JP2012183209A - 回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 - Google Patents
回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 Download PDFInfo
- Publication number
- JP2012183209A JP2012183209A JP2011048626A JP2011048626A JP2012183209A JP 2012183209 A JP2012183209 A JP 2012183209A JP 2011048626 A JP2011048626 A JP 2011048626A JP 2011048626 A JP2011048626 A JP 2011048626A JP 2012183209 A JP2012183209 A JP 2012183209A
- Authority
- JP
- Japan
- Prior art keywords
- shaft body
- disk
- press
- caulking
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Landscapes
- Dry Shavers And Clippers (AREA)
Abstract
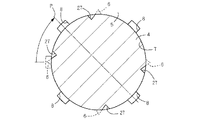
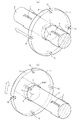
【解決手段】軸本体4と、軸本体4に固定される複数のディスク5とで回転軸体2を構成する。軸本体4の周面には、ディスク5の固定位置に対応して複数のかしめ突起6を形成する。ディスク5の中央には、軸本体4に挿通される装填穴7と、かしめ突起6に対応して装填穴7の内面に設けられる逃げ溝8とを形成する。ディスク5を軸本体4に挿通してディスク5を圧嵌姿勢に保持し、ディスク5と軸本体4を中心軸方向へあるいは周方向へ相対移動させ、装填穴7とかしめ突起6を圧嵌してディスク5を軸本体4に固定する。
【選択図】図1
Description
本発明の目的は、スパイラル刃を切断要素とする回転刃に比べて構造が簡単で製造コストを削減できる回転軸体を含む回転刃と、回転軸体を含む回転刃の製造方法を提供することにある。
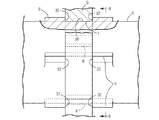
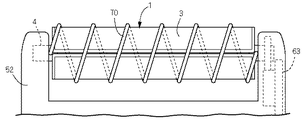
図3に示すように、かしめ突起6を形成する工程では、定置されたステーキング加工用の固定型20と、固定型20に向かって下降し、あるいは上昇するステーキング加工用の可動型21とで、軸本体4の周面に中心軸方向に長いリブ状のかしめ突起6を形成する。図3(b)に示すように、固定型20および可動型21の対向面の前後には、それぞれ鋭角の切刃22・23が形成してある。固定型20の切刃22で軸本体4を支持し、固定型20の側端に設けた位置決め枠24で軸本体4を位置決めした状態で、可動型21を軸本体4の周面に食い込ませることにより、図3(c)に示すように、軸本体4の周方向の4個所に逆V字状に突出するリブ状のかしめ突起6を形成できる。かしめ突起6は、各ディスク5の固定位置ごとに、軸本体4の中心軸方向に沿って一定間隔おきに断続的に形成するが、各ディスク5の固定位置における個々のかしめ突起6の位相位置は一定位置に揃えてある。かしめ突起6を形成するのと同時に、切刃22・23の食込み跡27が形成される。
この工程では、ステンレス製の丸棒に切削加工を施して所定の直径値の旋削ブランクを形成し、得られた旋削ブランクの中央に旋削加工あるいはドリル加工を施して装填穴7を形成する。さらに得られた2次ブランクにスロッター加工あるいはブローチ加工を施して逃げ溝8と、位置決め溝10を形成する。得られた長尺のブランクを突っ切りバイトで所定の幅に切断してディスク5を形成する。ディスク5は、ステンレス板材に打抜き加工を施して形成することができ、あるいはステンレス板材にエッチングを施して形成することもできる。
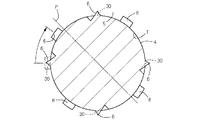
この工程では、図4(a)に示すように、ディスク5を軸本体4に挿通して仮組みする。さらに、中心軸方向に隣接するかしめ突起6・6の間でディスクを回転させて、図4(b)に示すように、その逃げ溝8が軸本体4の軸周面と対向する圧嵌姿勢に保持する。ディスク5を軸本体4に仮組みする過程では、逃げ溝8の位相位置とかしめ突起6の位相位置を一致させておくことにより、ディスク5を固定対象のかしめ突起6の近傍まで、円滑に挿通することができる。図4(b)に示すように、圧嵌姿勢に保持した状態における逃げ溝8は、周方向に隣接するかしめ突起6・6の中央位置P(図6参照)に位置させて、位置決め溝10を利用して位置決めしてある。ディスク5を圧嵌姿勢に保持した状態における、ディスク5と軸本体4の相対回転角度は45度となる。
この工程では、圧嵌姿勢に保持したディスク5と軸本体4を中心軸方向へ相対移動させて、かしめ突起6と装填穴7を互いに圧嵌する。例えば、各ディスク5を固定金具で移動不能に受止めた状態で、軸本体4を押し込んで、図5に示すようにかしめ突起6をディスク5で同時に圧潰し変形させる。このとき、5個のディスク5は軸本体4に対して同時に圧嵌される。
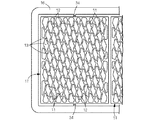
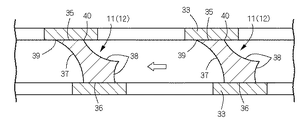
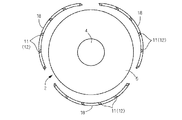
この工程では、図7に示すようにステンレス板材16にエッチングを施して、切断刃3のシート状ブランク17を形成する。具体的には、厚みが0.3mmのステンレス板材16の表裏両面にエッチング処理を施して、第1小刃11や第2小刃12などを形成する。エッチング工程においては、図9に示すようにステンレス板材16の表裏両面にレジスト膜33を形成したのち露光し、露光部を除去して、非露光部に囲まれる板材表面をエッチング液で蝕刻する。このとき、多数個のシート状ブランク17を同時に形成して、その辺部に設けられた橋絡部34(図7参照)を切断して、ステンレス板材16から分離する。
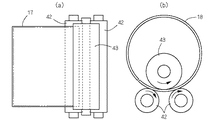
この工程では、図8(a)・(b)に示すように、シート状ブランク17にロール加工(塑性加工)を施して、円筒状の切断刃ブランク18を形成する。ロール加工は、下側に配置した2個のベースローラー42と、両ベースローラー42の間の上方に配置される加圧ローラー43とで行ない、両ローラー42・43の間にシート状ブランク17を通すことにより、円筒状の切断刃ブランク18を形成する。切断刃ブランク18は、不完全円状に曲げられている。
この工程では、回転軸体2のディスク5の周面に切断刃3の切断刃ブランク18を溶接する。詳しくは、円筒状の切断刃ブランク18をディスク5に外嵌し、断面が半円状の治具で切断刃ブランク18を抱持してディスク5の刃受面9に密着させる。この状態で、切断刃ブランク18をレーザー溶接機でディスク5に溶接することにより、図1に示すような円筒籠状の回転刃ブランク19が得られる。
熱処理工程においては、回転刃ブランク19を約1000℃にまで加熱し、その状態を所定時間維持したのち、水および加熱された油で順に冷却して焼き入れを行なう。これにより、切断刃3および軸本体4の金属組織をマルテンサイト化してその表面硬度を増強できる。回転刃ブランク19を加熱する過程では、レーザー溶接時に溶接部の周辺部で生じた熱による内部歪みを除去できる。必要に応じて焼き戻しを行う。
研削工程では、回転刃ブランク19の周面に粗研削加工と仕上げ研削加工とを順に施して、切断刃3の周面の真円度を向上し、さらに切刃39をシャープに仕上げる。粗研削加工では、溶接部の膨出表面を除去し、同時に切断刃3の周面を研削する。また、仕上げ研削加工では、切断刃3の周面の表面荒さが小さくなるように仕上げ研削を行なって、回転刃1の外周面の直径寸法と、真円度と、表面粗さとを所定の状態に仕上げる。粗研削加工では、腐食しやすい溶接部の膨出表面を除去するので、溶接部の腐食や割れなどを一掃して切断刃3の耐久性を向上できる。なお、回転刃1の真円度に対する要求仕様が低い場合には、研削工程は省略することができる。
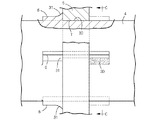
図14に示すように、かしめ突起6を形成する工程では、定置されたステーキング加工用の固定型20と、固定型20に向かって下降し、あるいは上昇するステーキング加工用の可動型21とで、軸本体4の周面に中心軸方向に長いリブ状のかしめ突起6を形成する。図14(a)に示すように、ディスク5が仮組みされた軸本体4を、固定型20の前後の切刃22に載置して、各ディスク5を隣接する切刃22の間に位置させておく。この状態で可動型21を軸本体4の周面に食い込ませることにより、図14(c)に示すように、軸本体4の周方向の4個所に逆V字状に突出するリブ状のかしめ突起6を形成できる。かしめ突起6は、各ディスク5の固定位置ごとに、軸本体4の中心軸方向に沿って一定間隔おきに断続的に形成する。各ディスク5の固定位置における個々のかしめ突起6の位相位置は一定位置に揃えてある。かしめ突起6を形成するのと同時に、切刃22・23の食込み跡27が形成される。
この工程では、図15に示すように、軸本体4に仮組みした状態のディスク5を治具80の支持壁81で支持する。この状態で、軸本体4を中心軸に沿って下向きに押し込んで、その下端面を治具80の下端のストッパー82に外接させることにより、かしめ突起6と装填穴7を互いに圧嵌する。
ディスク5の中央に、軸本体4に挿通される装填穴7を形成する。ディスク5を軸本体4に挿通した状態で、隣接するディスク5の間の軸本体4の周面に複数のかしめ突起6を形成する。ディスク5と軸本体4を中心軸方向へ相対移動させて、ディスク5を軸本体4に圧嵌固定する。
ディスク5の中央に、軸本体4に挿通される装填穴7を形成する工程。ディスク5を軸本体4に挿通して仮組みする工程。隣接するディスク5の間の軸本体4の周面に複数のかしめ突起6を形成する工程。ディスク5と軸本体4を相対移動させてかしめ突起6を圧嵌する工程。
ディスク5の中央に、軸本体4に挿通される装填穴7を形成する工程。ディスク5を軸本体4に挿通して仮組みする工程。隣接するディスク5の間の軸本体4の周面に複数のかしめ突起6を形成する工程。ディスク5と軸本体4を相対移動させてかしめ突起6を圧嵌する工程。切刃39を備えた金属製のシート状ブランク17に曲げ加工を施して切断刃ブランク18を形成する工程。切断刃ブランク18を回転軸体2に外接し、ディスク5に溶接して回転刃ブランク19を形成する工程。
2 回転軸体
3 切断刃
4 軸本体
5 ディスク
6 かしめ突起
7 装填穴
8 逃げ溝
17 シート状ブランク
18 切断刃ブランク
19 回転刃ブランク
30 圧潰面
Claims (12)
- 軸本体(4)に複数のディスク(5)が固定してある回転軸体(2)であって、
ディスク(5)の中央に、軸本体(4)に挿通される装填穴(7)が形成されており、
ディスク(5)を軸本体(4)に挿通してディスク(5)を圧嵌姿勢に保持し、ディスク(5)と軸本体(4)を相対移動させて、軸本体(4)の周面に設けた複数のかしめ突起(6)と装填穴(7)とを互いに圧嵌することによりディスク(5)が軸本体(4)に固定してある回転軸体。 - 軸本体(4)の周面に、ディスク(5)の固定位置に対応して複数のかしめ突起(6)が形成されており、
ディスク(5)の中央に、軸本体(4)に挿通される装填穴(7)と、前記かしめ突起(6)に対応して装填穴(7)の内面に設けられる逃げ溝(8)とが形成されており、
中心軸方向に隣接するかしめ突起(6)の間でディスク(5)を回転させて、その逃げ溝(8)が軸本体(4)の軸周面と対向する圧嵌姿勢に保持し、圧嵌姿勢に保持したディスク(5)と軸本体(4)を中心軸方向へ相対移動させて、ディスク(5)が軸本体(4)に圧嵌固定してある請求項1に記載の回転軸体。 - かしめ突起(6)が、軸本体(4)の中心軸方向に長いリブ状に形成されており、
ディスク(5)の中央に、軸本体(4)に挿通される装填穴(7)と、前記かしめ突起(6)に対応して装填穴(7)の内面に設けられる逃げ溝(8)とが形成されており、
ディスク(5)を固定位置まで挿通して、逃げ溝(8)とかしめ突起(6)とが嵌まり合う状態で、ディスク(5)と軸本体(4)を周方向へ相対回転させて、ディスク(5)が軸本体(4)に圧嵌固定してある請求項1に記載の回転軸体。 - 軸本体(4)がマルテンサイト系のステンレス鋼材で形成されており、
ディスク(5)がオーステナイト系のステンレス鋼材で形成されており、
ディスク(5)を軸本体(4)に固定した後、焼入れ処理が施してある請求項1から3のいずれかひとつに記載の回転軸体。 - 軸本体(4)に複数のディスク(5)が固定してある回転軸体(2)の製造方法であって、
ディスク(5)の固定位置に対応して、軸本体(4)の周面に複数のかしめ突起(6)を形成する工程と、
ディスク(5)の中央に、軸本体(4)に挿通される装填穴(7)と、前記かしめ突起(6)に対応して装填穴(7)の内面に設けられる逃げ溝(8)とを形成する工程と、
ディスク(5)を軸本体(4)に挿通して、ディスク(5)を圧嵌姿勢に保持する工程と
圧嵌姿勢に保持したディスク(5)と軸本体(4)を相対移動させて、かしめ突起(6)と装填穴(7)とを互いに圧嵌固定する工程とからなる回転軸体の製造方法。 - かしめ突起(6)を形成する工程において、
かしめ突起(6)を、軸本体(4)の中心軸方向の複数個所に断続する状態で形成し、
ディスク(5)を圧嵌姿勢に保持する工程において、
中心軸方向に隣接するかしめ突起(6)の間でディスク(5)を回転させて、その逃げ溝(8)が軸本体(4)の軸周面と対向する圧嵌姿勢に保持し、
かしめ突起(6)を圧嵌する工程において、
圧嵌姿勢に保持したディスク(5)と軸本体(4)を中心軸方向へ相対移動させて、ディスク(5)を軸本体(4)に圧嵌固定する請求項5に記載の回転軸体の製造方法。 - かしめ突起(6)を形成する工程において、
かしめ突起(6)を、軸本体(4)の中心軸方向に長いリブ状に形成し、
ディスク(5)を圧嵌姿勢に保持する工程において、
ディスク(5)を軸本体(4)の固定位置まで挿通して、逃げ溝(8)とかしめ突起(6)とが嵌まり合う状態で圧嵌姿勢に保持し、
かしめ突起(6)を圧嵌する工程において、
圧嵌姿勢に保持したディスク(5)と軸本体(4)を周方向へ相対回転させて、ディスク(5)を軸本体(4)に圧嵌固定する請求項5に記載の回転軸体の製造方法。 - かしめ突起(6)を圧嵌する工程において、
ディスク(5)と軸本体(4)を周方向へ相対回転するときの回転変位量を、かしめ突起(6)の周方向長さより大きくして、ディスク(5)を軸本体(4)に圧嵌固定する請求項7に記載の回転軸体の製造方法。 - かしめ突起(6)を圧嵌する工程において、
ディスク(5)と軸本体(4)を相対回転した後のかしめ位置が、周方向に隣接するかしめ突起(6)の中央位置(P)を越えない位置で、前記中央位置(P)の近傍に位置させてある請求項8に記載の回転軸体の製造方法。 - 軸本体(4)と、軸本体(4)に圧嵌固定される複数のディスク(5)とからなる回転軸体(2)と、回転軸体(2)のディスク(5)に固定される切断刃(3)とを備えている回転刃(1)であって、
各ディスク(5)は、その中央に設けた装填穴(7)を、軸本体(4)の周面に設けた複数のかしめ突起(6)に圧嵌して軸本体(4)に固定されており、
切断刃(3)の前段体である切断刃ブランク(18)は、切刃(39)を備えた金属製のシート状ブランク(17)に塑性加工を施して形成されており、
切断刃ブランク(18)を回転軸体(2)に外接し、複数のディスク(5)の周面に溶接して構成してある回転軸体を含む回転刃。 - 軸本体(4)がマルテンサイト系のステンレス鋼材で形成されており、
ディスク(5)がオーステナイト系のステンレス鋼材で形成されており、
切断刃(3)がマルテンサイト系のステンレス鋼材で形成されており、
回転軸体(2)に切断刃ブランク(18)を溶接して得られる回転刃ブランク(19)に焼入れ処理を施し、焼入れ後のブランクに研削処理を施して構成してある請求項10に記載の回転軸体を含む回転刃。 - 軸本体(4)と、軸本体(4)に固定される複数のディスク(5)からなる回転軸体(2)と、ディスク(5)に固定される切断刃(3)とを備えている回転刃(1)の製造方法であって、
ディスク(5)を軸本体(4)に挿通した後、ディスク(5)と軸本体(4)を相対移動させて、軸本体(4)に形成したかしめ突起(6)とディスク(5)に設けた装填穴(7)とを互いに圧嵌して回転軸体(2)を構成する工程と、
切刃(39)を備えた金属製のシート状ブランク(17)に塑性加工を施して切断刃ブランク(18)を形成する工程と、
切断刃ブランク(18)を回転軸体(2)に外接し、ディスク(5)に溶接して回転刃ブランク(19)を形成する工程と、
得られた回転刃ブランク(19)に焼入れ処理を施す工程と、
焼入れ後のブランクに研削処理を施す工程とからなる回転軸体を含む回転刃の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011048626A JP5727265B2 (ja) | 2011-03-07 | 2011-03-07 | 回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011048626A JP5727265B2 (ja) | 2011-03-07 | 2011-03-07 | 回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012183209A true JP2012183209A (ja) | 2012-09-27 |
| JP5727265B2 JP5727265B2 (ja) | 2015-06-03 |
Family
ID=47013877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011048626A Expired - Fee Related JP5727265B2 (ja) | 2011-03-07 | 2011-03-07 | 回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5727265B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012239483A (ja) * | 2011-05-16 | 2012-12-10 | Hitachi Maxell Ltd | 回転軸体およびその回転軸体を含む回転刃 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5859337U (ja) * | 1981-10-17 | 1983-04-21 | 株式会社リコー | 電機子 |
| JP2671402B2 (ja) * | 1988-07-13 | 1997-10-29 | 松下電器産業株式会社 | 回転電機のロータ |
| JP2003287011A (ja) * | 2002-03-28 | 2003-10-10 | Japan Power Fastening Co Ltd | 頭付きのねじ類 |
| JP3135178U (ja) * | 2007-06-25 | 2007-09-06 | 清 藤川 | 髭剃り機用回転刃。 |
| JP2012024415A (ja) * | 2010-07-26 | 2012-02-09 | Kyushu Hitachi Maxell Ltd | 回転刃、および回転刃を備えた小型電気機器 |
-
2011
- 2011-03-07 JP JP2011048626A patent/JP5727265B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5859337U (ja) * | 1981-10-17 | 1983-04-21 | 株式会社リコー | 電機子 |
| JP2671402B2 (ja) * | 1988-07-13 | 1997-10-29 | 松下電器産業株式会社 | 回転電機のロータ |
| JP2003287011A (ja) * | 2002-03-28 | 2003-10-10 | Japan Power Fastening Co Ltd | 頭付きのねじ類 |
| JP3135178U (ja) * | 2007-06-25 | 2007-09-06 | 清 藤川 | 髭剃り機用回転刃。 |
| JP2012024415A (ja) * | 2010-07-26 | 2012-02-09 | Kyushu Hitachi Maxell Ltd | 回転刃、および回転刃を備えた小型電気機器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012239483A (ja) * | 2011-05-16 | 2012-12-10 | Hitachi Maxell Ltd | 回転軸体およびその回転軸体を含む回転刃 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5727265B2 (ja) | 2015-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5698071B2 (ja) | 回転軸体およびその回転軸体を含む回転刃およびその回転刃を含む小型電気機器 | |
| JP5435561B2 (ja) | 回転刃、および回転刃を有する小型電気機器 | |
| JP2011087720A (ja) | 回転刃、および回転刃を有する小型電気機器 | |
| JPWO2003022535A1 (ja) | 電気かみそり用の内刃の製造方法 | |
| JP5727265B2 (ja) | 回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法 | |
| JP5876234B2 (ja) | 回転刃およびその回転刃を備えた小型電気機器 | |
| JP2009172643A (ja) | 複数の突部を備えた金属部材の製造方法 | |
| JP2012024415A (ja) | 回転刃、および回転刃を備えた小型電気機器 | |
| ES2400424B1 (es) | Procedimiento para fabricar una pieza perfilada | |
| JP2010172353A (ja) | 回転式刃物、および回転式刃物の製造方法 | |
| KR20120128087A (ko) | 회전축체 및 그 회전축체를 포함하는 회전날 | |
| CN102794779B (zh) | 旋转刀及旋转刀的制造方法 | |
| JP5879180B2 (ja) | 電気かみそり | |
| JPH10323461A (ja) | 往復動式切断手工具の内刃とその製造方法 | |
| JP5562758B2 (ja) | 刃物の製造方法、この製造方法で得られる刃物と、小型電気機器 | |
| JPH11320019A (ja) | クランクシャフトの成形及び製造方法 | |
| JPH08141228A (ja) | 電気カミソリの外刃の製造方法 | |
| JP5735870B2 (ja) | 回転刃 | |
| JP3910933B2 (ja) | 金属製薄板の切断装置 | |
| JP2002147577A (ja) | ラックバー及びその製法 | |
| JP4919279B2 (ja) | 回転式内刃を備えている電気かみそり | |
| WO1994020239A1 (fr) | Procede de fabrication d'un plateau d'entrainement | |
| KR20120132310A (ko) | 회전날 및 회전날의 제조 방법 | |
| JP4443960B2 (ja) | 金属製薄板の切断装置 | |
| JP5879179B2 (ja) | 切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150318 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5727265 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |