JP2007192587A - 力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ - Google Patents
力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ Download PDFInfo
- Publication number
- JP2007192587A JP2007192587A JP2006009148A JP2006009148A JP2007192587A JP 2007192587 A JP2007192587 A JP 2007192587A JP 2006009148 A JP2006009148 A JP 2006009148A JP 2006009148 A JP2006009148 A JP 2006009148A JP 2007192587 A JP2007192587 A JP 2007192587A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- quantity sensor
- electrode
- mechanical quantity
- wiring board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 239000000758 substrate Substances 0.000 claims abstract description 112
- 238000000034 method Methods 0.000 claims abstract description 29
- 230000008859 change Effects 0.000 claims description 25
- 238000001514 detection method Methods 0.000 claims description 22
- 238000005498 polishing Methods 0.000 claims description 16
- 238000007789 sealing Methods 0.000 claims description 15
- 230000008018 melting Effects 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims description 4
- 239000011521 glass Substances 0.000 abstract description 78
- 239000000463 material Substances 0.000 abstract description 8
- 238000005219 brazing Methods 0.000 abstract description 5
- 229910000679 solder Inorganic materials 0.000 abstract description 5
- 238000005488 sandblasting Methods 0.000 abstract description 4
- 238000010438 heat treatment Methods 0.000 abstract description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 9
- 239000004065 semiconductor Substances 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- 239000010703 silicon Substances 0.000 description 9
- 238000012545 processing Methods 0.000 description 8
- 238000005530 etching Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 238000007517 polishing process Methods 0.000 description 6
- 230000001133 acceleration Effects 0.000 description 5
- 230000035945 sensitivity Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000000708 deep reactive-ion etching Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000001771 vacuum deposition Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images


Landscapes
- Gyroscopes (AREA)
- Pressure Sensors (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Structures For Mounting Electric Components On Printed Circuit Boards (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】 板状の上部ガラス基板のビアホールを形成する部位に、テーパー形状のスルーホールをサンドブラスト技法を用いて形成する。次に、電極パッド、配線パターン、およびスルーホールの内壁面に電位を取り出すための導通パターンを形成する。続いて、導通パターンが形成されたスルーホールの内部に、ハンダやAg系ロウ材等の導電性を有する充填部材を加熱処理により充填する。次に、上部ガラス基板を、充填部材が露出するレベルまで研磨する。この研磨面に、電極を形成する。上部ガラス基板と、可動部構造体とを陽極接合した後、可動部構造体の電位を取り出すための導通パターンを形成する。このように、ビアホールの直下に電極を形成することにより、配線パターンを最小限に抑えることができ、センサの小型化を図ることができる。
【選択図】 図4
Description
これらの力学量センサの1つに、例えば、半導体基板を加工して形成される半導体センサがある。
この半導体センサには、シリコン基板をエッチングして中央部分に質量体である錘部が形成されている。この錘部は、可撓性を有する梁(ビーム)部によって、フレーム(固定部)に弾性支持される構造となっている。
この錘部の姿勢の変化を解析することによって、作用する外力の向きや大きさを検出することができる。
このような力学量センサには、センサの内部(内側)で検出した信号を、センサの外部(外側)へ引き出すための配線が複数必要であり、これらの引き出し用の配線は、センサの内部と外部を貫通するスルーホールを介して配設されている。
ところが、センサ内部を真空状態に近づける場合には、気体がリークしないように、配線用のスルーホールを気密封止する必要があった。
従来、このようなセンサにおけるスルーホールを適切に気密封止する技術が下記の特許文献に提案されている。
そこで本発明は、適切な気密封止をしながら小型化を図ることが可能な力学量センサ、また、この力学量センサを構成する力学量センサ用配線基板および力学量センサ用配線基板の製造方法を提供することを目的とする。
請求項2記載の発明では、請求項1記載の力学量センサ用配線基板において、前記貫通孔は、開口面積が前記電極に向かって小さくなるように形成されたことを特徴とする。
請求項3記載の発明では、請求項1または請求項2記載の力学量センサ用配線基板において、前記導電部材は、前記貫通孔の内壁に形成された導電膜であることを特徴とする。
請求項4記載の発明では、請求項1、請求項2または請求項3記載の力学量センサ用配線基板において、前記封止手段は、導電性を有する充填部材を備えたことを特徴とする。
請求項5記載の発明では、請求項4記載の力学量センサ用配線基板において、前記基板における前記電極が配設される面は、前記充填部材が露出する程度に研磨されていることを特徴とする。
請求項6記載の発明では、請求項4または請求項5記載の力学量センサ用配線基板において、前記基板における前記電極が配設される面と、前記充填部材の露出面が略同一平面となるように、前記充填部材が研磨されていることを特徴とする。
請求項7記載の発明では、貫通孔または凹部を基板に形成する第1のステップと、少なくとも一部に導電部材を有し、前記貫通孔または前記凹部を封止する封止手段を形成する第2のステップと、前記貫通孔または前記凹部を覆うように、前記基板の表面に電極を形成する第3のステップと、を備えることにより前記目的を達成する。
請求項8記載の発明では、請求項7記載の力学量センサ用配線基板の製造方法において、前記第1のステップは、前記貫通孔または前記凹部を、開口面積が前記電極に向かって小さくなるように形成することを特徴とする。
請求項9記載の発明では、請求項7または請求項8記載の力学量センサ用配線基板の製造方法において、前記第2のステップは、前記貫通孔または前記凹部の内壁に導電膜を形成する第4のステップと、前記貫通孔または前記凹部に充填部材を充填する第5のステップと、からなることを特徴とする。
請求項10記載の発明では、請求項7、請求項8または請求項9記載の力学量センサ用配線基板の製造方法において、前記第2のステップは、少なくとも前記貫通孔または前記凹部に導電性を有する充填部材を充填し、さらに、前記充填部材が露出する程度に前記基板を研磨する第6のステップを備え、前記第3のステップは、前記第6のステップにおいて研磨された前記基板の表面に、少なくとも前記導電部材の露出領域を覆うように電極を形成することを特徴とする。
請求項11記載の発明では、請求項10記載の力学量センサ用配線基板の製造方法において、前記第6のステップは、前記導電部材の研磨面が前記基板表面と略同一平面となるように研磨することを特徴とする。
請求項12記載の発明では、中空部を有するフレームと、錘と、前記錘を前記フレームの中空部に支持する可撓部と、からなる可動部と、前記可動部と対向して配置された固定電極と、前記固定電極と前記可動部との間の静電容量の変化に基づいて前記錘の姿勢変化を検出する検出手段と、前記検出手段で検出された前記錘の姿勢の変化に基づいて力学量を出力する出力手段と、を備えた力学量センサであって、前記フレームは、請求項1から請求項6のいずれか一の請求項に記載の力学量センサ用配線基板に固定され、前記固定電極は、前記力学量センサ用配線基板に設けられた前記電極により構成されていることにより前記目的を達成する。
請求項13記載の発明では、請求項12記載の力学量センサにおいて、前記フレームの中空部は、真空状態であることを特徴とする。
請求項14記載の発明では、請求項12または請求項13記載の力学量センサにおいて、前記フレームと前記力学量センサ用配線基板は、陽極接合を用いて固定され、前記充填部材は、陽極接合温度より高い融点を有することを特徴とする。
(1)実施形態の概要
物体に働く加速度や角速度などの力学量を、梁12で支持された錘13の姿勢変化に基づいて検出する。
梁12は、シリコン基板など容易に変形(撓み・反り・曲がり)が可能な部材により構成される。また、梁12は、フレーム11に固定されており、その中心部に錘13が固定されている。錘13に加速度や角速度などの力が作用すると、錘13の姿勢が変化する。
この錘13の姿勢変化は、錘13と固定電極21〜24との間の静電容量の変化量に基づいて検出する。
センサの内部と外部とを電気的に接続する電気的配線として機能するビアホール41〜44は、内壁に導電膜が設けられているテーパー形状のスルーホール60に導電性の部材を充填することによって形成される。
ビアホール41〜44を形成した後、即ち、スルーホール60に導電部材を充填した後、上部ガラス基板2における各電極の形成面(配設面)は、充填部材61が露出する程度まで研磨処理を施される。
そして、この上部ガラス基板2の研磨面7におけるビアホール41〜44の形成部位、即ち、露出した充填部材61に直接各電極が蒸着などの手段により形成される。
このように、ビアホール41〜44の直下に固定電極21〜24を形成することにより小型化を図ることができる。
本実施の形態では、力学量センサの一例として静電容量検出型角速度センサ(以下、角速度センサとする)を用いて説明する。
本実施の形態に係る角速度センサは、半導体基板を加工して形成された半導体センサである。
なお、本実施の形態では、静電容量検出型角速度センサを例にとり説明を行うが、本実施形態はこれに限定されるものではない。例えば、加速度センサや圧力センサ等の容量変化検出型の力学量センサ全般に当てはまる。
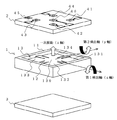
なお、図1では、角速度センサの構造をわかりやすく表現するために、各層の構造を離して表現しているが、実際は、各層が積層した状態で構成されている。
本実施の形態に係る角速度センサは、半導体基板を加工して形成された半導体センサ素子である。なお、半導体基板の加工は、MEMS(マイクロ・エレクトロ・メカニカル・システム)技術を用いて行うことができる。
角速度センサを構成する基板における各層の積層方向と同一方向を上下方向、即ちz軸(方向)と定義する。そして、このz軸と直交し、かつ互いの軸と直交する軸をx軸(方向)およびy軸(方向)と定義する。つまり、x軸、y軸、z軸は、それぞれ互いに直交する3軸となる。
図に示すように、可動部構造体1は、シリコン基板をエッチングすることによって、フレーム11、梁12および錘13が形成されている。
フレーム11は、錘13を囲むように可動部構造体1の周縁部に設けられた固定部であり、可動部構造体1の枠組みを構成する。
梁12は、錘13の中心から放射方向に(フレーム11の方向に)十字方向に延びる4つの帯状の薄部材であり、可撓性を有している。
錘13は、4つの梁12によってフレーム11に固定された質量体である。錘13は、梁12の作用により、外部より加わる力により振動させたり、捩れる動きが可能となっている。錘13は、導電性を有し、その上面は可動電極として機能する。
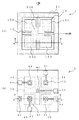
なお、図2(b)には、上部ガラス基板2を外側の面(可動部構造体1と反対側面)に設けられている部位を実線で示し、上部ガラス基板2の内側の面(可動部構造体1との対向面)に設けられている部位を破線で示す。
図2(b)に示すように、上部ガラス基板2の内側の面には、錘部130と対向する部位に、錘部130を中心としてx軸およびy軸に沿って十字方向に延びる駆動電極20が設けられている。
また、上部ガラス基板2には、錘部131と対向する部位に固定電極21、錘部132と対向する部位に固定電極22、錘部133と対向する部位に固定電極23、錘部134と対向する部位に固定電極24が設けられている。
また、固定電極21〜24は、第1検出軸(x軸)または第2検出軸(y軸)回りに作用する角速度を検出するための電極である。
本実施の形態に係る角速度センサでは、各固定電極21〜24と可動電極(錘13)との間の静電容量の変化に基づいて、錘13の姿勢変化(変位)を検出(測定)する。そして、この錘の姿勢変化の検出結果(測定結果)に基づいて錘13に作用する角速度を導出するように構成されている。
同様に、固定電極21〜24の電位(検出信号)を角速度センサの外部へ取り出すためのビアホール41〜44が設けられている。
ビアホール40〜44は、上部ガラス基板2における可動部構造体1のフレーム11との接合領域よりも内側の領域に設けられている。
本実施の形態に係る角速度センサでは、電位を印加(あるいは引き出す)対象となる駆動電極20または固定電極21〜24のそれぞれの中心位置にビアホール40〜44が配置されている。
しかしながら、ビアホール40〜44の配設部位はこれに限定されるものではなく、少なくとも、ビアホール40〜44の端部(開口部)が駆動電極20または固定電極21〜24によって覆う(塞ぐ)ことが可能な部位に配設されていればよい。
充填部材は、例えば、ハンダやAg(銀)ロウ材等の気密性の高い金属部材から構成されており、また、その融点は、陽極接合時の温度より高いことが好ましい。
また、充填部材は、より気密性の高い(優れた)部材を用いることが好ましい。
導電膜は充填部材の馴染み特性(濡れ性)のよい材質の金属膜により構成されていることが好ましい。
また、スルーホールをテーパー形状にすることによって、上側からの真空蒸着や、上側からのスパッタを用いての金属膜形成が容易になる。
なお、ビアホール40〜44の端部は、配線パターンを介して上部ガラス基板2の周縁に設けられた電極パッド50〜54とそれぞれ電気的に接続されている。
そして、これらの電極パッド51〜54は、図示しない信号処理部(制御部)内のC/V変換回路へ接続されている。
本実施の形態に係る角速度センサにおける上部ガラス基板2は、センサの内部信号を外部へ取り出すための配線基板として機能する。
図に示すように、梁12および錘13の上面(上部ガラス基板2との対向面)と上部ガラス基板2との間には、錘13を可動にするための可動隙間14が形成されている。上部ガラス基板2は、この可動隙間14を封止するように接合されている。
梁12の下面(下部ガラス基板3との対向面)および錘13の底面即ち下面(下部ガラス基板3との対向面)と下部ガラス基板3との間、さらに錘13の周部においても、錘13を可動にするための可動隙間15が形成されている。下部ガラス基板3は、この可動隙間15を封止するように接合されている。
なお、可動隙間14、15は、より真空に近い状態となっている。このように、センサの内部を真空状態とすることにより、錘13が動作する際の空気抵抗を低減することができ、角速度センサの検出感度(検出精度)を向上させることができる。
また、本実施の形態に係る角速度センサでは、可動部構造体1をシリコン基板を用いて形成しているが、可動部構造体1の形成部材はこれに限られるものではない。例えば、シリコン基板の中間層に酸化膜を埋め込んだSOI(シリコン・オン・インシュレータ)基板を用いて形成してもよい。
この場合、中間の酸化膜層が梁12や錘13を加工する際のエッチング処理において、エッチング遮断層(ストップ層)として機能するため、厚み方向に対する加工精度を向上させることができる。
上部ガラス基板2および下部ガラス基板3は、可動部構造体1を封止するように接合された固定基板である。上部ガラス基板2および下部ガラス基板3は、それぞれ、可動部構造体1のフレーム11において陽極接合によって接合されている。
本実施の形態に係る角速度センサは、図1に示すように、錘13を上下方向(z軸方向)に一次振動させ、この振動運動をしている錘13にコリオリ力を生じさせることによって、第1検出軸(x軸)および第2検出軸(y軸)回りに加わる角速度を検出する方式を用いている。
詳しくは、駆動電極20と可動電極(錘13)との間に交流電圧を印加し、これらの電極間に働く静電力の作用を用いて錘13を上下方向(z軸方向)に振動させる。
速度vで振動している質量mの錘13の周りに角速度Ωが加わると、錘13の中心には、“F=2mvΩ”のコリオリ力が錘13の運動方向に対し直交する方向に発生する。
このコリオリ力Fが発生すると、錘13にねじれが加わり錘13の姿勢が変化する。即ち、錘13の振動の運動方向と直交する面に対して、錘13が傾く。この錘13の姿勢の変化(傾き、ねじれ量)を検出することによって、作用する角速度の向きや大きさを検出するようになっている。
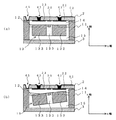
例えば、錘13の第2検出軸(y軸)回りに角速度が作用してコリオリ力が発生し、図3(b)に示すように、錘13の姿勢がx軸に対して傾くと、固定電極と可動電極(錘13)との距離が変化する。
詳しくは、固定電極22と可動電極との間の距離が小さくなり、一方、固定電極23と可動電極との間の距離が大きくなる。
このような、電極間の距離の変化は、電極間の静電容量の変化として現れ、これらの静電容量の変化に基づいて、錘13の姿勢変化を検出することができる。
検出された錘13の姿勢の変化(傾斜方向、傾斜度合い等)に基づいて、発生したコリオリ力Fを検出する。そして、検出されたコリオリ力Fに基づいて、角速度Ωを算出(導出)する。つまり、信号処理部において、錘13の姿勢の変化量を角速度に変換する。
ここでは、錘13の第2検出軸(y軸)回りに角速度が作用した場合について説明したが、錘13の第1検出軸(x軸)回りに角速度が作用した場合についても同様に、固定電極と可動電極間の距離の変化に基づいて錘13の姿勢変化を検出することにより、作用する角速度を測定することができる。
検出感度を向上させるためには、各電極の静電容量をなるべく大きくなるように構成する必要がある。即ち、電極間の距離をなるべく小さく、あるいは電極の面積を大きくする構成することが望ましい。
しかしながら、センサには小型化が要求されているため、電極面積の拡大には、限度があり、実際のセンサでは、例えば、電極間距離は僅か5μm程度とすることで感度を確保している。
図3に示すように、本実施の形態に係る角速度センサにおいては、ビアホール40〜44の下面もそれぞれを検出電極あるいは駆動用電極の配置領域となるため、より平坦である方が望ましい。
これは、ビアホール40〜44の下面がガラス基板2に対して凹状となっている場合には、その部位における静電容量の低下を生じてしまい、また、凸状となっている場合には、その部位における可動隙間14を十分に確保することができず、十分な駆動量を得られなくなるおそれが生じるためである。
図4は、本実施の形態に係る角速度センサの製造方法の手順を示した図である。
なお、図4は、図2に示すA−A’部における角速度センサの断面を示している。
まず、図4(a)に示すような、板状の上部ガラス基板2を用意(形成)する。
そして、図4(b)に示すように、上部ガラス基板2における、ビアホール40〜45を形成する部位に、テーパー形状のスルーホール(貫通孔)60を形成する。
スルーホール60は、上部ガラス基板2の外側から内側に向かって、即ち、電極の配置面に向かって開口面積が小径となるようにサンドブラスト等の技法を用いて形成する。
なお、サンドブラストとは、ガラスなどの表面に圧縮空気とともに研磨剤(砂)を吹き付けて削る技法である。
本実施の形態に係る角速度センサを製造する際には、上部ガラス基板2の表面にスルーホール60を形成する部位を抜いた保護膜(マスク)をかぶせてエッチング加工を行う。
同時に、電極パッド50〜54、および、ビアホール40〜44と電極パッド50〜54とを接続する配線パターンを形成する。
なお、導通パターン55、電極パッド50〜54および配線パターン、即ち導電膜は、後述する充填部材61との馴染み性(濡れ性)に適応した材質の金属を用いて形成する。
例えば、充填部材61にハンダを用いる場合には、導電膜をCr/Au(クロム/金)で形成する。また、充填部材61にAg(銀)系ロウ材を用いる場合には、導電膜をNi(ニッケル)などで形成する。
充填部材61としては、例えば、ハンダやAg(銀)系ロウ材等が用いられる。
充填部材61の充填は、例えば、ペースト状やボール状の材料をスルーホール60の内部に配設(仮固定)した後、加熱処理を施すことによって融解させ、スルーホール60内の導通パターン55(導電膜)と馴染ませることによって行う。
なお、ここでは、スルーホール60内の導通パターン55は、充填部材61の馴染み性(濡れ性)を確保するための部材として機能する。
ここでは、上部ガラス基板2および充填部材61の表面である研磨面7、即ち、上部ガラス基板2における内側の面(可動部構造体1との対向面)が平坦になるように研磨処理を施す。
なお、ここでは、細かい粒径の研磨剤を含んだ研磨液を使って機械研磨(ラッピング)することによって上部ガラス基板2の研磨処理を行う。
また、ここでは、充填部材61をガラス基板2の下面から突出しないように記載しているが、このような状態に限定されるものではない。例えば、充填部材61をガラス基板2の下面から突出させ、研磨処理によってガラス基板2の下面と同じ高さとなるように平坦化するようにしてもよい。
駆動電極20および固定電極21〜24は、上部ガラス基板の研磨面7に、例えば、Al(アルミニウム)やCr/Ni(クロム/ニッケル)等の金属膜を蒸着(積層)させることによって形成されている。
このように、本実施の形態に係る角速度センサでは、研磨処理後にビアホール40〜44における充填部材61に、直接(直に)駆動電極20および固定電極21〜24を蒸着形成する。
また、駆動電極20および固定電極21〜24と、ビアホール40〜44とを直接接続することにより、従来用いられていた各電極とビアホール40〜44との接続パターンや接続用構造体を省くことができるため、角速度センサの小型化を図ることができる。
詳しくは、上部ガラス基板2における可動部構造体1の対向面(研磨面7)と、可動部構造体1におけるフレーム11の端面とを陽極接合する。
この時、ビアホール45を形成するためのスルーホール60の開口部がフレーム11の端面によって完全に塞がれるように陽極接合する。
陽極接合とは、ガラス基板(上部ガラス基板2、下部ガラス基板3)側に陰極電圧を与え、ガラス−シリコン間の静電引力を利用して接合する接合方法である。
なお、ガラス基板と可動部構造体1との接合方法は、陽極接合に限定されるものではない。例えば、接合面に金属を積層させて接合する共晶接合等を用いるようにしてもよい。
導通パターン56は、スルーホール60の内壁面、フレーム11の露出面および上部ガラス基板2の外側の面上に連続して形成された導電膜からなる。
この導通パターン56は、錘13の導通用電極として機能する。
なお、ビアホール45は、フレーム11の端面によって完全に塞がれているため、このビアホール45から気体が漏れることはない。そのため、ビアホール45のスルーホール60に充填部材を設ける必要はない。
この下部ガラス基板3と可動部構造体1とを接合する際には、角速度センサの内部(可動隙間14、15)が真空状態となるように陽極接合で封止する。
なお、この下部ガラス基板3は、上部ガラス基板2と可動部構造体1とを接合する前に、予め接合しておくようにしてもよい。この場合、図4(g)の段階において、角速度センサの内部が真空封止される。
次に、上述した角速度センサの製造方法の変形例について説明する。
この変形例では、上述した図4(b)に示す上部ガラス基板2にスルーホール60を形成する代わりに、上部ガラス基板2に凹部70を形成してビアホール40〜45を形成する方法について説明する。
図5は、本実施の形態に係る角速度センサの製造方法の変形例の手順を示した図である。図5は、図2に示すA−A’部における角速度センサの断面を示している。
ここでは、上述した図4に示す角速度センサの製造方法と重複する箇所には同じ符号を付し、詳細な説明を省略する。
まず、図5(a)に示すような、板状の上部ガラス基板2を形成する。
そして、図5(b)に示すように、上部ガラス基板2における、ビアホール40〜45を形成する部位に、テーパー形状の凹部70を形成する。
凹部70は、上部ガラス基板2の外側から底部に向かって、即ち、電極の配置面に向かって開口面積が小径となるようにサンドブラスト等の技法を用いて形成する。
同時に、電極パッド50〜54、および、ビアホール40〜44と電極パッド50〜54とを接続する配線パターンを形成する。
なお、導通パターン55’は、凹部70の内壁面、凹部70の底面、および上部ガラス基板2の外側の面上に連続して形成された導電膜からなる。
なお、導通パターン55’、電極パッド50〜54および配線パターン、即ち導電膜は、充填部材61との馴染み性(濡れ性)に適応した材質の金属を用いて形成する。
充填部材61としては、例えば、ハンダやAg(銀)系ロウ材等が用いられる。
次に、図5(e)に示すように、上部ガラス基板2における内側の面(可動部構造体1との対向面)を、充填部材61が露出するレベル(程度)まで研磨する。
即ち、少なくとも凹部70の底部まで上部ガラス基板2を研磨し、充填部材61を露出させる。
ここでは、上部ガラス基板2および充填部材61の表面である研磨面7、即ち、上部ガラス基板2における内側の面(可動部構造体1との対向面)が平坦になるように研磨処理を施す。
変形例によれば、ビアホール40〜44を形成する際に、凹部70を設けることにより、導通パターン55’を凹部70の底面にも設けることができるため、凹部70における充填部材61の馴染み性(濡れ性)を向上させることができる。
これにより、凹部70の内部に隙間(空間)を設けることなく充填部材61を充填することができるため、研磨処理後の電極形成を適切に行うことができる。
また、凹部70は、スルーホール60よりも短い時間で形成することができるため、製造時間の短縮化、および低コスト化を図ることができる。
本実施の形態によれば、駆動電極20および固定電極21〜24を形成する前に、電極の配置面(上部ガラス基板2における可動部構造体1との対向面)を研磨することにより、各電極とビアホール40〜44(導通パターン55)との導通を適切にとることができ、導通不良の発生を抑制することができる。
また、角速度センサを単純な構造により構成することができるため、低コスト化を図ることができる。
例えば、樹脂等の非導電性の部材を充填するようにしてもよい。但し、この場合、各電極とビアホール40〜44内部の導電膜との電気的コンタクトが確実にとれるように構成する。
また、非導電性の部材を充填する場合には、ビアホール40〜44を貫通する接続線を別途設け、この接続線と各電極との電気的コンタクトを確実にとるように構成してもよい。なお、接続線を設ける場合には、ビアホール41〜44内の導電膜を削除することができる。
2 上部ガラス基板
3 下部ガラス基板
7 研磨面
11 フレーム
12 梁
13 錘
14 可動隙間
15 可動隙間
20 駆動電極
21〜24 固定電極
40〜45 ビアホール
50〜54 電極パッド
55、56 導通パターン
60 スルーホール
61 充填部材
70 凹部
130〜134 錘部
Claims (14)
- 貫通孔を有する基板と、
前記基板における前記貫通孔の開口領域を含む領域に配設された電極と、
少なくとも一部に電極と導通する導電部材を有し、前記貫通孔を封止する封止手段と、
を備えたことを特徴とする力学量センサ用配線基板。 - 前記貫通孔は、開口面積が前記電極に向かって小さくなるように形成されたことを特徴とする請求項1記載の力学量センサ用配線基板。
- 前記導電部材は、前記貫通孔の内壁に形成された導電膜であることを特徴とする請求項1または請求項2記載の力学量センサ用配線基板。
- 前記封止手段は、導電性を有する充填部材を備えたことを特徴とする請求項1、請求項2または請求項3記載の力学量センサ用配線基板。
- 前記基板における前記電極が配設される面は、前記充填部材が露出する程度に研磨されていることを特徴とする請求項4記載の力学量センサ用配線基板。
- 前記基板における前記電極が配設される面と、前記充填部材の露出面が略同一平面となるように、前記充填部材が研磨されていることを特徴とする請求項4または請求項5記載の力学量センサ用配線基板。
- 貫通孔または凹部を基板に形成する第1のステップと、
少なくとも一部に導電部材を有し、前記貫通孔または前記凹部を封止する封止手段を形成する第2のステップと、
前記貫通孔または前記凹部を覆うように、前記基板の表面に電極を形成する第3のステップと、
を備えたことを特徴とする力学量センサ用配線基板の製造方法。 - 前記第1のステップは、前記貫通孔または前記凹部を、開口面積が前記電極に向かって小さくなるように形成することを特徴とする請求項7記載の力学量センサ用配線基板の製造方法。
- 前記第2のステップは、
前記貫通孔または前記凹部の内壁に導電膜を形成する第4のステップと、
前記貫通孔または前記凹部に充填部材を充填する第5のステップと、
からなることを特徴とする請求項7または請求項8記載の力学量センサ用配線基板の製造方法。 - 前記第2のステップは、少なくとも前記貫通孔または前記凹部に導電性を有する充填部材を充填し、
さらに、前記充填部材が露出する程度に前記基板を研磨する第6のステップを備え、
前記第3のステップは、前記第6のステップにおいて研磨された前記基板の表面に、少なくとも前記充填部材の露出領域を覆うように電極を形成することを特徴とする請求項7、請求項8または請求項9記載の力学量センサ用配線基板の製造方法。 - 前記第6のステップは、前記導電部材の研磨面が前記基板表面と略同一平面となるように研磨することを特徴とする請求項10記載の力学量センサ用配線基板の製造方法。
- 中空部を有するフレームと、
錘と、前記錘を前記フレームの中空部に支持する可撓部と、からなる可動部と、
前記可動部と対向して配置された固定電極と、
前記固定電極と前記可動部との間の静電容量の変化に基づいて前記錘の姿勢変化を検出する検出手段と、
前記検出手段で検出された前記錘の姿勢の変化に基づいて力学量を出力する出力手段と、
を備えた力学量センサであって、
前記フレームは、請求項1から請求項6のいずれか一の請求項に記載の力学量センサ用配線基板に固定され、
前記固定電極は、前記力学量センサ用配線基板に設けられた前記電極により構成されていることを特徴とする力学量センサ。 - 前記フレームの中空部は、真空状態であることを特徴とする請求項12記載の力学量センサ。
- 前記フレームと前記力学量センサ用配線基板は、陽極接合を用いて固定され、
前記充填部材は、陽極接合温度より高い融点を有することを特徴とする請求項12または請求項13記載の力学量センサ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009148A JP2007192587A (ja) | 2006-01-17 | 2006-01-17 | 力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009148A JP2007192587A (ja) | 2006-01-17 | 2006-01-17 | 力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007192587A true JP2007192587A (ja) | 2007-08-02 |
Family
ID=38448415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006009148A Pending JP2007192587A (ja) | 2006-01-17 | 2006-01-17 | 力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007192587A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010058601A1 (ja) | 2008-11-21 | 2010-05-27 | タカノ株式会社 | 静電容量型力学量センサ素子及び力学量センサ |
| CN102957075A (zh) * | 2011-08-19 | 2013-03-06 | 晶钛国际电子股份有限公司 | 填补穿孔的方法 |
| JP2015153805A (ja) * | 2014-02-12 | 2015-08-24 | セイコーエプソン株式会社 | 配線基板の製造方法、配線基板、電子デバイス、電子機器および移動体 |
| JP2016033465A (ja) * | 2014-07-31 | 2016-03-10 | セイコーエプソン株式会社 | 物理量センサーの製造方法、物理量センサー、電子機器および移動体 |
| JP2017005205A (ja) * | 2015-06-15 | 2017-01-05 | シャープ株式会社 | 配線基板および配線基板の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10213441A (ja) * | 1997-01-29 | 1998-08-11 | Murata Mfg Co Ltd | 外力検出装置およびその製造方法 |
| JP2000261002A (ja) * | 1999-03-05 | 2000-09-22 | Murata Mfg Co Ltd | 小型電子部品及びその製造方法 |
| JP2001141463A (ja) * | 1999-11-15 | 2001-05-25 | Ngk Spark Plug Co Ltd | マイクロ構造物及びその製造方法 |
| JP2005039078A (ja) * | 2003-07-16 | 2005-02-10 | Masaki Esashi | 薄板基板構造形成用ウエーハ基板、この製造方法およびmems素子の製造方法 |
| JP2005345245A (ja) * | 2004-06-02 | 2005-12-15 | Seiko Instruments Inc | 容量型力学量センサ及びその製造方法 |
| JP2007064919A (ja) * | 2005-09-02 | 2007-03-15 | Alps Electric Co Ltd | 静電容量型力学量センサ |
-
2006
- 2006-01-17 JP JP2006009148A patent/JP2007192587A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10213441A (ja) * | 1997-01-29 | 1998-08-11 | Murata Mfg Co Ltd | 外力検出装置およびその製造方法 |
| JP2000261002A (ja) * | 1999-03-05 | 2000-09-22 | Murata Mfg Co Ltd | 小型電子部品及びその製造方法 |
| JP2001141463A (ja) * | 1999-11-15 | 2001-05-25 | Ngk Spark Plug Co Ltd | マイクロ構造物及びその製造方法 |
| JP2005039078A (ja) * | 2003-07-16 | 2005-02-10 | Masaki Esashi | 薄板基板構造形成用ウエーハ基板、この製造方法およびmems素子の製造方法 |
| JP2005345245A (ja) * | 2004-06-02 | 2005-12-15 | Seiko Instruments Inc | 容量型力学量センサ及びその製造方法 |
| JP2007064919A (ja) * | 2005-09-02 | 2007-03-15 | Alps Electric Co Ltd | 静電容量型力学量センサ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010058601A1 (ja) | 2008-11-21 | 2010-05-27 | タカノ株式会社 | 静電容量型力学量センサ素子及び力学量センサ |
| CN102957075A (zh) * | 2011-08-19 | 2013-03-06 | 晶钛国际电子股份有限公司 | 填补穿孔的方法 |
| JP2015153805A (ja) * | 2014-02-12 | 2015-08-24 | セイコーエプソン株式会社 | 配線基板の製造方法、配線基板、電子デバイス、電子機器および移動体 |
| JP2016033465A (ja) * | 2014-07-31 | 2016-03-10 | セイコーエプソン株式会社 | 物理量センサーの製造方法、物理量センサー、電子機器および移動体 |
| JP2017005205A (ja) * | 2015-06-15 | 2017-01-05 | シャープ株式会社 | 配線基板および配線基板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8631700B2 (en) | Resonating sensor with mechanical constraints | |
| JP3435665B2 (ja) | 複合センサ素子およびその製造方法 | |
| US9247664B2 (en) | Electronic device and manufacturing method thereof, electronic apparatus, and moving body | |
| JP5090929B2 (ja) | 高性能mems実装アーキテクチャ | |
| EP2635873B1 (en) | Baw gyroscope with bottom electrode | |
| US7803649B2 (en) | Angular rate sensor and method of manufacturing the same | |
| JP2001189467A (ja) | 高真空パッケ−ジングマイクロジャイロスコ−プ及びその製造方法 | |
| KR20120094937A (ko) | 자이로스코픽 센서 | |
| JP2007500086A (ja) | ハウジングへmemsデバイスを取り付けるための方法及び装置 | |
| US9790083B2 (en) | Vibrator, manufacturing method of vibrator, electronic device, electronic apparatus, and moving object | |
| JP2007192587A (ja) | 力学量センサ用配線基板、力学量センサ用配線基板の製造方法および力学量センサ | |
| JP2014119412A (ja) | 多軸物理量検出装置、多軸物理量検出装置の製造方法、電子機器および移動体 | |
| JP4812000B2 (ja) | 力学量センサ | |
| JP5167848B2 (ja) | 支持基板及びそれを用いた静電容量型力学量検出センサの製造方法 | |
| JP2011112480A (ja) | 物理量検出装置 | |
| JP5821158B1 (ja) | 複合センサデバイス | |
| JP5078245B2 (ja) | 力学量センサ | |
| US20180002164A1 (en) | Semiconductor sensor device | |
| JP2023130812A (ja) | 微小振動体の実装構造 | |
| JP2006231506A (ja) | 微小電気機械デバイス | |
| JP6866672B2 (ja) | 物理量検出器および物理量検出装置 | |
| JP2015141103A (ja) | 角速度センサ、及び角速度センサを用いた電子機器 | |
| JP7521312B2 (ja) | 慣性センサー、及び慣性センサーの製造方法 | |
| JP2010223763A (ja) | 物理量検出デバイス | |
| JP5257115B2 (ja) | 力学量センサ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081209 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091105 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110510 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110707 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110830 |