JP2012115917A - 直交型組付装置 - Google Patents
直交型組付装置 Download PDFInfo
- Publication number
- JP2012115917A JP2012115917A JP2010265449A JP2010265449A JP2012115917A JP 2012115917 A JP2012115917 A JP 2012115917A JP 2010265449 A JP2010265449 A JP 2010265449A JP 2010265449 A JP2010265449 A JP 2010265449A JP 2012115917 A JP2012115917 A JP 2012115917A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- manipulator
- workpiece
- orthogonal
- axis direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Automatic Assembly (AREA)
- Manipulator (AREA)
Abstract
【解決手段】レールとレールに沿って移動する移動部材からなるX軸、Y軸、Z軸ローダによって、ワークWを把持するワーク把持部16を移動させる。さらに、ワーク把持部16をワークWに接触して把持するマニュピレータ部16aと、このマニュピレータ部16aをX軸、Y軸、Z軸のうち少なくとも一つの軸方向へ移動させるマニュピレータ稼働部16bによって構成する。これにより、X軸、Y軸、Z軸ローダによってワークWを移動させることのできる範囲に加えて、マニュピレータ稼動部16bによる移動範囲を拡大できる。
【選択図】図3
Description
ワーク把持部(16)は、ワーク(W)に接触して把持するマニュピレータ部(16a)、および、マニュピレータ部(16a)を前記X軸、前記Y軸、前記Z軸の3つのうち少なくとも一つの軸方向に移動させるマニュピレータ稼働部(16b)を有している直交型組付装置を特徴とする。
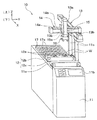
図1〜図4を用いて、本発明の第1実施形態を説明する。図1は、本実施形態の直交型組付装置10の外観斜視図であり、図2は、直交型組付装置10の上面図、すなわち図1のZ軸方向上方側から見た図である。直交型組付装置10は、互いに直交するX軸、Y軸、Z軸の3つの軸方向にワークWを移動させるものである。
本実施形態では、第1実施形態に対して、図5に示すように、ワーク把持部16の構成を変更した例を説明する。なお、図5は、本実施形態のワーク把持部16の外観斜視図であり、第1実施形態と同一もしくは均等部分には同一の符号を付している。
本発明は上述の実施形態に限定されることなく、本発明の趣旨を逸脱しない範囲内で、以下のように種々変形可能である。
14 Y軸ローダ
15 Z軸ローダ
16 ワーク把持部
16a マニュピレータ部
16b マニュピレータ稼動部
Claims (4)
- ワーク(W)を把持するワーク把持部(16)と、
前記ワーク把持部(16)を、互いに直交するX軸、Y軸、Z軸の3つのうちX軸方向に移動させるX軸ローダ(13)と、
前記ワーク把持部(16)を、前記Y軸方向へ移動させるY軸ローダ(14)と、
前記ワーク把持部(16)を、前記Z軸方向へ移動させるZ軸ローダ(15)とを備える直交型組付装置であって、
前記ワーク把持部(16)は、前記ワーク(W)に接触して把持するマニュピレータ部(16a)、および、前記マニュピレータ部(16a)を前記X軸、前記Y軸、前記Z軸の3つのうち少なくとも一つの軸方向に移動させるマニュピレータ稼働部(16b)を有していることを特徴とする直交型組付装置。 - 前記マニュピレータ部(16a)は、複数設けられており、
前記マニュピレータ稼働部(16b)は、前記マニュピレータ部(16a)同士の距離を変更可能に構成されていることを特徴とする請求項1に記載の直交型組付装置。 - 前記マニュピレータ稼働部(16b)は、前記X軸、前記Y軸、前記Z軸の3つのうち少なくとも一つの軸方向にスライドさせるスライド機構によって構成されていることを特徴とする請求項1または2に記載の直交型組付装置。
- 前記マニュピレータ稼働部(16b)は、前記X軸、前記Y軸、前記Z軸の3つのうち前記マニュピレータ部(16a)の移動方向とは異なる方向を中心軸として回転する回転機構によって構成されていることを特徴とする請求項1または2に記載の直交型組付装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265449A JP5527179B2 (ja) | 2010-11-29 | 2010-11-29 | 直交型組付装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010265449A JP5527179B2 (ja) | 2010-11-29 | 2010-11-29 | 直交型組付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012115917A true JP2012115917A (ja) | 2012-06-21 |
| JP5527179B2 JP5527179B2 (ja) | 2014-06-18 |
Family
ID=46499398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010265449A Expired - Fee Related JP5527179B2 (ja) | 2010-11-29 | 2010-11-29 | 直交型組付装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5527179B2 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106041472A (zh) * | 2016-08-11 | 2016-10-26 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的顶头上料机械手 |
| CN106112436A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的小垫片上料装置 |
| CN106112437A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的橡胶圈上料装置 |
| CN106112438A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的隔水垫上料装置 |
| CN106115103A (zh) * | 2016-08-22 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀阀体上料机的开合门单元 |
| CN106181296A (zh) * | 2016-08-30 | 2016-12-07 | 吴中区横泾博尔机械厂 | 压缩机曲轴与消音套头装配机的消音片换位组件 |
| CN106271500A (zh) * | 2016-08-30 | 2017-01-04 | 吴中区横泾博尔机械厂 | 压缩机曲轴与消音套头装配机的换位机械手 |
| CN110695664A (zh) * | 2019-10-23 | 2020-01-17 | 怀化建南机器厂有限公司 | 一种水表各零件的合成组装机械手臂 |
| JP2020199601A (ja) * | 2019-06-11 | 2020-12-17 | 株式会社ジェイテクト | 搬送装置および工作機械 |
| CN113635036A (zh) * | 2021-08-13 | 2021-11-12 | 杭州徐睿机械有限公司 | 一种接头拧紧装置 |
| JP2022508685A (ja) * | 2018-10-12 | 2022-01-19 | リマージュ・コーポレーション | 自動化された記憶ユニットパブリッシャー |
| KR20220033295A (ko) * | 2020-09-09 | 2022-03-16 | 박형진 | 부품 조립 장치 및 부품 조립 방법 |
| JP2023057662A (ja) * | 2021-10-12 | 2023-04-24 | 住友重機械工業株式会社 | 保持装置、移載システム、保持方法、制御装置及びコンピュータプログラム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62201725A (ja) * | 1986-02-28 | 1987-09-05 | Matsushita Electric Ind Co Ltd | 物品把持移載装置 |
| JPS62246433A (ja) * | 1986-11-29 | 1987-10-27 | Toshiba Mach Co Ltd | チヤツク装置 |
| JP2002271098A (ja) * | 2001-03-14 | 2002-09-20 | Murata Mfg Co Ltd | 実装機およびその部品装着方法 |
-
2010
- 2010-11-29 JP JP2010265449A patent/JP5527179B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62201725A (ja) * | 1986-02-28 | 1987-09-05 | Matsushita Electric Ind Co Ltd | 物品把持移載装置 |
| JPS62246433A (ja) * | 1986-11-29 | 1987-10-27 | Toshiba Mach Co Ltd | チヤツク装置 |
| JP2002271098A (ja) * | 2001-03-14 | 2002-09-20 | Murata Mfg Co Ltd | 実装機およびその部品装着方法 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106112436B (zh) * | 2016-08-11 | 2018-07-31 | 永春县精创智能科技有限公司 | 电磁阀膜片组装机的小垫片上料装置 |
| CN106112436A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的小垫片上料装置 |
| CN106112437A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的橡胶圈上料装置 |
| CN106112438A (zh) * | 2016-08-11 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的隔水垫上料装置 |
| CN106041472A (zh) * | 2016-08-11 | 2016-10-26 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀膜片组装机的顶头上料机械手 |
| CN106115103A (zh) * | 2016-08-22 | 2016-11-16 | 苏州市吴中区胥口健浩五金加工厂 | 电磁阀阀体上料机的开合门单元 |
| CN106271500A (zh) * | 2016-08-30 | 2017-01-04 | 吴中区横泾博尔机械厂 | 压缩机曲轴与消音套头装配机的换位机械手 |
| CN106271500B (zh) * | 2016-08-30 | 2018-05-29 | 嘉兴市立丰机械制造有限公司 | 压缩机曲轴与消音套头装配机的换位机械手 |
| CN106181296B (zh) * | 2016-08-30 | 2018-08-03 | 温州市飞博工程设计有限公司 | 压缩机曲轴与消音套头装配机的消音片换位组件 |
| CN106181296A (zh) * | 2016-08-30 | 2016-12-07 | 吴中区横泾博尔机械厂 | 压缩机曲轴与消音套头装配机的消音片换位组件 |
| JP7498182B2 (ja) | 2018-10-12 | 2024-06-11 | リマージュ・コーポレーション | 自動化された記憶ユニットパブリッシャー |
| JP2022508685A (ja) * | 2018-10-12 | 2022-01-19 | リマージュ・コーポレーション | 自動化された記憶ユニットパブリッシャー |
| JP7352816B2 (ja) | 2019-06-11 | 2023-09-29 | 株式会社ジェイテクト | 搬送装置および工作機械 |
| JP2020199601A (ja) * | 2019-06-11 | 2020-12-17 | 株式会社ジェイテクト | 搬送装置および工作機械 |
| CN110695664A (zh) * | 2019-10-23 | 2020-01-17 | 怀化建南机器厂有限公司 | 一种水表各零件的合成组装机械手臂 |
| KR102436055B1 (ko) * | 2020-09-09 | 2022-08-23 | 박형진 | 부품 조립 장치 및 부품 조립 방법 |
| KR20220033295A (ko) * | 2020-09-09 | 2022-03-16 | 박형진 | 부품 조립 장치 및 부품 조립 방법 |
| CN113635036B (zh) * | 2021-08-13 | 2022-06-14 | 杭州徐睿机械有限公司 | 一种接头拧紧装置 |
| CN113635036A (zh) * | 2021-08-13 | 2021-11-12 | 杭州徐睿机械有限公司 | 一种接头拧紧装置 |
| JP2023057662A (ja) * | 2021-10-12 | 2023-04-24 | 住友重機械工業株式会社 | 保持装置、移載システム、保持方法、制御装置及びコンピュータプログラム |
| CN116443618A (zh) * | 2021-10-12 | 2023-07-18 | 住友重机械工业株式会社 | 保持装置、移载系统、保持方法、控制装置及存储介质 |
| JP7661196B2 (ja) | 2021-10-12 | 2025-04-14 | 住友重機械工業株式会社 | 移載システム、移載方法、制御装置及びコンピュータプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5527179B2 (ja) | 2014-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5527179B2 (ja) | 直交型組付装置 | |
| JP5792981B2 (ja) | 板状部材反転システム及びその反転移送方法 | |
| JP6383537B2 (ja) | ロボットハンド、ロボット、およびロボットセル | |
| CN103910194B (zh) | 零件翻转单元 | |
| JP6208601B2 (ja) | ワーク位置決め機能を有するロボットハンド、ロボットシステム、及びワークの位置決め把持方法 | |
| JP2015168039A (ja) | 対象物を保持するロボットハンド、ロボット、ロボットシステム、および対象物を保持する方法 | |
| KR101472266B1 (ko) | 다축 그리퍼 장치 | |
| JP4182074B2 (ja) | ハンド及びハンドリングロボット | |
| TW201702025A (zh) | 產業用機器人 | |
| TWI307675B (ja) | ||
| CN102441790A (zh) | 部件组装装置及部件组装方法 | |
| JP6709692B2 (ja) | ロボット、教示用治具およびロボットの教示方法 | |
| JP2006273579A (ja) | ワーク供給方法およびワーク供給装置 | |
| WO2020241839A1 (ja) | 保持装置、それを備えるロボット、及び保持装置の制御方法 | |
| JP2005066762A (ja) | 搬送用ロボット | |
| JP6571201B2 (ja) | 部品実装方法 | |
| KR102953070B1 (ko) | 빈 피킹 및 선반 피킹이 가능한 하이브리드 그리퍼 | |
| JP2020142279A (ja) | ワーク搬送装置およびワーク搬送システム | |
| JP5148064B2 (ja) | 物品保持装置および物品保持移載装置 | |
| CN108352350A (zh) | 搬运系统 | |
| JP4369844B2 (ja) | ロボットハンド、該ロボットハンドを用いた液体被覆装置および液体被覆方法 | |
| JP2011000672A (ja) | ロボット | |
| JPH0557656A (ja) | ロボツトハンド | |
| JP2000218587A (ja) | ロボットの自在手首 | |
| KR20240175941A (ko) | 빈 피킹 및 선반 피킹이 가능한 하이브리드 그리퍼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140318 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140331 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5527179 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |