JP2008272995A - ライニング剥離装置 - Google Patents
ライニング剥離装置 Download PDFInfo
- Publication number
- JP2008272995A JP2008272995A JP2007117887A JP2007117887A JP2008272995A JP 2008272995 A JP2008272995 A JP 2008272995A JP 2007117887 A JP2007117887 A JP 2007117887A JP 2007117887 A JP2007117887 A JP 2007117887A JP 2008272995 A JP2008272995 A JP 2008272995A
- Authority
- JP
- Japan
- Prior art keywords
- lining
- lining material
- base material
- scraper
- heating coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims abstract description 157
- 238000010438 heat treatment Methods 0.000 claims abstract description 52
- 239000000758 substrate Substances 0.000 claims abstract description 16
- 230000006698 induction Effects 0.000 claims description 8
- 238000013459 approach Methods 0.000 abstract description 2
- 239000000428 dust Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000000498 cooling water Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000006378 damage Effects 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000012857 radioactive material Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
Abstract
【課題】作業者が近寄れない場所や、作業者による作業が短時間に制限される場所におけるライニング材の剥離作業を、人力によることなく、また基材を破壊や破損、変形させることなく、安全に且つ速やかに、効率よく行うことができるライニング剥離装置の提供を課題とする。
【解決手段】基材B上面に被膜されたライニング材Rを基材Bから剥離するライニング剥離装置1であって、基材B上面を走行する走行車10と、走行車10に搭載され、前記基材B上面に対面配置されることで前記基材Bの一定領域を高周波加熱する高周波加熱コイル20と、走行車10に搭載され、前記高周波加熱コイル20により誘導加熱された基材Bと該基材Bからの熱により剥がれ易くなったライニング材Rとの間に侵入し、ライニング材Rを剥離させるスクレーパ30とを設けた。
【選択図】 図2
【解決手段】基材B上面に被膜されたライニング材Rを基材Bから剥離するライニング剥離装置1であって、基材B上面を走行する走行車10と、走行車10に搭載され、前記基材B上面に対面配置されることで前記基材Bの一定領域を高周波加熱する高周波加熱コイル20と、走行車10に搭載され、前記高周波加熱コイル20により誘導加熱された基材Bと該基材Bからの熱により剥がれ易くなったライニング材Rとの間に侵入し、ライニング材Rを剥離させるスクレーパ30とを設けた。
【選択図】 図2
Description
本発明は高周波誘導加熱によるライニング剥離装置に関する。
従来、タンク内部壁面等の基材に張られたライニング材を剥がすライニング剥離方法として、機械的にライニング材を剥ぎ取とる方法や、ライニング材を燃焼させたりするのが一般的であった。
また特開平7−164445号公報(特許文献1)には、ライニング鋼管を冷却し、冷却されたライニング材を衝撃によって剥離させるライニング剥離方法が提供されている。
一方、特開2005−233699号公報(特許文献2)には、コンクリート壁に対して高周波誘導加熱した加熱部材を当て、これによって放射性物質が付着、浸透したコンクリート表面層部分を脆くし、機械でコンクリート表面層を破壊するコンクリートの剥離方法および装置が提供されている。
特開平7−164445号公報
特開2005−233699号公報
また特開平7−164445号公報(特許文献1)には、ライニング鋼管を冷却し、冷却されたライニング材を衝撃によって剥離させるライニング剥離方法が提供されている。
一方、特開2005−233699号公報(特許文献2)には、コンクリート壁に対して高周波誘導加熱した加熱部材を当て、これによって放射性物質が付着、浸透したコンクリート表面層部分を脆くし、機械でコンクリート表面層を破壊するコンクリートの剥離方法および装置が提供されている。
ところが前記剥離すべきライニングがなされたタンク等にあっては、作業者が入ることが不可能であったり、またタンク等内での作業が作業者にとって危険であって長期の作業ができない場合もある。従って、その様な設備や場所での人力によるライニングの剥離には問題があった。
また上記特許文献1に示すものは、ライニング鋼管を冷却しなければならず、加熱する場合に比べて、冷却にするのに必要な設備等が容易ではない。また衝撃を加える必要があることから、鋼管自体の破壊、破損或いは変形、損傷を回避しながらライニング材だけを剥離することができないという問題があった。
また上記特許文献2に示すものは、高周波誘導加熱を利用した剥離方法と言っても、実際にはコンクリート表面そのものを破壊するものであり、何らライニング材を剥離する方法ではない。
また上記特許文献1に示すものは、ライニング鋼管を冷却しなければならず、加熱する場合に比べて、冷却にするのに必要な設備等が容易ではない。また衝撃を加える必要があることから、鋼管自体の破壊、破損或いは変形、損傷を回避しながらライニング材だけを剥離することができないという問題があった。
また上記特許文献2に示すものは、高周波誘導加熱を利用した剥離方法と言っても、実際にはコンクリート表面そのものを破壊するものであり、何らライニング材を剥離する方法ではない。
そこで本発明は上記従来技術における欠点を解消し、作業者が近寄れない場所や、作業者による作業が短時間に制限される場所におけるライニング材の剥離作業を、人力によることなく、また基材を破壊や破損、変形させることなく、安全に且つ速やかに、効率よく行うことができるライニング剥離装置の提供を課題とする。
上記課題を達成するため本発明のライニング剥離装置は、基材上面に被膜されたライニング材を基材から剥離するライニング剥離装置であって、基材上面を走行する走行車と、該走行車に搭載され、前記基材上面に対面配置されることで前記基材の一定領域を高周波誘導加熱する高周波加熱コイルと、前記走行車に搭載され、前記高周波加熱コイルにより誘導加熱された基材と該基材からの熱により剥がれ易くなったライニング材との間に侵入し、ライニング材を剥離させるスクレーパとを設けたことを第1の特徴としている。
基材は高周波誘導加熱ができる材質であることが前提となる。このような材料としては、典型的には鉄系の金属材料がある。が、勿論、基材としては高周波誘導加熱ができるものであればよい。
また本発明のライニング剥離装置は、第1の特徴に加えて、高周波加熱コイルは、基材に平行する形状とし、該基材との対面距離を調節可能に配置してあることを第2の特徴としている。
また本発明のライニング剥離装置は、上記第1又は第2の特徴に加えて、スクレーパによって剥離されたライニング材を切断する切断カッターを、走行車に搭載してあることを第3特徴としている。
また本発明のライニング剥離装置は、上記第3の特徴に加えて、スクレーパは、先端の厚みが薄く後方に行くに従って厚くなる形状とし、剥離されたライニング材を切断カッターに案内する構成とされていることを第4特徴としている。
また本発明のライニング剥離装置は、上記第3又は第4の特徴に加えて、切断カッターは、少なくとも、剥離されたライニング材の幅に合せて走行方向に縦切りする縦切カッターを備えていることを第5特徴としている。
基材は高周波誘導加熱ができる材質であることが前提となる。このような材料としては、典型的には鉄系の金属材料がある。が、勿論、基材としては高周波誘導加熱ができるものであればよい。
また本発明のライニング剥離装置は、第1の特徴に加えて、高周波加熱コイルは、基材に平行する形状とし、該基材との対面距離を調節可能に配置してあることを第2の特徴としている。
また本発明のライニング剥離装置は、上記第1又は第2の特徴に加えて、スクレーパによって剥離されたライニング材を切断する切断カッターを、走行車に搭載してあることを第3特徴としている。
また本発明のライニング剥離装置は、上記第3の特徴に加えて、スクレーパは、先端の厚みが薄く後方に行くに従って厚くなる形状とし、剥離されたライニング材を切断カッターに案内する構成とされていることを第4特徴としている。
また本発明のライニング剥離装置は、上記第3又は第4の特徴に加えて、切断カッターは、少なくとも、剥離されたライニング材の幅に合せて走行方向に縦切りする縦切カッターを備えていることを第5特徴としている。
請求項1に記載のライニング剥離装置によれば、基材上面に被膜されたライニング材を基材から剥離するライニング剥離装置であって、基材上面を走行する走行車と、該走行車に搭載され、前記基材上面に対面配置されることで前記基材の一定領域を高周波誘導加熱する高周波加熱コイルと、前記走行車に搭載され、前記高周波加熱コイルにより誘導加熱された基材と該基材からの熱により剥がれ易くなったライニング材との間に侵入し、ライニング材を剥離させるスクレーパとを設けたので、
走行車に搭載された前記高周波加熱コイルに高周波電流を流すことで、高周波加熱コイルと対面する基材の表面が誘導加熱される。これよって基材表面に接着されたライニング材の界面が伝熱加熱され、剥がれ易くなる。そしてその剥がれ易くなったライニング材と基材との間に前記スクレーパが侵入することで、容易にライニング材が剥離される。
高周波加熱コイルによって基材表面だけを加熱させ、ライニング材は直接加熱されることがないので、ライニング材の温度を低く抑えることができる。よってライニング材が引火したり、燃焼ガスが発生したり、溶融してしまうことがなく、安全に且つ面倒な後処理等を必要とすることなく、速やかに剥離を行うことができる。
そして機械力による剥離方法と違い、粉塵や騒音を発生させることなく、また基材が破壊されたり、破損や変形されたりすることなく、ライニング材を剥離することができる。
また走行車を遠隔操作させることで、作業者が立ち入れない場所や、長期の作業ができない場所での、無人での剥離作業も可能となる。
走行車に搭載された前記高周波加熱コイルに高周波電流を流すことで、高周波加熱コイルと対面する基材の表面が誘導加熱される。これよって基材表面に接着されたライニング材の界面が伝熱加熱され、剥がれ易くなる。そしてその剥がれ易くなったライニング材と基材との間に前記スクレーパが侵入することで、容易にライニング材が剥離される。
高周波加熱コイルによって基材表面だけを加熱させ、ライニング材は直接加熱されることがないので、ライニング材の温度を低く抑えることができる。よってライニング材が引火したり、燃焼ガスが発生したり、溶融してしまうことがなく、安全に且つ面倒な後処理等を必要とすることなく、速やかに剥離を行うことができる。
そして機械力による剥離方法と違い、粉塵や騒音を発生させることなく、また基材が破壊されたり、破損や変形されたりすることなく、ライニング材を剥離することができる。
また走行車を遠隔操作させることで、作業者が立ち入れない場所や、長期の作業ができない場所での、無人での剥離作業も可能となる。
また請求項2に記載のライニング剥離装置によれば、請求項1に記載の構成による作用効果に加えて、高周波加熱コイルは、基材に平行する形状とし、該基材との対面距離を調節可能に配置してあるので、
高周波加熱コイルと平行にある基材を均一的にムラなく加熱することができ、剥離し難い部分が残ったりすることなく、スムーズに剥離を行うことができる。また基材やライニング材の状況に応じて対面距離を調節することで、基材やライニング材の材質、厚み、その他の条件に合わせて、最適な剥離条件を整えることができる。
高周波加熱コイルと平行にある基材を均一的にムラなく加熱することができ、剥離し難い部分が残ったりすることなく、スムーズに剥離を行うことができる。また基材やライニング材の状況に応じて対面距離を調節することで、基材やライニング材の材質、厚み、その他の条件に合わせて、最適な剥離条件を整えることができる。
また請求項3に記載のライニング剥離装置によれば、請求項1又は2に記載の構成による作用効果に加えて、スクレーパによって剥離されたライニング材を切断する切断カッターを、走行車に搭載してあるので、
走行車で走行しながら、スクレーパで剥離したライニング材を、引き続いて速やかに切断してゆくことができる。従って剥離されたライニング材によって走行車の走行が妨げられるといったことがなく、確実な走行と剥離作業の継続を確保することができる。また走行しながら剥離したライニング材を切断、回収していくことが可能となる。
走行車で走行しながら、スクレーパで剥離したライニング材を、引き続いて速やかに切断してゆくことができる。従って剥離されたライニング材によって走行車の走行が妨げられるといったことがなく、確実な走行と剥離作業の継続を確保することができる。また走行しながら剥離したライニング材を切断、回収していくことが可能となる。
また請求項4に記載のライニング剥離装置によれば、請求項3に記載の構成による作用効果に加えて、スクレーパは、先端の厚みが薄く後方に行くに従って厚くなる形状とし、剥離されたライニング材を切断カッターに案内する構成とされているので、
先端の薄い厚みにより、スクレーパをライニング材と基材との間に侵入し易くすることができ、剥離が容易に行える。また後方に行くに従って厚みが厚くなることで、走行に応動して剥離間隙を大きくすることができ、剥離されたライニング材をスムーズに切断カッターにガイドすることができる。よって切断カッターによる切断がし易くなる。
先端の薄い厚みにより、スクレーパをライニング材と基材との間に侵入し易くすることができ、剥離が容易に行える。また後方に行くに従って厚みが厚くなることで、走行に応動して剥離間隙を大きくすることができ、剥離されたライニング材をスムーズに切断カッターにガイドすることができる。よって切断カッターによる切断がし易くなる。
また請求項5に記載のライニング剥離装置によれば、請求項3又は4に記載の構成による作用効果に加えて、切断カッターは、少なくとも、剥離されたライニング材の幅に合せて走行方向に縦切りする縦切カッターを備えているので、
スクレーパによって剥離されたライニング材の部分を他の未だ剥離されていない部分から切断、分離させることができる。これにより走行車の走行を容易にすることができると共に、切断、分離されたライニング材の後処理を容易に行うことができる。
スクレーパによって剥離されたライニング材の部分を他の未だ剥離されていない部分から切断、分離させることができる。これにより走行車の走行を容易にすることができると共に、切断、分離されたライニング材の後処理を容易に行うことができる。
以下の図面を参照して、本発明の実施形態に係るライニング剥離装置について説明する。
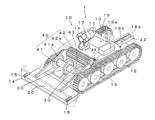
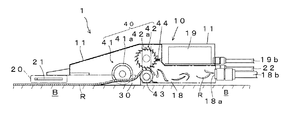
図1は本発明の実施形態に係るライニング剥離装置の斜視図で、要部を透視して見た図である。図2は本発明の実施形態に係るライニング剥離装置側面図で、内部を透視して見た図である。図3は本発明の実施形態に係るライニング剥離装置の一部拡大図である。
図1は本発明の実施形態に係るライニング剥離装置の斜視図で、要部を透視して見た図である。図2は本発明の実施形態に係るライニング剥離装置側面図で、内部を透視して見た図である。図3は本発明の実施形態に係るライニング剥離装置の一部拡大図である。
図1を参照して、本発明の実施形態に係るライニング剥離装置1は、走行車10と、該走行車10に搭載される高周波加熱コイル20と、スクレーパ30と、切断カッター40とを有する。
ここで基材Bとライニング材Rについて、図2を参照して説明する。
基材Bは、例えば鋼鉄製のタンクの内部表面を構成する基材である。この基材Bは、前提として、高周波誘導加熱が可能な材料で構成されている必要がある。そして基材Bの表面にライニング材Rが、接着剤を介在して或いは介在することなく、張設されて、被膜されている。
ライニング材Rとしては、ゴム、プラスチックを含む高分子材料が対象となる。より具体的には、各種の天然ゴムやクロロプレンゴム等の合成ゴムが対象となる。ゴムの耐熱性は、例えば70〜150℃程度であるが、短時間(数十分)であれば、200〜300℃でも変化しない状態に維持できる。またタールエポキシ、ポリエチレン、ポリウレタン、FRP等のプラスチックによるライニング材が対象となる。プラスチックは、熱可塑性のものの他、熱硬化性のものも対象となる。
これらのライニング材Rは、耐食、耐摩耗等の種々の目的で、例えば各種タンクの内壁面やその他の場所において、基材B表面の被覆に用いられる。
ライニング材Rがゴムの場合は、一般には共糊を呼ばれる同じゴムを溶解させた接着剤によって基材Bに接着される。
接着剤は、必ずしも前記共糊である必要はない。が、ライニング材Rに先立って熱の伝達を基材Bから受けることで軟化し、剥離し易くなるものが対象として好ましい。例えば基材Bの表面が200〜300℃程度に加熱されたときに、それからの伝熱により100〜200℃に加熱されることで剥離が容易となるような接着剤が対象として好ましい。
基材Bは、例えば鋼鉄製のタンクの内部表面を構成する基材である。この基材Bは、前提として、高周波誘導加熱が可能な材料で構成されている必要がある。そして基材Bの表面にライニング材Rが、接着剤を介在して或いは介在することなく、張設されて、被膜されている。
ライニング材Rとしては、ゴム、プラスチックを含む高分子材料が対象となる。より具体的には、各種の天然ゴムやクロロプレンゴム等の合成ゴムが対象となる。ゴムの耐熱性は、例えば70〜150℃程度であるが、短時間(数十分)であれば、200〜300℃でも変化しない状態に維持できる。またタールエポキシ、ポリエチレン、ポリウレタン、FRP等のプラスチックによるライニング材が対象となる。プラスチックは、熱可塑性のものの他、熱硬化性のものも対象となる。
これらのライニング材Rは、耐食、耐摩耗等の種々の目的で、例えば各種タンクの内壁面やその他の場所において、基材B表面の被覆に用いられる。
ライニング材Rがゴムの場合は、一般には共糊を呼ばれる同じゴムを溶解させた接着剤によって基材Bに接着される。
接着剤は、必ずしも前記共糊である必要はない。が、ライニング材Rに先立って熱の伝達を基材Bから受けることで軟化し、剥離し易くなるものが対象として好ましい。例えば基材Bの表面が200〜300℃程度に加熱されたときに、それからの伝熱により100〜200℃に加熱されることで剥離が容易となるような接着剤が対象として好ましい。
走行車10は、自走式の車体11の両側に複数のマグネット車輪12を設けている。マグネット車輪12には移動体であるクローラ13を取り付けている。マグネット車輪12とすることで、鉄系材料等の磁石に吸着する材料で構成された基材Bに対して、確実に接地して、その移動を行うことができる。勿論、基材B表面を、重力に反して、垂直方向にも、また天井面であっても走行することが可能である。またクローラ13により、基材表面を確実にとらえて安定して走行することができる。
また走行車10は、前記車体11の前部に、走行中に前方の障害物等との接触を感知するタッチセンサー14を、バンパー形状で設けている。またタッチセンサー14の両端には前方の目標物及び地点距離を感知測定する距離センサー15を設けている。これらタッチセンサー14、距離センサー15を設けることで、障害物に対する安全停止や迂回走行を行うことができる。
また走行車10は、前記車体11の前部に、走行中に前方の障害物等との接触を感知するタッチセンサー14を、バンパー形状で設けている。またタッチセンサー14の両端には前方の目標物及び地点距離を感知測定する距離センサー15を設けている。これらタッチセンサー14、距離センサー15を設けることで、障害物に対する安全停止や迂回走行を行うことができる。
走行車10には、車体11の屋上に走行する前方を明るくする照明16と、走行する前方を視野できる監視カメラ17とが設けられており、これらによって外部からタンク内等の基材Bの周辺をモニターで見ながら、走行車の走行や、高周波加熱コイル20、切断カッター40による作業を遠隔操作できるように構成されている。
走行車10の車体11の車内後部には、ダストケース18(図2参照)を設けている。該ダストケース18の後部の排出口18aに対して排出パイプ18bを接続し、これによってダストケース18内に収容された剥離されたライニング材を走行車10から外部へ排出できるように構成している。
走行車10の車体11の車内後部に、遠隔操作を行うための通信制御装置19を設けている。また前記車体11の車外後部にアンテナ19aと、後方に延伸する通電コード19bとを設けている。これによって走行車10と外部の遠隔操作部との間で双方向の通信ができるようにしている。
前記高周波加熱コイル20は、走行車10の前部に設けている。この高周波加熱コイル20は、例えば銅製中空角管21を平面コイル状に配置し、その周囲を絶縁、断熱被覆して構成することができる。高周波加熱コイル20は基材Bに対して平行に対面するように構成されている。高周波加熱コイル20の幅は、例えば前記走行車10の前記マグネット車輪12の車間幅より少し広い幅としている。
高周波加熱コイル20は、前記基材Bとの対面距離を調節できるよう、周知の位置調節手段により取り付けることができる。これによって、該基材Bに対する加熱温度や加熱速度を変化させることができる。
勿論、高周波加熱コイル20は平面形状の他、前記基材Bの表面形状に対応して均一な加熱を基材Bに与えることができるようにした曲面形状や、その他の形状とすることができる。
高周波加熱コイル20は、前記基材Bとの対面距離を調節できるよう、周知の位置調節手段により取り付けることができる。これによって、該基材Bに対する加熱温度や加熱速度を変化させることができる。
勿論、高周波加熱コイル20は平面形状の他、前記基材Bの表面形状に対応して均一な加熱を基材Bに与えることができるようにした曲面形状や、その他の形状とすることができる。
高周波加熱コイル20には高周波電流が流される。これによって高周波加熱コイル20と対面する基材Bが誘導加熱される。そしてこの基材Bの加熱によってライニング材Rが基材Bから剥がれ易くなる。
走行車10の移動に伴って高周波加熱コイル20がライニング材Rの表面をなぞるような状態で移動し、出力された高周波によって基材B表面が次々と加熱され、ライニング材Rが走行方向に順次剥がれ易くなる。
走行車10の移動に伴って高周波加熱コイル20がライニング材Rの表面をなぞるような状態で移動し、出力された高周波によって基材B表面が次々と加熱され、ライニング材Rが走行方向に順次剥がれ易くなる。
高周波加熱コイル20は、例えば220Vの電圧の電源を用い、また周波数を10kHz〜40kHz、出力を数十kwとすることができる。高周波加熱コイル20の出力を調整することで、基材Bに対する加熱温度、加熱速度を調整することができる。
高周波加熱コイル20の銅製中空角管21には、冷却水を循環させている。冷却水は、前記走行車10の車体11の後部に接続される冷却水循環チューブ22を介して銅製中空角管21内に循環される。
高周波加熱コイル20の銅製中空角管21には、冷却水を循環させている。冷却水は、前記走行車10の車体11の後部に接続される冷却水循環チューブ22を介して銅製中空角管21内に循環される。
図3も参照して、スクレーパ30は、前記高周波加熱コイル20の後方にあって、先端が薄く後方に行くにつれて厚くなるような形状で、略楔形の断面形状にしている。
スクレーパ30は、その先端部で基材Bと該基材B上面を被覆するライニング材Rとの間に侵入し、前記走行車10の走行に伴って両者を剥離していく。
スクレーパ30は、ライニング材Rを剥離できるように、1個乃至複数個が並列配置される。剥離幅が狭くてよい場合は1個のスクレーパで十分であるが、剥離幅を大きくする場合には複数のスクレーパを並列配置する必要がある。なお、スクレーパ30の幅は前記高周波加熱コイル20の幅より少し狭い幅とするが、本実施形態では前記クローラ13、13間に配置されている。
スクレーパ30によって剥離されたライニング材Rは、スクレーパ30の上面に沿ってガイドされながら、次第に剥離間隔を大きくされ、切断カッター40に導かれる。
スクレーパ30は、その先端部で基材Bと該基材B上面を被覆するライニング材Rとの間に侵入し、前記走行車10の走行に伴って両者を剥離していく。
スクレーパ30は、ライニング材Rを剥離できるように、1個乃至複数個が並列配置される。剥離幅が狭くてよい場合は1個のスクレーパで十分であるが、剥離幅を大きくする場合には複数のスクレーパを並列配置する必要がある。なお、スクレーパ30の幅は前記高周波加熱コイル20の幅より少し狭い幅とするが、本実施形態では前記クローラ13、13間に配置されている。
スクレーパ30によって剥離されたライニング材Rは、スクレーパ30の上面に沿ってガイドされながら、次第に剥離間隔を大きくされ、切断カッター40に導かれる。
切断カッター40は、前記スクレーパ30で剥離されたライニング材Rの幅に合わせて走行方向に縦切りする縦切カッター41と、その後に更に剥離されたライニング材Rを横方向に切断する横切カッター42とを有する。
前記縦切カッター41は、走行切断がし易い円盤状刃41aを軸の周りに設けている。この円盤状刃41aは、スクレーパ30で剥離されたライニング材Rの剥離幅にほぼ合わせて切断できるように、少なくとも一対が設けられることになる。また剥離されるライニング材Rの幅の大きさに応じて、円盤状刃41aの数を増やすことができる。本実施形態では、中央部に1枚追加した3枚の刃としている。3枚刃とすることで、剥離されたライニング材Rの長手方向での幅を更に半分に縦切りすることができる。
また縦切カッター41の円盤状刃41aは、スクレーパ30の途中位置に隣接するようにして配置される。本実施形態では、並列された2つのスクレーパ30の間に1つと、両側に2つで、計3つの円盤状刃41aがスクレーパ30の途中に隣接して設けられている。
縦切カッター41は、前記円盤状刃41aが走行方向に回動して、前記スクレーパ30の上面を案内されてきたライニング材Rを切断することができる。この際、スクレーパ30によって剥離されたライニング材Rの剥離間隔が大きく確保されることで、基材Bに円盤状刃41aが当ることなく、剥離されたライニング材Rの切断を確実に行うことができる。
また縦切カッター41の円盤状刃41aは、スクレーパ30の途中位置に隣接するようにして配置される。本実施形態では、並列された2つのスクレーパ30の間に1つと、両側に2つで、計3つの円盤状刃41aがスクレーパ30の途中に隣接して設けられている。
縦切カッター41は、前記円盤状刃41aが走行方向に回動して、前記スクレーパ30の上面を案内されてきたライニング材Rを切断することができる。この際、スクレーパ30によって剥離されたライニング材Rの剥離間隔が大きく確保されることで、基材Bに円盤状刃41aが当ることなく、剥離されたライニング材Rの切断を確実に行うことができる。
前記横切カッター42は、前記縦切カッター41で切断された前記ライニング材Rを、更に排出し易いように幅方向に切断するカッターである。
横切カッター42は、円筒状の軸の外周側に多数の横刃42aを歯車の如く備えたカッターである。この横切カッター42は前記縦切カッター41で縦切りされた剥離されたライニング材Rの幅よりも少し広い幅をもつ1つのカッターとして設けられている。
前記横切カッター42に対して、その下に案内ローラ43が設けられている。
前記スクレーパ30の後端部は前記案内ローラ43の直前まで延長されて設けられており、スクレーパ30によって案内されてきた縦切り済みのライニング材Rを、案内ローラ43に引き継ぐようになされている。
案内ローラ43は、スクレーパ30上を後方へ移動されてきた剥離されたライニング材Rを、ローラ上に載せて案内し、前記横切カッター42に噛み込ませる。
横切カッター42は、円筒状の軸の外周側に多数の横刃42aを歯車の如く備えたカッターである。この横切カッター42は前記縦切カッター41で縦切りされた剥離されたライニング材Rの幅よりも少し広い幅をもつ1つのカッターとして設けられている。
前記横切カッター42に対して、その下に案内ローラ43が設けられている。
前記スクレーパ30の後端部は前記案内ローラ43の直前まで延長されて設けられており、スクレーパ30によって案内されてきた縦切り済みのライニング材Rを、案内ローラ43に引き継ぐようになされている。
案内ローラ43は、スクレーパ30上を後方へ移動されてきた剥離されたライニング材Rを、ローラ上に載せて案内し、前記横切カッター42に噛み込ませる。
横切カッター42には、該横切カッター42の後方に近接する前記走行車10の車体11の側壁に、前記ライニング材Rの切断塵を取り除く塵取りブラシ44を設けている。
横切カッター42で幅方向に細かく横切りされた前記ライニング材Rは、該横切カッター42の後方のダストケース18に収集される。
ダストケース18に収容された細切れのライニング材Rは、排出口18aから前記排出パイプ18b内に吸引されて、外部に排出される構成とされている。
横切カッター42で幅方向に細かく横切りされた前記ライニング材Rは、該横切カッター42の後方のダストケース18に収集される。
ダストケース18に収容された細切れのライニング材Rは、排出口18aから前記排出パイプ18b内に吸引されて、外部に排出される構成とされている。
なお前記縦切カッター41と横切カッター42とからなる切断カッター40は、それらを前進方向に回転させることで、ライニング材Rの切断を行う際に、それらカッター41、42がスクレーパ30との間でライニング材Rを挟み込むような状態となり、或いはライニング材Rを引き込むような状態となるため、走行車10の自走がより確実に、安定して行われる。
本発明の装置の使用例として、例えばタンク内での使用について説明する。
まず本装置1の走行車10をタンク内に搬入する。そしてタンク内の壁面を構成する基材Bに配置された走行車10を、外部からモニターを見ながら遠隔操作によって走行を開始させる。次に高周波加熱コイル20をオンして、高周波電力を加え、また高周波加熱コイル20の冷却水の循環を開始させる。また縦切カッター41、横切カッター42を回転動作させる。また前記排出パイプ18bによる吸引を開始させる。これらのスイッチ動作は、高周波加熱コイル20のオンにより自動的に引き続いて行われるようにしておくこともできる。
スクレーパ30は、その配置を退避位置と剥離位置とに調整できるようにしている場合には、その先端部を剥離位置、即ち基材Bとライニング材Rとの間に臨む位置、に調整しておく。
走行車10の走行速度は、例えば5m/分程度とする。
また高周波加熱コイル20に対面する基材Bの領域が、走行車10の移動と共に100〜200℃程度に加熱されるように、高周波加熱コイル20の周波数と電力を調整しておく。
このようにすることで、走行車10の走行と共に基材Bの対応する領域が100〜200℃に加熱され、これによってライニング材Rと前記基材Bとの接着面が剥がれ易くなる。よってスクレーパ30が前記ライニング材Rと前記基材Bとの間に容易に侵入し、前記走行車10の走行速度に合わせらがらライニング材Rを剥離してゆく。剥離された前記ライニング材Rは、前記スクレーパ30と列設した縦切カッター41で長手方向に切断され、更に前記横切カッター42によって細かく切断される。細かく切断された前記ライニング材Rは、前記車体11後部のダストケース18に収容され、更に排出パイプ18bに吸引されて、外部に排出される。
まず本装置1の走行車10をタンク内に搬入する。そしてタンク内の壁面を構成する基材Bに配置された走行車10を、外部からモニターを見ながら遠隔操作によって走行を開始させる。次に高周波加熱コイル20をオンして、高周波電力を加え、また高周波加熱コイル20の冷却水の循環を開始させる。また縦切カッター41、横切カッター42を回転動作させる。また前記排出パイプ18bによる吸引を開始させる。これらのスイッチ動作は、高周波加熱コイル20のオンにより自動的に引き続いて行われるようにしておくこともできる。
スクレーパ30は、その配置を退避位置と剥離位置とに調整できるようにしている場合には、その先端部を剥離位置、即ち基材Bとライニング材Rとの間に臨む位置、に調整しておく。
走行車10の走行速度は、例えば5m/分程度とする。
また高周波加熱コイル20に対面する基材Bの領域が、走行車10の移動と共に100〜200℃程度に加熱されるように、高周波加熱コイル20の周波数と電力を調整しておく。
このようにすることで、走行車10の走行と共に基材Bの対応する領域が100〜200℃に加熱され、これによってライニング材Rと前記基材Bとの接着面が剥がれ易くなる。よってスクレーパ30が前記ライニング材Rと前記基材Bとの間に容易に侵入し、前記走行車10の走行速度に合わせらがらライニング材Rを剥離してゆく。剥離された前記ライニング材Rは、前記スクレーパ30と列設した縦切カッター41で長手方向に切断され、更に前記横切カッター42によって細かく切断される。細かく切断された前記ライニング材Rは、前記車体11後部のダストケース18に収容され、更に排出パイプ18bに吸引されて、外部に排出される。
1 ライニング剥離装置
10 走行車
11 車体
12 マグネット車輪
13 クローラ
14 タッチセンサー
15 距離センサー
16 照明
17 カメラ
18 ダストケース
18a 排出口
18b 排出パイプ
19 通信制御装置
19a アンテナ
19b 通電コード
20 高周波加熱コイル
21 銅製中空角管
22 冷却水循環チューブ
30 スクレーパ
40 切断カッター
41 縦切カッター
41a 円盤状刃
42 横切カッター
42a 横刃
43 案内ローラ
44 塵取りブラシ
B 基材
R ライニング材
10 走行車
11 車体
12 マグネット車輪
13 クローラ
14 タッチセンサー
15 距離センサー
16 照明
17 カメラ
18 ダストケース
18a 排出口
18b 排出パイプ
19 通信制御装置
19a アンテナ
19b 通電コード
20 高周波加熱コイル
21 銅製中空角管
22 冷却水循環チューブ
30 スクレーパ
40 切断カッター
41 縦切カッター
41a 円盤状刃
42 横切カッター
42a 横刃
43 案内ローラ
44 塵取りブラシ
B 基材
R ライニング材
Claims (5)
- 基材上面に被膜されたライニング材を基材から剥離するライニング剥離装置であって、基材上面を走行する走行車と、該走行車に搭載され、前記基材上面に対面配置されることで前記基材の一定領域を高周波誘導加熱する高周波加熱コイルと、前記走行車に搭載され、前記高周波加熱コイルにより誘導加熱された基材と該基材からの熱により剥がれ易くなったライニング材との間に侵入し、ライニング材を剥離させるスクレーパとを設けたことを特徴とするライニング剥離装置。
- 高周波加熱コイルは、基材に平行する形状とし、該基材との対面距離を調節可能に配置してあることを特徴とする請求項1に記載のライニング剥離装置。
- スクレーパによって剥離されたライニング材を切断する切断カッターを、走行車に搭載してあることを特徴とする請求項1又は2に記載のライニング剥離装置。
- スクレーパは、先端の厚みが薄く後方に行くに従って厚くなる形状とし、剥離されたライニング材を切断カッターに案内する構成とされていることを特徴とする請求項3に記載のライニング剥離装置。
- 切断カッターは、少なくとも、剥離されたライニング材の幅に合せて走行方向に縦切りする縦切カッターを備えていることを特徴とする請求項3又は4に記載のライニング剥離装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007117887A JP2008272995A (ja) | 2007-04-27 | 2007-04-27 | ライニング剥離装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007117887A JP2008272995A (ja) | 2007-04-27 | 2007-04-27 | ライニング剥離装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008272995A true JP2008272995A (ja) | 2008-11-13 |
Family
ID=40051600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007117887A Pending JP2008272995A (ja) | 2007-04-27 | 2007-04-27 | ライニング剥離装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008272995A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017113961A (ja) * | 2015-12-24 | 2017-06-29 | 高六商事株式会社 | 塗装剥離装置 |
| JP2017121747A (ja) * | 2016-01-07 | 2017-07-13 | 高六商事株式会社 | 塗装剥離装置 |
| WO2019142435A1 (ja) | 2018-01-18 | 2019-07-25 | 株式会社Ihi | ライニング材剥離方法 |
| JP2023173006A (ja) * | 2022-05-25 | 2023-12-07 | 第一高周波工業株式会社 | 被膜剥離方法、被膜剥離管の製造方法および被膜剥離装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61106807A (ja) * | 1984-10-30 | 1986-05-24 | 株式会社新潟鐵工所 | アスフアルト舗装用作業車におけるブレ−ド装置 |
| JPH06226742A (ja) * | 1993-02-03 | 1994-08-16 | Mitsubishi Heavy Ind Ltd | 塗装プラスチックの再生処理方法 |
| JPH07214557A (ja) * | 1994-02-03 | 1995-08-15 | Yazaki Kako Kk | 樹脂被覆鋼管の鋼管と被覆樹脂の分離回収方法 |
| JP2005126623A (ja) * | 2003-10-27 | 2005-05-19 | Konica Minolta Medical & Graphic Inc | ポリエステル系樹脂支持体回収方法 |
-
2007
- 2007-04-27 JP JP2007117887A patent/JP2008272995A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61106807A (ja) * | 1984-10-30 | 1986-05-24 | 株式会社新潟鐵工所 | アスフアルト舗装用作業車におけるブレ−ド装置 |
| JPH06226742A (ja) * | 1993-02-03 | 1994-08-16 | Mitsubishi Heavy Ind Ltd | 塗装プラスチックの再生処理方法 |
| JPH07214557A (ja) * | 1994-02-03 | 1995-08-15 | Yazaki Kako Kk | 樹脂被覆鋼管の鋼管と被覆樹脂の分離回収方法 |
| JP2005126623A (ja) * | 2003-10-27 | 2005-05-19 | Konica Minolta Medical & Graphic Inc | ポリエステル系樹脂支持体回収方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017113961A (ja) * | 2015-12-24 | 2017-06-29 | 高六商事株式会社 | 塗装剥離装置 |
| JP2017121747A (ja) * | 2016-01-07 | 2017-07-13 | 高六商事株式会社 | 塗装剥離装置 |
| WO2019142435A1 (ja) | 2018-01-18 | 2019-07-25 | 株式会社Ihi | ライニング材剥離方法 |
| KR20200051820A (ko) | 2018-01-18 | 2020-05-13 | 가부시키가이샤 아이에이치아이 | 라이닝재 박리 방법 |
| US11097528B2 (en) | 2018-01-18 | 2021-08-24 | Ihi Corporation | Lining material peeling method |
| JP2023173006A (ja) * | 2022-05-25 | 2023-12-07 | 第一高周波工業株式会社 | 被膜剥離方法、被膜剥離管の製造方法および被膜剥離装置 |
| JP7828134B2 (ja) | 2022-05-25 | 2026-03-11 | 第一高周波工業株式会社 | 被膜剥離方法、被膜剥離管の製造方法および被膜剥離装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210229138A1 (en) | Machine for spraying a section of pipeline | |
| JP4330639B2 (ja) | アスファルト舗装体撤去方法、アスファルト舗装体撤去システム、電磁誘導コイルユニット、アスファルト舗装体撤去装置、及び剥離方法 | |
| US7571557B2 (en) | Ice-removing device | |
| JP2008272995A (ja) | ライニング剥離装置 | |
| CN114427209B (zh) | 一种基于界面柔性融化剥离技术的除冰系统 | |
| EP1820626A1 (en) | System and method for heating carbon fiber using infrared radiation in a fiber placement machine | |
| WO2014006495A1 (en) | Method of and system for removing material from a cut-joint using a laser beam and a wire | |
| EP3312418B1 (en) | A method and system for performing maintenance such as de-icing of a rotor blade of a wind turbine rotor | |
| AU2021418973B2 (en) | Tunnel boring system | |
| US20140353295A1 (en) | System, method and apparatus for removing a burr from a slotted pipe | |
| RU2009128891A (ru) | Способ и устройство для укладки трубопроводов в грунт | |
| CN107994529A (zh) | 一种基于高性能无人机的组合式智能融雪除冰装置及方法 | |
| CN103094871A (zh) | 输电线防冰装置及使用方法 | |
| CN111244868B (zh) | 一种电缆除冰机器人及其除冰方法 | |
| CN112196550A (zh) | 一种利用微波和超临界二氧化碳破岩的无滚刀硬岩掘进机 | |
| CN118167332A (zh) | 一种tbm激光-高压水-滚刀联合装置及破岩方法 | |
| KR20070108484A (ko) | 냉각 기체를 이용한 절단장치 및 절단방법 | |
| JP2009255403A (ja) | ワイヤーソー切断方法及びワイヤーソー切断装置 | |
| WO2013113002A2 (en) | A method to control the environment in a laser path | |
| CN112576268A (zh) | 硬岩掘进装置及硬岩掘进方法 | |
| CN220430462U (zh) | 一种舰船甲板除冰清雪一体化装置 | |
| CN202906343U (zh) | 一种高压线除冰装置及其控制器 | |
| WO2019097723A1 (ja) | 太陽光パネルの除雪方法、太陽光パネル除雪装置、および太陽光パネル除雪機 | |
| KR20150077066A (ko) | 선로전환기 히팅장치 | |
| JP3639163B2 (ja) | 地雷処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120417 |