device for wheel, method of producing outer race, and method of producing inner race | |
| CN101743133B (zh) | 车轮用轴承装置 | |
| CN102939470B (zh) | 车轮用轴承装置 | |
| US10137541B2 (en) | Method for manufacturing bearing ring member | |
| JPH11129703A (ja) | 車輪支持用転がり軸受ユニット | |
| JP2002250358A (ja) | 車輪支持用転がり軸受ユニット | |
| CN101512170B (zh) | 车轮用轴承装置 | |
| US11273670B2 (en) | Hub unit bearing | |
| JP2007147079A (ja) | 車輪用軸受装置のハブ輪および外方部材の製造方法 | |
| JP4536086B2 (ja) | 車輪用軸受装置及びその製造方法 | |
| JP5252834B2 (ja) | 車輪用軸受装置の製造方法 | |
| JP6171741B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法及び車輪支持用転がり軸受ユニット用ハブの製造方法 | |
| CN1837630B (zh) | 用于机动车辆车轮的轮毂轴承单元 | |
| JP2008173995A (ja) | 車輪用軸受装置 | |
| JP5166757B2 (ja) | 車輪用軸受およびこれを備えた車輪用軸受装置 | |
| JP6224402B2 (ja) | 車輪用軸受装置の外方部材の製造方法 | |
| JP4572864B2 (ja) | 車輪支持用軸受ユニット外側部材、車輪支持用軸受ユニット | |
| JP2008101685A (ja) | 車輪用軸受装置およびその製造方法 | |
| JP3601537B2 (ja) | 車輪支持用転がり軸受ユニット | |
| JP2007016959A (ja) | 車輪支持用転がり軸受ユニットの外輪の製造方法 | |
| JP4561389B2 (ja) | 軸受ユニットの外側部材 | |
| JP2015028372A (ja) | 車輪支持用転がり軸受ユニット | |
| EP2684709A1 (en) | Shaft member for rolling bearing device for wheel | |
| JP2007100715A (ja) | 車輪用軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100406 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100914 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110222 |