JP2012206457A - 複合板 - Google Patents
複合板 Download PDFInfo
- Publication number
- JP2012206457A JP2012206457A JP2011075326A JP2011075326A JP2012206457A JP 2012206457 A JP2012206457 A JP 2012206457A JP 2011075326 A JP2011075326 A JP 2011075326A JP 2011075326 A JP2011075326 A JP 2011075326A JP 2012206457 A JP2012206457 A JP 2012206457A
- Authority
- JP
- Japan
- Prior art keywords
- composite plate
- resin foam
- thermoplastic resin
- foam sheet
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Building Environments (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】 本発明の複合板は、熱可塑性樹脂発泡シートの両面に接着剤を介して金属シートが積層一体化されてなる複合板であって、上記熱可塑性樹脂発泡シートの厚みが1〜5mm、上記熱可塑性樹脂発泡シートの密度が0.02〜0.1g/cm3、上記金属シートの厚みが0.1〜0.5mm、上記複合板の全体厚みが1.1〜5.5mm、上記複合板の全体坪量が1〜3.3kg/m2及び上記複合板の最大曲げ荷重が15〜65Nであることを特徴とする。
【選択図】 図1
Description

(R1 、R2 は炭素数が1〜4のアルキル基又はハロゲン原子を示し、nは重合度を示す。)
(R3 、R4 は炭素数が1〜4のアルキル基又はハロゲン原子を示す。)
平均弦長 t=60/(気泡数×写真の倍率)
そして、得られたMD方向の気泡径(DMD)、TD方向の気泡径(DTD)とVD方向の気泡径(DVD)の相加平均値を熱可塑性樹脂発泡シートの平均気泡径とする。
平均気泡径(mm)=(DMD+DTD+DVD)/3
第一段目の押出機の先端部に第二段目の押出機が接続してなるタンデム型の押出機を用意した。そして、ポリフェニレンエーテルとポリスチレン系樹脂との混合物(ジーイープラスチックス社製 商品名「NORYL NLV025−111」、ポリフェニレンエーテル量:70重量%、ポリスチレン系樹脂量:30重量%)57.1重量%及びポリスチレン(東洋スチレン社製 商品名「HRM−26」)42.9重量%からなる変性ポリフェニレンエーテル系樹脂(フェニレンエーテル成分:40重量%、スチレン成分:60重量%)100重量部と粉末タルク0.55重量部を第一段目の押出機に供給し溶融混錬した後、第一段目の押出機中に発泡剤として液化ブタン4.5重量部を圧入して変性ポリフェニレンエーテル系樹脂を溶融混練した。
アルミニウムシートの厚みを0.5mmとし、積層シートを145℃に加熱した一対の加熱圧着ロール間に連続的に供給し、積層シートを一対の加熱圧着ロールによって表面温度が全面的に125℃となるように加熱したこと以外は実施例1と同様にして長尺状の厚みが5.1mmの複合板を得た。複合板には波うちは発生しておらず、複合板の表面を指先で押圧しても、複合板の表面に凹みは生じなかった。
積層シートを145℃に加熱した一対の加熱圧着ロール間に連続的に供給し、積層シートを一対の加熱圧着ロールによって表面温度が全面的に125℃となるように加熱したこと以外は実施例1と同様にして長尺状の厚みが4.4mmの複合板を得た。複合板には波うちは発生しておらず、複合板の表面を指先で押圧しても、複合板の表面に凹みは生じなかった。
第一段目の押出機中に圧入した液化ブタンの量を2.5重量部としたこと以外は実施例1と同様にして長尺状の厚みが2.1mmの複合板を得た。複合板には波うちは発生しておらず、複合板の表面を指先で押圧しても、複合板の表面に凹みは生じなかった。
ポリフェニレンエーテルとポリスチレン系樹脂との混合物(ジーイープラスチックス社製 商品名「NORYL NLV025−111」、ポリフェニレンエーテル量:70重量%、ポリスチレン系樹脂量:30重量%)14.3重量%及びポリスチレン(東洋スチレン社製 商品名「HRM−26」)85.7重量%からなる変性ポリフェニレンエーテル系樹脂(フェニレンエーテル成分:10重量%、スチレン成分:90重量%)100重量部と粉末タルク0.55重量部を第一段目の押出機に供給したこと、第一段目の押出機中に圧入した液化ブタンの量を3重量部としたこと以外は実施例1と同様にして厚みが2.8mmの複合板を得た。
ポリフェニレンエーテルとポリスチレン系樹脂との混合物(ジーイープラスチックス社製 商品名「NORYL NLV025−111」、ポリフェニレンエーテル量:70重量%、ポリスチレン系樹脂量:30重量%)85重量%及びポリスチレン(東洋スチレン社製 商品名「HRM−26」)15重量%からなる変性ポリフェニレンエーテル系樹脂(フェニレンエーテル成分:59.5重量%、スチレン成分:40.5重量%)100重量部と粉末タルク0.55重量部を第一段目の押出機に供給したこと、第一段目の押出機中に圧入した液化ブタンの量を5重量部としたこと以外は実施例1と同様にして厚みが3.3mmの複合板を得た。
第一段目の押出機の先端部に第二段目の押出機が接続してなるタンデム型の押出機を用意した。そして、ポリフェニレンエーテルとポリスチレン系樹脂との混合物(ジーイープラスチックス社製 商品名「NORYL NLV025−111」、ポリフェニレンエーテル量:70重量%、ポリスチレン系樹脂量:30重量%)57.1重量%及びポリスチレン(東洋スチレン社製 商品名「HRM−26」)42.9重量%からなる変性ポリフェニレンエーテル系樹脂(フェニレンエーテル成分:40重量%、スチレン成分:60重量%)100重量部と粉末タルク0.55重量部を第一段目の押出機に供給し溶融混錬した後、第一段目の押出機中に発泡剤として液化ブタン4.5重量部を圧入して変性ポリフェニレンエーテル系樹脂を溶融混練した。
アルミニウムシートの厚みを0.6mmとし、積層シートを145℃に加熱した一対の加熱圧着ロール間に連続的に供給し、積層シートを一対の加熱圧着ロールによって表面温度が全面的に125℃となるように加熱したこと以外は実施例1と同様にして長尺状の厚みが5.3mmの複合板を得た。
変性ポリフェニレンエーテル系樹脂発泡シートの製造時の引取速度を6m/分とし、アルミニウムシートの厚みを0.5mmとしたこと以外は実施例1と同様にして長尺状の厚みが6.1mmの複合板を得た。
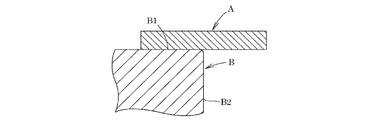
得られた複合板から縦25mm、横100mmの平面長方形状の試験片Aを10枚切り出した。図1に示したように、互いに直角に交差する平面B1、B2を有する載置部材Bの平面B1上に試験片Aを載置した。平面B1、B2が交差する角部はRが2mmであった。試験片Aは、横方向の半分が載置部材Bの平面B2から突出した状態となるように載置部材B上に載置した。なお、試験片Aにおいて、層構成は省略した。
B 載置部材
Claims (5)
- 熱可塑性樹脂発泡シートの両面に接着剤を介して金属シートが積層一体化されてなる複合板であって、上記熱可塑性樹脂発泡シートの厚みが1〜5mm、上記熱可塑性樹脂発泡シートの密度が0.02〜0.1g/cm3、上記金属シートの厚みが0.1〜0.5mm、上記複合板の全体厚みが1.1〜5.5mm、上記複合板の全体坪量が1〜3.3kg/m2及び上記複合板の最大曲げ荷重が15〜65Nであることを特徴とする複合板。
- 熱可塑性樹脂発泡シートの曲げ弾性率の最大値と最小値の比(最大値/最小値)が1〜1.5であることを特徴とする請求項1に記載の複合板。
- 複合板の曲げ弾性率の最大値と最小値の比(最大値/最小値)が1.5以下であることを特徴とする請求項1又は請求項2に記載の複合板。
- 熱可塑性樹脂発泡シートは、フェニレンエーテル成分が10〜60重量%、スチレン成分が40〜90重量%である変性ポリフェニレンエーテル系樹脂を含有していることを特徴とする請求項1乃至請求項3の何れか1項に記載の複合板。
- 複合板の発熱性試験における総発熱量が7.2MJ/m2以下であることを特徴とする請求項1乃至請求項4の何れか1項に記載の複合板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075326A JP5703092B2 (ja) | 2011-03-30 | 2011-03-30 | 複合板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075326A JP5703092B2 (ja) | 2011-03-30 | 2011-03-30 | 複合板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012206457A true JP2012206457A (ja) | 2012-10-25 |
| JP5703092B2 JP5703092B2 (ja) | 2015-04-15 |
Family
ID=47186640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011075326A Expired - Fee Related JP5703092B2 (ja) | 2011-03-30 | 2011-03-30 | 複合板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5703092B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0465441A (ja) * | 1990-07-04 | 1992-03-02 | Tonen Chem Corp | 架橋発泡用ポリオレフィン樹脂組成物 |
| JPH0740135U (ja) * | 1993-12-28 | 1995-07-18 | 積水化成品工業株式会社 | 積層断熱材 |
| JPH10119160A (ja) * | 1996-10-23 | 1998-05-12 | Chisso Corp | 軽量積層板 |
| JP2003012847A (ja) * | 2001-06-27 | 2003-01-15 | Sumitomo Chem Co Ltd | ポリフェニレンエーテル系樹脂組成物からなる発泡体 |
| JP2004330711A (ja) * | 2003-05-09 | 2004-11-25 | Kanegafuchi Chem Ind Co Ltd | 自動車内装材用基材および自動車内装材 |
| JP2007327285A (ja) * | 2006-06-09 | 2007-12-20 | Dow Kakoh Kk | 防火断熱パネル |
| JP2009035709A (ja) * | 2007-07-10 | 2009-02-19 | Kaneka Corp | 変性ポリフェニレンエーテル系樹脂押出発泡フィルム及びそれを用いた積層複合材 |
-
2011
- 2011-03-30 JP JP2011075326A patent/JP5703092B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0465441A (ja) * | 1990-07-04 | 1992-03-02 | Tonen Chem Corp | 架橋発泡用ポリオレフィン樹脂組成物 |
| JPH0740135U (ja) * | 1993-12-28 | 1995-07-18 | 積水化成品工業株式会社 | 積層断熱材 |
| JPH10119160A (ja) * | 1996-10-23 | 1998-05-12 | Chisso Corp | 軽量積層板 |
| JP2003012847A (ja) * | 2001-06-27 | 2003-01-15 | Sumitomo Chem Co Ltd | ポリフェニレンエーテル系樹脂組成物からなる発泡体 |
| JP2004330711A (ja) * | 2003-05-09 | 2004-11-25 | Kanegafuchi Chem Ind Co Ltd | 自動車内装材用基材および自動車内装材 |
| JP2007327285A (ja) * | 2006-06-09 | 2007-12-20 | Dow Kakoh Kk | 防火断熱パネル |
| JP2009035709A (ja) * | 2007-07-10 | 2009-02-19 | Kaneka Corp | 変性ポリフェニレンエーテル系樹脂押出発泡フィルム及びそれを用いた積層複合材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5703092B2 (ja) | 2015-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103270094B (zh) | 高强度挤塑型热塑性聚合物泡沫 | |
| JP2009178898A (ja) | ポリスチレン系樹脂積層発泡シート及びその製造方法 | |
| JP2012006357A (ja) | ポリスチレン系樹脂積層発泡シート、容器、及び、ポリスチレン系樹脂積層発泡シートの製造方法 | |
| JP2003193586A (ja) | ポリスチレン系樹脂押出発泡体からなる建築用断熱材 | |
| JP2012214025A (ja) | 複合板芯材用発泡シートの製造方法 | |
| JP5703092B2 (ja) | 複合板 | |
| JP2019064048A (ja) | ガラス板用合紙 | |
| JP5599264B2 (ja) | 複合板及びその製造方法 | |
| JP5576093B2 (ja) | ポリスチレン系樹脂板状発泡シートとその製造方法及びディスプレイパネル | |
| JP2007320264A (ja) | 押出多層発泡シート | |
| JP2001179903A (ja) | 積層発泡シート及び容器 | |
| JP4364622B2 (ja) | 自動車内装材用積層シート | |
| JP3194706U (ja) | 天井用の複合板 | |
| JP2005088200A (ja) | スチレン系樹脂積層発泡シートおよびその成形容器 | |
| JP6392157B2 (ja) | ポリスチレン系樹脂発泡シート、積層シート及び容器 | |
| JP4545860B2 (ja) | 多層発泡シート及び容器 | |
| JP5485048B2 (ja) | ポリスチレン系樹脂積層発泡板とその製造方法およびディスプレイパネル | |
| JP6212422B2 (ja) | ポリスチレン系樹脂発泡板およびその製造方法 | |
| JP2004339498A (ja) | ポリプロピレン系樹脂組成物発泡シートおよびそれを用いた多層発泡シート | |
| JP2000334896A (ja) | ポリスチレン系樹脂多層発泡体及びその多層発泡体よりなる容器 | |
| JP7455718B2 (ja) | ポリスチレン系樹脂積層発泡板及びその製造方法 | |
| JP7532305B2 (ja) | ポリスチレン系樹脂発泡体及び展示用パネル | |
| JP2010043171A (ja) | ポリスチレン系樹脂発泡シートの製造方法、ポリスチレン系樹脂発泡シート及び容器 | |
| JP2012045911A (ja) | 複合板及びその製造方法 | |
| JP4738975B2 (ja) | 耐熱ポリスチレン系樹脂発泡積層シート成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5703092 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |