JP2009074206A - 溶融紡糸装置 - Google Patents
溶融紡糸装置 Download PDFInfo
- Publication number
- JP2009074206A JP2009074206A JP2007245239A JP2007245239A JP2009074206A JP 2009074206 A JP2009074206 A JP 2009074206A JP 2007245239 A JP2007245239 A JP 2007245239A JP 2007245239 A JP2007245239 A JP 2007245239A JP 2009074206 A JP2009074206 A JP 2009074206A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- baffle plate
- plate surface
- passage opening
- inclination angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
【課題】熱可塑性重合体の溶融紡糸装置において、省スペースで糸掛け性を保持しつつ随伴気流を遮断し、糸条に均一に油剤を付与する。
【解決手段】溶融紡糸口金の下に冷風を高温にするための温度制御装置を有する環状冷風装置を設け、該冷風装置の下方に油剤付与装置を設け、その直前に下記(A)〜(C)の要件を備えた溶融紡糸装置。
(A)面内に糸条通過口とスリット状の糸条導入部を開口形成、
(B)糸道に対して傾斜角をもつ邪魔板面と、邪魔板面の糸条導入方向に対し垂直方向両側に隣接した邪魔板面を有するとともに、該隣接された邪魔板面は傾斜角が異なり、かつ、糸条通過口を含む邪魔板面小さくなっており、
(C)邪魔板と糸条が交差する位置が油剤付与装置上面より20〜50mm範囲内。
【選択図】図1
【解決手段】溶融紡糸口金の下に冷風を高温にするための温度制御装置を有する環状冷風装置を設け、該冷風装置の下方に油剤付与装置を設け、その直前に下記(A)〜(C)の要件を備えた溶融紡糸装置。
(A)面内に糸条通過口とスリット状の糸条導入部を開口形成、
(B)糸道に対して傾斜角をもつ邪魔板面と、邪魔板面の糸条導入方向に対し垂直方向両側に隣接した邪魔板面を有するとともに、該隣接された邪魔板面は傾斜角が異なり、かつ、糸条通過口を含む邪魔板面小さくなっており、
(C)邪魔板と糸条が交差する位置が油剤付与装置上面より20〜50mm範囲内。
【選択図】図1
Description
本発明は、溶融紡糸装置に関するものであり、さらに詳しくは、随伴気流による油剤、あるいは油剤装置の温度影響を遮断し、油剤付着斑を低減する溶融紡糸装置に関するものである。
従来、熱可塑性重合体を使用した溶融紡糸方法による合成繊維の製造において、紡糸直後の糸条束が各種糸ガイドやローラに接触する前に糸条束に集束性を持たせ、摩擦抵抗を低減することによって毛羽立ちやフィラメント切れを防ぐ方法として油剤付与が採用されてきた。近年の紡糸速度高速化に対しては、紡糸張力を低減することを目的として、溶融紡糸された糸条が冷却固化した後、いち早く油剤を付与し繊維束を集束し、糸条走行時の空気流の影響を極力排除することによって糸条が高速走行する際の糸条張力上昇を抑えることが一般的な技術として採用されている。一方で、紡糸速度が3000m/分を越える場合において、糸条が高速で走行する際に糸条の周りで発生する随伴気流が油剤装置に吹き込み、さらには単糸繊度が1デシテックス以下の細い繊度のものを紡糸する場合においては冷風を高温にするための温度制御装置を持つ環状冷風装置を使用するために該随伴気流温度が高くなり、いち早い油剤付与においては、該随伴気流によって油剤、あるいは油剤付与装置が高温になるために、油剤が沸騰したり、付着した油剤の繊維間への浸透を阻害し、均一給油が難しくなり、延伸工程における毛羽の発生、糸切れの発生が増加するという問題がある。
従来、随伴気流を遮断し、油剤付着の均一性を得るために、給油ガイド上流側に邪魔板を設けて気流を遮断する方法が提案されている(例えば、特許文献1、特許文献2参照)。しかしながら、上記の方法では、邪魔板の設置個所が給油ガイドから離れた位置であり、この位置では糸条束が集束されていないため支障通過口が大きいということと、邪魔板から反射された随伴気流による気流の乱れの問題から糸道に対して傾斜角の大きい、つまりは遮断効果の大きい邪魔板を設けられず、糸条束が邪魔板を通過した後、随伴気流が残留し、再び遮断するために複数枚の邪魔板を設置し随伴気流を遮断していくという方法であるため、糸掛けといった作業性の悪化や、糸道確認といった管理上の問題も多い。
また、邪魔板の作業性の悪化や管理上の問題を解決するために、給油ガイドの吐出孔上方に、随伴気流を遮断するための突起物を設けた給油ガイドが提案されている(例えば、特許文献3参照)。しかしながら、単糸繊度1デシテックス以下の細い繊度のものを紡糸する場合におけるような高温の随伴気流の場合には給油ガイド全体が熱くなり、油剤が沸騰し、毛羽の発生や、糸切れの増加という問題の解決にはならない。
特開平6−116806号公報
特開平9−256215号公報
特開平9−273024号公報
本発明の課題は、前記した問題点を解決し、熱可塑性重合体を使用した溶融紡糸装置において、省スペースで糸掛け作業性を悪化させずに、上述の単糸繊度が1デシテックス以下の高速で走行する溶融紡出糸条に随伴する高温の随伴気流を効率的に遮断し、糸条に対して均一にかつ効率的に油剤を付与することのできる油剤付与装置を設けた溶融紡糸装置を提供することにある。
前記課題を解決するため、本発明は以下の構成を採用する。すなわち、
(1)溶融紡糸口金の下に冷風を高温にするための温度制御装置を有する環状冷風装置を設け、該冷風装置の下方に油剤付与装置を設けた溶融紡糸装置において、上記油剤装置の直前に糸条に随伴する気流を遮断する下記(A)〜(C)の要件を備えた邪魔板を設けたことを特徴とする溶融紡糸装置。
(A)邪魔板が、面内に糸条通過口とスリット状の糸条導入部を開口形成したものであり、
(B)邪魔板は糸道に対して傾斜角をもって配置されており、邪魔板面の糸条進入側垂直方向から見た場合、糸条通過口を含む邪魔板面と、該糸条通過口を含む邪魔板面の糸条導入方向に対し垂直方向両側に隣接して配置された邪魔板面を有するとともに、該隣接された邪魔板面は糸条通過口を含む面とは傾斜角が異なり、かつ、それぞれの面の糸道に対する傾斜角について、糸条通過口を含む邪魔板面の方が隣接する邪魔板面より小さくなっており、
(C)邪魔板と糸条が交差する位置が油剤付与装置上面より20〜50mm範囲内である位置に設けられている。
(1)溶融紡糸口金の下に冷風を高温にするための温度制御装置を有する環状冷風装置を設け、該冷風装置の下方に油剤付与装置を設けた溶融紡糸装置において、上記油剤装置の直前に糸条に随伴する気流を遮断する下記(A)〜(C)の要件を備えた邪魔板を設けたことを特徴とする溶融紡糸装置。
(A)邪魔板が、面内に糸条通過口とスリット状の糸条導入部を開口形成したものであり、
(B)邪魔板は糸道に対して傾斜角をもって配置されており、邪魔板面の糸条進入側垂直方向から見た場合、糸条通過口を含む邪魔板面と、該糸条通過口を含む邪魔板面の糸条導入方向に対し垂直方向両側に隣接して配置された邪魔板面を有するとともに、該隣接された邪魔板面は糸条通過口を含む面とは傾斜角が異なり、かつ、それぞれの面の糸道に対する傾斜角について、糸条通過口を含む邪魔板面の方が隣接する邪魔板面より小さくなっており、
(C)邪魔板と糸条が交差する位置が油剤付与装置上面より20〜50mm範囲内である位置に設けられている。
(2)糸条通過口を含む邪魔板面の糸道に対する傾斜角が30〜45°、糸条通過口を含む邪魔板面に隣接する邪魔板面の糸道に対する傾斜角が45〜90°であることを特徴とする前記(1)に記載の溶融紡糸装置。
(3)糸条通過口径が糸条幅の1.5〜2倍の真円もしくは楕円で開口形成され、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍以上であることを特徴する邪魔板を設けた前記(1)または(2)のいずれかに記載の溶融紡糸装置。
(4)糸条導入部を糸条通過時に閉鎖するための可動式の蓋が取り付けられていることを特徴とする前記(1)〜(3)のいずれかに記載の溶融紡糸装置。
本発明によれば、糸条通過口近傍部は邪魔板からの随伴気流の反射による気流の乱れを生じないために、糸道に対する邪魔板の傾斜角を小さくした部分とその周辺部は随伴気流の遮断効果の大きい糸道に対しての板の傾斜角が大きい部分の異種の傾斜角を持つ邪魔板によって省スペースで、かつ糸掛け作業を悪化させず、効率よく随伴気流を遮断することが可能である。また、邪魔板の設置位置を、邪魔板が糸条と交差する位置が油剤付与装置直上の油剤付与装置上面より20〜50mmの範囲にすることによって、通過する糸条束が十分集束していることから、糸条通過口の口径も小さく、より随伴気流の遮断効果を得ることが可能である。
以下に本発明についてさらに詳細に説明する。
本発明の溶融紡糸装置で紡糸し得る熱可塑性重合体としては、ポリエステル、ポリアミドなど溶融紡糸が可能な重合体であれば、いずれにおいても適応可能である。しかし、紡糸速度の高速化、糸条を構成する繊維本数の増加が可能なポリエステルの溶融紡糸において特に効果的である。
本発明の溶融紡糸装置の実施形態の一例を図1に示す。この溶融紡糸装置は、溶融紡糸口金1の下方に急冷による糸条のタフネスダウンを抑制するために冷風を高温にする温度制御装置を備えた環状冷風装置2を設け、温度制御装置は間接的に冷風を暖めるヒーターや直接熱風発生する熱風発生器などの用いるのが好ましいが、これに限った物でなくともよい。さらに冷風装置2の下方に、油剤付与装置3を配置している。また、油剤付与装置3の上方側には邪魔板4が設置されている。この油剤付与装置3の下方には巻取り装置(図示せず)が設けられている。なお、上記冷風装置2と油剤付与装置3が比較的近接してる場合は、糸条の周りに発生した、油剤付与装置3まで持ち込まれる随伴気流は、冷風の温度制御に依存して、高温となっている。この高温の随伴気流は従来の油剤飛散のみならず、油剤付与装置の表面温度上昇を引き起こし、油剤の沸騰、油剤の粘度変化、油剤のゲル化など、変質、劣化という問題を発生する。
以下、油剤付与装置3の直上に設置される邪魔板4について説明する。
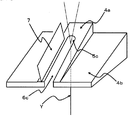
図2(a)〜(c)は、邪魔板を邪魔板面垂直方向より見た場合の上面概略図であり、図3は、糸道に対する邪魔板の傾斜角を説明する側面概略図であり、図4は、邪魔板の形状の一例を示す斜視概略図である。
本発明においては、邪魔板は作業性の点から1枚設置することが好ましい。また、邪魔板4は走行糸条に対して傾斜角をもち、糸条通過口5a、5b、5cおよびスリット状の糸条導入部6a、6b、6cを有する。邪魔板4は、糸条通過口を有する邪魔板面4aと、該邪魔板面4aの両側に隣接して配置された邪魔板面4bを有している。
また、邪魔板に穿孔する糸条通過口5a、5b、5cについては、その形状は邪魔板が糸条に対して傾斜角を持つことから、図2(a)に示すように、邪魔板面垂直方向から見た場合に楕円形であることが好ましい。糸条通過口の一部は糸条導入部6a、6b、6cと連結されている。該糸条導入部6a、6b、6cは糸条を導入するのに支障を来さない範囲内で狭いスリットであることが好ましい。また、楕円孔5aは糸条に対して垂直な平面に投影した場合に、通過する糸条束を真円であると仮定し、その直径をd、投影された真円の直径をDとすると、1.5×d≦D≦2.0×dを満たすようにすることが好ましい。ただし、穿孔の容易性から邪魔板面垂直方向から見た場合に、1.5×d≦3.0×dの範囲の真円孔のもの(図2(b)の5b)であってもよい。さらにまた、図2(c)に示すように、糸条導入部の幅と同じ径を有する半円孔5cであってもよい。
走行糸条通過口に接触した場合は、糸切れの発生が懸念される。さらに、随伴気流の遮断効果を増加するために、糸条導入部は糸条通過時に閉鎖可能であるように図4に示す可動式の蓋7を設けてもよい。蓋の可動方法については片開き式、両開き式、スライド式などが挙げられるが、これに限った方法でなくともよい。錆や強度の問題から、邪魔板の材質はステンレスを使用するのがよいが、これに限った材質でなくとも防錆性、強度のあるものであればよい。また通過糸条と邪魔板の接触を
懸念して工業用クロムメッキなどで表面処理を施し、表面粗さを低減することが好ましい。また紡糸線上に邪魔板を設置することから、邪魔板の反り、曲がりが懸念されるので邪魔板端面を折り返したりすることによって強度を増すことが好ましい。
懸念して工業用クロムメッキなどで表面処理を施し、表面粗さを低減することが好ましい。また紡糸線上に邪魔板を設置することから、邪魔板の反り、曲がりが懸念されるので邪魔板端面を折り返したりすることによって強度を増すことが好ましい。
次に、邪魔板と走行糸条の角度θについては、図3に示すように、θi<θoを満たすようにすることが好ましい。さらに、 30°≦θi≦45°、45°<θo≦90°の条件を満たすことが好ましい。ここで、θiは糸条通過口を有する邪魔板面4aの糸条に対する傾斜角、θoは糸条通過口を有する邪魔板面4aに隣接する周辺部の邪魔板面4bの糸条に対する傾斜角を示している。それぞれの傾斜角度については、糸条通過口を有する邪魔板面4aにおいては、遮断される随伴気流の反射によって走行糸条の乱れが発生し、糸斑の発生、糸条通過口と糸条との接触といった問題が発生するため、遮断した随伴気流が板面で反射することなく板面上を流れるように遮断されることが好ましく、邪魔板面4aの糸条に対する傾斜角は45°以下とすることが好ましい。ただし、傾斜角が30°より小さくなると糸条との接触が懸念されるので30°が好ましい。他方で隣接する周辺部の邪魔板面4bでは糸への反射流の影響が少ないため、より効果的に随伴気流を遮断できるように邪魔板面4bの糸条に対する傾斜角は45°より大きくすることが好ましい。また、糸条通過口を有する邪魔板面4aの板幅8については、反射流の影響を受けにくくなる糸条通過口径の2倍以上、効果的に随伴気流を遮断する周辺部の邪魔板面4bの範囲をおおきくするために3倍以下にすることが好ましい。
また、気流遮断効果を増加するために、糸条束が十分小さい位置でかつ糸掛け作業性を踏まえて邪魔板の設置位置は、糸条が邪魔板の糸条導入側の面で交差する位置が給油ガイド(油剤付与装置3)上面から20〜50mmの範囲となるようにすることが重要である。
以下に、実施例を挙げて本発明をさらに具体的に説明する。
邪魔板の形状および取付状態を異ならせた下記5種類の溶融紡糸装置を使用し、それぞれ紡糸温度、冷風温度、紡糸速度を共通条件下のもと、トータル繊度75デシテックス、フィラメント数150である単糸繊度0.5デシテックスのポリエステルマルチフィラメント糸条を製糸した。
実施例1
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面のの板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面のの板幅が糸条通過口径の2倍である。
実施例2
糸条と糸条通過口の交差位置が給油ガイド直上25mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上25mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
実施例3
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=40°、θo=50°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=40°、θo=50°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
実施例4
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=40°、θo=90°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=40°、θo=90°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
比較例1
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=θo=30°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=θo=30°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
比較例2
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上40mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
比較例3
糸条と糸条通過口の交差位置が給油ガイド直上80mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上80mmの位置に邪魔板を設置し、邪魔板の傾斜角はθi=30°、θo=60°、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
比較例4
邪魔板を設けず。
邪魔板を設けず。
比較例5
糸条と糸条通過口の交差位置が給油ガイド直上10mmの位置に邪魔板を設置し、それぞれの邪魔板の傾斜角は共にθi=30°、 θo=60°とし、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
