JP2012158113A - 粘性体成形装置 - Google Patents
粘性体成形装置 Download PDFInfo
- Publication number
- JP2012158113A JP2012158113A JP2011019656A JP2011019656A JP2012158113A JP 2012158113 A JP2012158113 A JP 2012158113A JP 2011019656 A JP2011019656 A JP 2011019656A JP 2011019656 A JP2011019656 A JP 2011019656A JP 2012158113 A JP2012158113 A JP 2012158113A
- Authority
- JP
- Japan
- Prior art keywords
- extruded
- viscous
- viscous body
- extrusion
- passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


































Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
【解決手段】押出される粘性体成形品は、押出される断面形状内に屈曲部若しくは狭隘部を備えることにより、当該部で他に比べて粘性体の流動抵抗が大きくなるものであり、口金10には、押出通路10aのうち、粘性体成形品の屈曲部若しくは狭隘部に対応する部分に隣接して追加通路18q〜18xが形成され、粘性体成形品の形成のために押出される粘性体が、分流して追加通路からも同時に押出される。追加通路からも粘性体が分流して同時に押出されるため、流動抵抗の大きい場所にも粘性体は流れ易くなり、粘性体の押出断面形状内の流動抵抗のバランスが調整される。
【選択図】図2
Description
本発明は、このような問題に鑑み、流動抵抗の大きい場所の流動抵抗を小さくすることにより全体の流動抵抗のバランスを調整して押出される粘性体の捩れや反りを防止することを課題とする。
第1発明によれば、口金の押出通路における流動抵抗の大きい部分に隣接して追加通路が設けられ、粘性体成形品形成のための粘性体が押出通路から押出されるとき、追加通路からも粘性体が分流して同時に押出されるため、流動抵抗の大きい場所にも粘性体は流れ易くなり、押出通路からの粘性体の押出断面形状内の流動抵抗のバランスが調整され、流動抵抗のアンバランスに伴う粘性体成形品の捩れや反りを防止することができる。
第2発明によれば、中空の多角形の粘性体成形品における流動抵抗のバランス調整を追加通路によって行うことができ、粘性体成形品の捩れや反りを防止することができる。
第3発明によれば、中空部が押出中心から偏倚した場所に形成される粘性体成形品における流動抵抗のバランス調整を追加通路によって行うことができ、粘性体成形品の捩れや反りを防止することができる。
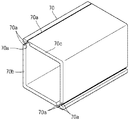
図29は、第1の実施形態によって成形された外壁材となる成形品70を示し、成形品70は全体として中空の四角筒形状を成している。成形品70は、第1の実施形態の成形装置から押出され、押出長さが所望の長さとなったところでピアノ線を使って切断される。
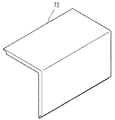
四角筒形状の成形品70は、1100〜1200℃程度の温度で焼成後に、図29、30に示すように成形時に予め入れられた4組、8本の切断予備線70aに対応する部分A〜Dの位置に鏨を当てて所定の衝撃力を加えることにより、図31,32に示すように第1及び第2の出隅用外壁材72,73が得られる。かかる出隅用外壁材72,73は、住宅の外壁の出隅部に使用されるのに適する。
受入部51は、外部から粘土を受け入れるためのホッパー51aと、受け入れた粘土を脱気部55へ向けて送る羽根53と、ホッパー51aで受け入れた粘土を、ホッパー51aと羽根53との間の位置で、羽根53に向けて押込む一対の押込羽根(不図示)を備える。なお、羽根53及び押込羽根を回転させるため各軸端にはモータ(不図示)が接続されている。
脱気部55は、真空ポンプ(不図示)が接続された気密室55aを備え、受入部51から送られた粘土は気密室55aの入口54で粘土の壁を形成するように構成されている。また、脱気部55の下方には、受入部51の羽根53と同軸でスクリュー57を備え、スクリュー57の上部には受入部51におけると同様一対の押込羽根(不図示)を備える。脱気部55は、以上の構成により口金10に向けて押出される粘土中に空気が混入しないようにしている。
脱気部55からの粘土は押出部58で圧力を加えられて土溜部59を介して口金10から押出される。
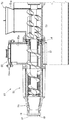
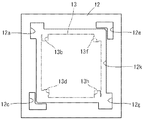
図27、28のように、台金11には、その開口部12kに対応して四角形の開口部11aが形成されており、この開口部11aの開口は開口部12kの開口を含み、それより大きい開口面積とされている。
また、台金11には、左右両側に粘土の押出方向で見て上流側である後方に、それぞれ中玉吊りシャフト15、16が固定されており、中玉吊りシャフト15、16には、中玉吊り具17及び中玉吊りシャフト14を介して全体として四角錐形状の中玉13が支持されている。従って、中玉13は、台金11とトップダイ12の各開口部11a,12kの中に宙吊り状態とされている。
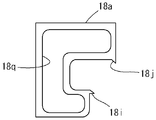
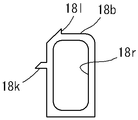
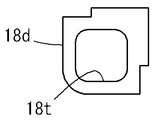
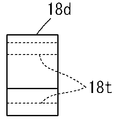
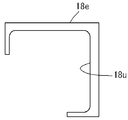
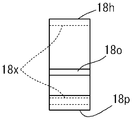
また、出足調整部品18a、18bと出足調整部品18g、18hは、外周側の出足調整部品18a、18gと内周側の出足調整部品18b、18hとが互いに隣接して配置されると共に、互いの出足調整部品に向けて形成された各出足調整部品に2個づつの先鋭な突起18i〜18pによって、上述のように成形品70に切断予備線70aを形成するようになっている。一方、出足調整部品18c,18dと出足調整部品18e,18fは、通路の外周側と内周側とに離間して配置されている。
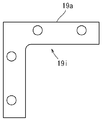
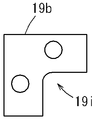
各出足調整部品18a〜18hの粘土の押出方向で下流側には、調整部品押板19a〜19hが設けられている。各調整部品押板19a〜19hは、図5〜8に代表的に調整部品押板19a、19bが示されているように鉤型の金具であり、図示しないボルトによってトップダイ12及び中玉13の正面側に固定され、鉤型の内周側19iで各出足調整部品18a〜18hの端部を粘土の押出方向に移動しないように押えている。
出足調整部品18a〜18hの追加通路18q〜18xから押出された粘土は押出通路10aから押出される成形品とは別体の紐状粘土となる。四角形の筒内に押出される紐状粘土は筒内で落下し、四角形の筒外に押出される紐状粘土は筒から離されるように除去される。押出された成形品の寸法が予め決められた値となったところで、筒体は手作業にて切断される。このとき、筒内に残っている紐状粘土は除去される。
このようにして形成された成形品は、先述のように図29のとおりとなり、焼成され、出隅用外壁材72、73となる。
部品71a,71bが、上述のように組み付けられることにより、外壁材として使用される際に、上側の同形状の外壁材と下側の同形状の外壁材とが雨仕舞良く組み合わせることができる。なぜなら、部品71a,71bは、互いに嵌合する形状に形成されており、部品71bを上側とし、部品71aを下側とすることにより、雨が壁内に浸入し難い構造とすることができる。
なお、部品71a,71bを成形品71から切離す際は、切断面71c,71dが成形品71の上下面に対して約45度となるように角度が付けられる。接着相手である四角筒形状の成形品70の両端部70b,70cも部品71a,71bの切断面71c,71dと対応させて角度を付けて切断される。このように接着面が傾斜面とされることにより、傾斜面とされていない場合に比べて接着面積が大きくなり、接着強度が高められる。但し、部品71a,71bの形状により、また、部品切断時の作業のし易さなどの事情により切断面71c,71dの上記角度は45度ではなく90度とし、接着面を直角面としても良い。
第2の実施形態は、第1の実施形態に比べて押出される成形品の形状を横方向に細長い四角筒形状とした点に特徴がある。
図38は、第2の実施形態の成形装置によって押出される成形品80の切断面の形状を示しており、この断面形状において左右両側は第1の実施形態の左右両側の構造と同一であり、更に左右両側の間には、成形品80の成形後における形状崩れを防止するため2列の支持壁80a,80bが形成されている。
図36、37には、かかる成形品80の押出のための口金構造が示されており、図2の第1の実施形態の場合と基本的に同様であるが、図2に比べてトップダイ22が左右に長くされている。
図36において、23a〜23cは、図2における中玉13と略同一のものが3個並べられて中玉23とされている。また、28a〜28hは、図2における出足調整部品18a〜18hと同一の出足調整部品であり、支持壁80a,80bに対応して設けられている出足調整部品28i〜28pは、中玉23a〜23cの角部に支持され、対向する出足調整部品同士に先鋭な突起28sが向かい合って形成されている。このように出足調整部品28i〜28pが設けられているため、図38に示されるように支持壁80a,80bは、その上下端が細幅な首部80nとされている。
なお、各出足調整部品28a〜28pの前面側には第1の実施形態と同様に調整部品押板(図示省略)が設けられ、押出通路10bから粘土が押出される際に出足調整部品28a〜28pが粘土と共に押し流されないようにしている。
第2の実施形態においても、第1の実施形態と同様、四角形状の角部に追加通路を有するので、四角形の角部の流動抵抗が抑制され、四角形内各部の流動抵抗がバランス調整されて、捩れや反りのない成形品が得られる。
第3の実施形態は、第1及び第2の実施形態に比べて押出される成形品の形状を三角筒形状とした点に特徴がある。
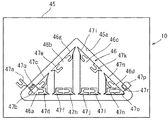
図39は、トップダイ45、中玉46及び出足調整部品47a〜47pを示しており、トップダイ45の三角形状の開口部32a内に、4つの部分46a〜46dからなり、組み合わされて全体として正面視で三角形状を成す中玉46が浮き島状に宙吊りされている。
トップダイ45の前面側及び中玉46を成す各部分46a〜46dの前面側には、複数の出足調整部品47a〜47pが設けられている。これらの出足調整部品47a〜47pは、トップダイ45及び中玉46の前面側に形成された凹部(不図示)に嵌合されている。この嵌合構造は、第1及び第2の実施形態と同様である。
この場合も、成形品の角部に設けられた出足調整部品47b,47pの開口部47q,47rから粘土が押出されるため、角部の流動抵抗が他に比べて大きくなることを抑制して、捩れや反りのない成形品48を押出すことができる。
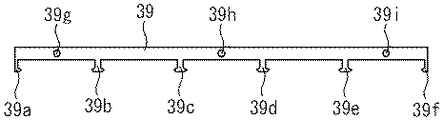
第4の実施形態は、押出される成形品が全体として板状であり、押出中心から下面側に偏倚して押出方向の中空部を備えることを特徴とする。また、成形品の上面には複数の溝が形成され、この溝をきっかけとして、焼成後の成形品である外壁材の表面に割肌を形成するものである。割肌とは自然石の風合いを持たせる処理を施された素材表面を言う。
図54には、第4の実施形態によって成形された、割肌を持った外壁材90を示しているが、割肌を作るために成形品の上面を溝の深さで取り除いた後は、上記中空部90cは成形品の厚さ方向の略中央部に位置している。
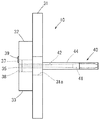
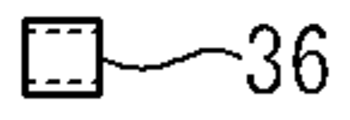
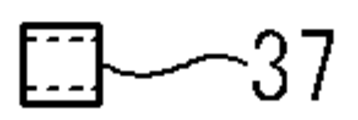
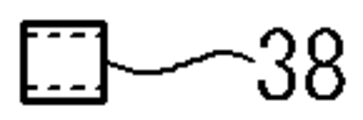
図42〜44には、口金10の詳細を示している。口金10は、土溜部59の出口に結合される台金31と、台金31に固定され、粘土の押出通路10dを形成する上下のトップダイ32、33及び左右のサイドダイ34、35とを備える。台金31には、その押出通路10dに対応して開口部31aが形成されており、この開口部31aの開口は押出通路10dの開口を含み、それより大きい開口面積とされている。また、台金31には、左右両側に粘土の押出方向で見て上流側である後方に、それぞれ支柱43,44が固定されており、支柱43,44には、中玉40が支持されている。更に、トップダイ32、33に挟持されているサイドダイ34、35の前面側の上下には、粘土の押出通路10dを囲むように出足調整部品36〜38が固定されている。
なお、台金31の後方にも粘土の流動抵抗を調整するための出足調整部品が固定されているが、ここでは図示及び説明を省略する。
上下のトップダイ32、33は、両者間の隙間が成形品の厚さとなるように台金31にボルト(不図示)にて固定され、左右のサイドダイ34、35は、両者間の隙間が成形品の幅となるように上下のトップダイ32、33間に挟み込まれ、トップダイ32を上下に貫通するボルト(不図示)によって前後方向の位置決めがされている。上下のトップダイ32、33間は左右両側に固定板(不図示)をボルト締めすることにより固定されている。
このように突起が設けられていることにより、脚部39a〜39fによって形成される溝に鏨を挿入して割肌を形成する際に、突起によって形成される先鋭な溝が割れのきっかけとなって割肌の形成が容易になる効果がある。
なお、各サイドダイ本体34b、35bの前後方向寸法は、各トップダイ32、33のそれと等しくされている。これは、環状部によって形成される小通路34c,35cを通過する粘土の流動抵抗がサイドダイ34、35から離間した中央部のそれより大きくなり易いため、環状部の前後方向寸法を口金を成すトップダイ32、33の前後方向寸法より小さくして流動抵抗が全体として等しくなるようにしている。
各サイドダイ本体34b、35bの上下方向には貫通孔(不図示)が形成され、サイドダイ34、35の前後方向の位置決めのためトップダイ32を貫通するボルト(不図示)が貫通するようになっている。また、サイドダイ本体34b、35bには、両外側に雌ネジ(不図示)が切られており、この雌ネジは上述の左右の固定板(不図示)に両外側から貫通する調整ネジ(不図示)に螺合されて、調整ネジの回転により両サイドダイ34、35の左右方向位置を調整できるようにされている。
各棒状体42は、左右方向寸法が、板状体41に近い側42a(粘土の押出方向上流側)より先端側42b(粘土の押出方向下流側)が大きくされ、上下方向寸法が、先端側42bより板状体41に近い側42aが大きくされている。このような寸法関係とすることにより、棒状体42同士間の隙間が粘土の上流側で大きく下流側で小さくなるため、上流側の隙間に多めに入った粘土が下流側に行くに従って小さな隙間に押し込められ、棒状体42によって形成される成形品(焼成後の外壁材90)の中空90c同士間の粘土の密度が粗くなるのを防止できる。しかも、棒状体42の板状体41に近い側42a(上流側)が左右方向寸法で小さくされていても上下方向寸法では大きくされているため、板状体41に近い側42aで必要な棒状体42の強度を確保することができる。また、棒状体42は、その先端(粘土の押出方向下流端)が押出通路10aの出口まで伸びている。
なお、粘土は板状体41の部分を通過することにより上下に切り離されるが、板状体41を通過した後は再び上下に分離されたものが接触することにより一体化される。これは粘土内に空気が混入していないため、切り離された部分に分離層が形成されないことによる。この結果、中玉40により成形品(焼成後の外壁材90)には多数の中空90cが形成されることになる。
押出通路10dから粘土が押出されるとき、押出通路10dの両側部でサイドダイ34、35に近い領域、並びに中玉40の棒状体42が接近している押出通路10dの下側領域の流動抵抗は大きくなりがちである。しかし、第4の実施形態の場合は、それらの領域に近接して追加通路36a,37a,38a〜38fが設けられているため、押出通路10d全体として流動抵抗がバランスし、上記のような領域においても他の領域と同様に粘土が押出され、成形品に捩れや反りが生じることが防止できる。
図53に示すように押出通路10dから押出された粘土91は、口金10の押出出口部に設けられたローラ列61により送られ、ローラ列61脇の一対のガイドバー63,64によってスライド自在に支持されたスライダ62に沿ってカッター(不図示)を移動させることにより所定の長さに粘土91を切ることができる。
10a,10b,10d 押出通路
12、22、32、33、45 トップダイ
13、23、40、46 中玉
18a〜18h,28a〜28p,36〜38、47a〜47p 出足調整部品
18q〜18x,36a,37a,38a〜38f、47q,47r 追加通路
34、35 サイドダイ
39 割肌口金
50 成形装置
Claims (3)
- 口金の押出通路を通して粘性体を押出すことにより所定の断面形状の粘性体成形品を形成する粘性体成形装置であって、押出される粘性体成形品は、押出される断面形状内に屈曲部若しくは狭隘部を備えることにより、当該部で他に比べて粘性体の流動抵抗が大きくなるものであり、前記口金には、前記押出通路のうち、前記粘性体成形品の屈曲部若しくは狭隘部に対応する部分に隣接して追加通路が形成され、粘性体成形品の形成のために押出される粘性体が、分流して前記追加通路からも同時に押出されることを特徴とする粘性体成形装置。
- 請求項1の粘性体成形装置において、粘性体成形品は、押出断面が全体として中空の多角形を成すもので、前記追加通路は、多角形の角部の外周側又は内周側に対応して形成されていることを特徴とする粘性体成形装置。
- 請求項1の粘性体成形装置において、粘性体成形品は、押出中心から偏倚した場所に押出方向の中空部を形成されるもので、その中空部を形成するため、前記口金には、前記中空に対応する位置に、前記中空部に対応する断面形状の中玉を備え、前記追加通路は、前記口金の押出通路周縁における前記中玉に近い部位に形成されていることを特徴とする粘性体成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019656A JP2012158113A (ja) | 2011-02-01 | 2011-02-01 | 粘性体成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019656A JP2012158113A (ja) | 2011-02-01 | 2011-02-01 | 粘性体成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012158113A true JP2012158113A (ja) | 2012-08-23 |
Family
ID=46839046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011019656A Pending JP2012158113A (ja) | 2011-02-01 | 2011-02-01 | 粘性体成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012158113A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62109608A (ja) * | 1985-11-01 | 1987-05-20 | 株式会社イナックス | 特殊形状側面タイルの押出成形方法 |
| JPH01139214A (ja) * | 1987-11-26 | 1989-05-31 | Inax Corp | 長尺タイル素地の押出成形型 |
| JPH0740324A (ja) * | 1993-07-26 | 1995-02-10 | Inax Corp | 割肌役物タイルの製造方法 |
-
2011
- 2011-02-01 JP JP2011019656A patent/JP2012158113A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62109608A (ja) * | 1985-11-01 | 1987-05-20 | 株式会社イナックス | 特殊形状側面タイルの押出成形方法 |
| JPH01139214A (ja) * | 1987-11-26 | 1989-05-31 | Inax Corp | 長尺タイル素地の押出成形型 |
| JPH0740324A (ja) * | 1993-07-26 | 1995-02-10 | Inax Corp | 割肌役物タイルの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USD849850S1 (en) | Building block set for toy and hobby | |
| US6464199B1 (en) | Molds for producing masonry units with roughened surface | |
| US20210299918A1 (en) | Manufactured retaining wall block with improved false joint | |
| CN109312567A (zh) | 用于插入榫舌的方法和装置 | |
| WO2010014623A8 (en) | Interdental cleaners and methods for making same | |
| US9145676B2 (en) | Masonry block with taper | |
| US20160326743A1 (en) | Method and Mold for Manufacturing an Interlocking Concrete Retaining Wall Block | |
| JP2012158113A (ja) | 粘性体成形装置 | |
| KR101819671B1 (ko) | 문양블록 및 문양 블록 제조장치 및 이를 이용한 문양블록제조방법 | |
| CN205337572U (zh) | 一种卷烟机吸风室及卷烟机 | |
| CN114871434B (zh) | 金刚石刀头的热压模具、金刚石刀头的制备方法、金刚石刀头及金刚石钻头 | |
| US12447650B2 (en) | Manufactured retaining wall block with improved false joint | |
| JP5280466B2 (ja) | 粘性体成形装置及び粘性体成形方法 | |
| JP6029866B2 (ja) | 板状成型品の製造方法 | |
| CN105507568B (zh) | 一种铺砖装置及铺砖方法 | |
| JP2015066874A5 (ja) | ||
| CN104401267B (zh) | 后柱上装饰板及其模具和注塑方法 | |
| CN104080347A (zh) | 食物产品成型机器上的文氏管效应技术 | |
| CN202411415U (zh) | 磁性材料压制模具 | |
| CN202367840U (zh) | 使陶瓷砖形成石材裂纹图案的布料系统 | |
| JP6577091B1 (ja) | 粘性体成形装置 | |
| RU70842U1 (ru) | Пустотообразователь установки для формирования керамического облицовочного изделия (варианты) | |
| CN205467201U (zh) | 一种混色木塑共挤出模板 | |
| RU70909U1 (ru) | Керамическое изделие для получения угловой облицовочной плитки и пустотообразователь для его изготовления | |
| US1138663A (en) | Brick-die. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140708 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140905 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150310 |