JP2010077474A - 鉄系焼結軸受およびその製造方法 - Google Patents
鉄系焼結軸受およびその製造方法 Download PDFInfo
- Publication number
- JP2010077474A JP2010077474A JP2008245492A JP2008245492A JP2010077474A JP 2010077474 A JP2010077474 A JP 2010077474A JP 2008245492 A JP2008245492 A JP 2008245492A JP 2008245492 A JP2008245492 A JP 2008245492A JP 2010077474 A JP2010077474 A JP 2010077474A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- iron
- copper
- powder
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
- F16C33/145—Special methods of manufacture; Running-in of sintered porous bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/121—Use of special materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/128—Porous bearings, e.g. bushes of sintered alloy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/20—Shaping by sintering pulverised material, e.g. powder metallurgy
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Sliding-Contact Bearings (AREA)
- Powder Metallurgy (AREA)
Abstract
【解決手段】軸の外周面を支持する軸受面を有する鉄系焼結軸受であって、焼結合金の全体組成が、質量比で、Cu:2.0〜9.0%、C:1.5〜3.7%、残部:Feおよび不可避不純物からなり、軸受の内部は、面積率でフェライトが20〜85%および残部がパーライトからなる鉄合金相中に、軸受の軸方向に対して交差する方向に延在する銅相と、黒鉛相および気孔が分散する金属組織を示し、軸受面に、銅相が8〜40%の面積率で露出している。
【選択図】図1
Description
たとえば特許文献1には、Cu:10〜30%、残部:Feからなる鉄銅系焼結合金層を摺動面に設けた軸受が開示されている。
本発明の鉄系焼結軸受の製造方法では、原料粉末に扁平状の銅粉を混合してキャビティに充填する。そして、ダイキャビティ内を原料粉末が落下する際に、コアロッドに銅粉がまとわり付き、コアロッドに銅粉が張り付いた状態となる。これにより、軸受内部と比較して摺動特性が求められる軸受内径面に露出する銅相の量が多くなる。本発明では、Cu量の全てを扁平状の銅粉として与えることにより、軸受内径面に露出する銅相の量を確保しつつ、軸受内部のCu量を低減することができる。
銅粉の添加量が少ないと軸受内径面に露出する銅相の面積率が低下する。一方、銅粉の添加量が多いと、軸受の強度が低下して軸受の摩耗量が増大する。よって、銅粉の添加量は2.0〜9.0%とする。
上述の扁平状の銅粉により、軸受内径面に露出する銅相の量を確保することができるが、本発明においては、さらに、鉄合金相中に黒鉛を分散させて遊離黒鉛相を形成する。遊離黒鉛相は、固体潤滑剤として作用し、摺動特性を向上させる。ここで、黒鉛粉の粒径が小さ過ぎるとCが鉄合金相中に拡散し易くなり、パーライトの量が増大して鉄合金相の硬さが増加する。その結果、摺動相手であるシャフトの摩耗量が増大する。また、遊離黒鉛相の量が少なくなって摺動特性が低下する。一方、黒鉛粉の粒径が大きすぎると、鉄合金相中へのCの拡散が生じ難くなり、基地の硬さが低下して軸受の摩耗量が増大する。また、黒鉛の粒径が大きくなりすぎた場合、金属粉同士の結合を阻害し材料強度が低下するために、軸受の摩耗量が増大する。よって、黒鉛粉末の平均粒径は、40〜80μmとする。
黒鉛粉末の添加量が少ないと、鉄合金相中のフェライトの量が多くなり、硬さが低くなって軸受の摩耗量が増大する。また、固体潤滑効果が低下する。一方、黒鉛粉末の添加量が多いとパーライトの量が増えて鉄部の硬さの上昇を招くとともに、金属粉同士の結合が阻害され材料強度が低下するために、シャフトおよび軸受の摩耗量が増大する。よって、黒鉛粉の添加量は1.5〜3.7%とする。
本発明では、鉄合金相中に黒鉛相を形成するため、焼結温度は重要である。焼結温度が低いと、鉄合金相中のフェライトの量が多くなり、硬さが低くなって軸受の摩耗量が増大する。一方、焼結温度が高いとパーライトの量が増えて硬さが硬くなるため、シャフトの摩耗量が増大するとともに鉄合金相の強度が低下して軸受の摩耗量が増大する。よって、焼結温度は950〜1030℃とする。
