JP2012117182A - 前紡工程のドラフト装置の制御方法及び制御装置 - Google Patents
前紡工程のドラフト装置の制御方法及び制御装置 Download PDFInfo
- Publication number
- JP2012117182A JP2012117182A JP2010270075A JP2010270075A JP2012117182A JP 2012117182 A JP2012117182 A JP 2012117182A JP 2010270075 A JP2010270075 A JP 2010270075A JP 2010270075 A JP2010270075 A JP 2010270075A JP 2012117182 A JP2012117182 A JP 2012117182A
- Authority
- JP
- Japan
- Prior art keywords
- draft
- draft ratio
- roller
- bottom roller
- drive motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009987 spinning Methods 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 title claims abstract description 16
- 239000000835 fiber Substances 0.000 abstract description 22
- 238000000605 extraction Methods 0.000 description 25
- 241000347389 Serranus cabrilla Species 0.000 description 8
- 230000001921 mouthing effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 210000001520 comb Anatomy 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images


Landscapes
- Spinning Or Twisting Of Yarns (AREA)
Abstract
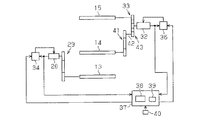
【解決手段】フロントボトムローラ13、ミドルボトムローラ14及びバックボトムローラ15がそれぞれ独立してフロントローラ駆動モータ28、ミドルローラ駆動モータ30及びバックローラ駆動モータ32により駆動されるドラフト装置11を備えている。制御装置37は、口出し作業時にドラフト比を定常運転時のドラフト比より大きな状態となるようにフロントローラ駆動モータ28、ミドルローラ駆動モータ30及びバックローラ駆動モータ32を制御するドラフト比変更手段を構成するCPU38を備えている。
【選択図】図2
Description
請求項3に記載の発明は、フロントボトムローラ及びバックボトムローラがそれぞれ独立してモータにより駆動されるドラフト装置を備えた前紡工程のドラフト装置の制御装置であって、口出し作業時にドラフト比を定常運転時のドラフト比より大きな状態となるように前記モータを制御するドラフト比変更手段を備えている。
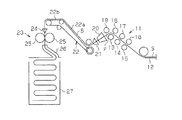
図1に示すように、ドラフト装置11は、図示しない複数のコーミングヘッドからそれぞれ送り出された後に集束された複数本のスライバを案内する集束テーブル12の下流側に設けられている。ドラフト装置11は、フロントボトムローラ13、ミドルボトムローラ14及びバックボトムローラ15を備えた3線式の構成となっている。各ボトムローラ13,14,15は、図示しないローラスタンドに支持されている。フロントボトムローラ13、ミドルボトムローラ14及びバックボトムローラ15と対応する位置に、フロントトップローラ16、ミドルトップローラ17及びバックトップローラ18が配置されている。各ボトムローラ13〜15及び各トップローラ16〜18は、スライバSが上流側から下流側に向かって上昇して進むように配置されている。
フロントボトムローラ13は一端側(図2おいて左側)からフロントローラ駆動モータ28により駆動されるようになっている。フロントローラ駆動モータ28の出力軸と、フロントボトムローラ13の一端部との間には歯車列29が設けられている。
(1)ドラフト装置11の制御方法は、口出し作業時にドラフト比が定常運転時のドラフト比より大きな状態となるようにドラフト装置11が制御されるため、ドラフト装置11のフロントローラから送り出される幅広の繊維束(フリースF)の厚さが薄くなって単位長さ当たりの繊維量が少なくなる。そして、繊維束がギャザラー20を通過する際の抵抗が小さくなってギャザラー20を通過し易くなり、口出し作業の成功率が高くなる。その結果、従来に比べて口出し作業が成功するまでの口出し作業の繰り返し回数が少なくなって、短時間で定常運転を開始することができる。
○ 前紡工程としての練条機のドラフト装置に適用してもよい。練条機に適用する場合は、図3に示すように、ドラフト装置11とコイラ装置23との間にベルトコンベア22が存在せず、ドラフト装置11は複数本のスライバSが水平に進むように配設される。ギャザラー20は、ギャザラー20を通過したスライバSがコイラトランペット24の入口向かって真っ直ぐ下方へ進むように配置されている。この実施形態においても前記実施形態と同様な効果が得られる。
○ CPU38は、口出しスイッチ40のオン状態の間及び、口出しスイッチ40のオフ後一定時間はドラフト比を定常運転時より大きな状態となるようにフロントローラ駆動モータ28、ミドルローラ駆動モータ30、バックローラ駆動モータ32の少なくとも一つを駆動するようにしてもよい。
○ 口出し作業時のドラフト比を、ドラフト比変更手段(CPU38)があらかじめ準備された複数の値の中から紡出条件に基づいて選択する構成にしてもよい。
○ 前紡工程は練条機やコーマに限らず、複数本のスライバをドラフトした後に1本のスライバに束ねる工程を備えた紡機、例えば、スライバラップマシーンやリボンラップマシーンに適用してもよい。
(1)請求項3に記載の発明において、前記ドラフト比変更手段は、口出しスイッチがオフになった後、一定時間はドラフト比を口出しスイッチがオン状態の間と同じドラフト比となるように前記モータを制御する。
Claims (5)
- フロントボトムローラ及びバックボトムローラがそれぞれ独立してモータにより駆動されるドラフト装置を備えた前紡工程のドラフト装置の制御方法であって、口出し作業時にドラフト比を定常運転時のドラフト比より大きな状態となるように前記ドラフト装置を制御することを特徴とする前紡工程のドラフト装置の制御方法。
- 前記フロントボトムローラの回転速度が定常運転時より大きくなるように、かつ前記バックボトムローラは定常運転時の速度となるように前記ドラフト装置を制御する請求項1に記載の前紡工程のドラフト装置の制御方法。
- フロントボトムローラ及びバックボトムローラがそれぞれ独立してモータにより駆動されるドラフト装置を備えた前紡工程のドラフト装置の制御装置であって、口出し作業時にドラフト比を定常運転時のドラフト比より大きな状態となるように前記モータを制御するドラフト比変更手段を備えていることを特徴とする前紡工程のドラフト装置の制御装置。
- 前記ドラフト比変更手段は、口出しスイッチのオン状態の間はドラフト比を前記大きな状態となるように前記モータを制御する請求項3に記載の前紡工程のドラフト装置の制御装置。
- 前記ドラフト比変更手段は、口出し作業時に増大されたドラフト比を定常運転時のドラフト比に漸次的に移行させる請求項3又は請求項4に記載の前紡工程のドラフト装置の制御装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010270075A JP5924860B2 (ja) | 2010-12-03 | 2010-12-03 | 前紡工程のドラフト装置の制御方法及び制御装置 |
| CN2011103894835A CN102534884A (zh) | 2010-12-03 | 2011-11-30 | 在前纺工艺中控制牵伸机的方法和控制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010270075A JP5924860B2 (ja) | 2010-12-03 | 2010-12-03 | 前紡工程のドラフト装置の制御方法及び制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012117182A true JP2012117182A (ja) | 2012-06-21 |
| JP5924860B2 JP5924860B2 (ja) | 2016-05-25 |
Family
ID=46342852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010270075A Active JP5924860B2 (ja) | 2010-12-03 | 2010-12-03 | 前紡工程のドラフト装置の制御方法及び制御装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5924860B2 (ja) |
| CN (1) | CN102534884A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105297197A (zh) * | 2014-07-24 | 2016-02-03 | 村田机械株式会社 | 纺织机及纺织方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103103644A (zh) * | 2012-12-10 | 2013-05-15 | 苏州尊元纺织有限公司 | 一种纺织机械的罗拉驱动系统 |
| CN109735977B (zh) * | 2019-03-13 | 2023-09-19 | 安徽新雅新材料有限公司 | 交变牵伸五通道纺纱装置及变支变比变捻纱线的纺制方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62257427A (ja) * | 1986-04-10 | 1987-11-10 | トリユツツシユレル・ゲゼルシヤフト・ミト・ベシユレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシヤフト | 精紡準備機械におけるフロントロ−ラおよびカレンダロ−ラ間の円筒形の帯状材料案内路 |
| JP2003278035A (ja) * | 2002-03-18 | 2003-10-02 | Murata Mach Ltd | 紡績方法及びその装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60185826A (ja) * | 1984-03-02 | 1985-09-21 | Shikishima Boseki Kk | スライバ太さ制御方法 |
| US5400476A (en) * | 1994-07-12 | 1995-03-28 | Myrick-White, Inc. | Apparatus and method for controlling draft uniformity in textile sliver |
| DE19528484A1 (de) * | 1995-08-03 | 1997-02-06 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Strecke zur Messung der Stärke eines Faserverbandes |
| DE69500919T2 (de) * | 1994-11-29 | 1998-06-10 | M & M Electric Service Co Inc | Festkörper-Faserbandsensor |
| DE19618642B4 (de) * | 1996-05-09 | 2007-07-19 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Vliestrichter |
| DE10306209A1 (de) * | 2003-02-13 | 2004-08-26 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Vorrichtung mit einem Mikrowellenresonator für eine oder an einer Spinnereivorbereitungsmaschine |
| DE102008049363B4 (de) * | 2008-08-19 | 2022-10-13 | Trützschler Group SE | Vorrichtung für eine oder an einer Spinnereivorbereitungsmaschine, die ein Streckwerk zum Verstrecken von strangförmigem Fasermaterial aufweist |
| CN201386166Y (zh) * | 2009-05-11 | 2010-01-20 | 海安纺织机械有限公司 | 无级差调速的棉纺并条机 |
-
2010
- 2010-12-03 JP JP2010270075A patent/JP5924860B2/ja active Active
-
2011
- 2011-11-30 CN CN2011103894835A patent/CN102534884A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62257427A (ja) * | 1986-04-10 | 1987-11-10 | トリユツツシユレル・ゲゼルシヤフト・ミト・ベシユレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシヤフト | 精紡準備機械におけるフロントロ−ラおよびカレンダロ−ラ間の円筒形の帯状材料案内路 |
| JP2003278035A (ja) * | 2002-03-18 | 2003-10-02 | Murata Mach Ltd | 紡績方法及びその装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105297197A (zh) * | 2014-07-24 | 2016-02-03 | 村田机械株式会社 | 纺织机及纺织方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102534884A (zh) | 2012-07-04 |
| JP5924860B2 (ja) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101377026B (zh) | 纱线卷绕机及假捻加工机 | |
| CN103276485A (zh) | 一种多色彩嵌入式段彩纺纱方法及其装置和产品 | |
| CN103014947A (zh) | 一种ab差异化多组份复合纺纱装置 | |
| JPH02216226A (ja) | コーミングマシン | |
| JP5924860B2 (ja) | 前紡工程のドラフト装置の制御方法及び制御装置 | |
| JPH01156519A (ja) | 紡績方法及び紡績装置 | |
| CN100543203C (zh) | 梳毛机 | |
| JP6164190B2 (ja) | 紡機における特殊糸製造装置 | |
| JP2004068243A (ja) | 精紡機 | |
| CN103814161B (zh) | 纺制花式纱线的方法、用于通过所述方法纺制花式纱线的机器以及通过所述方法生产的花式纱线 | |
| JPH108329A (ja) | デタチング・ピーシング装置を備えたコーミングマシン | |
| CN116837509B (zh) | 四罗拉异形板负压握持展纤式夹心包缠纺纱装置和方法 | |
| CN103866439A (zh) | 气流纺纱装置 | |
| EP2805907B1 (en) | Yarn winding machine | |
| CN203065685U (zh) | 一种ab差异化多组份复合纺纱装置 | |
| CN1050868C (zh) | 由于合成纤维的拉伸变形机 | |
| CN203212698U (zh) | 一种多色彩嵌入式段彩纺纱装置 | |
| CN1589342A (zh) | 纺纱机上用于压实纤维须条的装置 | |
| JPH06166920A (ja) | ラップ製造方法及び装置 | |
| EP4133124B1 (de) | Anlage und verfahren zur herstellung eines gekämmten faserbandes | |
| CN115787165B (zh) | 一种羊毛锦纶双包复合纱的生产方法 | |
| JP2000110035A (ja) | 粗糸製造における3種類のスライバーのドラフト切り替 え装置 | |
| JP2016030887A (ja) | 空気紡績された糸を製造する方法 | |
| JP2020090738A (ja) | 有撚炭素繊維ステープル集束体、その製造方法及び製造装置 | |
| CN203360673U (zh) | 组合纺纱制线小样机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20130206 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130206 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140313 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141203 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20150206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160419 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5924860 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |