JP2007331035A - ワークキャリアとその製造方法及び両面研磨機 - Google Patents
ワークキャリアとその製造方法及び両面研磨機 Download PDFInfo
- Publication number
- JP2007331035A JP2007331035A JP2006161972A JP2006161972A JP2007331035A JP 2007331035 A JP2007331035 A JP 2007331035A JP 2006161972 A JP2006161972 A JP 2006161972A JP 2006161972 A JP2006161972 A JP 2006161972A JP 2007331035 A JP2007331035 A JP 2007331035A
- Authority
- JP
- Japan
- Prior art keywords
- carrier
- work
- hole
- holding
- work carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 58
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000000034 method Methods 0.000 claims description 11
- 238000005530 etching Methods 0.000 claims description 7
- 230000000007 visual effect Effects 0.000 claims description 2
- 239000010453 quartz Substances 0.000 description 13
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 13
- 239000002184 metal Substances 0.000 description 10
- 239000000758 substrate Substances 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000011521 glass Substances 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- 239000013078 crystal Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images



Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
行うことができるワークキャリアを提供する。
【解決手段】両面研磨機によってワークを研磨加工する際にワークを保持するワークキャ
リア1であって、ワークを保持する複数の保持穴4を有した円盤状のキャリア本体2と、
キャリア本体2の表裏を目視により判別するために前記キャリア本体2に設けたマーキン
グ部6とを備え、マーキング部6を円盤状のキャリアの中心部と、保持穴4を回避した盤
面に設けるようにした。
【選択図】図1
Description
そのワークキャリアを備えた両面研磨機に関するものである。
と下定盤との間に薄片状のワークを挟み込んだ状態で遊離砥粒(研磨剤)を含むスラリ(
泥漿)を供給しつつ相対回転させることでワークの両面に研磨加工を施す両面研磨機が知
られている。
このような両面研磨機による研磨加工に際しては、上定盤と下定盤との間にワークを保
持した状態で配置される薄板状のワークキャリアが使用されている。ワークキャリアは、
その一部に設けられた保持穴内にワークを納めた状態でワークと共に上定盤と下定盤との
間に挟み込まれ、研磨加工時に、ワークの表面両面が常に上定盤及び下定盤の研磨面によ
り同時に摺接されるように保持している。
子などの各種水晶デバイスに用いられる水晶基板の研磨加工にも広く利用されている。
近年、水晶デバイスは組み込まれる機器の小型化に伴って、使用する水晶基板も小型化
及び薄型化が進み、その厚さが30μm〜100μm、外形が10mm〜50mm程度の
ものが求められ、かかる水晶基板の研磨加工に適した両面研磨機が求められている。
アとして、ワークキャリア内部に金属組織の骨材を含有させることで、ワークキャリアの
剛性及び耐摩耗性の向上を図るようにした両面研磨機用ワークキャリア及びその製造方法
が開示されている。
ワークの平行度と平面度の高精度化、及び外観を維持するために、ワークキャリアが平坦
であることが一つの重要な要素になる。なお、ラッピングとは、研磨剤を含んだ状態で摺
動運動を行い、加工物を微少切削しながら研磨することによって、加工物をより平坦に仕
上げていく遊離砥粒加工をいう。また、ポリッシングとは、研磨剤を研磨布(クロス、パ
ッド)で保持し、ワークの艶出しを行う加工であり、通常はラッピングの後工程として行
われるものである。
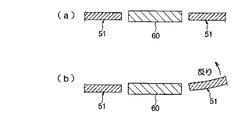
この図5に示すワークキャリア50は、極薄で円板状の金属からなるキャリア本体51
と、このキャリア本体51の外周部に設けられた複数本の突起部52と、キャリア本体5
1の径方向中程に設けられて夫々矩形状を成す複数の保持穴53と、中央部に設けられて
円形状を成す中央穴54とにより構成される。このように構成されるワークキャリア50
を用いてワークのラッピング或いはポリッシュを行う場合は、ワークキャリア本体51の
保持穴53にワークを収納した状態で、図示しない上定盤及び下定盤の研磨面に研磨する
ようにしている。
シュを行った場合、加工条件によってワークキャリア50自体に反りが発生する。例えば
、研磨前のキャリア本体51は、図6(a)に示すように平板であったとしても、研磨後
のキャリア本体51は、図6(b)に示すように反りが生じる。このようなキャリア本体
51の反りは、研磨時にワークキャリア50と上定盤及び下定盤との間に介在している研
磨剤によって研磨時にワークキャリア50にストレスが掛かることによって発生する。そ
して、かかるワークキャリア50を使用し続けた場合は、ワーク60が保持穴53から脱
落してしまうおそれがあった。本来、ワーク60の側面中央に接触すべきワークキャリア
50が、ワーク60の側面中央からずれた位置において接触することになるため、ワーク
60に対して偏った力が加わり、ワーク60にひびや割れが生じたり、或いはワーク60
が斜めに研磨されたりして品質が低下する。特に、ワーク60が水晶基板の場合、ワーク
60が斜めに研磨されてしまうと。ワーク60である水晶基板の切断角度が変わり、かか
る水晶基板を用いた水晶素子の温度特性が目標とする特性からずれたものになってしまう
。
)にワークキャリア50の表裏を反転することで、ワークキャリア50の反りを矯正する
ようにしていたが、従来のワークキャリア50は、外観から表裏を判別することができな
いため、反転作業を行う作業者がミスを犯し易いという問題点があった。この結果、ラッ
ピングあるいはポリッシュを施した水晶基板等の品質を向上することができなかった。
を含有させる必要があるため、コストが大幅に高くなるという問題点があった。
そこで、本発明は上記した点を鑑みたものであり、作業者がワークキャリアの反りを防
止するための反転作業及びその管理を確実に行うことができるワークキャリアとその製造
方法及び両面研磨機を提供することを目的とする。
磨加工する際にワークを保持するワークキャリアであって、ワークを保持する複数の保持
穴を有した円盤状のキャリア本体と、キャリア本体の表裏を目視により判別するためにキ
ャリア本体に設けたマーキング部と、を備え、マーキング部を円盤状のキャリア本体の中
心部と、保持穴を回避した盤面に設けるようにした。
このような本発明によれば、キャリア本体に形成したマーキング部によりキャリア本体
の表裏を目視により判別することができるため、ワークキャリアの反りを防止するための
反転作業や、その管理を確実に行うことができる。
キャリア本体を表面側或いは裏面側から見た場合でも容易に表裏を判別することができる
。また、ワークキャリアを使用している途中でマーキング部が消えてしまうといったこと
もない。
の中心角度をBとしたときに、貫通穴を、0<A<B/2の関係を満たす位置に形成する
ようにした。このような本発明によれば、キャリア本体を一方の盤面から見たときと他方
の盤面から見たときで貫通穴の位置が異なるので、ワークキャリアの表裏を容易に判別す
ることができる。
、貫通穴を、0.2mm≦Dm<Dwの関係を満たす位置に形成するようにした。このよう
な本発明によれば、作業者が目視により視認可能で、且つ、十分な強度を有するワークキ
ャリアを実現することができる。
凹部とした。これにより作業者は盤面に凹部があるか否かによってキャリア本体の表裏を
容易に判別することができる。
際にワークを保持するワークキャリアの製造方法であって、少なくとも、キャリア本体に
ワークを保持する複数の保持穴と、キャリア本体の表裏を判別するマーキング部とを形成
するエッチング工程を備えるようにした。このような本発明によれば、キャリア本体にワ
ークを保持する保持穴と、ワークキャリアの表裏を判別するマーキング部とを同時に形成
することができるので、コストアップなしでキャリア本体にマーキング部を作製すること
が可能になる。
ワークを保持したワークキャリアを挟んでワークの表裏両面を同時に研磨する両面研磨機
であって、ワークキャリアが本発明のワークキャリアとした。
このような本発明によれば、ラッピングあるいはポリッシュを行った際に、ワークキャ
リアの反転及びその管理を確実に行うことができるので、ワークの品質を高めることがで
きる。
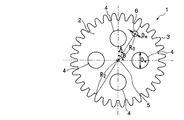
図1は、本発明の実施形態に係る両面研磨機用のワークキャリアの構成を示した平面図
である。
図1に示すワークキャリア1は、両面研磨機によってワークを研磨加工する際にワーク
を保持するワークキャリアであり、ワークを保持する複数の保持穴4を有した円盤状のキ
ャリア本体2と、キャリア本体2の表裏を目視により判別するためにキャリア本体2に設
けたマーキング部6とを備える。キャリア本体2は、極薄のスチール鋼により構成されて
いる。なお、キャリア本体2の材質は、スチール鋼に限らず、ステンレス鋼、塩化ビニル
樹脂、ガラスエポキシ樹脂などを用いて構成することも可能である。
部には複数本の突起3が設けられている。またキャリア本体2の径方向中程には複数(例
えば4個)の円形状の保持穴4が形成されている。なお、本実施形態では、保持穴4の形
状を円形としているが矩形形状であってもよい。
そして、本実施形態のワークキャリア1では、作業者がワークキャリア1の表裏を判別
するためのマーキング部として、円盤状のキャリア本体2の中心部と保持穴4を回避した
キャリア本体2の盤面状に貫通穴6を形成した点に特徴がある。なお、ワークキャリア1
は、表面または裏面といった表裏の区別は無いが、本明細書では便宜上ワークキャリア1
の一方の盤面を表面、他方の盤面を裏面と称することがある。
と、他方の盤面(裏面)からみたときに、保持穴4との位置関係が異なるような位置に形
成されている。
具体的に説明すれば、例えばキャリア本体2に形成した隣接する保持穴4、4の中心角
度が90°の場合、貫通穴6を保持穴4、4の中間位置、つまり保持穴4との中心角度が
45°の位置に貫通穴6を形成すると、ワークキャリア1を表面から見たときと裏面から
見たときに保持穴4と貫通穴6との位置関係が同一になり、ワークキャリア1の表裏を判
別することができない。そこで、本実施形態では、ワークキャリア1を表面から見たとき
と裏面からみたときに、保持穴4との位置関係が異なる位置、即ち、保持穴4と貫通穴6
との中心角度が45°以外を採るような位置に貫通穴6を形成するようにした。なお、貫
通穴6の形状は、矩形形状であってもよい。
従って、本実施形態のワークキャリア1における貫通穴6の位置は、キャリア本体2の
中心から見て、保持穴4と貫通穴6との中心角度をA、隣接する保持穴4、4の中心角度
をBとすれば、貫通穴6は0<A<B/2の関係を満たす位置と定義することができる。
るため、キャリア本体2と貫通穴6との中心間の距離をR0、貫通穴6の直径をDm、キャ
リア本体2の歯底円半径をR2とすれば、貫通穴6は(R0+Dm/2)<R2の関係を満た
す位置と定義することができる。なお、貫通穴6が矩形形状の場合、貫通穴6の直径Dm
は対角寸法とする。
また貫通穴6の直径は、作業者が目視にて確認でき、且つ、キャリア本体2の強度が低
下しない範囲内の大きさに形成する必要がある。実験によれば、作業者が目視にて確認で
きる貫通穴の直径は、約0.2mmであることがわかった。またキャリア本体2の強度は
、通常、キャリア本体2に形成する保持穴4の大きさを基準にして決められているため、
キャリア本体2の強度が低下しない範囲内での貫通穴6の最大サイズは、保持穴4のサイ
ズ以下であれば良いことになる。因みに貫通穴6を保持穴4より大きくすると、キャリア
本体2の強度バランスにバラツキが生じ、ワークの仕上がり品質にバラツキが生じること
になる。以上のことから貫通穴6の直径Dmは、保持穴4の直径をDwとすれば、0.2m
m(目視可能なサイズ)≦Dm<Dwの関係を満たす位置と定義することができる。なお、
保持穴4が矩形状の場合、保持穴4の直径Dwは対角寸法とする。
、作業者は貫通穴6によりワークキャリア1の表裏を容易に、且つ確実に判別することが
可能になるため、ワークキャリア1の反りを防止するための反転作業及びその管理を確実
に行うことができるようになる。つまり、水晶基板等の極薄のワークを研磨する際に使用
するワークキャリアの反転作業及びその管理を確実に行うことが可能になる。
貫通穴6と保持穴4との位置関係が異なるような位置に形成したことで、作業者はワーク
キャリア1の何れの面からもワークキャリア1の表裏を判別することができる。
なお、キャリア本体2に貫通穴6を形成する方法としては、ワークキャリア1自体が完
成品で有れば、ドリルなどを用いてキャリア本体2に貫通穴を形成すればよい。またワー
クキャリア1を新たに作製する場合、ワークキャリアがエッチング加工品であれば保持穴
4と同時に貫通穴6を形成すればよい。
リア本体2に貫通穴6を形成するようにしているが、貫通穴6の代わりにキャリア本体2
の何れか一方の盤面に凹部6を形成し、この凹部6の有無によりワークキャリア1の表裏
を判別するようにしても良い。
なお、キャリア本体2の何れかの面に油性ペンでマーキングを施して表裏を判別するこ
とも考えられるが、その場合は、研磨中にマーキングが消えてしまうので、本実施形態の
ようにキャリア本体2に凹部を形成するほうが好ましい。
ることも考えられるが、その場合はキャリア本体2が塑性変形するなどして強度が低下す
るおそれがあるので、本実施形態のようにキャリア本体2に凹部を形成するほうが好まし
い。
キャリア本体2にマーキング部として凹部6を形成する方法としては、ワークキャリア
1自体が完成品で有ればキャリア本体2にザグリ加工を施せば良い。またワークキャリア
1がエッチング加工品で有ればハーフエッチングなどを施すことにより形成することがで
きる。
なお、本実施形態では、水晶基板の研磨を行う際に使用するワークキャリアを例に挙げ
て説明したが、これはあくまでも一例であり、半導体などの研磨を行う際に使用するワー
クキャリアにも適用可能であることは言うまでもない。
本実施形態のワークキャリアの製造工程は、フォトリソグラフィー法に則った工程によ
り行われる。即ち、先ずパターン描画工程S1において、CADシステムにより入力され
たデータをもとにレーザプロッタによりフィルム感材、ガラス乾板に高精度の描画パター
ン(エッチングパターン)を作成する。次に、前処理工程S2として、レジストの密着を
良くするために、ワークキャリア1となる金属板(スチール鋼)の油や汚れの付着を取り
去る脱脂洗浄処理を行う。この後、レジスト塗布工程S3として、クリーンルーム内で粘
着管理されたレジスト感光膜を金属板の両面に均一に塗布する。次に、露光工程S4とし
て、レジストが塗布された金属板にエッチングパターンを使用して表裏両面を同時に露光
し、金属板に保持穴4と貫通穴6とを形成するための感光膜を転写する。
属膜を露出させ、エッチング工程S6として、レジストが塗布された金属の露出部をエッ
チング液によりエッチングした後、剥離工程S7としてレジスト感光膜を除去し、剥離機
により製品の洗浄を行う。そして最後に検査工程S8において寸法・外観検査を行うよう
にする。
このようすれば、保持穴4と同時に貫通穴6を形成することができるので、従来のワー
クキャリアの製造工程と同じ工程で本実施形態のワークキャリア1を作製することができ
るため、従来とワークキャリアと同じ費用で本実施形態のワークキャリア1を作製するこ
とができる。
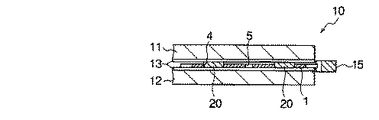
した図である。なお、図3は、両面研磨機の上定盤及び下定盤を省略して示した図である
。また、図4は、図3に示した両面研磨機の上定盤及び下定盤を加えたX−X断面を示し
た図である。なお、ワークキャリア1及びワーク20は、上定盤11及び下定盤12に比
べて無視できるほど薄いが、図4では説明を分かり易くするためにワークキャリア1を厚
くして示している。
これらの図3、図4に示すように、上定盤11及び下定盤12は、夫々の研磨面に研磨
パッド13が貼り付けられた同程度の寸法を備えた円板状部材によって構成されており、
それらの研磨面が互いに平行となるように同軸に配設されている。また、上定盤11と下
定盤12との間には、例えば3枚のワークキャリア1とセンターギヤ14及びリングギヤ
15とにより遊星歯車を構成している。
複数の保持穴4の夫々にワーク20を収納した状態で、センターギヤ14及びリングギヤ
15の間に嵌め入れられて、上定盤11と下定盤12との間に挟み込まれる。そして、例
えば研磨剤を供給しつつ上定盤11及び下定盤12をそれらの軸心まわりにワークキャリ
ア1に対して相対回転させ、且つ、センターギヤ14又はリングギヤ15をその軸心まわ
りに回転させることで、ワーク20の両面が上定盤11及び下定盤12夫々に備えられた
研磨パッド13の表面に摺接させられてワーク20の両面に研磨加工を施すようにしてい
る。このとき、センターギヤ14、リングギヤ15、及び下定盤12は、同じ方向に回転
し、上定盤11だけが反対方向に回転することになる。また下定盤12をワークキャリア
1より速く回転させると共に、上定盤11をワークキャリア1より遅く回転させることで
、ワーク20に対する上定盤11及び下定盤12の相対速度を均一に保つようにしている
。
10において水晶基板などのワーク20のラッピングあるいはポリッシングを行うように
すれば、ワーク20の平行度、平面度及び外観の品質を向上することが可能になる。
保持部(貫通穴、凹部)、10…両面研磨機、11…上定盤、12…下定盤、13…研磨
パッド、14…センターギヤ、15…リングギヤ、20…ワーク
Claims (7)
- 両面研磨機によってワークを研磨加工する際にワークを保持するワークキャリアであっ
て、前記ワークを保持する複数の保持穴を有した円盤状のキャリア本体と、前記キャリア
本体の表裏を目視により判別するために前記キャリア本体に設けたマーキング部と、を備
え、
前記マーキング部を前記円盤状のキャリアの中心部と、前記保持穴を回避した盤面に設
けたことを特徴とするワークキャリア。 - 前記マーキング部を貫通穴により形成したことを特徴とする請求項1に記載のワークキ
ャリア。 - 前記保持穴と前記貫通穴との中心角度をA、隣接する前記保持穴間の中心角度をBとし
たときに、
前記貫通穴は、0<A<B/2の関係を満たす位置に形成されることを特徴とする請求
項2に記載のワークキャリア。 - 前記貫通穴の直径をDm、前記保持穴の直径をDwとしたときに、
前記貫通穴は、0.2mm≦Dm<Dwの関係を満たす位置に形成されることを特徴とす
る請求項2に記載のワークキャリア。 - 前記マーキング部は、前記キャリア本体の一方の盤面に形成した凹部であること特徴と
する請求項1に記載のワークキャリア。 - 両面研磨機によってワークを研磨加工する際にワークを保持するワークキャリアの製造
方法であって、少なくとも、キャリア本体にワークを保持する複数の保持穴と、前記キャ
リア本体の表裏を判別するマーキング部とを形成するエッチング工程を備えることを特徴
とするワークキャリアの製造方法。 - 上定盤と、下定盤と、前記上定盤と前記下定盤との間に、ワークを保持したワークキャ
リアを挟んでワークの表裏両面を同時に研磨する両面研磨機であって、
前記ワークキャリアは、請求項1乃至請求項5の何れか一項に記載のワークキャリアで
あることを特徴とする両面研磨機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006161972A JP4992306B2 (ja) | 2006-06-12 | 2006-06-12 | ワークキャリアとその製造方法及び両面研磨機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006161972A JP4992306B2 (ja) | 2006-06-12 | 2006-06-12 | ワークキャリアとその製造方法及び両面研磨機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007331035A true JP2007331035A (ja) | 2007-12-27 |
| JP4992306B2 JP4992306B2 (ja) | 2012-08-08 |
Family
ID=38931007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006161972A Expired - Fee Related JP4992306B2 (ja) | 2006-06-12 | 2006-06-12 | ワークキャリアとその製造方法及び両面研磨機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4992306B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011235399A (ja) * | 2010-05-11 | 2011-11-24 | Disco Corp | 支持トレイ |
| CN102398213A (zh) * | 2011-05-11 | 2012-04-04 | 上海双明光学科技有限公司 | 蓝宝石led衬底抛光超薄型不锈钢载体盘及设备 |
| JP2012181897A (ja) * | 2011-03-02 | 2012-09-20 | Asahi Glass Co Ltd | ガラス基板の製造方法及びその方法に用いられるキャリアの反り方向検出装置 |
| KR102434418B1 (ko) * | 2022-03-10 | 2022-08-22 | (주)뉴이스트 | 반도체 웨이퍼의 연마 공정에 사용되는 캐리어 제조 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09207064A (ja) * | 1996-02-01 | 1997-08-12 | Shin Etsu Handotai Co Ltd | 両面研磨機用キャリアおよびこれを用いて被加工物の両面を研磨する方法 |
| JPH11277415A (ja) * | 1998-03-25 | 1999-10-12 | Komatsu Electronic Metals Co Ltd | 半導体ウェハ貼付用プレートおよびこれを用いた半導体ウェハの研磨方法ならびにその管理装置 |
| JP2000271858A (ja) * | 1999-03-24 | 2000-10-03 | Sanko Spring Kk | ラッピング用キャリヤ |
| JP2001179615A (ja) * | 1999-12-27 | 2001-07-03 | Seiko Epson Corp | 研磨用キャリア、表面研磨装置及び表面研磨方法 |
-
2006
- 2006-06-12 JP JP2006161972A patent/JP4992306B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09207064A (ja) * | 1996-02-01 | 1997-08-12 | Shin Etsu Handotai Co Ltd | 両面研磨機用キャリアおよびこれを用いて被加工物の両面を研磨する方法 |
| JPH11277415A (ja) * | 1998-03-25 | 1999-10-12 | Komatsu Electronic Metals Co Ltd | 半導体ウェハ貼付用プレートおよびこれを用いた半導体ウェハの研磨方法ならびにその管理装置 |
| JP2000271858A (ja) * | 1999-03-24 | 2000-10-03 | Sanko Spring Kk | ラッピング用キャリヤ |
| JP2001179615A (ja) * | 1999-12-27 | 2001-07-03 | Seiko Epson Corp | 研磨用キャリア、表面研磨装置及び表面研磨方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011235399A (ja) * | 2010-05-11 | 2011-11-24 | Disco Corp | 支持トレイ |
| JP2012181897A (ja) * | 2011-03-02 | 2012-09-20 | Asahi Glass Co Ltd | ガラス基板の製造方法及びその方法に用いられるキャリアの反り方向検出装置 |
| CN102398213A (zh) * | 2011-05-11 | 2012-04-04 | 上海双明光学科技有限公司 | 蓝宝石led衬底抛光超薄型不锈钢载体盘及设备 |
| KR102434418B1 (ko) * | 2022-03-10 | 2022-08-22 | (주)뉴이스트 | 반도체 웨이퍼의 연마 공정에 사용되는 캐리어 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4992306B2 (ja) | 2012-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5454180B2 (ja) | 磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板 | |
| KR100818683B1 (ko) | 경면 면취 웨이퍼, 경면 면취용 연마 클로스 및 경면 면취연마장치 및 방법 | |
| TWI461256B (zh) | A method for manufacturing a carrier for a double-sided polishing apparatus, a double-sided polishing method for a double-sided polishing apparatus, and a wafer | |
| JP5056961B2 (ja) | 磁気記録媒体用ガラス基板及びその製造方法 | |
| JP2018012613A (ja) | 円盤状の板ガラス及びその製造方法 | |
| US20100247978A1 (en) | Method of manufacturing a substrate for a magnetic disk | |
| US9202505B2 (en) | Method for manufacturing glass substrate for magnetic recording medium | |
| JP6280355B2 (ja) | 磁気ディスク用基板の製造方法及び研磨処理用キャリア | |
| JP4992306B2 (ja) | ワークキャリアとその製造方法及び両面研磨機 | |
| JP5585269B2 (ja) | 磁気記録媒体用ガラス基板の製造方法 | |
| JP2004058201A (ja) | ワークの研磨方法および電子デバイス用基板の製造方法 | |
| JP2012033265A (ja) | 磁気記録媒体用ガラス基板及びその製造方法 | |
| JP2017170588A (ja) | 基板の製造方法、マスクブランクの製造方法、および転写用マスクの製造方法 | |
| JP2011140075A (ja) | 両面研削装置を用いたガラス基板の研削方法、及び該研削方法を用いたガラス基板の製造方法 | |
| JPH11333703A (ja) | ポリッシング加工機 | |
| JP4973762B2 (ja) | 磁気記録媒体用ガラス基板及びその製造方法 | |
| JP2012079371A (ja) | 情報記録媒体用ガラス基板の製造方法および情報記録媒体 | |
| JP4388454B2 (ja) | ワーク保持板並びに半導体ウエーハの製造方法及び研磨方法 | |
| WO2021193970A1 (ja) | キャリア及び基板の製造方法 | |
| JP5792932B2 (ja) | ガラス基板の研磨方法、及び該ガラス基板の研磨方法を用いたガラス基板の製造方法 | |
| JP2011233193A (ja) | 磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板 | |
| WO2022181715A1 (ja) | 磁気ディスク用基板、磁気ディスク、円環形状基板、および磁気ディスク用基板の製造方法 | |
| JP2007015105A (ja) | 研磨用キャリア及び研磨方法並びに情報記録媒体用基板の製造方法 | |
| JP2012051072A (ja) | 円盤状基板の製造方法 | |
| JP2015164084A (ja) | 磁気ディスク用基板の製造方法、及び研磨処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110714 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110729 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111004 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120410 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120423 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150518 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |