JP2012004367A - ピッチ変換装置およびピッチ変換方法 - Google Patents
ピッチ変換装置およびピッチ変換方法 Download PDFInfo
- Publication number
- JP2012004367A JP2012004367A JP2010138339A JP2010138339A JP2012004367A JP 2012004367 A JP2012004367 A JP 2012004367A JP 2010138339 A JP2010138339 A JP 2010138339A JP 2010138339 A JP2010138339 A JP 2010138339A JP 2012004367 A JP2012004367 A JP 2012004367A
- Authority
- JP
- Japan
- Prior art keywords
- members
- entry
- pitch
- partition
- flat plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/026—Racks equipped with a displaceable load carrying surface to facilitate loading or unloading
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/34—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H10P72/3411—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading involving loading and unloading of wafers
- H10P72/3412—Batch transfer of wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7621—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by supporting two or more semiconductor substrates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Reciprocating Conveyors (AREA)
- Mounting Of Printed Circuit Boards And The Like (AREA)
- Feeding Of Articles To Conveyors (AREA)
- Manipulator (AREA)
Abstract
【解決手段】X方向に並列配置された複数の仕切部材90のピッチを変換する装置であって、X方向に並列配置され、隣り合う仕切部材90の間に進入する複数の進入部材11と、X方向に移動しながら複数の進入部材11を順番に押出して隣り合う仕切部材90の間に進入させる押出部材31と、を備えている。進入部材11は、隣り合う仕切部材90の間から退出する方向に付勢されている。
【選択図】図2
Description
しかしながら第2従来技術では、複数の進入部材を順番に移動させるため、複数の進入部材の高さを異ならせているので、ピッチ変換装置が大型化するという問題がある。
この発明によれば、第1方向における一方端部の第1進入部材に対して一方端部の第1平板状部材を位置決めすれば、他の平板状部材の位置は当該平板状部材の寸法誤差のみで決まるため、進入部材に対する平板状部材の位置ズレは小さくなる。そのため、複数の進入部材を隣接する平板状部材の間に対して確実に進入させることができる。
また、押出部材が第1方向に移動しながら複数の進入部材を順番に押出すので、進入部材の高さを異ならせる必要がない。したがって、ピッチ変換装置を小型化することができる。
この発明によれば、ピッチ変換作業の完了後には、全ての進入部材が隣り合う平板状部材の間から退出した状態になる。したがって、仕切部材が搭載されたラック等を後工程に搬送する際に、仕切部材と進入部材との干渉を回避することができる。
この発明によれば、仕切部材と進入部材との干渉を確実に回避することができる。
この発明によれば、押出部材が第1傾斜面を備えているので、進入部材を徐々に押出して平板状部材の間に進入させることが可能になり、平板状部材のピッチを精度よく変換することができる。また、押出部材が保持面を備えているので、先に進入した第1の進入部材と、第1の進入部材の進入によりピッチ拡大方向に移動した第2の平板状部材とが、当接した状態で保持される。この状態で、次の第2の進入部材を進入させることにより、第2の平板状部材がピッチ縮小方向に移動するのを阻止しつつ、第3の平板状部材をピッチ拡大方向に移動させることができる。したがって、平板状部材のピッチを精度よく変換することができる。
この発明によれば、先に進入した第1の進入部材と、第1の進入部材の進入によりピッチ拡大方向に移動した第2の平板状部材とが、当接した状態で保持されている。この状態で、次の第2の進入部材を進入させることにより、第2の平板状部材がピッチ縮小方向に移動するのを阻止しつつ、第3の平板状部材をピッチ拡大方向に移動させることができる。その後、第1の進入部材を退出させることにより、平板状部材のピッチを精度よく変換することができる。
また、押出部材が第1方向に移動しながら複数の進入部材を順番に押出すので、進入部材の高さを異ならせる必要がない。したがって、ピッチ変換装置を小型化することができる。
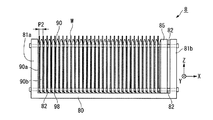
図4は仕切部材を備えたラックの説明図であり、図4(a)は平面図であり、図4(b)は側面図である。ラック8は、X方向(第1方向)に並列配置された複数の仕切部材(平板状部材)90を備え、隣り合う仕切部材90の間に平板状のワークWを搭載するものである。ワークWとして、種々の基板や、蓄電セル等を搭載することができる。
図4(a)に示すように、仕切部材90には、Y方向の端面と±X方向の端面との角部を面取りするように、傾斜面92が形成されている。これにより、仕切部材90のY方向の先端は、平面視において先細り形状とされている。
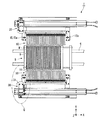
図1は、ピッチ変換装置の平面図である。本実施形態のピッチ変換装置1は、上述したラック8の仕切部材90のピッチを拡大変換する装置であって、ラック8をX方向に搬送する搬送手段6と、搬送手段6の両脇においてX方向に並列配置され、隣り合う仕切部材90の間に進入する複数の進入部材11と、進入部材11をY方向にスライドさせるスライド機構10と、各スライド機構10の外側に配置され、複数の進入部材11を順番に+Y方向に押出す押出部材31と、押出部材31をX方向およびY方向に移動させる移動機構30とを備えている。
搬送手段6は、例えばローラコンベアで構成されている
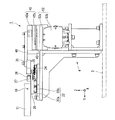
図2は、図1のQ部の拡大図である。
図2に示すように、スライド機構10は、隣り合う仕切部材90の間に進入する進入部材11と、進入部材11が固着されたベース部材20と、ベース部材20を基台4に対してスライドさせるリニアガイド22(図3参照)と、を備えている。
図3に示すように、リニアガイド22は、Y方向に伸びるレール22aと、レール22aに沿ってスライドするスライダ22bとを備えている。レール22aは基台4に固定され、スライダ22bは上述したベース部材20に固定されている。上述したコイルバネ24により、ベース部材20は−Y方向に付勢されている。
図2に示すように、移動機構30は、進入部材11を+Y方向に押出す押出部材31と、押出部材31をY方向に移動させるY方向移動機構42と、押出部材31(およびY方向移動機構42)をX方向に移動させるX方向移動機構52とを備えている。
押出部材31は、ベース部材40に固定されている。
次に、前記ピッチ変換装置を使用したピッチ変換方法について説明する。
図6および図7は、ピッチ変換作用の説明図であり、図1のQ部に相当する部分における拡大図である。最初に、図1に示す搬送手段6により、ピッチ変換装置1の中央部にラック8を搬送する。そして図6に示すように、複数の進入部材11のうち−X方向端部に配置された第1進入部材11aに対して、複数の仕切部材90のうち−X方向端部に配置された第1仕切部材90aを位置決めする。この状態で、ラック8をピッチ変換装置1に固定する。
なお進入部材11が退出し、隣り合う仕切部材90が相互に離間しても、仕切部材90は4本のガイド82に支持されているので傾倒しない。
押出部材31を+X方向の端部まで移動させたら、Y方向移動機構42を駆動して、押出部材31を−Y方向に引き戻す。この状態でX方向移動機構52を駆動して、押出部材31を−X方向の端部まで移動させる。これにより、進入部材11のスライド機構10と押出部材31との干渉を回避しつつ、押出部材31をX方向に移動させることができる。
この構成によれば、図6に示す第1進入部材11aに対して第1仕切部材90aを位置決めすれば、他の仕切部材90の位置は当該仕切部材90の寸法誤差のみで決まるため、進入部材11に対する仕切部材90の位置ズレは小さくなる。そのため、仕切部材90の寸法誤差にかかわらず、複数の進入部材11を隣接する仕切部材90の間に対して確実に進入させることができる。
また、押出部材31がX方向に移動しながら複数の進入部材11を順番に押出すので、進入部材11の高さを異ならせる必要がない。したがって、ピッチ変換装置を小型化することができる。
例えば、平板状部材として実施形態では仕切部材のピッチを拡大変換したが、ワークのピッチを直接的に拡大変換してもよい。
Claims (5)
- 第1方向に並列配置された複数の平板状部材のピッチを変換する装置であって、
前記第1方向に並列配置され、隣り合う前記平板状部材の間に進入する複数の進入部材と、
前記第1方向に移動しながら、前記複数の進入部材を順番に押出して、隣り合う前記平板状部材の間に進入させる押出部材と、
を備えていることを特徴とするピッチ変換装置。 - 前記進入部材は、隣り合う前記平板状部材の間から退出する方向に付勢されていることを特徴とする請求項1に記載のピッチ変換装置。
- 全ての前記進入部材が隣り合う前記平板状部材の間から退出したことを検出するセンサを備えていることを特徴とする請求項2に記載のピッチ変換装置。
- 前記押出部材は、
前記進入部材を押出して隣り合う前記平板状部材の間に進入させる第1傾斜面と、
隣り合う前記平板状部材の間に進入させた状態で前記進入部材を保持する保持面と、
を備えていることを特徴とする請求項1ないし請求項3のいずれか1項に記載のピッチ変換装置。 - 第1方向に並列配置された複数の進入部材を、前記第1方向に並列配置された複数の平板状部材の間に進入させて、前記平板状部材のピッチを変換する方法であって、
隣り合う第1の前記平板状部材と第2の前記平板状部材との間に、第1の前記進入部材を進入させる工程と、
前記第1の平板状部材と前記第2の平板状部材との間に前記第1の前記進入部材を進入させた状態で、隣り合う前記第2の平板状部材と第3の前記平板状部材との間に、第2の前記進入部材を進入させる工程と、
前記第1の平板状部材と前記第2の平板状部材との間から、前記第1の前記進入部材を退出させる工程と、
を有することを特徴とするピッチ変換方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010138339A JP5592710B2 (ja) | 2010-06-17 | 2010-06-17 | ピッチ変換装置 |
| KR1020127032817A KR101471738B1 (ko) | 2010-06-17 | 2011-06-15 | 피치 변환 장치 및 피치 변환 방법 |
| CN201180029885.2A CN102947924B (zh) | 2010-06-17 | 2011-06-15 | 间距变换装置及间距变换方法 |
| EP11795769.6A EP2584597B1 (en) | 2010-06-17 | 2011-06-15 | Pitch change device and pitch change method |
| PCT/JP2011/063705 WO2011158865A1 (ja) | 2010-06-17 | 2011-06-15 | ピッチ変換装置およびピッチ変換方法 |
| US13/704,275 US9067733B2 (en) | 2010-06-17 | 2011-06-15 | Pitch change device and pitch change method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010138339A JP5592710B2 (ja) | 2010-06-17 | 2010-06-17 | ピッチ変換装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012004367A true JP2012004367A (ja) | 2012-01-05 |
| JP5592710B2 JP5592710B2 (ja) | 2014-09-17 |
Family
ID=45348262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010138339A Active JP5592710B2 (ja) | 2010-06-17 | 2010-06-17 | ピッチ変換装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9067733B2 (ja) |
| EP (1) | EP2584597B1 (ja) |
| JP (1) | JP5592710B2 (ja) |
| KR (1) | KR101471738B1 (ja) |
| CN (1) | CN102947924B (ja) |
| WO (1) | WO2011158865A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112012003973T5 (de) * | 2011-09-22 | 2014-07-10 | Plus Seiki Co., Ltd | Vorrichtung zur Änderung der Abstände in einem Stapel |
| US9260763B2 (en) | 2012-10-22 | 2016-02-16 | Qiagen Gaithersburg, Inc. | Sample processing method using tube strips and tube strip holder |
| JP7149837B2 (ja) * | 2018-12-21 | 2022-10-07 | 株式会社ダイヘン | 多段式ハンドおよびこれを備える搬送ロボット |
| CN117583405B (zh) * | 2024-01-18 | 2024-04-05 | 三鑫特材(常州)股份有限公司 | 一种钢锭轧制用调头机 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06183512A (ja) * | 1992-12-15 | 1994-07-05 | M C Electron Kk | ピッチ変換装置 |
| JPH07183357A (ja) * | 1993-12-22 | 1995-07-21 | Dainippon Screen Mfg Co Ltd | 基板配列ピッチ変換装置 |
| JPH09260463A (ja) * | 1996-03-19 | 1997-10-03 | Fujitsu Ltd | 板体配列ピッチ変換装置 |
| JPH11130254A (ja) * | 1997-10-24 | 1999-05-18 | Sharp Corp | 基板搬送カセット |
| JP2001118909A (ja) * | 1999-10-21 | 2001-04-27 | Zenkyo Kasei Kogyo Kk | ピッチ変換装置 |
| JP2001210696A (ja) * | 2000-01-28 | 2001-08-03 | Ohkura Electric Co Ltd | ウェーハ移載機のピッチ変換機構 |
| JP2002164413A (ja) * | 2000-11-24 | 2002-06-07 | Toshiba Ceramics Co Ltd | ピッチ変換装置 |
| JP2007242980A (ja) * | 2006-03-10 | 2007-09-20 | Oki Electric Ind Co Ltd | 保持ピッチ変換構造 |
| JP2008205052A (ja) * | 2007-02-16 | 2008-09-04 | Tekkusu Iijii:Kk | ピッチ変換装置 |
| JP2009141300A (ja) * | 2007-12-05 | 2009-06-25 | Omiya Kogyo Kk | 半導体ウエハなどのピッチ変換装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3669273A (en) * | 1970-08-28 | 1972-06-13 | Kurita Machinery Manuf | Device for releasing filter cake in filter press |
