JP2007190835A - 射出成型方法及び射出成型金型 - Google Patents
射出成型方法及び射出成型金型 Download PDFInfo
- Publication number
- JP2007190835A JP2007190835A JP2006011790A JP2006011790A JP2007190835A JP 2007190835 A JP2007190835 A JP 2007190835A JP 2006011790 A JP2006011790 A JP 2006011790A JP 2006011790 A JP2006011790 A JP 2006011790A JP 2007190835 A JP2007190835 A JP 2007190835A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- slide core
- molded product
- injection
- lower mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Optical Recording Or Reproduction (AREA)
- Optical Head (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】射出成形の際に板ばねが変形することがない対物レンズ支持装置の射出成型方法及び射出成形金型を提供することを目的とする。
【解決手段】下金型11にスライドコア14の動きを規制する溝部19を設け、スライドコア14の下側面に溝部19にガイドされる突起部18を設けることにより、スライドコア14が後退しながら上昇するので、後退方向及び上昇方向の応力を同時にかけることが可能になり、板ばねを変形させることなく、スライドコア14から対物レンズ支持装置17を離型することができる。
【選択図】図1
【解決手段】下金型11にスライドコア14の動きを規制する溝部19を設け、スライドコア14の下側面に溝部19にガイドされる突起部18を設けることにより、スライドコア14が後退しながら上昇するので、後退方向及び上昇方向の応力を同時にかけることが可能になり、板ばねを変形させることなく、スライドコア14から対物レンズ支持装置17を離型することができる。
【選択図】図1
Description
本発明は射出成型方法及び射出成型金型に関し、光ピックアップアクチュエータを構成する対物レンズ支持装置を射出成型する技術に係るものである。
この種の技術において、CD(コンパクトディスク)やDVD(デジタルビデオディスク)などの光メディアを読み取る際には、光ピックアップの対物レンズを光ディスクの情報トラックに正確に追従させる必要がある。
このため、光ピックアップアクチュエータには、対物レンズを上下方向(フォーカス方向)及び水平方向(トラッキング方向)に電磁駆動し、対物レンズの位置制御を行える対物レンズ支持装置が用いられる。
この対物レンズ支持装置には、例えば、特許文献1に記載するものがある。これは電磁駆動用の回路を形成するために、金属薄板からなる金属部材を射出成型金型にインサートして射出成型したものであり、図12に示すようなものである。
図12において、対物レンズ支持装置は、樹脂成型物ブロックである可動部31と固定部33とを金属部材である複数(4本)の板ばね32、35により弾性的に連結してなり、固定部33は板ばね32、35を介して可動部31を上下方向(フォーカス方向)A及び左右方向(トラッキング方向)Bに移動可能に支持している。
可動部31は光ピックアップの一部を構成し、投光素子からのレーザ光をレンズとミラーを介して受光する受光素子からなる光学系を設けるものであり、光学系は一般的に対物レンズ(図示せず)と、対物レンズ(図示せず)を保持するレンズホルダ(図示せず)と、このレンズホルダ(図示せず)を一体に固定保持する保持部(図示せず)からなる。
可動部31は、合焦動作において光学系をトラッキング方向及びフォーカス方向へ駆動する駆動コイル等からなる駆動系を設けるものであり、駆動系に電気エネルギーを供給する端子36が可動部31および固定部33から突出している。
この対物レンズ支持装置の製造方法を図13(A)〜(G)において説明する。
図13(A)の工程
射出成型金型にインサートする金属部材は金属薄板の状態で供給し、下金型41の上に第1の金属薄板(下側)42を投入する。この金属薄板(下側)42は対物レンズ支持装置の金属部材を打抜き(プレス抜き)形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の下側に配置する一対の板ばね32を含んでいる。
図13(A)の工程
射出成型金型にインサートする金属部材は金属薄板の状態で供給し、下金型41の上に第1の金属薄板(下側)42を投入する。この金属薄板(下側)42は対物レンズ支持装置の金属部材を打抜き(プレス抜き)形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の下側に配置する一対の板ばね32を含んでいる。
金属薄板(下側)42は端部にパイロット孔42aが形成されており、このパイロット孔42aが下金型41に備えられたパイロットピン43に嵌合し、パイロットピン43をパイロット孔42aに挿入することで下金型41に対して金属薄板(下側)42を位置決めする。
図13(B)の工程
左右一対のスライドコア44が下金型41の上面に沿って一定のクリアランスを保持しつつ横方向に前進して下金型41の上に進出する。このスライドコア44は金属薄板(下側)42と後述する第2の金属薄板(上側)45との平行状態を保つとともに、金型の一部を担うものである。
図13(C)の工程
下金型41の所定の位置まで進出したスライドコア44が降下して金属薄板(下側)42の上にセットされる。スライドコア44はパイロットピン43と干渉しない形状をなす。
図13(D)の工程
スライドコア44の上に第2の金属薄板(上側)45を投入する。この金属薄板(上側)45は、第1の金属薄板(下側)42と同様に、対物レンズ支持装置の金属部材を打抜き形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の上側に配置する一対の板ばね35、35を含んでいる。
図13(B)の工程
左右一対のスライドコア44が下金型41の上面に沿って一定のクリアランスを保持しつつ横方向に前進して下金型41の上に進出する。このスライドコア44は金属薄板(下側)42と後述する第2の金属薄板(上側)45との平行状態を保つとともに、金型の一部を担うものである。
図13(C)の工程
下金型41の所定の位置まで進出したスライドコア44が降下して金属薄板(下側)42の上にセットされる。スライドコア44はパイロットピン43と干渉しない形状をなす。
図13(D)の工程
スライドコア44の上に第2の金属薄板(上側)45を投入する。この金属薄板(上側)45は、第1の金属薄板(下側)42と同様に、対物レンズ支持装置の金属部材を打抜き形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の上側に配置する一対の板ばね35、35を含んでいる。
金属薄板(上側)45は端部にパイロット孔45aが形成されており、下金型41のパイロットピン43をパイロット孔45aに挿入することで下金型41に対して金属薄板(上側)45を位置決めし、パイロットピン43がテーパー部でパイロット孔45aに嵌合して金属薄板(上側)45を下支えするとともに、スライドコア44が第1の金属薄板(下側)42に対して所定のクリアランスで第2の金属薄板(上側)45を保持する。
図13(E)の工程
上金型46が下降して金属薄板(上側)の上にセットされる。上金型46と下金型41とスライドコア44を型締めし、上金型46と下金型41とスライドコア44とで形成するキャビティ内に金属薄板(下側)42の板ばね32、32と金属薄板(上側)45の板ばね35、35を保持する。
図13(E)の工程
上金型46が下降して金属薄板(上側)の上にセットされる。上金型46と下金型41とスライドコア44を型締めし、上金型46と下金型41とスライドコア44とで形成するキャビティ内に金属薄板(下側)42の板ばね32、32と金属薄板(上側)45の板ばね35、35を保持する。
この状態で樹脂注入等を行って可動部31と固定部33とを樹脂成型物ブロックとして射出成型し、可動部31に上下の板ばね32、35の一端を固定し、固定部33に上下の板ばね32、35の一端を固定する。
図13(F)の工程
樹脂が硬化した後に上金型46が上昇することにより、成型品が上金型46から離型される。上金型46の離型後にスライドコア44が横方向に後退して金属薄板(下側)42と金属薄板(上側)45の間から抜け出すことにより、成型品の側面がスライドコア44から離型される。
図13(G)の工程
エジェクタ(図示せず)で成型品を持ち上げる事により下金型41のキャビティ部47から対物レンズ支持装置48を離型させて製品を取り出す。
特開2001−9845号公報
図13(F)の工程
樹脂が硬化した後に上金型46が上昇することにより、成型品が上金型46から離型される。上金型46の離型後にスライドコア44が横方向に後退して金属薄板(下側)42と金属薄板(上側)45の間から抜け出すことにより、成型品の側面がスライドコア44から離型される。
図13(G)の工程
エジェクタ(図示せず)で成型品を持ち上げる事により下金型41のキャビティ部47から対物レンズ支持装置48を離型させて製品を取り出す。
上記した構成において、スライドコアを挿入する際には、スライドコアと金属薄板(下側)との間に一定のクリアランスを保持したままスライドを前進させるので、金属薄板(下側)が湾曲して下金型の上面から浮いている場合や、プレス抜きの工程で生じたバリがある場合でも、金属薄板(下側)がスライドコアの先端に干渉することがなく、スライドコアが金属薄板(下側)を引っ掛けて変形・破損させることはない。
しかしながら、射出成型後の製品の離型時において、スライドコアを横方向に後退させて成型品の側面をスライドコアから離型させる際に、成型品は底面において下金型のキャビティ部に嵌合する状態にあってスライドコアの後退方向へ移動することはできないので、金属薄板(下側)がスライドコアに干渉する場合に、その状態でスライドコアを後退させると、金属薄板(下側)に直接応力が作用して変形・破損を生じさせることがある。
また、スライドコアの後退後にエジェクタを上昇させて成型品の底面を下金型のキャビティ部から離型する際に、固定部及び可動部の離型のタイミングがずれると、金属薄板(下側)の板ばねおよび金属薄板(上側)の板ばねに若干の変形が生じ、光ピックアップアクチュエータの性能に重大な影響を及ぼす可能性がある。
本発明は上記問題を解決するためのものであり、射出成型の際に金属部材の板ばねが変形することがない対物レンズ支持装置の射出成型方法及び射出成型金型を提供することを目的とする。
上記課題を解決するために、本発明の射出成型方法は、下金型と上金型の間にスライドコアを配置して型締めする際に、前記下金型と前記スライドコアの間および前記上金型と前記スライドコアの間に金属薄板を介装し、前記金属薄板に形成した金属部材を前記下金型と前記上金型と前記スライドコアで形成するキャビティ内にインサートし、前記キャビティ内に樹脂注入して前記金属部材を含む成型品を射出成型するものであり、前記上金型を離型させて後に、エジェクタにより前記成型品を押し上げて前記下金型のキャビティ部から前記成型品の底面を離型させる際に、前記スライドコアを前記成型品とともに上昇させて上下の金属薄板のクリアランスを維持しつつ横方向に後退させて前記成型品の側面を前記スライドコアから離型させることを特徴とする。
また、成型品は金属部材の両端側に成型する一対の樹脂成型物ブロックを有し、双方の樹脂成型物ブロックを前記金属部材で弾性的に連結してなることを特徴とする。
本発明の射出成型金型は、下金型と上金型の間に左右一対のスライドコアを配置してキャビティを形成し、前記下金型と前記スライドコアの間および前記上金型と前記スライドコアの間に金属薄板を介装して型締めすることにより、前記金属薄板に形成した金属部材を前記キャビティ内にインサートし、前記キャビティ内に樹脂注入して前記金属部材を含む成型品を射出成型する射出成型金型であって、前記上金型を前記下金型に対して上下方向に昇降自在に配置し、左右のスライドコアを前記下金型に対して斜め方向に出退自在に配置し、前記上金型側へ前記成型品を押し上げて前記下金型のキャビティ部から前記成型品の底面を離型させるエジェクタを配置し、離型時に前記スライドコアと前記エジェクタを同時に駆動し、前記スライドコアを前記成型品とともに上昇させて上下の金属薄板のクリアランスを維持しつつ横方向に後退させて前記成型品の側面を前記スライドコアから離型させることを特徴とする。
本発明の射出成型金型は、下金型と上金型の間に左右一対のスライドコアを配置してキャビティを形成し、前記下金型と前記スライドコアの間および前記上金型と前記スライドコアの間に金属薄板を介装して型締めすることにより、前記金属薄板に形成した金属部材を前記キャビティ内にインサートし、前記キャビティ内に樹脂注入して前記金属部材を含む成型品を射出成型する射出成型金型であって、前記上金型を前記下金型に対して上下方向に昇降自在に配置し、左右のスライドコアを前記下金型に対して斜め方向に出退自在に配置し、前記上金型側へ前記成型品を押し上げて前記下金型のキャビティ部から前記成型品の底面を離型させるエジェクタを配置し、離型時に前記スライドコアと前記エジェクタを同時に駆動し、前記スライドコアを前記成型品とともに上昇させて上下の金属薄板のクリアランスを維持しつつ横方向に後退させて前記成型品の側面を前記スライドコアから離型させることを特徴とする。
また、下金型とスライドコアの間に前記スライドコアを前記下金型に対して斜め方向に案内するガイド手段を設けたことを特徴とする。
以上説明したように本発明によれば、型締め時および離型時に左右のスライドコアを下金型に対して斜め方向に出退させ、離型時に成型品の側面をスライドコアから離型させる工程と、成型品の底面を下金型のキャビティ部から離型させる工程とを同時に行い、スライドコアが成型品とともに上昇して上下の金属薄板のクリアランスを維持しつつ横方向に後退することにより、スライドコアの動きによって対物レンズ支持装置の板ばねが変形することを最小限に抑えることができる。このため、光ピックアクチュエータのレンズを正確に追従させることができる。
以下、本発明の実施の形態を図面を参照しながら詳しく説明する。
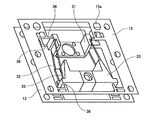
図1は本発明の実施の形態に係る射出成型部品をなし、光ピックアップの一部を構成する対物レンズ支持装置を示す斜視図である。この対物レンズ支持装置17は、先に図12で説明したものと同様であるが、ここで改めて説明する。
図1は本発明の実施の形態に係る射出成型部品をなし、光ピックアップの一部を構成する対物レンズ支持装置を示す斜視図である。この対物レンズ支持装置17は、先に図12で説明したものと同様であるが、ここで改めて説明する。
図1において、対物レンズ支持装置17は、最終製品形状としては金属薄板(下側)12、金属薄板(上側)15のフレーム部が除去されたものとなるが、本実施の形態では射出成型金型から取り出した状態のものを示す。
対物レンズ支持装置17は、樹脂成型物ブロックである可動部31と固定部33とを金属部材である複数(4本)の板ばね32、35により弾性的に連結してなり、固定部33は板ばね32、35を介して可動部31を上下方向(フォーカス方向)A及び左右方向(トラッキング方向)Bに移動可能に支持している。
可動部31は光ピックアップの一部を構成し、投光素子からのレーザ光をレンズとミラーを介して受光する受光素子からなる光学系を設けるものであり、光学系は一般的に対物レンズ(図示せず)と、対物レンズ(図示せず)を保持するレンズホルダ(図示せず)と、このレンズホルダ(図示せず)を一体に固定保持する保持部(図示せず)からなる。
可動部31は、合焦動作において光学系をトラッキング方向及びフォーカス方向へ駆動する駆動コイル等からなる駆動系を設けるものであり、駆動系に電気エネルギーを供給する端子(フレーム部)36が可動部31および固定部33から突出している。
4本の板ばね32、35は可動部31と固定部33の間に上下に2本づつ配置しており、弾性を有する棒又は線材などの薄板からなる。この薄板の厚さは0.05mm〜0.15mmであり、0.1mmの板厚が適している。
4本の板ばね32、35は、金属薄板(下側)12、金属薄板(上側)15に打抜き(プレス抜き)形成した金属部材として射出成型金型にインサートし、第1の金属薄板(下側)12が対物レンズ支持装置の下側に配置する一対の板ばね32、32を含んでおり、第2の金属薄板(上側)15が対物レンズ支持装置の上側に配置する一対の板ばね35、35を含んでいる。
この構成の対物レンズ支持装置は、磁束の作用を利用する水平移動のトラッキング制御、垂直移動のフォーカス制御を行う際に、磁力による捻り力が強くて位置決め精度に優れており、軽量化によって応答性、俊敏性が良化するとともに、低消費電力に優れている。
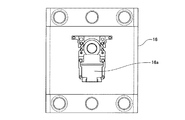
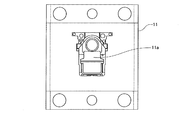
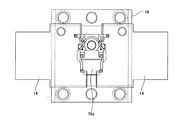
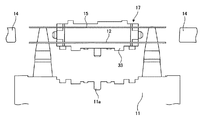
この対物レンズ支持装置を射出成型するための射出成型金型は、図3に示す上金型16と、図4に示す下金型11と、図5に示すスライドコア14からなり、上金型16と下金型11の間に左右一対のスライドコア14を配置して型締めして金型キャビティを形成するものであり、上金型16にキャビティ部16aを有し、下金型11にキャビティ部11aを有する。
次に、この射出成型金型を用いた対物レンズ支持装置の製造方法を図2(A)〜(G)において説明する。
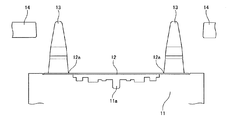
図2(A)の工程(図6を同時に参照)
射出成型金型にインサートする金属部材は金属薄板の状態で供給し、下金型11の上に第1の金属薄板(下側)12を投入する。この金属薄板(下側)12は対物レンズ支持装置の金属部材を打抜き(プレス抜き)形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の下側に配置する一対の板ばね32を含んでいる。
図2(A)の工程(図6を同時に参照)
射出成型金型にインサートする金属部材は金属薄板の状態で供給し、下金型11の上に第1の金属薄板(下側)12を投入する。この金属薄板(下側)12は対物レンズ支持装置の金属部材を打抜き(プレス抜き)形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の下側に配置する一対の板ばね32を含んでいる。
金属薄板(下側)12は端部にパイロット孔12aが形成されており、このパイロット孔12aが下金型11に備えられたパイロットピン13に嵌合し、パイロットピン13をパイロット孔12aに挿入することで下金型11に対して金属薄板(下側)12を位置決めする。
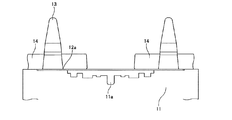
図2(B)の工程(図7を同時に参照)
左右一対のスライドコア14が下金型11に対して降下と横方向への移動を同時に行って斜め下方向に進出する。スライドコア14は下側面にスライド前進方向に所定の角度に傾けて形成した突起部18を有し、下金型11はスライドコア14の突起部18に相応する方向及び所定の角度に傾けて形成したガイド溝19を有し、突起部18とガイド溝19とでスライドコア14を下金型11に対して斜め方向に案内するガイド手段を構成する。
図2(B)の工程(図7を同時に参照)
左右一対のスライドコア14が下金型11に対して降下と横方向への移動を同時に行って斜め下方向に進出する。スライドコア14は下側面にスライド前進方向に所定の角度に傾けて形成した突起部18を有し、下金型11はスライドコア14の突起部18に相応する方向及び所定の角度に傾けて形成したガイド溝19を有し、突起部18とガイド溝19とでスライドコア14を下金型11に対して斜め方向に案内するガイド手段を構成する。
この突起部18とガイド溝19の係合によってスライドコア14が前進しながら下金型11の所定位置に下降し、スライドコア14の移動中に金属薄板(下側)12に接触することなく金属薄板(下側)12の上にセットされる。
スライドコア14はパイロットピン43と干渉しない形状をなし、金属薄板(下側)12と第2の金属薄板(上側)15との平行状態を保つものである。
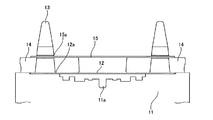
図2(C)の工程(図8を同時に参照)
スライドコア14の上に第2の金属薄板(上側)15を投入する。この金属薄板(上側)15は、第1の金属薄板(下側)12と同様に、対物レンズ支持装置の金属部材を打抜き形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の上側に配置する一対の板ばね35、35を含んでいる。
図2(C)の工程(図8を同時に参照)
スライドコア14の上に第2の金属薄板(上側)15を投入する。この金属薄板(上側)15は、第1の金属薄板(下側)12と同様に、対物レンズ支持装置の金属部材を打抜き形成したもので、ここでは可動部31と固定部33とを連結する複数の板ばね32、35のうち、対物レンズ支持装置の上側に配置する一対の板ばね35、35を含んでいる。
金属薄板(上側)15は端部にパイロット孔15aが形成されており、下金型11のパイロットピン13をパイロット孔15aに挿入することで下金型11に対して金属薄板(上側)15を位置決めし、パイロットピン13がテーパー部でパイロット孔15aに嵌合して金属薄板(上側)15を下支えするとともに、スライドコア14が第1の金属薄板(下側)12に対して所定のクリアランスで第2の金属薄板(上側)15を保持する。
図2(D)の工程(図8を同時に参照)
昇降自在に配置した上金型16が下降して金属薄板(上側)15の上にセットされる。上金型16と下金型11とスライドコア14を型締めし、上金型16と下金型11とスライドコア14とで形成するキャビティ内に金属薄板(下側)12の板ばね32、32と金属薄板(上側)15の板ばね35、35を保持する。
図2(D)の工程(図8を同時に参照)
昇降自在に配置した上金型16が下降して金属薄板(上側)15の上にセットされる。上金型16と下金型11とスライドコア14を型締めし、上金型16と下金型11とスライドコア14とで形成するキャビティ内に金属薄板(下側)12の板ばね32、32と金属薄板(上側)15の板ばね35、35を保持する。
この状態で樹脂注入等を行って可動部31と固定部33とを樹脂成型物ブロックとして射出成型し、可動部31に上下の板ばね32、35の一端を固定し、固定部33に上下の板ばね32、35の一端を固定する。
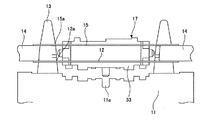
図2(E)の工程(図9を同時に参照)
樹脂が硬化した後に上金型16が上昇することにより、成型品が上金型16から離型される。上金型16が離型した後に、下金型11の側に配置したエジェクタ(図示省略)とスライドコア14を同時に駆動する。エジェクタが成型品を押し上げて下金型11のキャビティ部11aから成型品の底面を離型させるとともに、スライドコア14が突起部18とガイド溝19の係合によって成型品とともに上昇して上下の金属薄板12、15のクリアランスを維持しつつ横方向に移動し、すなわち斜め上方向に後退して成型品の側面がスライドコア14から離型される。
図2(E)の工程(図9を同時に参照)
樹脂が硬化した後に上金型16が上昇することにより、成型品が上金型16から離型される。上金型16が離型した後に、下金型11の側に配置したエジェクタ(図示省略)とスライドコア14を同時に駆動する。エジェクタが成型品を押し上げて下金型11のキャビティ部11aから成型品の底面を離型させるとともに、スライドコア14が突起部18とガイド溝19の係合によって成型品とともに上昇して上下の金属薄板12、15のクリアランスを維持しつつ横方向に移動し、すなわち斜め上方向に後退して成型品の側面がスライドコア14から離型される。
したがって、成型品を下金型11と左右のスライドコア14から3方向同時に離型することが可能となる。また、エジェクタの駆動初期時に、成型品の側面をスライドコア14でサポートする状態で成型品樹脂部をエジェクタで持ち上げることが可能となり、離型抵抗によって成型品樹脂部に局部的な応力が発生することを抑えることができ、離型バランスを保持して上下の金属薄板12、15の板ばね32、35を変形させることなく、成型品を離型することができる。
図13(F)の工程(図11を同時に参照)
スライドコア14が成型品から完全に離間し、エジェクタにより下金型11のキャビティ部11aから離型させた対物レンズ支持装置17を取り出す。
図13(F)の工程(図11を同時に参照)
スライドコア14が成型品から完全に離間し、エジェクタにより下金型11のキャビティ部11aから離型させた対物レンズ支持装置17を取り出す。
本発明は、例えば、射出成型部品とその製造方法に有用であり、より特定的に例えば、射出成型される部品の材厚が薄い対物レンズ支持装置とその製造方法に適している。
11 下金型
11a キャビティ部
12 金属薄板(下側)
12a パイロット孔
13 パイロットピン
14 スライドコア
15 金属薄板(上側)
15a パイロット孔
16 上金型
16a キャビティ部
17 対物レンズ支持装置
18 突起部
19 ガイド溝
31 可動部
32 板ばね(下側)
33 固定部
35 板ばね(上側)
36 端子(フレーム部)
41 下金型
42 金属薄板(下側)
42a パイロット孔
43 パイロットピン
44 スライドコア
45 金属薄板(上側)
45a パイロット孔
46 上金型
47 キャビティ部
48 対物レンズ支持装置
11a キャビティ部
12 金属薄板(下側)
12a パイロット孔
13 パイロットピン
14 スライドコア
15 金属薄板(上側)
15a パイロット孔
16 上金型
16a キャビティ部
17 対物レンズ支持装置
18 突起部
19 ガイド溝
31 可動部
32 板ばね(下側)
33 固定部
35 板ばね(上側)
36 端子(フレーム部)
41 下金型
42 金属薄板(下側)
42a パイロット孔
43 パイロットピン
44 スライドコア
45 金属薄板(上側)
45a パイロット孔
46 上金型
47 キャビティ部
48 対物レンズ支持装置
Claims (4)
- 下金型と上金型の間にスライドコアを配置して型締めする際に、前記下金型と前記スライドコアの間および前記上金型と前記スライドコアの間に金属薄板を介装し、前記金属薄板に形成した金属部材を前記下金型と前記上金型と前記スライドコアで形成するキャビティ内にインサートし、前記キャビティ内に樹脂注入して前記金属部材を含む成型品を射出成型するものであり、前記上金型を離型させて後に、エジェクタにより前記成型品を押し上げて前記下金型のキャビティ部から前記成型品の底面を離型させる際に、前記スライドコアを前記成型品とともに上昇させて上下の金属薄板のクリアランスを維持しつつ横方向に後退させて前記成型品の側面を前記スライドコアから離型させることを特徴とする射出成型方法。
- 成型品は金属部材の両端側に成型する一対の樹脂成型物ブロックを有し、双方の樹脂成型物ブロックを前記金属部材で弾性的に連結してなることを特徴とする請求項1記載の射出成型方法。
- 下金型と上金型の間に左右一対のスライドコアを配置してキャビティを形成し、前記下金型と前記スライドコアの間および前記上金型と前記スライドコアの間に金属薄板を介装して型締めすることにより、前記金属薄板に形成した金属部材を前記キャビティ内にインサートし、前記キャビティ内に樹脂注入して前記金属部材を含む成型品を射出成型する射出成型金型であって、前記上金型を前記下金型に対して上下方向に昇降自在に配置し、左右のスライドコアを前記下金型に対して斜め方向に出退自在に配置し、前記上金型側へ前記成型品を押し上げて前記下金型のキャビティ部から前記成型品の底面を離型させるエジェクタを配置し、離型時に前記スライドコアと前記エジェクタを同時に駆動し、前記スライドコアを前記成型品とともに上昇させて上下の金属薄板のクリアランスを維持しつつ横方向に後退させて前記成型品の側面を前記スライドコアから離型させることを特徴とする射出成型金型。
- 下金型とスライドコアの間に前記スライドコアを前記下金型に対して斜め方向に案内するガイド手段を設けたことを特徴とする請求項3記載の射出成型金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011790A JP2007190835A (ja) | 2006-01-20 | 2006-01-20 | 射出成型方法及び射出成型金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011790A JP2007190835A (ja) | 2006-01-20 | 2006-01-20 | 射出成型方法及び射出成型金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007190835A true JP2007190835A (ja) | 2007-08-02 |
Family
ID=38446887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006011790A Pending JP2007190835A (ja) | 2006-01-20 | 2006-01-20 | 射出成型方法及び射出成型金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007190835A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010050308A1 (ja) * | 2008-10-31 | 2010-05-06 | 日本写真印刷株式会社 | インサート2色成形方法および2色成形金型装置並びにインサート2色成形品 |
| CN103331866A (zh) * | 2013-06-26 | 2013-10-02 | 江苏建筑职业技术学院 | 滑板式立式注射机塑件成型多嵌件快速安放装置 |
-
2006
- 2006-01-20 JP JP2006011790A patent/JP2007190835A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010050308A1 (ja) * | 2008-10-31 | 2010-05-06 | 日本写真印刷株式会社 | インサート2色成形方法および2色成形金型装置並びにインサート2色成形品 |
| CN103331866A (zh) * | 2013-06-26 | 2013-10-02 | 江苏建筑职业技术学院 | 滑板式立式注射机塑件成型多嵌件快速安放装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110650273B (zh) | 摄像模组及其模塑感光组件和制造方法 | |
| JP2978588B2 (ja) | 光ピックアップにおけるレンズ駆動装置の製造方法 | |
| EP0650161B1 (en) | Method for producing an objective lens actuator | |
| JP2005202164A (ja) | 光ファイバ保持部材及びその製造方法 | |
| EP1107035B1 (en) | Lens driving device, and apparatus for and method of manufacturing the device | |
| JP2007190835A (ja) | 射出成型方法及び射出成型金型 | |
| JPH09190644A (ja) | レンズ駆動装置及びその製造方法 | |
| CN219445948U (zh) | 一种延时开模式模具组件 | |
| JP4312492B2 (ja) | 対物レンズ駆動装置、光ピックアップ装置およびディスクドライブ装置 | |
| KR100360760B1 (ko) | 대물렌즈 구동장치 및 그 제조방법, 광픽업장치 및 그 제조방법,광디스크 장치 및 그 제조방법, 트래킹판 스프링 어레이, 포커싱판 스프링 어레이, 사출성형금형 | |
| JP2001021783A (ja) | 光学部品、2軸アクチュエータ及びこれらを用いた光ディスク装置 | |
| JP2001009845A (ja) | 射出成形用金型 | |
| JP4797773B2 (ja) | 成型方法 | |
| JP3449349B2 (ja) | 対物レンズ支持装置の製造方法 | |
| JPH1173663A (ja) | 光ピックアップアクチュエータ及びその製造方法 | |
| JP4176039B2 (ja) | ホルダサスペンション、ホルダサスペンションの製造方法、レンズ駆動装置および光ピックアップ装置 | |
| JP2013159015A (ja) | 成形用金型及び光学素子の製造方法 | |
| KR100774879B1 (ko) | 광 픽업 구동장치의 서스펜션 와이어 조립장치 | |
| JP2000030274A (ja) | レンズ駆動装置及びその製造方法 | |
| JP2007331206A (ja) | プラスチック成形品の成形方法 | |
| KR100310061B1 (ko) | 광학식 픽업장치 및 그 제조방법 | |
| JP4107306B2 (ja) | 半導体素子製造装置 | |
| US20050281143A1 (en) | Objective lens driving apparatus and optical disc apparatus | |
| KR20080073407A (ko) | 광픽업 액츄에이터 및 그 제조방법 | |
| JPH07176074A (ja) | 2軸アクチュエータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080430 |