JP2010201401A - 押出触媒成形体の製造方法 - Google Patents
押出触媒成形体の製造方法 Download PDFInfo
- Publication number
- JP2010201401A JP2010201401A JP2009052849A JP2009052849A JP2010201401A JP 2010201401 A JP2010201401 A JP 2010201401A JP 2009052849 A JP2009052849 A JP 2009052849A JP 2009052849 A JP2009052849 A JP 2009052849A JP 2010201401 A JP2010201401 A JP 2010201401A
- Authority
- JP
- Japan
- Prior art keywords
- catalyst
- mixed powder
- wet mixed
- extruded
- repose
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Catalysts (AREA)
Abstract
【課題】湿式混合粉を押出成形機に円滑に搬送でき、しかも押出成形機における閉塞を起こすことなく、触媒物性を満足する触媒成形体を得ることができる押出触媒成形体の製造方法を提供する。
【解決手段】触媒原料粉末と、溶媒と、更に必要なら補強用繊維とを含み、且つ安息角が30°以上である湿式混合粉2を、ベルト式供給機3にて搬送し、押出成形機11のホッパー12に投入し、次いで押出す押出触媒成形体14の製造方法である。
【選択図】図1
【解決手段】触媒原料粉末と、溶媒と、更に必要なら補強用繊維とを含み、且つ安息角が30°以上である湿式混合粉2を、ベルト式供給機3にて搬送し、押出成形機11のホッパー12に投入し、次いで押出す押出触媒成形体14の製造方法である。
【選択図】図1
Description
本発明は、押出触媒成形体の製造方法に関する。
化学反応プロセスの反応器に充填される触媒として、触媒原料粉末と、水等の溶媒を含む湿式混合粉である成形材料を押出成形法により円柱形または円筒形等の形状に成形した押出成形体が知られている(例えば特許文献1参照)。
従来、このような押出触媒成形体の製造方法として、例えば、湿式混合粉を、振動式供給機(フィーダー)で押出成形機に供給して、押出成形することが行われている。図2は、従来の押出触媒成形体の製造方法の概略を示す一部破断側面図である。図2に示すように、貯蔵ホッパー1から落下した湿式混合粉2は、振動式供給機6の斜め下方に傾けた滑り台7の上を、振動により搬送され、押出成形機のホッパー12に投入され、ダイ13から押出成形される。
しかしながら、振動式供給機にて搬送可能な粉性状では、押出圧が高くなりすぎて、押出成形機で閉塞しやすく、さらに満足する触媒物性の成形体が得られ難い。一方、押出し可能な粉性状とするため、湿式混合粉2の溶媒含有量を増加させると、押出成形機における閉塞は解消され、また触媒物性を満足する触媒成形体が得られるが、振動式供給機による搬送ができないという問題がある。
本発明の課題は、湿式混合粉を押出成形機に円滑に搬送でき、しかも押出成形機における閉塞を起こすことなく、触媒物性を満足する触媒成形体を得ることができる押出触媒成形体の製造方法を提供することにある。
本発明者は、上記課題を達成すべく鋭意研究を重ねた結果、湿式混合粉の安息角を30°以上とし、しかも湿式混合粉の搬送をベルト式供給機により行うことにより、前記課題を解決し得ることを見出し、本発明を完成するに至った。
すなわち、本発明は、以下の押出触媒成形体の製造方法を提供するものである。
(1)触媒原料粉末と溶媒とを含み、且つ安息角が30°以上である湿式混合粉を、ベルト式供給機にて搬送し、押出成形機のホッパーに投入し、次いで押出すことを特徴とする押出触媒成形体の製造方法。
(2)前記触媒原料粉末が、リンおよびモリブテンを含み、かつバナジウム、カリウム、ルビジウム、セシウムおよびタリウムから選ばれる少なくとも1つの元素と、銅、ヒ素、アンチモン、ホウ素、銀、ビスマス、鉄、コバルト、ランタンおよびセリウムから選ばれる少なくとも1つの元素とを含むヘテロポリ酸である上記(1)に記載の製造方法。
(3)前記湿式混合粉が、更に補強用繊維を含む上記(1)または(2)に記載の製造方法。
(4)前記溶媒が、バインダー成分を溶解した溶媒である上記(1)〜(3)のいずれかに記載の製造方法。
(5)湿式混合粉の安息角が30°〜70°である上記項(1)〜(4)のいずれかに記載の製造方法。
(1)触媒原料粉末と溶媒とを含み、且つ安息角が30°以上である湿式混合粉を、ベルト式供給機にて搬送し、押出成形機のホッパーに投入し、次いで押出すことを特徴とする押出触媒成形体の製造方法。
(2)前記触媒原料粉末が、リンおよびモリブテンを含み、かつバナジウム、カリウム、ルビジウム、セシウムおよびタリウムから選ばれる少なくとも1つの元素と、銅、ヒ素、アンチモン、ホウ素、銀、ビスマス、鉄、コバルト、ランタンおよびセリウムから選ばれる少なくとも1つの元素とを含むヘテロポリ酸である上記(1)に記載の製造方法。
(3)前記湿式混合粉が、更に補強用繊維を含む上記(1)または(2)に記載の製造方法。
(4)前記溶媒が、バインダー成分を溶解した溶媒である上記(1)〜(3)のいずれかに記載の製造方法。
(5)湿式混合粉の安息角が30°〜70°である上記項(1)〜(4)のいずれかに記載の製造方法。
本発明によれば、触媒原料粉末と溶媒とを含み、且つ安息角が30°以上である湿式混合粉を、ベルト式供給機にて搬送し、押出成形機のホッパーに投入し、次いで押出すことにより、湿式混合粉を押出成形機に円滑に搬送でき、しかも押出成形機における閉塞を起こすことなく、触媒物性を満足する触媒成形体を得ることができるという効果がある。
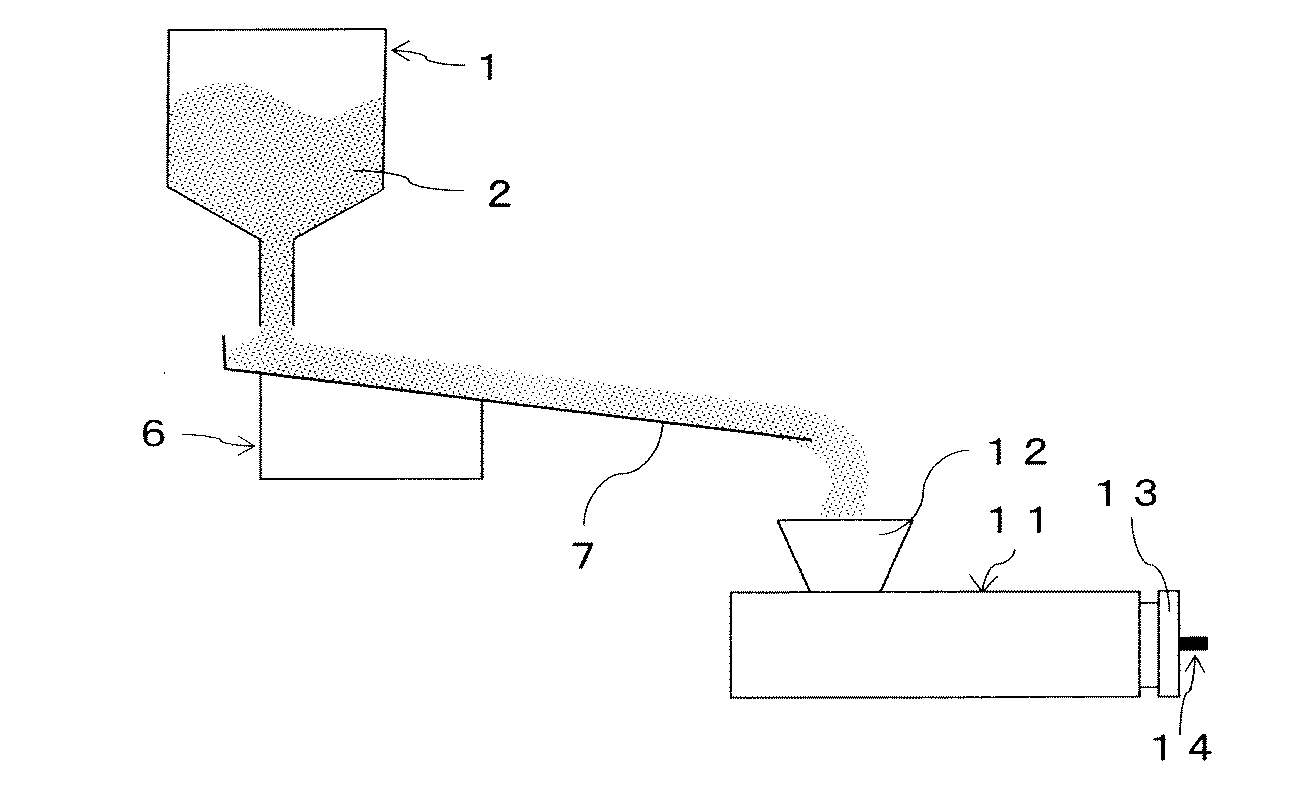
図1は、本発明の押出触媒成形体の製造方法の概略を示す一部破断側面図である。図1に示すように、成形材料である湿式混合粉2は、貯蔵ホッパー1からベルト式供給機3のベルト5上に落下し、該ベルト5上をプーリ4の回転により搬送され、押出成形機11のホッパー12に投入され、ダイ13から押出成形され、押出成形体14が得られる。
本発明で成形材料として用いる湿式混合粉は、触媒原料粉末と溶媒とを混合したものである。また、湿式混合粉は、得られる成形体の機械的強度を向上させる点から補強用繊維を含んでいてもよい。更に、上記溶媒は、バインダー成分を溶解した溶媒であってもよい。
前記触媒原料粉末としては、特に限定されるものではないが、例えば、リンおよびモリブテンを含み、かつバナジウム、カリウム、ルビジウム、セシウムおよびタリウムから選ばれる少なくとも1つの元素と、銅、ヒ素、アンチモン、ホウ素、銀、ビスマス、鉄、コバルト、ランタンおよびセリウムから選ばれる少なくとも1つの元素とを含むヘテロポリ酸であるのが好ましい。
また、触媒原料粉末としては、新たに調製したものであってもよいし、既に触媒として使用したものを再生したものであっても構わない。
前記補強用繊維としては、例えばガラス繊維、炭素繊維、炭化ケイ素繊維、アルミナ繊維等の無機繊維;ポリエステル繊維、ポリアミド繊維(ナイロン繊維等)、ポリイミド繊維等の合成繊維等が挙げられる。
補強用繊維の繊維長は、成形体の大きさ等によって決定されるため、特に限定されるものではないが、平均繊維長としては0 .01〜1mm 、好ましくは0.1〜0.8mm、平均繊維径としては1〜10μm、好ましくは1.5〜5μmであるのがよい。補強用繊維の含有量としては、触媒原料粉末(以下、「触媒粉末」と言う)(乾燥重量)100重量部に対して1〜30重量部、好ましくは2〜20重量部であるのがよい。
補強用繊維の繊維長は、成形体の大きさ等によって決定されるため、特に限定されるものではないが、平均繊維長としては0 .01〜1mm 、好ましくは0.1〜0.8mm、平均繊維径としては1〜10μm、好ましくは1.5〜5μmであるのがよい。補強用繊維の含有量としては、触媒原料粉末(以下、「触媒粉末」と言う)(乾燥重量)100重量部に対して1〜30重量部、好ましくは2〜20重量部であるのがよい。
前記バインダー成分としては、例えば硝酸アンモニウム、炭酸アンモニウム、硫酸アンモニウム、塩化アンモニウム、塩化ナトリウム等の無機塩;セルロース、ポリビニルアルコール、ピリジン、ポリアクリルアミド、エチレングリコール、ポリエチレングリコール、グリセリン等の有機化合物等が挙げられる。
バインダー成分の含有量としては、触媒粉末100重量部に対して1〜20重量部、好ましくは1〜10重量部であるのがよい。
バインダー成分の含有量としては、触媒粉末100重量部に対して1〜20重量部、好ましくは1〜10重量部であるのがよい。
前記溶媒としては、例えば水、メタノール、エタノール、プロピルアルコール等の炭素数1〜4のアルコール;ヘキサン、ヘプタン等の炭化水素;流動パラフィン、大豆油、白絞油、軽油、灯油等のパラフィン類等が挙げられる。溶媒の含有量としては、触媒粉末100重量部に対して1〜20重量部、好ましくは1〜10重量部であるのがよい。
本発明においては、触媒原料粉末と溶媒とを含み、必要に応じて、補強用繊維および/またはバインダー成分を含む湿式混合粉は安息角が30°以上であることが必要である。湿式混合粉の安息角が30°未満であれば、湿式混合粉が押出成形機内で圧縮され硬化物となることから、押出成形機の押出圧が高くなって押出成形機内で閉塞を生じたり、得られる触媒の物性が不十分となるおそれがある。安息角は30°〜70°程度であるのが好ましい。
湿式混合粉の安息角を30°以上に調整するには、触媒原料粉末や補強用繊維などの固形原料に対する溶媒の添加量を調整すればよい。具体的には、溶媒の添加量が多いほど、安息角は高くなる。なお、本発明において、湿式混合粉の安息角は、注入法(漏斗に入れて粉末を自然落下させ、水平面に堆積させた時に粉末の作る角度を測定する方法。JIS R 9301-2-2アルミナ粉末−第2部:物性測定方法−2:安息角など)により測定したものをいう。
図1に示されるように、安息角30°以上の湿式混合粉2は、ベルト式供給機3のベルト5上を搬送され、押出成形機のホッパー12に投入される。ここで、使用するベルト5の表面の材質は特に限定されるものではないが、例えば各種ゴム材、合成樹脂などがあげられる。ベルト5の搬送速度は、特に制限されないが、好ましくは0.2〜5m/分である。
なお、ベルト式供給機3は、定量供給性に優れていることから、押出成形機11のホッパー12内に湿式混合粉2を過剰供給することがないため、ホッパー12内における閉塞のおそれがないという利点がある。
このような湿式混合粉である成形材料から押出成形体を製造するのに使用する押出成形機としては、特に限定されることなく、スクリュー、ダイ、駆動機構、加熱機構等を備えた公知のものをいずれも使用することができる。
押出成形機により、湿式混合粉である成形材料を押し出して成形する。成形材料は、ダイ13から、例えば1mm〜10mm程度の径で、通常は連続的に押し出される。そして、例えば1mm〜20mm程度の長さで、ダイから押し出された成形物を切断することで、目的の押出成形体14を得ることができる。得られた押出成形体14は、用途により、そのままで用いられてもよいし、焼成などの後処理を施されてから用いられてもよい。
以下、実施例および比較例を挙げて、本発明を更に具体的に説明する。但し、本発明は、以下の実施例のみに限定されるものではない。
(1)触媒原料粉末の製造
メタクリル酸製造用触媒として、使用済の触媒を再生した触媒原料粉末を用いて、以下のようにして、成形材料である湿式混合粉を調製した。
触媒原料粉末としては、リン、モリブテン、バナジウム、アンチモン、銅およびセシウムから選ばれる元素をそれぞれ1.5、12、0.5、0.5、0.3および1.4の原子比で含むヘテロポリ酸を用いた。
補強用繊維としては、平均繊維長0.1mm、平均繊維径2μmのアルミナ繊維を用いた。この補強用繊維を、上記原料粉末(乾燥重量)100重量部に対して4重量部の割合で添加して触媒粉末を得た。
この触媒粉末100重量部に対して、表1に示す所定量の純水に硝酸アンモニウム(バインダー成分)を13重量部溶解させた水溶液を混合して、成形材料を得た。
メタクリル酸製造用触媒として、使用済の触媒を再生した触媒原料粉末を用いて、以下のようにして、成形材料である湿式混合粉を調製した。
触媒原料粉末としては、リン、モリブテン、バナジウム、アンチモン、銅およびセシウムから選ばれる元素をそれぞれ1.5、12、0.5、0.5、0.3および1.4の原子比で含むヘテロポリ酸を用いた。
補強用繊維としては、平均繊維長0.1mm、平均繊維径2μmのアルミナ繊維を用いた。この補強用繊維を、上記原料粉末(乾燥重量)100重量部に対して4重量部の割合で添加して触媒粉末を得た。
この触媒粉末100重量部に対して、表1に示す所定量の純水に硝酸アンモニウム(バインダー成分)を13重量部溶解させた水溶液を混合して、成形材料を得た。
(2)押出触媒成形体の調製
図1に示したベルト式供給機(実施例)および図2に示した振動式供給機(比較例)をそれぞれ用いて、貯蔵ホッパー1から落下した成形材料(湿式混合粉2)を、貯蔵ホッパー1から約1m離れた押出成形機のホッパー12に搬送し、押出成形機のホッパー12に落下させて投入した。そして、押出成形機11にて、成形材料を1500mm/分の押出速度にて直径5mmの円柱状に連続的に押出しながら、これを長さ6mmで切断して押出触媒成形体を得た。押出成形機としては、混練−真空押出成形機(宮崎鉄工(株)製)を用いた。得られた押出触媒成形体は、予備乾燥後、空気気流中で焼成し、冷却させた。
図1に示したベルト式供給機(実施例)および図2に示した振動式供給機(比較例)をそれぞれ用いて、貯蔵ホッパー1から落下した成形材料(湿式混合粉2)を、貯蔵ホッパー1から約1m離れた押出成形機のホッパー12に搬送し、押出成形機のホッパー12に落下させて投入した。そして、押出成形機11にて、成形材料を1500mm/分の押出速度にて直径5mmの円柱状に連続的に押出しながら、これを長さ6mmで切断して押出触媒成形体を得た。押出成形機としては、混練−真空押出成形機(宮崎鉄工(株)製)を用いた。得られた押出触媒成形体は、予備乾燥後、空気気流中で焼成し、冷却させた。
<評価>
上記押出触媒成形体の調製において、成形材料の安息角を測定し、また成形材料供給性の試験を行った。試験方法は、以下の通りである。
(イ)成形材料(湿式混合粉)の安息角の測定
安息角は前記した注入法により測定した。
(ロ)成形材料供給性
下記基準に基づいて、成形材料の供給性を評価した。
○:成形材料が、円滑に押出成形機のホッパーに供給された(供給良好)。
×:成形材料が、供給機上に停滞した(供給不良)。
表1に、純水の配合量(重量部)、成形材料の安息角、および成形材料供給性の試験結果を示す。表1において、安息角28°のRun 1は参考例であり、Run 2〜4のベルト式供給機の場合は実施例に相当し、Run 2〜4の振動式供給機の場合は比較例に相当するものである。
上記押出触媒成形体の調製において、成形材料の安息角を測定し、また成形材料供給性の試験を行った。試験方法は、以下の通りである。
(イ)成形材料(湿式混合粉)の安息角の測定
安息角は前記した注入法により測定した。
(ロ)成形材料供給性
下記基準に基づいて、成形材料の供給性を評価した。
○:成形材料が、円滑に押出成形機のホッパーに供給された(供給良好)。
×:成形材料が、供給機上に停滞した(供給不良)。
表1に、純水の配合量(重量部)、成形材料の安息角、および成形材料供給性の試験結果を示す。表1において、安息角28°のRun 1は参考例であり、Run 2〜4のベルト式供給機の場合は実施例に相当し、Run 2〜4の振動式供給機の場合は比較例に相当するものである。
表1から明らかなように、実施例(Run 2〜4のベルト式供給機)の場合は、安息角30°以上の成形材料の供給性がいずれも良好であるのに対して、比較例1〜3(Run 2〜4の振動式供給機)の場合は、安息角30°以上の成形材料の供給性がいずれも不良であることがわかる。
1 貯蔵ホッパー
2 湿式混合粉
3 ベルト式供給機
4 プーリ
5 ベルト
6 振動式供給機
7 滑り台
11 押出成形機
12 ホッパー
13 ダイ
14 押出成形体
2 湿式混合粉
3 ベルト式供給機
4 プーリ
5 ベルト
6 振動式供給機
7 滑り台
11 押出成形機
12 ホッパー
13 ダイ
14 押出成形体
Claims (5)
- 触媒原料粉末と溶媒とを含み、且つ安息角が30°以上である湿式混合粉を、ベルト式供給機にて搬送し、押出成形機のホッパーに投入し、次いで押出すことを特徴とする押出触媒成形体の製造方法。
- 前記原料粉末が、リンおよびモリブテンを含み、かつバナジウム、カリウム、ルビジウム、セシウムおよびタリウムから選ばれる少なくとも1つの元素と、銅、ヒ素、アンチモン、ホウ素、銀、ビスマス、鉄、コバルト、ランタンおよびセリウムから選ばれる少なくとも1つの元素とを含むヘテロポリ酸である請求項1に記載の製造方法。
- 湿式混合粉が、更に補強用繊維を含む請求項1または2に記載の製造方法。
- 溶媒が、バインダー成分を溶解した溶媒である請求項1〜3のいずれかに記載の製造方法。
- 湿式混合粉の安息角が30°〜70°である請求項1〜4のいずれかに記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009052849A JP2010201401A (ja) | 2009-03-06 | 2009-03-06 | 押出触媒成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009052849A JP2010201401A (ja) | 2009-03-06 | 2009-03-06 | 押出触媒成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010201401A true JP2010201401A (ja) | 2010-09-16 |
Family
ID=42963434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009052849A Pending JP2010201401A (ja) | 2009-03-06 | 2009-03-06 | 押出触媒成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010201401A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012036038A1 (ja) * | 2010-09-17 | 2012-03-22 | 株式会社日本触媒 | 不飽和アルデヒドおよび/または不飽和カルボン酸製造用触媒および該触媒を用いる不飽和アルデヒドおよび/または不飽和カルボン酸の製造方法 |
| WO2012073584A1 (ja) * | 2010-12-03 | 2012-06-07 | 株式会社日本触媒 | 不飽和カルボン酸製造用触媒および該触媒を用いる不飽和カルボン酸の製造方法 |
| KR20230037841A (ko) | 2021-09-10 | 2023-03-17 | 한국화학연구원 | 압출 성형에 의한 co2 직접 수소화 촉매의 제조방법 및 이에 따라 제조된 co2 직접 수소화 촉매 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0537780U (ja) * | 1991-10-09 | 1993-05-21 | バンドー化学株式会社 | ベルト式粉体定量供給装置 |
| JPH074019U (ja) * | 1993-06-23 | 1995-01-20 | 信越ポリマー株式会社 | プラスチック成形機等の押出量制御装置 |
| JP2000318017A (ja) * | 1999-05-07 | 2000-11-21 | Toshiba Mach Co Ltd | 2軸押出機とその2軸押出機による熱可塑性樹脂原料の脱水方法 |
| JP2003010691A (ja) * | 2001-06-29 | 2003-01-14 | Sumitomo Chem Co Ltd | メタクリル酸製造用触媒の製造方法およびメタクリル酸の製造方法 |
| JP2005232376A (ja) * | 2004-02-20 | 2005-09-02 | Nippon Zeon Co Ltd | 固体電解質用ポリエーテル重合体組成物 |
| JP2006255689A (ja) * | 2005-02-15 | 2006-09-28 | Mitsubishi Rayon Co Ltd | モリブデン含有固体成形触媒の製造方法 |
| JP2007090193A (ja) * | 2005-09-28 | 2007-04-12 | Sumitomo Chemical Co Ltd | メタクリル酸製造用触媒の製造方法及びメタクリル酸の製造方法 |
| JP2007260588A (ja) * | 2006-03-29 | 2007-10-11 | Sumitomo Chemical Co Ltd | メタクリル酸製造用触媒の製造方法及びメタクリル酸の製造方法。 |
-
2009
- 2009-03-06 JP JP2009052849A patent/JP2010201401A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0537780U (ja) * | 1991-10-09 | 1993-05-21 | バンドー化学株式会社 | ベルト式粉体定量供給装置 |
| JPH074019U (ja) * | 1993-06-23 | 1995-01-20 | 信越ポリマー株式会社 | プラスチック成形機等の押出量制御装置 |
| JP2000318017A (ja) * | 1999-05-07 | 2000-11-21 | Toshiba Mach Co Ltd | 2軸押出機とその2軸押出機による熱可塑性樹脂原料の脱水方法 |
| JP2003010691A (ja) * | 2001-06-29 | 2003-01-14 | Sumitomo Chem Co Ltd | メタクリル酸製造用触媒の製造方法およびメタクリル酸の製造方法 |
| JP2005232376A (ja) * | 2004-02-20 | 2005-09-02 | Nippon Zeon Co Ltd | 固体電解質用ポリエーテル重合体組成物 |
| JP2006255689A (ja) * | 2005-02-15 | 2006-09-28 | Mitsubishi Rayon Co Ltd | モリブデン含有固体成形触媒の製造方法 |
| JP2007090193A (ja) * | 2005-09-28 | 2007-04-12 | Sumitomo Chemical Co Ltd | メタクリル酸製造用触媒の製造方法及びメタクリル酸の製造方法 |
| JP2007260588A (ja) * | 2006-03-29 | 2007-10-11 | Sumitomo Chemical Co Ltd | メタクリル酸製造用触媒の製造方法及びメタクリル酸の製造方法。 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012036038A1 (ja) * | 2010-09-17 | 2012-03-22 | 株式会社日本触媒 | 不飽和アルデヒドおよび/または不飽和カルボン酸製造用触媒および該触媒を用いる不飽和アルデヒドおよび/または不飽和カルボン酸の製造方法 |
| JP5628930B2 (ja) * | 2010-09-17 | 2014-11-19 | 株式会社日本触媒 | 不飽和アルデヒドおよび/または不飽和カルボン酸製造用触媒および該触媒を用いる不飽和アルデヒドおよび/または不飽和カルボン酸の製造方法 |
| US9205414B2 (en) | 2010-09-17 | 2015-12-08 | Nippon Shokubai Co., Ltd. | Catalyst for producing unsaturated aldehyde and/or unsaturated carboxylic acid, and process for producing unsaturated aldehyde and/or unsaturated carboxylic acid using the catalyst |
| WO2012073584A1 (ja) * | 2010-12-03 | 2012-06-07 | 株式会社日本触媒 | 不飽和カルボン酸製造用触媒および該触媒を用いる不飽和カルボン酸の製造方法 |
| JP5628936B2 (ja) * | 2010-12-03 | 2014-11-19 | 株式会社日本触媒 | 不飽和カルボン酸製造用触媒および該触媒を用いる不飽和カルボン酸の製造方法 |
| US8940658B2 (en) | 2010-12-03 | 2015-01-27 | Nippon Shokubai Co., Ltd. | Catalyst for producing unsaturated carboxylic acid and a process for producing unsaturated carboxylic acid using the catalyst |
| KR20230037841A (ko) | 2021-09-10 | 2023-03-17 | 한국화학연구원 | 압출 성형에 의한 co2 직접 수소화 촉매의 제조방법 및 이에 따라 제조된 co2 직접 수소화 촉매 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104812957B (zh) | 短切碳纤维束及短切碳纤维束的制造方法 | |
| EP3814037A1 (en) | Flexible feedstock | |
| CN104910619A (zh) | 一种磨料刷丝组分及其磨料刷丝的生产方法 | |
| CN104151707B (zh) | 导热性能优良的碳纤维增强树脂复合材料及其制备方法 | |
| EP3296084B1 (en) | Filament for material extrusion-type three-dimensional printers, wound body composed of said filament, cartridge containing said filament, and method for producing resin molded article using said filament | |
| JP6745049B1 (ja) | ペレットの製造方法 | |
| TW201825439A (zh) | 在熔融沉積成型中用作支撐材料之絲狀纖維 | |
| CN104177823A (zh) | 碳纤维增强尼龙6树脂复合材料及制备方法 | |
| JP2010201401A (ja) | 押出触媒成形体の製造方法 | |
| JP7428649B2 (ja) | 3dプリンティング用の非中実コアフィラメント | |
| CN102167877B (zh) | 一种扩链再生聚丙烯材料及其制备方法 | |
| WO2016117161A1 (ja) | 炭素繊維強化・改質ポリエステル樹脂の製造方法 | |
| CN106029751B (zh) | 热塑性组合物 | |
| CN107641255A (zh) | 玻璃纤维增强聚丙烯复合材料及其制备方法 | |
| TWI428221B (zh) | 聚醯胺珠粒及珠粒製造方法 | |
| CN1424444A (zh) | 聚甲醛树脂制扁平纱线、其制造方法和用途 | |
| CN101712795A (zh) | 聚芳醚腈复合材料、聚芳醚腈棒材及其制备方法 | |
| KR20130032342A (ko) | 복수의 목분투입부와 다단 압출스크류에 의해 제조되는 합성목재 및 그 제조장치 | |
| JP2008284729A (ja) | 繊維含有樹脂造粒物及びその製造方法 | |
| CN1192872C (zh) | 熔体-成形聚合物组合物的方法 | |
| WO2013129094A1 (ja) | ペレット混合物及び樹脂成形品の製造方法 | |
| JP5091840B2 (ja) | 押出成形体の製造方法 | |
| TWI891946B (zh) | 液晶聚酯樹脂組成物、液晶聚酯纖維、纖維結構體,及熔融成形體 | |
| JP2008308768A (ja) | ガラスチョップドストランドマット、その製造方法及び自動車成形天井材 | |
| CN105690778A (zh) | 一种纤维级基于反应挤出的3d打印方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20110610 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20120828 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130305 |