| JPS6052034A (ja) * | 1983-08-31 | 1985-03-23 | Mitsubishi Electric Corp | 半導体ウエハのピツチ変換装置 |
| JPS60182735A (ja) * | 1984-02-29 | 1985-09-18 | Tomuko:Kk | ウエ−ハの配列ピツチ変更装置 |
| FR2627760B1 (fr) * | 1988-02-26 | 1993-01-22 | Stephanois Rech Mec | Dispositif pour le transfert d'articles d'au moins un organe support a au moins un autre organe support |
| KR0129405B1 (ko) * | 1988-04-25 | 1998-04-07 | 하자마 겐쥬 | 배열된 판형상체의 상호 피치간격을 변환하는 피치변환장치 및 피치변환방법 |
| US4957406A (en) * | 1989-05-08 | 1990-09-18 | Intelmatec Corporation | Apparatus for transferring disks from one cassette to another with different pitch |
| US5423503A (en) * | 1990-10-31 | 1995-06-13 | Tokyo Electron Sagami Limited | Plate-like member conveying apparatus |
| KR0155172B1 (ko) * | 1990-10-31 | 1998-12-01 | 이노우에 다케시 | 판형상체 반송장치 |
| US5635061A (en) * | 1995-01-23 | 1997-06-03 | Jwi, Inc. | Plate shifter mechanism |
| US5674384A (en) * | 1995-10-20 | 1997-10-07 | Jwi, Inc. | Filter press with weight-responsive bumping of filter plates |
| JPH09191044A (ja) * | 1996-01-08 | 1997-07-22 | Hitachi Techno Eng Co Ltd | ウエハ移替装置 |
| JP3939062B2 (ja) * | 2000-01-25 | 2007-06-27 | 松下電器産業株式会社 | 基板検出装置 |
| JP4278275B2 (ja) * | 2000-04-07 | 2009-06-10 | 三菱電機株式会社 | 配列ピッチ変換装置 |
| US20030111494A1 (en) * | 2001-10-26 | 2003-06-19 | Sequenom, Inc. | Method and apparatus for high-throughput sample handling process line |
| DE10222620A1 (de) | 2002-05-17 | 2003-12-04 | Georg Rudolf Sillner | Verfahren zum Verarbeiten von elektrischen Bauteilen, insbesondere zum Verarbeiten von Halbleiterchips sowie elektrischen Bauelementen, sowie Vorrichtung zum Durchführen des Verfahrens |
| JP3999723B2 (ja) * | 2003-10-08 | 2007-10-31 | 川崎重工業株式会社 | 基板保持装置 |
| JP4327166B2 (ja) * | 2005-02-25 | 2009-09-09 | 日高精機株式会社 | コルゲートフィン製造装置 |
| JP4451854B2 (ja) * | 2006-03-20 | 2010-04-14 | 東京エレクトロン株式会社 | 縦型熱処理装置及び縦型熱処理装置における移載機構の制御方法 |
| US8033288B2 (en) * | 2007-03-09 | 2011-10-11 | Dainippon Screen Mfg. Co., Ltd. | Substrate treatment apparatus |
| US8082770B2 (en) * | 2008-03-21 | 2011-12-27 | Remy Technologies, L.L.C. | Apparatus and method for forming wire loops for a dynamoelectric machine |
-
2010
- 2010-06-17 JP JP2010138339A patent/JP5592710B2/ja active Active
-
2011
- 2011-06-15 KR KR1020127032817A patent/KR101471738B1/ko active Active
- 2011-06-15 US US13/704,275 patent/US9067733B2/en active Active
- 2011-06-15 CN CN201180029885.2A patent/CN102947924B/zh active Active
- 2011-06-15 WO PCT/JP2011/063705 patent/WO2011158865A1/ja not_active Ceased
- 2011-06-15 EP EP11795769.6A patent/EP2584597B1/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06183512A (ja) * | 1992-12-15 | 1994-07-05 | M C Electron Kk | ピッチ変換装置 |
| JPH07183357A (ja) * | 1993-12-22 | 1995-07-21 | Dainippon Screen Mfg Co Ltd | 基板配列ピッチ変換装置 |
| JPH09260463A (ja) * | 1996-03-19 | 1997-10-03 | Fujitsu Ltd | 板体配列ピッチ変換装置 |
| JPH11130254A (ja) * | 1997-10-24 | 1999-05-18 | Sharp Corp | 基板搬送カセット |
| JP2001118909A (ja) * | 1999-10-21 | 2001-04-27 | Zenkyo Kasei Kogyo Kk | ピッチ変換装置 |
| JP2001210696A (ja) * | 2000-01-28 | 2001-08-03 | Ohkura Electric Co Ltd | ウェーハ移載機のピッチ変換機構 |
| JP2002164413A (ja) * | 2000-11-24 | 2002-06-07 | Toshiba Ceramics Co Ltd | ピッチ変換装置 |
| JP2007242980A (ja) * | 2006-03-10 | 2007-09-20 | Oki Electric Ind Co Ltd | 保持ピッチ変換構造 |
| JP2008205052A (ja) * | 2007-02-16 | 2008-09-04 | Tekkusu Iijii:Kk | ピッチ変換装置 |
| JP2009141300A (ja) * | 2007-12-05 | 2009-06-25 | Omiya Kogyo Kk | 半導体ウエハなどのピッチ変換装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130129463A1 (en) | 2013-05-23 |
| KR101471738B1 (ko) | 2014-12-10 |
| EP2584597B1 (en) | 2019-08-07 |
| US9067733B2 (en) | 2015-06-30 |
| WO2011158865A1 (ja) | 2011-12-22 |
| EP2584597A4 (en) | 2017-05-17 |
| EP2584597A1 (en) | 2013-04-24 |
| KR20130018334A (ko) | 2013-02-20 |
| CN102947924A (zh) | 2013-02-27 |
| CN102947924B (zh) | 2015-04-01 |
| JP5592710B2 (ja) | 2014-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5592710B2 (ja) | ピッチ変換装置 | |
| CN112873995A (zh) | 输送装置、内模回流生产线及内模回流工艺 | |
| CN114873305B (zh) | 一种多巷道装卸装置的输送和防堆叠组件 | |
| CN106882590B (zh) | 用于输送的治具 | |
| CN117735273A (zh) | 一种轻型装车系统 | |
| CN210392415U (zh) | Smt智能仓进出料设备 | |
| CN217101961U (zh) | 一种上下层轨道的转移装置 | |
| CN114158206B (zh) | 一种叠合机 | |
| CN220376262U (zh) | 铁芯上料装置及上料系统 | |
| CN207736316U (zh) | 一种螺帽自动装配机 | |
| CN118125124A (zh) | 输送设备、自动化加工系统及上下料方法 | |
| CN210709515U (zh) | 一种流水线 | |
| CN113023348B (zh) | 一种泡沫条的码放装置 | |
| CN221836247U (zh) | 输送设备及自动化加工系统 | |
| CN121778348B (zh) | 一种基于rgv缓存弹夹仓的u型钢筋出入仓装置 | |
| JP2006123084A (ja) | 熱交換器コアの仮組装置 | |
| CN223591949U (zh) | 一种试杯整理上料装置 | |
| CN118723608B (zh) | 一种笔杆收集装置及其收集方法 | |
| CN119953889B (zh) | 一种光伏边框码垛机 | |
| CN114873304B (zh) | 一种适用于不同货物包装尺寸的车载巷道式装载装置 | |
| CN217755833U (zh) | 一种定位机构 | |
| CN212639048U (zh) | 下料装置 | |
| JP2010184792A (ja) | パレットの搬送装置及び搬送方法 | |
| CN118458328A (zh) | 一种上料方法及电路板成型机 | |
| CN121778348A (zh) | 一种基于rgv缓存弹夹仓的u型钢筋出入仓装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140708 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5592710 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |