JP2012117149A - タングステンスパッタリングターゲットおよびその製造方法 - Google Patents
タングステンスパッタリングターゲットおよびその製造方法 Download PDFInfo
- Publication number
- JP2012117149A JP2012117149A JP2011277559A JP2011277559A JP2012117149A JP 2012117149 A JP2012117149 A JP 2012117149A JP 2011277559 A JP2011277559 A JP 2011277559A JP 2011277559 A JP2011277559 A JP 2011277559A JP 2012117149 A JP2012117149 A JP 2012117149A
- Authority
- JP
- Japan
- Prior art keywords
- sputtering target
- less
- sputtering
- crystal
- crystal orientation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physical Vapour Deposition (AREA)
- Electrodes Of Semiconductors (AREA)
- Powder Metallurgy (AREA)
- Chemical Vapour Deposition (AREA)
- Internal Circuitry In Semiconductor Integrated Circuit Devices (AREA)
- Semiconductor Memories (AREA)
Abstract
【解決手段】Wスパッタリングターゲットは、スパッタリングされる面のX線回折により得られた結晶面(110)のピークの半値幅が0.35以下であることを特徴とする。また、本発明の高純度Wスパッタリングターゲットの製造方法は、高純度W粉末を加圧焼結後、得られた焼結体をターゲット形状に加工後、ロータリー研磨およびポリッシングの少なくとも1種の研磨を施し、さらにエッチングおよび逆スパッタリングの少なくとも1種の研磨を施すことにより仕上げ加工することを特徴とする。
【選択図】 なし
Description
X線:Cu,k−α1,50kV,100mA,縦型ゴニオメーター,発散スリット:1deg,散乱スリット:1deg,受光スリット:0.15mm,走査モード:連続,スキャンスピード:1°/min,スキャンステップ:0.01°,走査軸2θ/θ,測定角度:38°〜42°
高純度W粉末を用意し、この高純度W粉末をカーボン型内に充填してホットプレス装置にセットした。そして、1Pa以下の真空雰囲気中にて1250℃、保持時間3時間の脱ガス処理を実施した。次いで、前記脱ガス温度から1Pa以下の真空雰囲気中で30MPaの圧力を加えつつ、表1の中間焼結工程の欄に記載の昇温速度で昇温し、同欄に記載の温度および保持時間で中間焼結を行った。そして、前記中間焼結工程後、最高焼結温度1900℃で5時間保持し、それぞれのターゲット材料としてのW焼結体を作製した。焼結後の冷却は雰囲気をArで置換し、かつ10℃/minの冷却速度で実施した。
高純度W粉末を用意し、この高純度W粉末をカーボン型内に充填してホットプレス装置にセットし、そして、表2の中間焼結工程の欄に記載の昇温速度で昇温し、同欄に記載の温度および保持時間で中間焼結を行った。そして、前記中間焼結工程後、1Pa以下の真空雰囲気中にて最高焼結温度1900℃で5時間、圧力:30MPaで保持してW焼結体を得た。その後、このW焼結体をHIPにより1800℃で5時間、圧力180MPaの条件のもとで処理して、ターゲット材料としてのW焼結体を作製した。
高純度W粉末を用意し、この高純度W粉末をCIP焼結して引き続き1600℃で5時間、圧力150MPaの条件下でHIP処理を施し、密度96%の焼結体を得た。その後、水素雰囲気中で10時間保持した後、水素雰囲気2200℃で熱間圧延を施して、ターゲット材料としての焼結体を得た。
CVD装置を用いて、原料ガス:WF6、H2により所定の条件下においてW焼結体を得た。
高純度W粉末を用意し、この高純度W粉末をカーボン型内に充填してホットプレス装置にセットした。そして、1Pa以下の真空雰囲気中にて表5に示す熱処理温度で保持時間3時間の脱ガス処理を実施した。次いで、前記脱ガス温度から1Pa以下の真空雰囲気中で、表5に示す加圧回数で常圧から30MPaの圧力までの加圧,減圧を繰り返した後、昇温速度2℃/minで表5に示す中間焼結温度まで昇温後、2時間保持した。
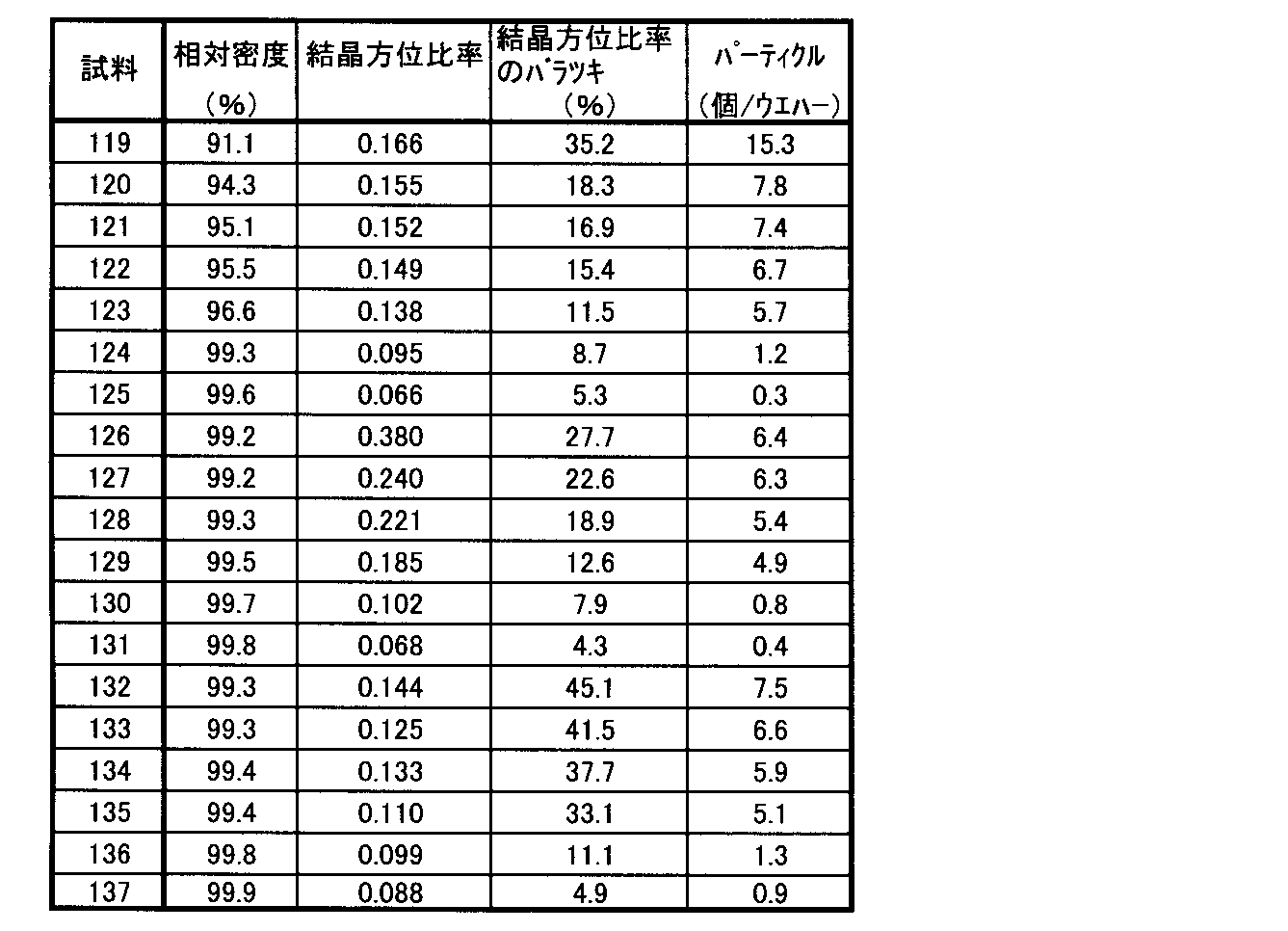
高純度W粉末を用意し、この高純度W粉末をAr雰囲気中にて表7に示す粉砕時間でボールミルで粉砕した。得られたW粉末をカーボン型内に充填してホットプレス装置にセットした。そして、1Pa以下の真空雰囲気中にて表7に示す熱処理温度及び保持時間の脱ガス処理を実施した。次いで、前記脱ガス温度から第1加圧として1Pa以下の真空雰囲気中で、10MPaに加圧し、昇温速度2℃/minで表7に示す中間焼結温度まで昇温後、2時間保持した。中間焼結後、得られたW焼結体を一旦表7に示す冷却温度まで冷却した。一旦冷却されたW焼結体を冷却温度から第2加圧として表7に示す圧力に加圧で昇温速度2℃/minで表7に示す最終焼結焼結温度まで昇温後、表7に示す保持時間で保持し、最終焼結を行った。焼結後の冷却は、雰囲気をArに置換し、表7に示す冷却速度で常温まで冷却し、W焼結体を得た。
高純度W粉末を用意し、この高純度W粉末をAr雰囲気中にて表9に示す粉砕時間でボールミルで粉砕した。得られたW粉末をカーボン型内に充填してホットプレス装置にセットした。そして、1Pa以下の真空雰囲気中にて表9に示す熱処理温度及び保持時間で脱ガス処理を実施した。次いで表9に示す加圧回数で常圧から30MPaの圧力までの加圧,減圧を繰り返した後、次いで、前記脱ガス温度から第1加圧として1Pa以下の真空雰囲気中で、10MPaに加圧し、昇温速度2℃/minで表9に示す中間焼結温度まで昇温後、2時間保持した。中間焼結後、得られたW焼結体を一旦表9に示す冷却温度まで冷却した。一旦冷却されたW焼結体を冷却温度から第2加圧として表9に示す圧力に加圧で昇温速度2℃/minで表9に示す最終焼結焼結温度まで昇温後、表9に示す保持時間で保持し、最終焼結を行った。焼結後の冷却は、雰囲気をArに置換し、表9に示す冷却速度で常温まで冷却し、W焼結体を得た。
Claims (14)
- スパッタリングされる面のX線回折により求められた結晶面(110),(200),(211),(220)及び(310)の結晶方位比率(211)/{(110)+(200)+(211)+(220)+(310)}が0.17以下であることを特徴とするタングステンスパッタリングターゲット。
- 前記スパッタリングされる面のX線回折により求められた結晶面(211),(110),(200),(211),(220)及び(310)の結晶方位比率(211)/{(110)+(200)+(211)+(220)+(310)}のバラツキが30%以下であることを特徴とする請求項1記載のタングステンスパッタリングターゲット。
- 前記スパッタリングされる面のX線回折により求められた結晶面(110)のピークの半値幅が0.35以下であることを特徴とする請求項1記載のタングステンスパッタリングターゲット。
- 前記スパッタリングされる面のX線回折により求められた結晶面(110)及び(200)の結晶方位比率(110)/(200)が0.1〜6.5であり、前記結晶方位比率(110)/(200)のバラツキが50%以下であることを特徴とする請求項1記載のタングステンスパッタリングターゲット。
- 前記スパッタリングされる面のX線回折により求められた結晶面(110),(200),(211),(220)及び(310)の結晶方位比率(110)/(200)が0.1〜6.5であり、かつ結晶方位比率(211)/{(110)+(200)+(211)+(220)+(310)}が0.17以下であることを特徴とする請求項1記載のタングステンスパッタリングターゲット。
- 前記スパッタリングされる面のX線回折により求められた結晶面(110)及び(200)の結晶方位比率(110)/(200)のバラツキが50%以下であり、かつ結晶方位比率(211)/{(110)+(200)+(211)+(220)+(310)}のバラツキが30%以下であることを特徴とする請求項5記載のタングステンスパッタリングターゲット。
- 相対密度が99%以上であることを特徴とする請求項1乃至請求項6のいずれか1項記載のタングステンスパッタリングターゲット。
- スパッタリングターゲットは、半導体素子の電極および/または配線の形成に使用されることを特徴とする請求項1乃至請求項7のいずれか1項記載のタングステンスパッタリングターゲット。
- スパッタリングターゲットは、バッキングプレートと接合一体化されていることを特徴とする請求項1乃至請求項8のいずれか1項記載のタングステンスパッタリングターゲット。
- スパッタリングターゲットは、ロータリー研磨およびポリッシングの少なくとも1種の研磨を施され、さらにエッチングおよび逆スパッタリングの少なくとも1種の研磨を施されることにより仕上げ加工されていることを特徴とする請求項1乃至請求項9のいずれか1項記載のタングステンスパッタリングターゲット。
- スパッタリングターゲットは、バッキングプレートと拡散接合またはろう付けにより接合一体化されていることを特徴とする請求項9記載のタングステンスパッタリングターゲット。
- スパッタリングターゲットは、不純物としての鉄,ニッケル,クロム,銅,アルミニウム,ナトリウム,カリウム,ウランおよびトリウムの合計の含有量が100ppm以下であることを特徴とする請求項1乃至請求項7のいずれか1項記載のタングステンスパッタリングターゲット。
- 高純度タングステン粉末を加圧焼結後、得られた焼結体をターゲット形状に加工後、ロータリー研磨およびポリッシングの少なくとも1種の研磨を施し、さらにエッチングおよび逆スパッタリングの少なくとも1種の研磨を施すことにより仕上げ加工することを特徴とするタングステンスパッタリングターゲットの製造方法。
- 加圧焼結は、ホットプレスにより加圧する際に、最高焼結温度まで昇温する段階において、昇温速度2〜5℃/minで昇温後、1450〜1700℃で1時間以上保持する中間焼結工程を有することを特徴とする請求項13記載のタングステンスパッタリングターゲットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011277559A JP5562929B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000270998 | 2000-09-07 | ||
| JP2000270998 | 2000-09-07 | ||
| JP2001161617 | 2001-05-30 | ||
| JP2001161617 | 2001-05-30 | ||
| JP2011277559A JP5562929B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001264741A Division JP4945037B2 (ja) | 2000-09-07 | 2001-08-31 | タングステンスパッタリングターゲットおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012117149A true JP2012117149A (ja) | 2012-06-21 |
| JP5562929B2 JP5562929B2 (ja) | 2014-07-30 |
Family
ID=26599406
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011277559A Expired - Lifetime JP5562929B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
| JP2011277558A Expired - Lifetime JP5562928B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
| JP2011277560A Expired - Lifetime JP5675577B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011277558A Expired - Lifetime JP5562928B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
| JP2011277560A Expired - Lifetime JP5675577B2 (ja) | 2000-09-07 | 2011-12-19 | タングステンスパッタリングターゲットおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7718117B2 (ja) |
| JP (3) | JP5562929B2 (ja) |
| KR (1) | KR100764325B1 (ja) |
| TW (1) | TWI245076B (ja) |
| WO (1) | WO2002020865A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012092451A (ja) * | 2000-09-07 | 2012-05-17 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
| CN104416325A (zh) * | 2013-08-21 | 2015-03-18 | 宁波江丰电子材料股份有限公司 | 钨靶材的制作方法 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7041200B2 (en) | 2002-04-19 | 2006-05-09 | Applied Materials, Inc. | Reducing particle generation during sputter deposition |
| WO2005071135A2 (en) * | 2004-01-08 | 2005-08-04 | Cabot Corporation | Tantalum and other metals with (110) orientation |
| US20070243095A1 (en) * | 2004-06-15 | 2007-10-18 | Tosoh Smd, Inc. | High Purity Target Manufacturing Methods |
| CN101278071B (zh) * | 2005-10-04 | 2010-08-11 | 日矿金属株式会社 | 溅射靶 |
| US9127362B2 (en) | 2005-10-31 | 2015-09-08 | Applied Materials, Inc. | Process kit and target for substrate processing chamber |
| US20090134020A1 (en) * | 2005-11-07 | 2009-05-28 | Kabushiki Kaisha Toshiba | Sputtering target and process for producing the same |
| US8790499B2 (en) * | 2005-11-25 | 2014-07-29 | Applied Materials, Inc. | Process kit components for titanium sputtering chamber |
| AT9340U1 (de) * | 2005-12-23 | 2007-08-15 | Plansee Metall Gmbh | Verfahren zur herstellung eines hochdichten halbzeugs oder bauteils |
| US20070215463A1 (en) * | 2006-03-14 | 2007-09-20 | Applied Materials, Inc. | Pre-conditioning a sputtering target prior to sputtering |
| US8968536B2 (en) * | 2007-06-18 | 2015-03-03 | Applied Materials, Inc. | Sputtering target having increased life and sputtering uniformity |
| US7901552B2 (en) | 2007-10-05 | 2011-03-08 | Applied Materials, Inc. | Sputtering target with grooves and intersecting channels |
| KR101078630B1 (ko) * | 2009-04-17 | 2011-11-01 | 제이엑스 닛코 닛세키 킨조쿠 가부시키가이샤 | 반도체 배선용 배리어막, 소결체 스퍼터링 타겟 및 스퍼터링 타겟의 제조 방법 |
| KR20100121258A (ko) * | 2009-05-08 | 2010-11-17 | 삼성전자주식회사 | 스퍼터링 타겟 및 이를 이용하여 제조되는 반도체 소자 |
| KR20140015367A (ko) * | 2011-02-14 | 2014-02-06 | 토소우 에스엠디, 인크 | 확산-접합 스퍼터링 타겟 조립체 및 그 제조 방법 |
| KR20140016996A (ko) * | 2011-09-14 | 2014-02-10 | 제이엑스 닛코 닛세키 킨조쿠 가부시키가이샤 | 고순도 구리망간 합금 스퍼터링 타깃 |
| KR20160138208A (ko) | 2014-03-31 | 2016-12-02 | 가부시끼가이샤 도시바 | 스퍼터링 타깃의 제조 방법 및 스퍼터링 타깃 |
| TW201730360A (zh) * | 2015-10-27 | 2017-09-01 | 塔沙Smd公司 | 具有改良特性之低電阻率鎢膜及鎢靶材 |
| US10844475B2 (en) | 2015-12-28 | 2020-11-24 | Jx Nippon Mining & Metals Corporation | Method for manufacturing sputtering target |
| JP7174476B2 (ja) * | 2017-03-31 | 2022-11-17 | Jx金属株式会社 | タングステンターゲット |
| JP7162647B2 (ja) * | 2020-09-15 | 2022-10-28 | Jx金属株式会社 | Cu-W-Oスパッタリングターゲット及び酸化物薄膜 |
| CN113547390B (zh) * | 2021-07-30 | 2022-09-27 | 宁波江丰电子材料股份有限公司 | 一种钨靶材组件及其表面加工方法 |
| CN114400281B (zh) * | 2022-01-14 | 2024-06-18 | 国网江苏省电力有限公司徐州供电分公司 | 一种mems磁电隔离器及其制备方法 |
| JP2024035746A (ja) * | 2022-09-02 | 2024-03-14 | キオクシア株式会社 | 半導体装置 |
| CN115740452B (zh) * | 2022-11-09 | 2024-11-22 | 有研亿金新材料(山东)有限公司 | 一种高纯高致密细晶低氧钨靶材的制备方法 |
| CN121137533B (zh) * | 2025-11-20 | 2026-02-27 | 西安格美金属材料有限公司 | 一种细晶高密度高纯钨靶材的制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0593267A (ja) * | 1991-10-01 | 1993-04-16 | Hitachi Metals Ltd | 半導体用タングステンターゲツトおよびその製造方法 |
| JPH05222525A (ja) * | 1992-02-10 | 1993-08-31 | Hitachi Metals Ltd | 半導体用タングステンターゲットの製造方法 |
| JPH06108246A (ja) * | 1992-09-29 | 1994-04-19 | Japan Energy Corp | 拡散接合されたスパッタリングターゲット組立体及びその製造方法 |
| JPH06220625A (ja) * | 1993-01-29 | 1994-08-09 | Tokyo Tungsten Co Ltd | スパッターターゲット材及びその製造方法 |
| JPH0776771A (ja) * | 1993-09-08 | 1995-03-20 | Japan Energy Corp | タングステンスパッタリングターゲット |
| JPH08250427A (ja) * | 1995-03-13 | 1996-09-27 | Central Glass Co Ltd | 半導体用タングステンターゲット |
| JP2000204467A (ja) * | 1999-01-08 | 2000-07-25 | Nikko Materials Co Ltd | スパッタリングタ―ゲットおよびその製造方法 |
| JP2012092451A (ja) * | 2000-09-07 | 2012-05-17 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5009765A (en) * | 1990-05-17 | 1991-04-23 | Tosoh Smd, Inc. | Sputter target design |
| JPH04160104A (ja) * | 1990-10-23 | 1992-06-03 | Hitachi Metals Ltd | タングステンターゲットの製造方法 |
| JP3150356B2 (ja) * | 1991-02-12 | 2001-03-26 | 三井化学株式会社 | 合わせガラス及びその製造法 |
| JPH05295531A (ja) * | 1992-04-21 | 1993-11-09 | Toshiba Corp | Ti−W系スパッタリングターゲットおよびその製造方法 |
| JP2955145B2 (ja) * | 1992-09-08 | 1999-10-04 | 東レ株式会社 | 扁平糸織物とその製造方法および製造装置 |
| EP0666336B1 (en) * | 1993-07-27 | 2001-10-17 | Kabushiki Kaisha Toshiba | Method for producing a high melting point metallic silicide target |
| KR100210525B1 (ko) * | 1993-12-14 | 1999-07-15 | 니시무로 타이죠 | 배선형성용 몰리브덴-텅스텐재, 배선형성용 몰리브덴-텅스텐 타깃과 그 제조방법 및 몰리브덴-텅스텐 배선박막 |
| US6073830A (en) * | 1995-04-21 | 2000-06-13 | Praxair S.T. Technology, Inc. | Sputter target/backing plate assembly and method of making same |
| JP3320650B2 (ja) * | 1997-07-24 | 2002-09-03 | 三菱電機株式会社 | タングステンまたはモリブデンからなる金属材料、同金属材料を使用した二次製品材の製造方法およびその方法を実施するための熱処理装置 |
| US6328927B1 (en) * | 1998-12-24 | 2001-12-11 | Praxair Technology, Inc. | Method of making high-density, high-purity tungsten sputter targets |
| JP2000239837A (ja) * | 1999-02-15 | 2000-09-05 | Sony Corp | 固相拡散接合されたスパッタリングターゲット組立体の分離方法 |
| JP3721014B2 (ja) * | 1999-09-28 | 2005-11-30 | 株式会社日鉱マテリアルズ | スッパタリング用タングステンターゲットの製造方法 |
-
2001
- 2001-09-03 US US10/363,257 patent/US7718117B2/en not_active Expired - Fee Related
- 2001-09-03 WO PCT/JP2001/007612 patent/WO2002020865A1/ja not_active Ceased
- 2001-09-03 KR KR1020037003437A patent/KR100764325B1/ko not_active Expired - Lifetime
- 2001-09-06 TW TW090122137A patent/TWI245076B/zh not_active IP Right Cessation
-
2011
- 2011-12-19 JP JP2011277559A patent/JP5562929B2/ja not_active Expired - Lifetime
- 2011-12-19 JP JP2011277558A patent/JP5562928B2/ja not_active Expired - Lifetime
- 2011-12-19 JP JP2011277560A patent/JP5675577B2/ja not_active Expired - Lifetime
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0593267A (ja) * | 1991-10-01 | 1993-04-16 | Hitachi Metals Ltd | 半導体用タングステンターゲツトおよびその製造方法 |
| JPH05222525A (ja) * | 1992-02-10 | 1993-08-31 | Hitachi Metals Ltd | 半導体用タングステンターゲットの製造方法 |
| JPH06108246A (ja) * | 1992-09-29 | 1994-04-19 | Japan Energy Corp | 拡散接合されたスパッタリングターゲット組立体及びその製造方法 |
| JPH06220625A (ja) * | 1993-01-29 | 1994-08-09 | Tokyo Tungsten Co Ltd | スパッターターゲット材及びその製造方法 |
| JPH0776771A (ja) * | 1993-09-08 | 1995-03-20 | Japan Energy Corp | タングステンスパッタリングターゲット |
| JPH08250427A (ja) * | 1995-03-13 | 1996-09-27 | Central Glass Co Ltd | 半導体用タングステンターゲット |
| JP2000204467A (ja) * | 1999-01-08 | 2000-07-25 | Nikko Materials Co Ltd | スパッタリングタ―ゲットおよびその製造方法 |
| JP2012092451A (ja) * | 2000-09-07 | 2012-05-17 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
| JP2012122139A (ja) * | 2000-09-07 | 2012-06-28 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012092451A (ja) * | 2000-09-07 | 2012-05-17 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
| JP2012122139A (ja) * | 2000-09-07 | 2012-06-28 | Toshiba Corp | タングステンスパッタリングターゲットおよびその製造方法 |
| CN104416325A (zh) * | 2013-08-21 | 2015-03-18 | 宁波江丰电子材料股份有限公司 | 钨靶材的制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012122139A (ja) | 2012-06-28 |
| JP5562928B2 (ja) | 2014-07-30 |
| US20050029094A1 (en) | 2005-02-10 |
| JP2012092451A (ja) | 2012-05-17 |
| KR20030045060A (ko) | 2003-06-09 |
| TWI245076B (en) | 2005-12-11 |
| JP5562929B2 (ja) | 2014-07-30 |
| WO2002020865A1 (fr) | 2002-03-14 |
| US7718117B2 (en) | 2010-05-18 |
| KR100764325B1 (ko) | 2007-10-05 |
| JP5675577B2 (ja) | 2015-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5562928B2 (ja) | タングステンスパッタリングターゲットおよびその製造方法 | |
| JP4996639B2 (ja) | スパッタターゲット | |
| JP4945037B2 (ja) | タングステンスパッタリングターゲットおよびその製造方法 | |
| CN101278071B (zh) | 溅射靶 | |
| EP2853617A1 (en) | Sputtering target | |
| JP7246370B2 (ja) | スパッタリングターゲット及び、スパッタリングターゲットの製造方法 | |
| CN104480439A (zh) | 一种钽靶材的制备工艺 | |
| JP7419885B2 (ja) | Mo合金ターゲット材およびその製造方法 | |
| JP4634567B2 (ja) | タングステンスパッタリングターゲットの製造方法 | |
| JP4817536B2 (ja) | スパッタターゲット | |
| JP5038553B2 (ja) | スパッタリングターゲットの製造方法 | |
| JP2001295035A (ja) | スパッタリングターゲットおよびその製造方法 | |
| JP2003171760A (ja) | タングステンスパッタリングターゲット | |
| JPWO2020066957A1 (ja) | スパッタリングターゲット及びその製造方法 | |
| CN105177513A (zh) | 一种用粉末冶金法制备高性能钽靶材的方法 | |
| JPH0593267A (ja) | 半導体用タングステンターゲツトおよびその製造方法 | |
| KR102030875B1 (ko) | 고순도 구리 코발트 합금 스퍼터링 타깃 | |
| JP7278463B1 (ja) | タングステンターゲットおよびその製造方法 | |
| JPH05214520A (ja) | チタンのスパッタリング用ターゲット | |
| TWI715467B (zh) | 鉬合金靶材及其製造方法 | |
| JP4886106B2 (ja) | スパッタリングターゲットとその製造方法、およびそれを用いたタングステンシリサイド膜、配線、電極、電子部品 | |
| WO2000031316A1 (fr) | CIBLE POUR PULVERISATION CATHODIQUE EN ALLIAGE Co-Ti ET PROCEDE DE FABRICATION CORRESPONDANT | |
| JP5731770B2 (ja) | スパッタリングターゲットの製造方法及びスパッタリングターゲット | |
| WO2024084878A1 (ja) | Auスパッタリングターゲット | |
| TW202035745A (zh) | 濺鍍靶以及濺鍍靶的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140611 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5562929 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313114 Free format text: JAPANESE INTERMEDIATE CODE: R313117 Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |