JP2009013718A - リブ付化粧パネルおよびその製造方法 - Google Patents
リブ付化粧パネルおよびその製造方法 Download PDFInfo
- Publication number
- JP2009013718A JP2009013718A JP2007178885A JP2007178885A JP2009013718A JP 2009013718 A JP2009013718 A JP 2009013718A JP 2007178885 A JP2007178885 A JP 2007178885A JP 2007178885 A JP2007178885 A JP 2007178885A JP 2009013718 A JP2009013718 A JP 2009013718A
- Authority
- JP
- Japan
- Prior art keywords
- base material
- rib
- decorative
- decorative panel
- ribbed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Landscapes
- Finishing Walls (AREA)
Abstract
【課題】表面の形状や色を自在に設計することができ、小ロットでの生産にも適するリブ付化粧パネルおよびその製造方法を提供する。
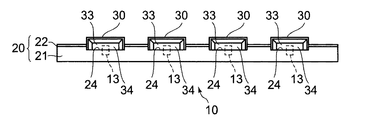
【解決手段】リブ付化粧パネル10は、表面に細長い複数のリブ材30を有している。リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられ、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなるリブ材30とを備えている。このうちリブ材用基材31は、裏面にV字形状のカット溝31Bが形成されたリブ材用板31Aをこのカット溝31Bにおいて折り畳んで形成されている。
【選択図】図1
【解決手段】リブ付化粧パネル10は、表面に細長い複数のリブ材30を有している。リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられ、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなるリブ材30とを備えている。このうちリブ材用基材31は、裏面にV字形状のカット溝31Bが形成されたリブ材用板31Aをこのカット溝31Bにおいて折り畳んで形成されている。
【選択図】図1
Description
本発明は、表面に細長い複数のリブ材を有するリブ付化粧パネルおよびその製造方法に係り、とりわけ、形状や色を設計する際の自由度が高く、小ロットの生産にも適したリブ付化粧パネルおよびその製造方法に関する。
従来から、商業施設内装材、住宅内装材、間仕切り壁等にリブ付化粧パネルが広く用いられている。図14に示すように、このようなリブ付化粧パネル70は、表面に等間隔に並んで形成された帯状の突起部71a、71a・・・を有する不燃性基材71と、不燃性基材71の表面上に設けられ、色、図柄等が施された化粧層72とを有している。
このようなリブ付化粧パネル70は、例えば図15(a)−(c)に示すような方法(プレス加工方法)により製造される。すなわち、図15(a)に示すように、まず平坦な不燃性基材71Aを切削して平行な帯状の突起部71a、71a・・・を形成する。次に、この帯状の突起部71a、71a・・・を有する不燃性基材71上に、予め色や図柄等が施された化粧シート(化粧層)72を配置する(図15(b))。さらに、不燃性基材71の表面形状に対応する金型73を化粧シート72上方から下降させ、化粧シート72を不燃性基材71上にプレスして貼り合わせる。このようにして図14に示すリブ付化粧パネル70を製造することができる(図15(c))。
しかしながら、リブ付化粧パネル70をこのような方法で製造する場合、上述したように不燃性基材71の表面形状に対応する金型73が必要となる。このため、リブ付化粧パネル70を小ロットで生産する場合にはこのような方法は適さない。また化粧シート72が薄い場合には、化粧シート72の破れなどを防止するため、化粧シート72に裏打ち加工をし、その後金型73によりプレス加工する必要がある。さらに、不燃性基材71の突起部71aの高さが比較的高い場合にこのような方法を用いるのは難しく、また突起部71aは金型の抜き角度を考慮した形状とする必要があるなど、リブ付化粧パネル70の形状に対する制約が大きい。さらに、不燃性基材71Aを切削する際に不燃性の切削屑が大量に発生するという問題も存在する。
一方、図16(a)−(c)に示すような方法(Vカット加工方法)でリブ付化粧パネル70を生産することも行われている。すなわち、まず平坦な不燃性基材71Bの表面上に、予め色や図柄等が施された化粧シート72を貼り合せる(図16(a))。次に、平坦な不燃性基材71Bの裏面側にV字形状のカット溝71b、71bを形成する(図16(b))。次に、不燃性基材71Bおよび化粧シート72を折り曲げて帯状の突起部71aを形成する。さらに、必要に応じて不燃性基材71の突起部71a裏側に補強材74を配置することにより、図14に示すリブ付化粧パネル70を製造することができる(図16(c))。
一般にV字形状のカット溝71bを加工するVカット機は量産型の機械である。このため、とりわけ突起部71aの幅、高さ、または各突起部71a間の間隔が一定でないリブ付化粧パネル70を小ロットで生産する場合、このような方法は適さない。また化粧シート72が薄い場合、不燃性基材71Bにカット溝71bを形成する際、化粧シート72を残して不燃性基材71BのみをV字形状に切削加工することはむずかしい。さらに、不燃性基材71の突起部71aの高さは、加工前の不燃性基材71Bの厚さより高くなるため、リブ付化粧パネル70の形状に一定の制約を受ける。
本発明はこのような点を考慮してなされたものであり、リブ材と化粧基材とを別体に構成した後、リブ材を化粧基材に取付けることにより製造され、これにより表面の形状や色を自在に設計することができ、小ロットの生産にも適したリブ付化粧パネルおよびその製造方法を提供することを目的とする。
本発明は、表面に細長い複数のリブ材を有するリブ付化粧パネルの製造方法において、基材と、基材の一方の面に設けられた基材側化粧フィルムとからなる化粧基材を準備する工程と、リブ材用基材と、リブ材用基材表面に設けられたリブ材側化粧フィルムとからなるリブ材を準備する工程と、リブ材を化粧基材の基材側化粧フィルム側に取付ける工程とを備え、リブ材用基材は、裏面にV字形状のカット溝が形成されたリブ材用板をこのカット溝において折り畳んで形成されることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、化粧基材の基材側化粧フィルム側に帯状の嵌合溝が形成され、リブ材は、化粧基材の嵌合溝内に嵌込むことにより化粧基材に取付けられることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、リブ材を準備する工程において、リブ材用基材は、断面コの字状に形成され、内部に空洞部が設けられることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、リブ材用基材の空洞部内に補強用の芯材が配置されていることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、基材は、無機質系不燃基材からなることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、リブ材用基材は、無機質系不燃基材からなることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、リブ材は、接着剤層を介して化粧基材に取付けられることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、リブ材は、締結手段を介して化粧基材に取付けられることを特徴とするリブ付化粧パネルの製造方法である。
本発明は、表面に細長い複数のリブ材を有するリブ付化粧パネルにおいて、基材と、基材の一方の面に設けられた基材側化粧フィルムとからなる化粧基材と、化粧基材の基材側化粧フィルム側に設けられ、リブ材用基材とリブ材用基材表面に設けられたリブ材側化粧フィルムとからなるリブ材とを備え、リブ材用基材は、裏面にV字形状のカット溝が形成されたリブ材用板をこのカット溝において折り畳んで形成されていることを特徴とするリブ付化粧パネルである。
本発明は、化粧基材の基材側化粧フィルム側に帯状の嵌合溝が形成され、リブ材は、化粧基材の嵌合溝内に嵌込むことにより化粧基材に取付けられていることを特徴とするリブ付化粧パネルである。
本発明は、リブ材用基材は、断面コの字状に形成され、内部に空洞部が設けられていることを特徴とするリブ付化粧パネルである。
本発明は、リブ材用基材の空洞部内に補強用の芯材が配置されていることを特徴とするリブ付化粧パネルである。
本発明は、基材は、無機質系不燃基材からなることを特徴とするリブ付化粧パネルである。
本発明は、リブ材用基材は、無機質系不燃基材からなることを特徴とするリブ付化粧パネルである。
本発明は、リブ材は、接着剤層を介して化粧基材に取付けられることを特徴とするリブ付化粧パネルである。
本発明は、リブ材は、締結手段を介して化粧基材に取付けられることを特徴とするリブ付化粧パネルである。
本発明によれば、リブ付化粧パネルは、リブ材と化粧基材とを別体に構成した後、リブ材を化粧基材に取付けることにより製造されるので、リブ材の高さや幅を自在に設定することができ、リブ付化粧パネルの表面形状を自由に設計することができる。また、リブ材の化粧フィルム(リブ材側化粧フィルム)と化粧基材の化粧フィルム(基材側化粧フィルム)とが必ずしも同一の色や模様を有していなくても良いので、リブ付化粧パネル表面の意匠構成をより多様なものとすることができる。
また、本発明によれば、各リブ材の幅、高さ、または各リブ材間の間隔が一定でないリブ付化粧パネルを小ロットで生産する場合であっても容易に対応することができる。また不燃性廃棄物の発生を少なくすることができる。
さらに、本発明によれば、化粧基材の基材側化粧フィルム側に帯状の嵌合溝が形成されているので、リブ材を化粧基材に取付ける際、リブ材を化粧基材の嵌合溝内に嵌込むことにより、リブ材を容易に位置決めすることができる。
さらにまた、本発明によれば、リブ材用基材内部に空洞部が設けられているので、リブ付化粧パネルを軽量化することができる。また、リブ材用基材の空洞部内に補強用の芯材を配置することにより、リブ材を補強することができる。
第1の実施の形態
以下、本発明の第1の実施の形態について、図1乃至図10を参照して説明する。
ここで、図1は、本発明の第1の実施の形態を示す斜視図であり、図2は、本発明の第1の実施の形態を示す正面図である。また図3は、本発明の第1の実施の形態を示す側面図であり、図4は、化粧基材の斜視図である。また図5は、接着剤を用いてリブ材を化粧基材に取付けた場合におけるリブ付化粧パネルを示す正面図であり、図6乃至図7は、締結手段を用いてリブ材を化粧基材に取付けた場合におけるリブ付化粧パネルを示す正面図である。また図8は、本実施の形態によるリブ付化粧パネルの製造方法を示す図であり、図9は、リブ材を作成する方法を示す図であり、図10は、本発明の第1の実施の形態の変形例を示す正面図である。
以下、本発明の第1の実施の形態について、図1乃至図10を参照して説明する。
ここで、図1は、本発明の第1の実施の形態を示す斜視図であり、図2は、本発明の第1の実施の形態を示す正面図である。また図3は、本発明の第1の実施の形態を示す側面図であり、図4は、化粧基材の斜視図である。また図5は、接着剤を用いてリブ材を化粧基材に取付けた場合におけるリブ付化粧パネルを示す正面図であり、図6乃至図7は、締結手段を用いてリブ材を化粧基材に取付けた場合におけるリブ付化粧パネルを示す正面図である。また図8は、本実施の形態によるリブ付化粧パネルの製造方法を示す図であり、図9は、リブ材を作成する方法を示す図であり、図10は、本発明の第1の実施の形態の変形例を示す正面図である。
まず、図1乃至図7により、本実施の形態によるリブ付化粧パネルの概略について説明する。
図1乃至図3に示すように、リブ付化粧パネル10は、基材21と、基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられた細長いリブ材30、30・・・とを備えている。
図1乃至図3に示すように、リブ付化粧パネル10は、基材21と、基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられた細長いリブ材30、30・・・とを備えている。
このうち化粧基材20は、図4に示すように、基材側化粧フィルム22側に形成され、基材側化粧フィルム22のない帯状の嵌合溝24、24・・・を有している。この嵌合溝24、24・・・は、基材側化粧フィルム22側から基材側化粧フィルム22および基材21を切削することにより形成され、これにより基材21の表面(すなわち基材側化粧フィルム22と基材21との境界)よりわずかに内方に窪んでいる。図4において、各嵌合溝24の幅waは、5mm乃至200mmとなることが好ましいが、後述するように嵌合溝24内にリブ材30を嵌め込むことができるように、リブ材の幅wr(後述)より0.1mm乃至2mm程度大きく設定することが好ましい。また各嵌合溝24の深さhaは、0.1mm乃至1mmとなることが好ましい。
一方、図1乃至図3に示すように、リブ材30、30・・・は、それぞれ化粧基材20の各嵌合溝24、24・・・内に嵌め込むことにより化粧基材20に取付けられている。各リブ材30は、細長いリブ材用基材31と、リブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなっている。なお図2において、リブ材30の幅wrは5mm乃至200mmとなるのが好ましく、リブ材30の高さhrは1mm乃至200mmとなるのが好ましい。
また後述するように、リブ材用基材31は、裏面にV字形状のカット溝が形成されたリブ材用板31Aを折り畳んで形成されている(後述する図9(a)−(d)参照)。図1に示すように、リブ材用基材31は、断面コの字状に形成され、内部に空洞部33が設けられている。
また、リブ材用基材31の空洞部33内に補強用の芯材34、34・・・が配置されている。これら各芯材34は、空洞部33の断面と同一の断面またはそれよりやや小さい断面を有する直方体からなるとともに、リブ材用基材31内面および嵌合溝24底面に接着剤等により取付けられている。また各芯材34は、リブ材用基材31の空洞部33の長手方向に沿って等間隔またはランダムに配置されている。このような芯材34は、リブ材30に外方から力が加わっても変形しないようにリブ材30を補強する役割を果たす。
基材21、リブ材用基材31、および芯材34としては、例えば一般の木材等を使用することもできるが、不燃性を有する無機質系不燃基材からなるものがより好ましい。例えば、ケイ酸カルシウム、石綿スレート、セメント、石膏、陶磁器、硝子、金属等の材料が挙げられる。このような無機質系不燃基材として、具体的には、ダイライト(登録商標)等の火山性ガラス質材料、モイス(登録商標)等のセラミックス系材料、またはエースライト(登録商標)等のセラミック系人造木材が挙げられる。
一方、基材側化粧フィルム22およびリブ材側化粧フィルム32は、樹脂製の樹脂基材フィルムに装飾を施したフィルム、または基材21(リブ材用基材31)上に直接印刷や塗装を施すことにより形成された化粧層からなっている。
このうち樹脂製の樹脂基材フィルムに装飾を施したフィルムとしては、従来公知の各種化粧フィルムを用途に応じて使用することができる。但し、基材側化粧フィルム22およびリブ材側化粧フィルム32は、化粧フィルム自体の耐久性やその他加工適性(印刷、貼り付け等)を確保しつつ、なるべく薄くした方が、不燃性能の点で好ましい。
基材側化粧フィルム22(リブ材側化粧フィルム32)を構成する樹脂基材フィルムの樹脂、あるいは、装飾の内容等は、従来公知のものを適宜採用すれば良い。樹脂基材フィルムの樹脂として、例えば、塩化ビニル、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、アイオノマー、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン共重合体、オレフィン系熱可塑性エラストマー等のポリオレフィン系樹脂、或いは、ポリブチレンテレフタレート、ポリエステル系熱可塑性エラストマー、完全非晶質ポリエステル等のポリエステル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリスチレン樹脂等が挙げられる。なかでも、ポリオレフィン系樹脂は、コスト、各種物性等の点で、好ましい樹脂の一つである。
樹脂基材フィルム中には、必要に応じて公知の各種添加剤を添加することができる。このような添加剤としては、例えば、着色処理のための着色剤、難燃剤、紫外線吸収剤、光安定剤、体質顔料等が挙げられる。着色剤としては、前記インキの着色剤として列挙したものと同様のものが使用できる。難燃剤としては、水酸化アルミニウム、水酸化マグネシウム、酸化モリブデン、酸化アンチモン、塩素化パラフィン、燐酸エステル等が挙げられる。特に総有機量を多めにする場合には、不燃性を維持するため、難燃剤の添加が好ましい。紫外線吸収剤としては、ベンゾトリアゾール系、ベンゾフェノン系、トリアジン系等の有機系紫外線吸収剤、酸化チタン、酸化セリウム、酸化亜鉛等の微粒子からなる無機系紫外線吸収剤等が挙げられる。光安定剤としては、ヒンダードアミン系、ピペリジン系等のラジカル補足剤が挙げられる。体質顔料としては、炭酸カルシウム、硫酸バリウム、カオリナイト等の粒子が挙げられる。
樹脂基材フィルムに対する装飾としては、化粧フィルムとして従来公知の各種装飾処理を、用途に応じて適宜採用すれば良い。例えば、樹脂基材フィルム中への着色剤の練り込みによる着色処理、樹脂基材フィルムへの印刷等による装飾層の形成、エンボス加工による凹凸模様の賦形、表面艶調整或いは表面保護も目的とする表面樹脂層の形成等であり、これら装飾処理は適宜組合わされる。
なお、装飾層の形成は、例えば、グラビア印刷、スクリーン印刷、オフセット印刷、活版印刷、フレキソ印刷、静電印刷、インクジェット印刷、転写印刷等の印刷法で形成する。装飾層は樹脂基材フィルムの表面、裏面、表裏両面に設けるほか、樹脂基材フィルムを多層構成とする場合は層間の場合もある。装飾層の形成に用いるインキとしては、バインダーの樹脂に、例えば、ポリエステル樹脂、ウレタン樹脂、アクリル樹脂、酢酸ビニル樹脂、塩化ビニル−酢酸ビニル共重合体、セルロース系樹脂等を用い、着色剤には、例えば、チタン白、弁柄、コバルトブルー、チタン黄、カーボンブラック等の無機顔料、イソインドリノン、ベンジジンイエロー、キナクリドンレッド、フタロシアニンブルー、アニリンブラック等の有機顔料(或いは染料も含む)、アルミニウム粉、真鍮粉等の金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の箔粉からなる真珠光沢(パール)顔料等を用いる。
なお、装飾層の模様は、例えば、木目模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、皮絞模様、幾何学図形、文字、記号、各種抽象模様、或いは全面ベタ等である。また、装飾層としては、アルミニウム、クロム、金、銀、銅等の金属を用い、真空蒸着、スパッタリング等の方法で製膜し金属薄膜層等も使用される。金属薄膜層は、部分的にパターン状に或いは全面に設ける。
また、凹凸模様は、代表的にはエンボス加工により賦形するが、このほか、ヘアライン加工等のその他の方法で賦形する場合もある。
また、化粧フィルム最表面に設ける表面保護層としては、例えば、2液硬化型ウレタン樹脂、紫外線や電子線で硬化するアクリレート系等の電離放射線硬化性樹脂等の硬化性樹脂による塗膜を塗工形成する。
なお、化粧基材20の基材21、リブ材30のリブ材用基材31、および芯材34は、互いに同一の材料からなっていても良く、互いに異なる材料からなっていても良い。また化粧基材20の基材側化粧フィルム22とリブ材30のリブ材側化粧フィルム32は、互いに同一の材料および装飾を有していても良く、または互いに異なる材料および装飾を有していても良い。
ところで、リブ材30を化粧基材20の嵌合溝24内に取付ける手段は問わないが、代表的にはリブ材30は、接着剤により化粧基材20の嵌合溝24内に取付けられる(図5)。あるいは、リブ材30は、締結手段12(13)を介して化粧基材20の嵌合溝24内に取付けられる(図6乃至図7)。
このうち接着剤を用いてリブ材30を化粧基材20の嵌合溝24内に取付ける場合、図5に示すように、リブ材30と化粧基材20との間に接着剤層11が介在されている。この場合、接着剤11は、リブ材用基材31裏面と嵌合溝24底面との間、および芯材34裏面と嵌合溝24底面との間を接着している。なお、このような接着剤層11としては、エチレン酢酸ビニル共重合体(EVA)接着剤層、酢酸ビニル系接着剤層等が挙げられる。
一方、締結手段を用いてリブ材30を化粧基材20に取付ける場合、例えば図6に示すように、釘、ねじ等の締結手段12を化粧基材20裏面側から化粧基材20および芯材34に装入し、これによりリブ材30と化粧基材20とを連結固定しても良い。あるいは、図7に示すように、ダボ等の円柱状締結手段13を介して芯材34と化粧基材20と連結し、これによりリブ材30と化粧基材20とを固定しても良い。
なお、上述した接着剤を用いる方法と締結手段を用いる方法とを併用することにより、リブ材30を化粧基材20の嵌合溝24内に取付けても良い。
次に、このような構成からなる本実施の形態の作用について、図8(a)−(e)および図9(a)−(d)を用いて述べる。
まず、板状の基材21と、基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20を準備する(図8(a))。この場合、基材側化粧フィルム22は、基材21の一方の面全体を覆うように基材21上に設けられる。
この際、まず基材21上に接着剤を塗布して接着剤層を設け、その後、予め装飾を施した基材側化粧フィルム22(上述)をこの接着剤層上にローラ加圧等の適当な手段で貼り付ける。あるいは、基材21上に直接印刷や塗装を施すことにより化粧層を形成し、これにより基材21と基材側化粧フィルム22とからなる化粧基材20を作成しても良い。
次に、基材側化粧フィルム22側から基材側化粧フィルム22および基材21を切削し、これにより化粧基材20に所定の幅と深さを有する嵌合溝24、24・・・を形成する(図8(b))。この際、NCルーター等の一般的な木材加工機を用いて、化粧基材20表面に嵌合溝24を形成する。
この場合、従来のプレス加工方法を用いてリブ付化粧パネルを製造する場合(上述)と異なり、金型の抜き角度を考慮する必要がないので、嵌合溝24を容易に形成することができる。またプレス加工方法を用いる場合と比べて、基材21を切削する際に発生する不燃性切削屑が極めて少ない。
他方、リブ材用基材31と、リブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなるリブ材30を準備する(図8(c))。
この場合、リブ材30は、裏面にV字形状のカット溝が形成されたリブ材用板をこのカット溝において折り畳んで形成される。この間、まず表面にリブ材側化粧フィルム32が設けられたリブ材用板31Aを準備する(図9(a))。次に、リブ材用板31A裏面の所定位置にV字形状のカット溝31B、31Bを形成する(図9(b))。次に、このようにして裏面にV字形状のカット溝31B、31Bが形成されたリブ材用板31Aを、各カット溝31Bにおいて折り畳む(図9(c))。これにより断面コの字状のリブ材用基材31が作成され、またリブ材用基材31とリブ材側化粧フィルム32とからなるリブ材30が作成される(図9(d))。
次に、このようにして作成されたリブ材30の空洞部33内に補強用の芯材34を嵌め込んで取付ける。この場合、芯材34は、例えばリブ材用基材31の内面に塗布した接着剤を介してリブ材用基材31に固定される(図8(d))。
次に、リブ材30を化粧基材20の嵌合溝24内に嵌込んで取付ける(図8(e))。この場合、リブ材30と化粧基材20とは、上述したように、接着剤層11を介して互いに接合され、もしくは締結手段12(13)により互いに固定され、またはこれら接着剤および締結手段を組合わせることにより取付けられる。
このうち接着剤によりリブ材30を化粧基材20に取付ける場合、まず例えばエチレン酢酸ビニル共重合体(EVA)からなる接着剤(接着剤層11)をリブ材30のリブ材用基材31裏面、芯材34裏面、もしくは化粧基材20の嵌合溝24内、またはその全てに塗布し、次にリブ材30および芯材34を一体として化粧基材20の嵌合溝24内に嵌込む。あるいは、リブ材30および芯材34を、例えば酢酸ビニル系接着剤からなる接着剤層11を介して化粧基材20の嵌合溝24内に嵌込み、これを高周波誘電加熱法を用いて加熱して、接着剤層11を硬化させても良い。
なお、図9(a)−(d)において、まず表面にリブ材側化粧フィルム32が設けられたリブ材用板31Aを準備し、次にこのリブ材用板31Aにカット溝31B、31Bを形成し、その後各カット溝31Bにおいてリブ材用板31Aを折り畳むことによりリブ材用基材31(リブ材30)を作成する。しかしながら、これに限られず、まずリブ材用板31Aを各カット溝31Bにおいて折り畳んでリブ材用基材31を形成し、その後このリブ材用基材31表面にラッピング工法または真空プレス工法によりリブ材側化粧フィルム32を貼り合せてリブ材30を作成しても良い。あるいは、リブ材30は、リブ材用板31Aを各カット溝31Bにおいて折り畳んで形成したリブ材用基材31の表面に、塗装工法または水圧転写工法により化粧層を形成することによりリブ材側化粧フィルム32が形成されても良い。
また、図8(d)−(e)において、リブ材30の空洞部33内に補強用の芯材34を嵌め込んで取付け、その後、リブ材30および芯材34を一体として化粧基材20の嵌合溝24内に嵌込んでいる。しかしながら、これに限らず、まず芯材34を嵌合溝24内の所定位置に取付け、その後リブ材30を芯材34上方から嵌合溝24内に嵌込んで、リブ材30を化粧基材20に取付けても良い。
このように、本実施の形態によれば、リブ付化粧パネル10は、リブ材30と化粧基材20とを別体に作成した後、リブ材30を化粧基材20に取付けることにより製造されるので、リブ材30の高さや幅を自在に設定することができ、リブ付化粧パネル10の表面形状を自由に設計することができる。また、リブ材30の化粧フィルム(リブ材側化粧フィルム)32と化粧基材20の化粧フィルム(基材側化粧フィルム)22とが必ずしも同一の装飾を有していなくても良いので、リブ付化粧パネル10表面の意匠構成をより多様なものとすることができる。
また、本実施の形態によれば、上述した従来技術のプレス加工方法と比べて、金型等の設備が必要なく、加工設備を簡単なものとすることができるので、小ロット生産の場合であっても容易に対応することができる。また、特殊な設備を有さない一般の木材加工業者であっても容易にリブ付化粧パネル10を製造することができる。
さらに、本実施の形態によれば、上述した従来技術のプレス加工方法やVカット加工方法と異なり、不燃性基材(化粧基材20)を深く切削加工する必要がないので、不燃性廃棄物の発生を少なくすることができる。
さらにまた、本実施の形態によれば、化粧基材20の基材側化粧フィルム22側に帯状の嵌合溝24が形成されているので、リブ材30を化粧基材20に取付ける際、リブ材30を化粧基材20の嵌合溝24内に嵌込むことにより、リブ材30を容易に位置決めして取付けることができる。
さらにまた、本実施の形態によれば、リブ材用基材31内部に空洞部33が設けられているので、中実なリブ材30を用いる場合と比較してリブ付化粧パネル10を軽量化することができる。また、リブ材用基材31の空洞部33内に補強用の芯材34を配置することにより、リブ材30を補強することができる。
変形例
次に、本実施の形態におけるリブ付化粧パネルの変形例を図10により説明する。
図10に示す変形例は、リブ材30A−30Fの形状や配置位置が異なっているものであり、他は図1乃至図9に示すリブ付化粧パネルと同一である。
次に、本実施の形態におけるリブ付化粧パネルの変形例を図10により説明する。
図10に示す変形例は、リブ材30A−30Fの形状や配置位置が異なっているものであり、他は図1乃至図9に示すリブ付化粧パネルと同一である。
すなわち図10において、化粧基材20の各嵌合溝24、24・・・内に取付けられたリブ材30A−30Cは、幅wrや高さhrが互いに異なっており、また各リブ材30A−30C間の間隔drも互いに異なっている。また図10において、各リブ材30D−30Fの断面は、それぞれ三角形形状(符号30D)、台形形状(符号30E)、凸形状(符号30F)となっている。すなわち各リブ材30の断面形状は矩形形状に限られず、例えば多角形、凸型などの形状であっても良い。また各リブ材30は、その断面が全て同一であっても良く、あるいは2種類以上の互いに異なる断面を有していても良い。
図10において、各リブ材30A−30Fの断面形状、各リブ材30A−30Fの幅、高さ、または各リブ材30A−30F間の間隔は一定でない。本実施の形態によれば、このようなリブ付化粧パネル10を小ロットで生産する場合であっても、容易に対応することができる。
実施例
次に、本発明の具体的実施例を説明する。
次に、本発明の具体的実施例を説明する。
まず、大建工業製ダイライト(登録商標)材料からなる厚さ6mmの基材21を準備した。次に、この基材21上に厚さ0.1mmの基材側化粧フィルム22を貼り合せることにより、化粧基材20を作成した。その後、NC加工機を用いて化粧基材20を切削加工し、これにより化粧基材20に幅100mm、深さ1mmの嵌合溝24、24・・・を形成した。
次に、各嵌合溝24内の所定位置に複数の芯材34を配置し、この芯材34を化粧基材20の裏面から締結手段12(ねじ)を用いて固定した。
一方、基材側化粧フィルム22と異なる絵柄を有するリブ材側化粧フィルム32を準備し、このリブ材側化粧フィルム32をダイライト(登録商標)材料からなるリブ材用板31A上に接合した。次にリブ材用板31A裏面にV字形状のカット溝31Bを形成し、このカット溝31Bにおいてリブ材用板31Aを折り畳み、これによりリブ材用基材31とリブ材側化粧フィルム32とからなるリブ材30を作成した。
次に、このようにして作成されたリブ材30を化粧基材20の各嵌合溝24内に中央理化製エチレン酢酸ビニル共重合体(EVA)系接着剤(BA321)を用いて接合した。この際、上述した芯材34がリブ材用基材31の空洞部33内に嵌め込まれるようにリブ材30を取付けた。
このようにして、化粧基材20とリブ材30とからなるリブ付化粧パネル10を作成した。このリブ付化粧パネル10は、中実なリブ材を有するリブ付化粧パネルより軽量であった。また、従来のプレス加工方法またはVカット加工方法により製造されたリブ付化粧パネルと異なり、リブ付化粧パネルの表面をツートン柄とすることができた。
第2の実施の形態
次に、本発明によるリブ付化粧パネルの第2の実施の形態について図11を参照して説明する。
ここで、図11は、本発明の第2の実施の形態を示す正面図である。図11に示す第2の実施の形態は、リブ材用基材31内部に空洞部33が設けられていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図11において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
次に、本発明によるリブ付化粧パネルの第2の実施の形態について図11を参照して説明する。
ここで、図11は、本発明の第2の実施の形態を示す正面図である。図11に示す第2の実施の形態は、リブ材用基材31内部に空洞部33が設けられていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図11において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
まず、図11により本実施の形態によるリブ付化粧パネルの概略について説明する。
図11に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられた細長いリブ材30、30・・・とを備えている。
図11に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられた細長いリブ材30、30・・・とを備えている。
リブ材30、30・・・は、それぞれ化粧基材20の各嵌合溝24、24・・・内に嵌め込むことにより化粧基材20に取付けられている。各リブ材30は、リブ材用基材31と、リブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなっている。
このうちリブ材用基材31は、裏面にV字形状のカット溝が形成されたリブ材用板31Aを、内部に空洞部が形成されないように折り畳んで形成されている。すなわち図11において、リブ材用基材31は、断面矩形形状を有し、リブ材用基材31の裏面全体が各嵌合溝24の底面に当接している。
第3の実施の形態
次に、本発明によるリブ付化粧パネルの第3の実施の形態について図12を参照して説明する。
ここで、図12は、本発明の第3の実施の形態を示す斜視図である。図12に示す第3の実施の形態は、化粧基材20表面に嵌合溝24が形成されていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図12において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
次に、本発明によるリブ付化粧パネルの第3の実施の形態について図12を参照して説明する。
ここで、図12は、本発明の第3の実施の形態を示す斜視図である。図12に示す第3の実施の形態は、化粧基材20表面に嵌合溝24が形成されていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図12において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
まず、図12により本実施の形態によるリブ付化粧パネルの概略について説明する。
図12に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面全体に設けられた基材側化粧フィルム22とからなる化粧基材20と、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなる細長いリブ材30、30・・・とを備えている。
図12に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面全体に設けられた基材側化粧フィルム22とからなる化粧基材20と、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなる細長いリブ材30、30・・・とを備えている。
図12において、化粧基材20の基材21および基材側化粧フィルム22は、いずれも表面が平坦であり、各リブ材30は、化粧基材20の基材側化粧フィルム22上に直接設けられている。
第4の実施の形態
次に、本発明によるリブ付化粧パネルの第4の実施の形態について図13を参照して説明する。
ここで、図13は、本発明の第4の実施の形態を示す斜視図である。図13に示す第4の実施の形態は、リブ材用基材31内部に空洞部33が設けられておらず、また化粧基材20表面に嵌合溝24が形成されていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図13において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
次に、本発明によるリブ付化粧パネルの第4の実施の形態について図13を参照して説明する。
ここで、図13は、本発明の第4の実施の形態を示す斜視図である。図13に示す第4の実施の形態は、リブ材用基材31内部に空洞部33が設けられておらず、また化粧基材20表面に嵌合溝24が形成されていない点が異なるものであり、他の構成は上述した第1の実施の形態と同一である。図13において、図1乃至図10に示す第1の実施の形態と同一部分には同一の符号を付して詳細な説明は省略する。
まず、図13により本実施の形態によるリブ付化粧パネルの概略について説明する。
図13に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面全体に設けられた基材側化粧フィルム22とからなる化粧基材20と、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなる細長いリブ材30、30・・・とを備えている。
図13に示すように、リブ付化粧パネル10は、基材21と基材21の一方の面全体に設けられた基材側化粧フィルム22とからなる化粧基材20と、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなる細長いリブ材30、30・・・とを備えている。
図13において、化粧基材20の基材21および基材側化粧フィルム22は、いずれも表面が平坦であり、各リブ材30は、化粧基材20の基材側化粧フィルム22上に直接設けられている。
またリブ材30のリブ材用基材31は、裏面にV字形状のカット溝が形成されたリブ材用板31Aを、内部に空洞部が形成されないように折り畳んで形成されている。すなわち図13において、リブ材用基材31は、断面矩形形状を有し、リブ材用基材31の裏面全体が基材側化粧フィルム22の表面に当接している。
10 リブ付化粧パネル
11 接着剤層
12 締結手段
13 締結手段
20 化粧基材
21 基材
22 基材側化粧フィルム
24 嵌合溝
30 リブ材
30A−30F リブ材
31 リブ材用基材
31A リブ材用板
31B カット溝
32 リブ材側化粧フィルム
33 空洞部
34 芯材
11 接着剤層
12 締結手段
13 締結手段
20 化粧基材
21 基材
22 基材側化粧フィルム
24 嵌合溝
30 リブ材
30A−30F リブ材
31 リブ材用基材
31A リブ材用板
31B カット溝
32 リブ材側化粧フィルム
33 空洞部
34 芯材
Claims (16)
- 表面に細長い複数のリブ材を有するリブ付化粧パネルの製造方法において、
基材と、基材の一方の面に設けられた基材側化粧フィルムとからなる化粧基材を準備する工程と、
リブ材用基材と、リブ材用基材表面に設けられたリブ材側化粧フィルムとからなるリブ材を準備する工程と、
リブ材を化粧基材の基材側化粧フィルム側に取付ける工程とを備え、
リブ材用基材は、裏面にV字形状のカット溝が形成されたリブ材用板をこのカット溝において折り畳んで形成されることを特徴とするリブ付化粧パネルの製造方法。 - 化粧基材の基材側化粧フィルム側に帯状の嵌合溝が形成され、リブ材は、化粧基材の嵌合溝内に嵌込むことにより化粧基材に取付けられることを特徴とする請求項1に記載のリブ付化粧パネルの製造方法。
- リブ材を準備する工程において、リブ材用基材は、断面コの字状に形成され、内部に空洞部が設けられることを特徴とする請求項1または2に記載のリブ付化粧パネルの製造方法。
- リブ材用基材の空洞部内に補強用の芯材が配置されていることを特徴とする請求項3に記載のリブ付化粧パネルの製造方法。
- 基材は、無機質系不燃基材からなることを特徴とする請求項1乃至4のいずれかに記載のリブ付化粧パネルの製造方法。
- リブ材用基材は、無機質系不燃基材からなることを特徴とする請求項1乃至5のいずれかに記載のリブ付化粧パネルの製造方法。
- リブ材は、接着剤層を介して化粧基材に取付けられることを特徴とする請求項1乃至6のいずれかに記載のリブ付化粧パネルの製造方法。
- リブ材は、締結手段を介して化粧基材に取付けられることを特徴とする請求項1乃至7のいずれかに記載のリブ付化粧パネルの製造方法。
- 表面に細長い複数のリブ材を有するリブ付化粧パネルにおいて、
基材と、基材の一方の面に設けられた基材側化粧フィルムとからなる化粧基材と、
化粧基材の基材側化粧フィルム側に設けられ、リブ材用基材とリブ材用基材表面に設けられたリブ材側化粧フィルムとからなるリブ材とを備え、
リブ材用基材は、裏面にV字形状のカット溝が形成されたリブ材用板をこのカット溝において折り畳んで形成されていることを特徴とするリブ付化粧パネル。 - 化粧基材の基材側化粧フィルム側に帯状の嵌合溝が形成され、リブ材は、化粧基材の嵌合溝内に嵌込むことにより化粧基材に取付けられていることを特徴とする請求項9に記載のリブ付化粧パネル。
- リブ材用基材は、断面コの字状に形成され、内部に空洞部が設けられていることを特徴とする請求項9または10に記載のリブ付化粧パネル。
- リブ材用基材の空洞部内に補強用の芯材が配置されていることを特徴とする請求項11に記載のリブ付化粧パネル。
- 基材は、無機質系不燃基材からなることを特徴とする請求項9乃至12のいずれかに記載のリブ付化粧パネル。
- リブ材用基材は、無機質系不燃基材からなることを特徴とする請求項9乃至13のいずれかに記載のリブ付化粧パネル。
- リブ材は、接着剤層を介して化粧基材に取付けられることを特徴とする請求項9乃至14のいずれかに記載のリブ付化粧パネル。
- リブ材は、締結手段を介して化粧基材に取付けられることを特徴とする請求項9乃至15のいずれかに記載のリブ付化粧パネル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007178885A JP2009013718A (ja) | 2007-07-06 | 2007-07-06 | リブ付化粧パネルおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007178885A JP2009013718A (ja) | 2007-07-06 | 2007-07-06 | リブ付化粧パネルおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009013718A true JP2009013718A (ja) | 2009-01-22 |
Family
ID=40354941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007178885A Pending JP2009013718A (ja) | 2007-07-06 | 2007-07-06 | リブ付化粧パネルおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009013718A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014074281A (ja) * | 2012-10-03 | 2014-04-24 | Sakai Co Ltd | 化粧パネル |
| JP2014074280A (ja) * | 2012-10-03 | 2014-04-24 | Sakai Co Ltd | 化粧パネル |
| JP2019085719A (ja) * | 2017-11-02 | 2019-06-06 | 大建工業株式会社 | 装飾用不燃性角材及びその製造方法 |
| JP2022049093A (ja) * | 2020-09-16 | 2022-03-29 | 大建工業株式会社 | ルーバー材、天井構造、壁構造及び建物 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51139135A (en) * | 1975-05-27 | 1976-12-01 | Tsujimoto Kensetsu Kk | Method of mounting interior construction material |
| JPS5886849U (ja) * | 1981-12-07 | 1983-06-13 | ナショナル住宅産業株式会社 | 化粧板折曲げ部構造 |
| JPS63214401A (ja) * | 1987-03-02 | 1988-09-07 | 林 秀樹 | 基材表面の隆起部形成方法 |
| JPH0881900A (ja) * | 1994-09-13 | 1996-03-26 | Toppan Printing Co Ltd | 建装材用化粧紙及び化粧板 |
| JP2006009490A (ja) * | 2004-06-29 | 2006-01-12 | Kubota Matsushitadenko Exterior Works Ltd | 外装材 |
-
2007
- 2007-07-06 JP JP2007178885A patent/JP2009013718A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51139135A (en) * | 1975-05-27 | 1976-12-01 | Tsujimoto Kensetsu Kk | Method of mounting interior construction material |
| JPS5886849U (ja) * | 1981-12-07 | 1983-06-13 | ナショナル住宅産業株式会社 | 化粧板折曲げ部構造 |
| JPS63214401A (ja) * | 1987-03-02 | 1988-09-07 | 林 秀樹 | 基材表面の隆起部形成方法 |
| JPH0881900A (ja) * | 1994-09-13 | 1996-03-26 | Toppan Printing Co Ltd | 建装材用化粧紙及び化粧板 |
| JP2006009490A (ja) * | 2004-06-29 | 2006-01-12 | Kubota Matsushitadenko Exterior Works Ltd | 外装材 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014074281A (ja) * | 2012-10-03 | 2014-04-24 | Sakai Co Ltd | 化粧パネル |
| JP2014074280A (ja) * | 2012-10-03 | 2014-04-24 | Sakai Co Ltd | 化粧パネル |
| JP2019085719A (ja) * | 2017-11-02 | 2019-06-06 | 大建工業株式会社 | 装飾用不燃性角材及びその製造方法 |
| JP2022049093A (ja) * | 2020-09-16 | 2022-03-29 | 大建工業株式会社 | ルーバー材、天井構造、壁構造及び建物 |
| JP7091408B2 (ja) | 2020-09-16 | 2022-06-27 | 大建工業株式会社 | ルーバー材、天井構造、壁構造及び建物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7480542B2 (ja) | 化粧シート、及び、化粧材 | |
| KR20220005486A (ko) | 투명성 수지 필름, 투명성 수지 필름의 제조 방법, 및 화장재 | |
| JP2009013718A (ja) | リブ付化粧パネルおよびその製造方法 | |
| JP4482988B2 (ja) | 化粧材 | |
| JP5533937B2 (ja) | 化粧シート | |
| WO2019189806A1 (ja) | 浮造調木目化粧材 | |
| CN112888564A (zh) | 透明性树脂膜、装饰板和装饰板的制造方法 | |
| JP2830128B2 (ja) | 化粧シートおよびその製造方法 | |
| JP7135681B2 (ja) | 化粧材 | |
| KR20210146938A (ko) | 투명성 수지 필름, 화장재 및 화장재의 제조 방법 | |
| JP7279321B2 (ja) | 浮造調木目化粧材 | |
| JP7294321B2 (ja) | 化粧材 | |
| JP7444203B2 (ja) | 化粧材 | |
| AU2019242685B2 (en) | Raised woodgrain finish decorative material | |
| JP2009013717A (ja) | リブ付化粧パネルおよびその製造方法 | |
| JP2008080650A (ja) | 化粧シート | |
| KR20220130722A (ko) | 화장 시트, 화장판 및 화장 시트의 제조 방법 | |
| JP2008074002A (ja) | 化粧材 | |
| JP2009013716A (ja) | リブ付化粧パネルおよびその製造方法 | |
| JPH1128799A (ja) | 化粧板およびその製造方法 | |
| JP4585902B2 (ja) | 化粧シート | |
| JP2003237014A (ja) | 化粧板及びその製造方法 | |
| JP7533091B2 (ja) | 化粧シートの製造方法及び化粧シートの製造装置 | |
| JP2026021288A (ja) | 化粧シート、化粧部材及び化粧シートの製造方法 | |
| JP2007125792A (ja) | 化粧板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20100422 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120210 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120605 |