糸条と糸条通過口の交差位置が給油ガイド直上10mmの位置に邪魔板を設置し、それぞれの邪魔板の傾斜角は共にθi=30°、 θo=60°とし、糸条通過口、糸条導入部形状は5c、6c、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
比較例6
糸条と糸条通過口の交差位置が給油ガイド直上40mm、120mmの位置に邪魔板を2枚設置し、それぞれの邪魔板の傾斜角は共にθi=30°、θo=60°とし、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口、糸条導入部形状は5c、6c、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
上記11種類の溶融紡糸装置に対して、それぞれ給油ガイド表面温度、油剤状態、糸揺れおよび油剤付着斑を確認したところ、表1の結果が得られた。
糸条と糸条通過口の交差位置が給油ガイド直上40mm、120mmの位置に邪魔板を2枚設置し、それぞれの邪魔板の傾斜角は共にθi=30°、θo=60°とし、糸条通過口は通過糸条径の1.5〜2倍、糸条通過口、糸条導入部形状は5c、6c、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍である。
上記11種類の溶融紡糸装置に対して、それぞれ給油ガイド表面温度、油剤状態、糸揺れおよび油剤付着斑を確認したところ、表1の結果が得られた。
ここで油分付着はJIS−L1013−1981,7.24油分抽出分の欄「(5)メタノール抽出分」に記載されている測定方法により測定したものである。
評価判断としては、◎および○を評価合格品、△は効果の低いもの、および×は効果のないものとした。
表1から明らかなように、本発明の具体例においては、邪魔板により高温の随伴気流が効率的に遮断され、ガイド給油部の表面温度も低く、油剤付着斑が小さくなっていることが判る。

1:口金
2:冷風装置
3:油剤付与装置
4:邪魔板
4a:糸条通過口を有する邪魔板面
4b:隣接する邪魔板面
5a、5b、5c:糸条通過口
6a、6b、6c:糸条導入部
7:蓋
8:糸条通過口を有する邪魔板面の板幅
Y:糸条
2:冷風装置
3:油剤付与装置
4:邪魔板
4a:糸条通過口を有する邪魔板面
4b:隣接する邪魔板面
5a、5b、5c:糸条通過口
6a、6b、6c:糸条導入部
7:蓋
8:糸条通過口を有する邪魔板面の板幅
Y:糸条
Claims (4)
- 溶融紡糸口金の下に冷風を高温にするための温度制御装置を有する環状冷風装置を設け、該冷風装置の下方に油剤付与装置を設けた溶融紡糸装置において、上記油剤装置の直前に糸条に随伴する気流を遮断する下記(A)〜(C)の要件を備えた邪魔板を設けたことを特徴とする溶融紡糸装置。
(A)邪魔板が、面内に糸条通過口とスリット状の糸条導入部を開口形成したものであり、
(B)邪魔板は糸道に対して傾斜角をもって配置されており、邪魔板面の糸条進入側垂直方向から見た場合、糸条通過口を含む邪魔板面と、該糸条通過口を含む邪魔板面の糸条導入方向に対し垂直方向両側に隣接して配置された邪魔板面を有するとともに、該隣接された邪魔板面は糸条通過口を含む面とは傾斜角が異なり、かつ、それぞれの面の糸道に対する傾斜角について、糸条通過口を含む邪魔板面の方が隣接する邪魔板面より小さくなっており、
(C)邪魔板と糸条が交差する位置が油剤付与装置上面より20〜50mm範囲内である位置に設けられている。 - 糸条通過口を含む邪魔板面の糸道に対する傾斜角が30〜45°、糸条通過口を含む邪魔板面に隣接する邪魔板面の糸道に対する傾斜角が45〜90°であることを特徴とする請求項1に記載の溶融紡糸装置。
- 糸条通過口径が糸条幅の1.5〜2倍の真円もしくは楕円で開口形成され、糸条通過口を有する邪魔板面の板幅が糸条通過口径の2倍以上であることを特徴する邪魔板を設けた請求項1または2のいずれかに記載の溶融紡糸装置。
- 糸条導入部を糸条通過時に閉鎖するための可動式の蓋が取り付けられていることを特徴とする請求項1〜3のいずれかに記載の溶融紡糸装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007245239A JP2009074206A (ja) | 2007-09-21 | 2007-09-21 | 溶融紡糸装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007245239A JP2009074206A (ja) | 2007-09-21 | 2007-09-21 | 溶融紡糸装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009074206A true JP2009074206A (ja) | 2009-04-09 |
Family
ID=40609453
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007245239A Pending JP2009074206A (ja) | 2007-09-21 | 2007-09-21 | 溶融紡糸装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009074206A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102367594A (zh) * | 2011-09-02 | 2012-03-07 | 张家港锦亿化纤有限公司 | 纺丝箱体中的挡流板 |
| CN118668307A (zh) * | 2024-08-22 | 2024-09-20 | 桐昆集团浙江恒通化纤有限公司 | 一种满卷涤纶预取向丝的生产系统及生产方法 |
-
2007
- 2007-09-21 JP JP2007245239A patent/JP2009074206A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102367594A (zh) * | 2011-09-02 | 2012-03-07 | 张家港锦亿化纤有限公司 | 纺丝箱体中的挡流板 |
| CN118668307A (zh) * | 2024-08-22 | 2024-09-20 | 桐昆集团浙江恒通化纤有限公司 | 一种满卷涤纶预取向丝的生产系统及生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5692238B2 (ja) | 合成繊維の製造方法及び乾湿式紡糸装置 | |
| JP5428979B2 (ja) | 紡糸パックおよびフィラメント糸の製造方法 | |
| JP2009074206A (ja) | 溶融紡糸装置 | |
| JP2015014071A (ja) | 糸条冷却装置 | |
| JP2010070887A (ja) | 紡糸用冷却装置および溶融紡糸方法 | |
| US8186986B2 (en) | Device for drawing filaments | |
| JP2011153391A (ja) | 糸条冷却装置および溶融紡糸方法 | |
| JP2010126846A (ja) | 油剤塗布装置 | |
| JPH09316742A (ja) | 仮撚加工装置 | |
| JP2007063679A (ja) | 糸条冷却装置 | |
| JP4988318B2 (ja) | 多錘の溶融紡糸装置およびそれから得られる極細マルチフィラメント糸条 | |
| JP3842891B2 (ja) | 油剤付与装置 | |
| JPH10266012A (ja) | ポリエステル繊維の製造方法 | |
| JP2009068154A (ja) | 糸条冷却装置 | |
| JP3975765B2 (ja) | 糸条の流体処理装置 | |
| JP2007063689A (ja) | 糸条冷却装置 | |
| JPH10245713A (ja) | 給油ガイド | |
| JP2006225792A (ja) | 合成繊維の溶融紡糸装置およびそれを用いた合成繊維溶融紡糸方法 | |
| JP2016172938A (ja) | 糸条の交絡付与装置およびそれを用いた合繊繊維の製造方法 | |
| JP2007247121A (ja) | 糸条冷却装置 | |
| JP4332401B2 (ja) | 加圧スチーム延伸装置およびアクリル系繊維の製造方法 | |
| KR100459383B1 (ko) | 극세 다섬조사의 제조방법 | |
| KR100211140B1 (ko) | 폴리에스터 극세멀티 필라멘트사의 제조방법 | |
| JPH09256215A (ja) | 溶融紡糸装置 | |
| JPH0910659A (ja) | 油剤付与ガイド |