以下、本発明を実施例によりさらに詳細に説明する。
軸受の焼結合金を作製するために下記の原料粉末を用意した。
1.鉱石還元鉄粉(平均粒径:100μm)
2.銅箔粉
(平均粒径:10μm、20μm、50μm、100μm、150μm、200μm)
3.電解銅粉(平均粒径:50μm)
4.天然黒鉛粉(平均粒径:20μm、60μm、100μm)
5.ステアリン酸亜鉛

上記試料に対して軸受の内径面の銅相の面積率、鉄合金基地中のフェライト面積率、硬さ、圧環強さ、および軸受とシャフトの摩耗量を測定した。摩耗量の測定は、水平にしたモータの回転軸にS45C製のシャフトを取り付け、このシャフトをハウジングに取り付けた軸受に隙間を持たせて挿入し、ハウジングに垂直方向の荷重を与えた状態でシャフトを回転させて行った。この試験の周囲の温度は80℃に保持し、シャフトの回転数を3000rpm、負荷面圧を1MPaとした。軸受およびシャフトの摩耗量は、試験前の内径および外径の寸法と、1000時間運転後の寸法との差とした。以上の結果を表2に示す。
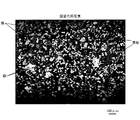
図1は本発明例の軸受内径面のSEM写真である。図1に示すように、本発明例の軸受内径面には、鉄合金相中に銅相と黒鉛相が分散し、銅相は軸受内径面に平行に配置されている。このような銅相により軸受内径面の銅相の面積率が増大し、上記したような摺動性能の向上が得られる。
Claims (3)
- 軸の外周面を支持する軸受面を有する鉄系焼結軸受であって、焼結合金の全体組成が、質量比で、Cu:2.0〜9.0%、C:1.5〜3.7%、残部:Feおよび不可避不純物からなり、
軸受の内部は、面積率でフェライトが20〜85%および残部がパーライトからなる鉄合金相中に、軸受の軸方向に対して交差する方向に延在する銅相と、黒鉛相および気孔が分散する金属組織を示し、
前記軸受面に、銅相が8〜40%の面積率で露出していることを特徴とする鉄系焼結軸受。 - 型孔を有するダイと、前記型孔内に配置されるコアロッドと、前記ダイの型孔と前記コアロッドの外周とに摺動自在に嵌合する下パンチとから構成されるキャビティに原料粉末を充填し、この原料粉末を、前記ダイの型孔と前記コアロッドの外周とに摺動自在に嵌合する上パンチと前記下パンチとにより圧粉成形し、得られた圧粉体を焼結する鉄系焼結軸受の製造方法において、
前記原料粉末は、平均粒径が20〜150μmである扁平状の銅粉を2.0〜9.0質量%と、平均粒径が40〜80μmの黒鉛粉を1.5〜3.7質量%とを鉄粉に添加し混合したものであり、
前記焼結の温度は950〜1030℃であることを特徴とする鉄系焼結軸受の製造方法。 - 前記銅粉の粒子径と厚さの比が2.5〜20であることを特徴とする請求項2に記載の鉄系焼結軸受の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245492A JP5247329B2 (ja) | 2008-09-25 | 2008-09-25 | 鉄系焼結軸受およびその製造方法 |
| KR1020090013418A KR101101078B1 (ko) | 2008-09-25 | 2009-02-18 | 철계 소결 베어링 및 그 제조 방법 |
| CN2009101307995A CN101684536B (zh) | 2008-09-25 | 2009-02-20 | 铁系烧结轴承及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245492A JP5247329B2 (ja) | 2008-09-25 | 2008-09-25 | 鉄系焼結軸受およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010077474A true JP2010077474A (ja) | 2010-04-08 |
| JP5247329B2 JP5247329B2 (ja) | 2013-07-24 |
Family
ID=42047908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008245492A Expired - Fee Related JP5247329B2 (ja) | 2008-09-25 | 2008-09-25 | 鉄系焼結軸受およびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5247329B2 (ja) |
| KR (1) | KR101101078B1 (ja) |
| CN (1) | CN101684536B (ja) |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012092441A (ja) * | 2010-09-30 | 2012-05-17 | Hitachi Powdered Metals Co Ltd | 焼結バルブガイド材およびその製造方法 |
| CN102689013A (zh) * | 2012-06-06 | 2012-09-26 | 海安县鹰球集团有限公司 | 铁基粉末冶金高韧性含油轴承及其制造方法 |
| WO2013042664A1 (ja) * | 2011-09-22 | 2013-03-28 | Ntn株式会社 | 焼結軸受およびその製造方法 |
| JP2013079438A (ja) * | 2011-09-22 | 2013-05-02 | Ntn Corp | 焼結軸受およびその製造方法 |
| JP2013159795A (ja) * | 2012-02-02 | 2013-08-19 | Ntn Corp | 焼結軸受の製造方法 |
| JP2013159796A (ja) * | 2012-02-02 | 2013-08-19 | Ntn Corp | 焼結軸受の製造方法 |
| WO2014017456A1 (ja) * | 2012-07-26 | 2014-01-30 | Ntn株式会社 | 焼結軸受 |
| JP2014025086A (ja) * | 2012-07-24 | 2014-02-06 | Ntn Corp | 焼結軸受 |
| JP2014505208A (ja) * | 2010-11-29 | 2014-02-27 | ヒュンダイ スチール カンパニー | 焼結軸受およびその製造方法 |
| WO2014065316A1 (ja) * | 2012-10-24 | 2014-05-01 | Ntn株式会社 | 焼結軸受 |
| CN104073746A (zh) * | 2013-03-29 | 2014-10-01 | 日立化成株式会社 | 滑动构件用铁基烧结合金及其制造方法 |
| JP2014209023A (ja) * | 2013-03-25 | 2014-11-06 | Ntn株式会社 | 振動モータ |
| JP2015137660A (ja) * | 2014-01-20 | 2015-07-30 | Ntn株式会社 | 焼結軸受 |
| JP2016023349A (ja) * | 2014-07-23 | 2016-02-08 | Ntn株式会社 | 焼結機械部品 |
| JP2016153531A (ja) * | 2016-03-28 | 2016-08-25 | Ntn株式会社 | 焼結軸受 |
| CN106402145A (zh) * | 2011-09-22 | 2017-02-15 | Ntn株式会社 | 烧结轴承及其制造方法 |
| JP2017066491A (ja) * | 2015-09-30 | 2017-04-06 | Ntn株式会社 | 粉末冶金用粉末、圧粉体、焼結部品の製造方法 |
| JP2017161072A (ja) * | 2017-03-17 | 2017-09-14 | Ntn株式会社 | 焼結軸受 |
| JP2017179611A (ja) * | 2017-06-30 | 2017-10-05 | Ntn株式会社 | 焼結軸受 |
| WO2017199456A1 (ja) * | 2016-05-19 | 2017-11-23 | 日立化成株式会社 | 鉄系焼結含油軸受 |
| WO2018021501A1 (ja) * | 2016-07-29 | 2018-02-01 | 株式会社ダイヤメット | 鉄銅基焼結含油軸受及びその製造方法 |
| JP2018025288A (ja) * | 2016-07-29 | 2018-02-15 | 株式会社ダイヤメット | 鉄銅基焼結含油軸受及びその製造方法 |
| JP2018053308A (ja) * | 2016-09-28 | 2018-04-05 | マツダ株式会社 | ダイカスト金型用銅含有鉄系焼結合金、その製造方法、及び当該ダイカスト金型用銅含有鉄系焼結合金を用いて製造されたダイカスト金型 |
| WO2018079670A1 (ja) * | 2016-10-26 | 2018-05-03 | 株式会社ダイヤメット | 焼結含油軸受 |
| WO2019059248A1 (ja) | 2017-09-20 | 2019-03-28 | 株式会社ダイヤメット | 焼結含油軸受 |
| JP2019065323A (ja) * | 2017-09-29 | 2019-04-25 | 日立化成株式会社 | 鉄系焼結軸受及び鉄系焼結含油軸受 |
| JP2019085649A (ja) * | 2018-12-26 | 2019-06-06 | Ntn株式会社 | 焼結軸受 |
| WO2019130566A1 (ja) | 2017-12-28 | 2019-07-04 | 日立化成株式会社 | 焼結軸受及びその製造方法 |
| CN110144488A (zh) * | 2019-06-27 | 2019-08-20 | 浙江乐粉轨道交通科技有限公司 | 一种粉末冶金材料及其应用的摩擦体与摩擦盘 |
| JP2019138472A (ja) * | 2019-02-25 | 2019-08-22 | Ntn株式会社 | 焼結軸受を有する機器 |
| US10536048B2 (en) | 2013-03-25 | 2020-01-14 | Ntn Corporation | Method for manufacturing sintered bearing, sintered bearing, and vibration motor equipped with same |
| US10697495B2 (en) | 2016-07-29 | 2020-06-30 | Diamet Corporation | Iron-copper-based oil-impregnated sintered bearing and method for manufacturing same |
| US10907685B2 (en) | 2013-10-03 | 2021-02-02 | Ntn Corporation | Sintered bearing and manufacturing process therefor |
| US12129891B2 (en) | 2015-03-27 | 2024-10-29 | Ntn Corporation | Sintered bearing and method of manufacturing same |
| WO2025142315A1 (ja) * | 2023-12-28 | 2025-07-03 | Ntn株式会社 | 焼結合金軸受 |
| JP2025104626A (ja) * | 2023-12-28 | 2025-07-10 | Ntn株式会社 | 焼結合金軸受 |
| JP2026060199A (ja) * | 2024-09-27 | 2026-04-08 | Ntn株式会社 | 焼結合金軸受 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5604981B2 (ja) * | 2009-05-28 | 2014-10-15 | Jfeスチール株式会社 | 粉末冶金用鉄基混合粉末 |
| CN103071800A (zh) * | 2012-11-23 | 2013-05-01 | 东睦(江门)粉末冶金有限公司 | 一种铁基含油轴承及其制备方法 |
| CN105648333A (zh) * | 2016-03-31 | 2016-06-08 | 泰安皆瑞金属科技有限公司 | 一种含铜铁基粉末冶金材料及其制备工艺 |
| CN108127111A (zh) * | 2017-11-22 | 2018-06-08 | 瑞安市钰易来汽摩零部件有限公司 | 一种烧结含油轴承及其制作工艺 |
| CN110646428A (zh) * | 2019-09-29 | 2020-01-03 | 山东大学 | 一种蠕墨铸铁金相定量分析方法及其应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4844108A (ja) * | 1971-10-12 | 1973-06-25 | ||
| JPS59110768A (ja) * | 1982-12-13 | 1984-06-26 | Toyota Motor Corp | 耐摩耗性鉄系焼結体およびその製造方法 |
| JPH11117940A (ja) * | 1997-04-19 | 1999-04-27 | Woo Chun Lee | 滑りベアリング及びその製造方法 |
| JP2003170298A (ja) * | 2001-09-28 | 2003-06-17 | Mitsubishi Materials Corp | 粉末成形金型及び粉末成形品の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100653953B1 (ko) * | 2001-06-29 | 2006-12-04 | 두산인프라코어 주식회사 | 소결베어링의 제조방법 |
| CN1316173C (zh) * | 2004-12-24 | 2007-05-16 | 上海汽车股份有限公司 | 含油轴承块的粉末冶金制造方法 |
-
2008
- 2008-09-25 JP JP2008245492A patent/JP5247329B2/ja not_active Expired - Fee Related
-
2009
- 2009-02-18 KR KR1020090013418A patent/KR101101078B1/ko not_active Expired - Fee Related
- 2009-02-20 CN CN2009101307995A patent/CN101684536B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4844108A (ja) * | 1971-10-12 | 1973-06-25 | ||
| JPS59110768A (ja) * | 1982-12-13 | 1984-06-26 | Toyota Motor Corp | 耐摩耗性鉄系焼結体およびその製造方法 |
| JPH11117940A (ja) * | 1997-04-19 | 1999-04-27 | Woo Chun Lee | 滑りベアリング及びその製造方法 |
| JP2003170298A (ja) * | 2001-09-28 | 2003-06-17 | Mitsubishi Materials Corp | 粉末成形金型及び粉末成形品の製造方法 |
Cited By (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101365816B1 (ko) * | 2010-09-30 | 2014-02-20 | 히다치 훈마츠 야킨 가부시키가이샤 | 소결 밸브 가이드재 및 그 제조 방법 |
| JP2012092441A (ja) * | 2010-09-30 | 2012-05-17 | Hitachi Powdered Metals Co Ltd | 焼結バルブガイド材およびその製造方法 |
| EP2647858A4 (en) * | 2010-11-29 | 2017-05-31 | Hyundai Steel Company | Sintered bearing and preparation method thereof |
| JP2014505208A (ja) * | 2010-11-29 | 2014-02-27 | ヒュンダイ スチール カンパニー | 焼結軸受およびその製造方法 |
| WO2013042664A1 (ja) * | 2011-09-22 | 2013-03-28 | Ntn株式会社 | 焼結軸受およびその製造方法 |
| JP2013079438A (ja) * | 2011-09-22 | 2013-05-02 | Ntn Corp | 焼結軸受およびその製造方法 |
| CN106402145A (zh) * | 2011-09-22 | 2017-02-15 | Ntn株式会社 | 烧结轴承及其制造方法 |
| US10081056B2 (en) | 2011-09-22 | 2018-09-25 | Ntn Corporation | Sintered bearing and method for manufacturing same |
| US11433455B2 (en) | 2011-09-22 | 2022-09-06 | Ntn Corporation | Sintered bearing and method for manufacturing same |
| JP2013159796A (ja) * | 2012-02-02 | 2013-08-19 | Ntn Corp | 焼結軸受の製造方法 |
| JP2013159795A (ja) * | 2012-02-02 | 2013-08-19 | Ntn Corp | 焼結軸受の製造方法 |
| CN102689013A (zh) * | 2012-06-06 | 2012-09-26 | 海安县鹰球集团有限公司 | 铁基粉末冶金高韧性含油轴承及其制造方法 |
| JP2014025086A (ja) * | 2012-07-24 | 2014-02-06 | Ntn Corp | 焼結軸受 |
| JP2014025527A (ja) * | 2012-07-26 | 2014-02-06 | Ntn Corp | 焼結軸受 |
| WO2014017456A1 (ja) * | 2012-07-26 | 2014-01-30 | Ntn株式会社 | 焼結軸受 |
| US10125819B2 (en) | 2012-07-26 | 2018-11-13 | Ntn Corporation | Sintered bearing |
| WO2014065316A1 (ja) * | 2012-10-24 | 2014-05-01 | Ntn株式会社 | 焼結軸受 |
| US11248653B2 (en) | 2012-10-24 | 2022-02-15 | Ntn Corporation | Sintered bearing |
| CN104755775A (zh) * | 2012-10-24 | 2015-07-01 | Ntn株式会社 | 烧结轴承 |
| US10590990B2 (en) | 2012-10-24 | 2020-03-17 | Ntn Corporation | Sintered bearing |
| CN109014218A (zh) * | 2012-10-24 | 2018-12-18 | Ntn株式会社 | 烧结轴承 |
| US10536048B2 (en) | 2013-03-25 | 2020-01-14 | Ntn Corporation | Method for manufacturing sintered bearing, sintered bearing, and vibration motor equipped with same |
| JP2019002570A (ja) * | 2013-03-25 | 2019-01-10 | Ntn株式会社 | 振動モータ |
| JP2014209023A (ja) * | 2013-03-25 | 2014-11-06 | Ntn株式会社 | 振動モータ |
| CN104073746A (zh) * | 2013-03-29 | 2014-10-01 | 日立化成株式会社 | 滑动构件用铁基烧结合金及其制造方法 |
| US10907685B2 (en) | 2013-10-03 | 2021-02-02 | Ntn Corporation | Sintered bearing and manufacturing process therefor |
| JP2015137660A (ja) * | 2014-01-20 | 2015-07-30 | Ntn株式会社 | 焼結軸受 |
| JP2016023349A (ja) * | 2014-07-23 | 2016-02-08 | Ntn株式会社 | 焼結機械部品 |
| US12129891B2 (en) | 2015-03-27 | 2024-10-29 | Ntn Corporation | Sintered bearing and method of manufacturing same |
| JP2017066491A (ja) * | 2015-09-30 | 2017-04-06 | Ntn株式会社 | 粉末冶金用粉末、圧粉体、焼結部品の製造方法 |
| JP2016153531A (ja) * | 2016-03-28 | 2016-08-25 | Ntn株式会社 | 焼結軸受 |
| WO2017199456A1 (ja) * | 2016-05-19 | 2017-11-23 | 日立化成株式会社 | 鉄系焼結含油軸受 |
| JPWO2017199456A1 (ja) * | 2016-05-19 | 2018-11-08 | 日立化成株式会社 | 鉄系焼結含油軸受 |
| JP2018025288A (ja) * | 2016-07-29 | 2018-02-15 | 株式会社ダイヤメット | 鉄銅基焼結含油軸受及びその製造方法 |
| WO2018021501A1 (ja) * | 2016-07-29 | 2018-02-01 | 株式会社ダイヤメット | 鉄銅基焼結含油軸受及びその製造方法 |
| US10428873B2 (en) | 2016-07-29 | 2019-10-01 | Diamet Corporation | Iron-copper-based oil-impregnated sintered bearing and method for manufacturing same |
| US10697495B2 (en) | 2016-07-29 | 2020-06-30 | Diamet Corporation | Iron-copper-based oil-impregnated sintered bearing and method for manufacturing same |
| JP2018053308A (ja) * | 2016-09-28 | 2018-04-05 | マツダ株式会社 | ダイカスト金型用銅含有鉄系焼結合金、その製造方法、及び当該ダイカスト金型用銅含有鉄系焼結合金を用いて製造されたダイカスト金型 |
| JPWO2018079670A1 (ja) * | 2016-10-26 | 2019-09-19 | 株式会社ダイヤメット | 焼結含油軸受 |
| WO2018079670A1 (ja) * | 2016-10-26 | 2018-05-03 | 株式会社ダイヤメット | 焼結含油軸受 |
| EP3534023A4 (en) * | 2016-10-26 | 2020-07-22 | Diamet Corporation | OIL IMPREGNATED Sintered metal bearing |
| US10865828B2 (en) | 2016-10-26 | 2020-12-15 | Diamet Corporation | Oil-impregnated sintered bearing |
| JP2017161072A (ja) * | 2017-03-17 | 2017-09-14 | Ntn株式会社 | 焼結軸受 |
| JP2017179611A (ja) * | 2017-06-30 | 2017-10-05 | Ntn株式会社 | 焼結軸受 |
| WO2019059248A1 (ja) | 2017-09-20 | 2019-03-28 | 株式会社ダイヤメット | 焼結含油軸受 |
| US11648611B2 (en) | 2017-09-20 | 2023-05-16 | Diamet Corporation | Sintered oil-impregnated bearing |
| JP7024291B2 (ja) | 2017-09-29 | 2022-02-24 | 昭和電工マテリアルズ株式会社 | 鉄系焼結軸受及び鉄系焼結含油軸受 |
| JP2019065323A (ja) * | 2017-09-29 | 2019-04-25 | 日立化成株式会社 | 鉄系焼結軸受及び鉄系焼結含油軸受 |
| WO2019130566A1 (ja) | 2017-12-28 | 2019-07-04 | 日立化成株式会社 | 焼結軸受及びその製造方法 |
| JP2019085649A (ja) * | 2018-12-26 | 2019-06-06 | Ntn株式会社 | 焼結軸受 |
| JP2019138472A (ja) * | 2019-02-25 | 2019-08-22 | Ntn株式会社 | 焼結軸受を有する機器 |
| CN110144488A (zh) * | 2019-06-27 | 2019-08-20 | 浙江乐粉轨道交通科技有限公司 | 一种粉末冶金材料及其应用的摩擦体与摩擦盘 |
| CN110144488B (zh) * | 2019-06-27 | 2024-06-04 | 浙江乐粉轨道交通科技有限公司 | 一种粉末冶金材料及其应用的摩擦体与摩擦盘 |
| WO2025142315A1 (ja) * | 2023-12-28 | 2025-07-03 | Ntn株式会社 | 焼結合金軸受 |
| JP2025104626A (ja) * | 2023-12-28 | 2025-07-10 | Ntn株式会社 | 焼結合金軸受 |
| JP2026060199A (ja) * | 2024-09-27 | 2026-04-08 | Ntn株式会社 | 焼結合金軸受 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100035080A (ko) | 2010-04-02 |
| KR101101078B1 (ko) | 2011-12-30 |
| JP5247329B2 (ja) | 2013-07-24 |
| CN101684536A (zh) | 2010-03-31 |
| CN101684536B (zh) | 2012-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5247329B2 (ja) | 鉄系焼結軸受およびその製造方法 | |
| CN102062149B (zh) | 高性能铁基粉末冶金含油自润滑轴承及其生产工艺 | |
| CN104755775B (zh) | 烧结轴承 | |
| JP5059022B2 (ja) | 粉末冶金用鉄−銅複合粉末及びその製造方法 | |
| CN104204247B (zh) | 烧结轴承及其制造方法 | |
| JP6817094B2 (ja) | 鉄銅基焼結含油軸受及びその製造方法 | |
| JP5675090B2 (ja) | 焼結含油軸受及びその製造方法 | |
| CN108103420B (zh) | 铁基烧结滑动构件及其制备方法 | |
| JP6760807B2 (ja) | 銅基焼結合金含油軸受 | |
| JP2014211227A (ja) | 焼結含油軸受およびその製造方法 | |
| JP6440297B2 (ja) | Cu基焼結軸受 | |
| JP6424983B2 (ja) | 鉄系焼結含油軸受 | |
| JPWO1999008012A1 (ja) | 焼結軸受用複合金属粉末および焼結含油軸受 | |
| JP2021099134A (ja) | 焼結含油軸受およびその製造方法 | |
| JP2014209023A (ja) | 振動モータ | |
| JP2019065323A (ja) | 鉄系焼結軸受及び鉄系焼結含油軸受 | |
| CN107855517A (zh) | 一种含油轴承粉末冶金材料及其制备方法 | |
| WO2017150271A1 (ja) | Cu基焼結摺動材およびその製造方法 | |
| JP6548952B2 (ja) | 焼結軸受及びその製造方法 | |
| JPWO2018100660A1 (ja) | 鉄系焼結含油軸受 | |
| US6833018B1 (en) | Powder metal materials including glass | |
| JP6536866B1 (ja) | 焼結軸受、焼結軸受装置及び回転装置 | |
| CN102227569A (zh) | 轴承材料 | |
| CN114540697B (zh) | 一种超细Fe-Cu-SiC-C-Al2O3复合材料及其制备方法 | |
| JPH04124248A (ja) | 含油軸受用焼結合金およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130409 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5247329 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |