JP2012500400A - 鍛造体からの弦状試験片の抽出 - Google Patents
鍛造体からの弦状試験片の抽出 Download PDFInfo
- Publication number
- JP2012500400A JP2012500400A JP2011523849A JP2011523849A JP2012500400A JP 2012500400 A JP2012500400 A JP 2012500400A JP 2011523849 A JP2011523849 A JP 2011523849A JP 2011523849 A JP2011523849 A JP 2011523849A JP 2012500400 A JP2012500400 A JP 2012500400A
- Authority
- JP
- Japan
- Prior art keywords
- machining
- linear
- forged body
- plunge
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/10—Working turbine blades or nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/02—Devices for withdrawing samples
- G01N1/04—Devices for withdrawing samples in the solid state, e.g. by cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0596—Cutting wall of hollow work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Biochemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Sampling And Sample Adjustment (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Abstract
【選択図】図1
Description
2 反時計方向の環状のカッティング
3 時計方向の環状のカッティング
4 半径方向外側への直線的なカッティング
5 カッティングまたは横断
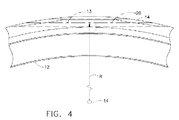
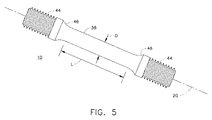
10 試験片
12 環状の鍛造体
13 弦
14 鍛造の回転軸
15 レール
18 弦状コア
20 弦軸
22 直線的なカッティングツール
23 余剰部
27 環状部分
30 機械加工
32 部分的に円筒形のカッティング
34 第1の直線的なプランジ加工
36 第2の直線的なプランジ加工
37 ブリッジ
38 ゲージセクション
39 円筒形の形状
40 完全な円筒形のカッティング
41 第1の接線方向プランジ加工
42 切込み
43 環状の切込み
44 ねじが切られた把持部
46 丸み部
47 環状のケーシング
48 ニアネットシェイプ
49 フランジ
50 キャップ
51 ボルト孔
52 第1の直線的な切込み
53 円筒形の孔
54 第2の直線的な切込み
55 切込み
57 第1のブリッジ
58 部分的に円筒形の形状
59 第2のブリッジ
60 第1の環状の切込み
90 EDMワイヤ
100 EDM機
102 機械加工ヘッド
104 上側ワイヤガイド
106 下側ワイヤガイド
112 EDM機
114 上側ノズル
116 下側ノズル
118 噴流
120 搬送台
122 車輪
124 主軸台
130 電極
134 第1のワイヤガイド
136 第2のワイヤガイド
140 可動テーブル
142 タンク
144 機械加工液または誘電体
180 カッティング部分
Claims (38)
- 鍛造の回転軸を有する環状の鍛造体から試験片を製作するための方法であって、
前記鍛造体から弦状コアを機械加工するステップであり、前記弦状コアが、前記環状の鍛造体を貫通して延びる弦と同一線上にある直線的な弦軸を有する、ステップと、
前記弦軸に関して対称である前記試験片を、前記弦状コアから形成するステップと
を含む方法。 - 前記機械加工するステップのために、直線的なカッティングツールを使用するステップをさらに含む、請求項1記載の方法。
- 前記機械加工するステップが、前記直線的なカッティングツールを用いた、前記弦軸周りにおける少なくとも部分的に円筒形のカッティングを含む、請求項2記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記部分的に円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項3記載の方法。 - 前記機械加工するステップが、前記弦軸周りにおける実質的に完全な円筒形のカッティングを含む、請求項2記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記第1の直線的なプランジ加工により形成された切込みを介する前記鍛造体の外への第2の直線的なプランジ加工と
を含む、請求項5記載の方法。 - 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項5記載の方法。 - 前記機械加工するステップが放電加工を含み、また前記直線的なカッティングツールがワイヤ放電加工機であることをさらに含む、請求項2記載の方法。
- 前記機械加工するステップが、前記直線的なカッティングツールを用いた、前記弦軸周りにおける少なくとも部分的に円筒形のカッティングを含む、請求項8記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記部分的に円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項9記載の方法。 - 前記機械加工するステップが、前記弦軸周りにおける実質的に完全な円筒形のカッティングを含む、請求項8記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記第1の直線的なプランジ加工により形成された切込みを介する前記鍛造体の外への第2の直線的なプランジ加工と
を含む、請求項11記載の方法。 - 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項11記載の方法。 - 前記機械加工するステップが、前記機械加工のために管状の電極を用いた放電加工を含む、請求項1記載の方法。
- 前記管状の電極が、銅または真鍮の管状の電極であることをさらに含む、請求項14記載の方法。
- 前記弦状コアが、前記鍛造体の余剰部から完全に機械加工されることをさらに含む、請求項1記載の方法。
- 前記機械加工するステップのために直線的なカッティングツールを使用するステップをさらに含む、請求項16記載の方法。
- 前記機械加工するステップが、前記直線的なカッティングツールを用いた前記弦軸周りにおける少なくとも部分的に円筒形のカッティングを含む、請求項17記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記部分的に円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項18記載の方法。 - 前記機械加工するステップが、前記弦軸周りにおける実質的に完全な円筒形のカッティングを含む、請求項17記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記第1の直線的なプランジ加工により形成された切込みを介する前記鍛造体の外への第2の直線的なプランジ加工と
を含む、請求項20記載の方法。 - 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項20記載の方法。 - 前記機械加工するステップが放電加工を含み、また前記直線的なカッティングツールがワイヤ放電加工機であることをさらに含む、請求項17記載の方法。
- 前記機械加工するステップが、前記直線的なカッティングツールを用いた、前記弦軸周りにおける少なくとも部分的に円筒形のカッティングを含む、請求項23記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記部分的に円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項24記載の方法。 - 前記機械加工するステップが、前記弦軸周りにおける実質的に完全な円筒形のカッティングを含む、請求項23記載の方法。
- 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記第1の直線的なプランジ加工により形成された切込みを介する前記鍛造体の外への第2の直線的なプランジ加工と
を含む、請求項26記載の方法。 - 前記機械加工するステップが、順に、
前記鍛造体への第1の直線的なプランジ加工と、
前記実質的に完全な円筒形のカッティングと、
前記鍛造体の外への第2の直線的なプランジ加工とを含み、前記第1および第2の直線的なプランジ加工が、前記弦軸に対して角度をなして離間される、請求項26記載の方法。 - 前記機械加工するステップが、前記機械加工のために管状の電極を用いた放電加工を含む、請求項16記載の方法。
- 前記管状の電極が、銅または真鍮の管状の電極であることをさらに含む、請求項29記載の方法。
- 0.1〜0.5インチ(0.254〜1.27cm)の範囲のゲージセクション直径を有する前記試験片を形成するステップをさらに含む、請求項2記載の方法。
- 前記機械加工するステップが放電加工を含み、また前記直線的なカッティングツールがワイヤ放電加工機であることをさらに含む、請求項31記載の方法。
- 鍛造の回転軸を有する環状の鍛造体から試験片を製作するための放電加工方法であって、
EDM機の搬送台の主軸台に前記環状の鍛造体を取り付けるステップであり、前記EDM機が、直交するXおよびY方向に移動しかつ機械加工するように動作可能な機械ヘッドを有し、かつ前記搬送台が、前記鍛造体の鍛造の回転軸に直角な前記Y方向に平行移動するように動作可能である、ステップと、
前記Y方向に前記搬送台を平行移動することにより、前記機械ヘッドに前記鍛造体を提示するステップと、
前記XおよびY方向に移動する前記機械ヘッドを用いて、前記鍛造体の放電加工により弦状コアを機械加工するステップであり、前記弦状コアが、前記環状の鍛造体を貫通して延びる弦と同一線上にある直線的な弦軸を有する、ステップと、
前記弦軸に関して対称である前記試験片を、前記弦状コアから形成するステップと
を含む方法。 - 前記X方向とY方向の両方に直角である上下のZ方向に、かつ前記Z方向に平行なEDMワイヤのカッティング部分に沿って機械加工液または誘電体の噴流を送るステップをさらに含む、請求項33記載の方法。
- 前記噴流を、前記機械加工ヘッドにより支持された上側および下側ワイヤガイドの上側および下側ノズルからそれぞれ送るステップをさらに含み、前記EDMワイヤの前記カッティング部分が、前記上側ワイヤガイドと下側ワイヤガイドの間で延びている、請求項34記載の方法。
- 前記搬送台が、前記機械加工液または誘電体のタンク中の可動テーブルであり、また前記環状の鍛造体が、前記機械加工液または誘電体中に浸漬されることをさらに含む、請求項33記載の方法。
- 0.1〜0.5インチ(0.254〜1.27cm)の範囲のゲージセクション直径を有する前記試験片を形成するステップをさらに含む、請求項33記載の方法。
- 前記機械加工するステップが放電加工を含み、また前記直線的なカッティングツールがワイヤ放電加工機であることをさらに含む、請求項37記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/196,026 US8338736B2 (en) | 2008-08-21 | 2008-08-21 | Extraction of chordal test specimens from forgings |
| US12/196,026 | 2008-08-21 | ||
| PCT/US2009/051911 WO2010021812A1 (en) | 2008-08-21 | 2009-07-28 | Extraction of chordal test specimens from forgings |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012500400A true JP2012500400A (ja) | 2012-01-05 |
| JP5752597B2 JP5752597B2 (ja) | 2015-07-22 |
Family
ID=41172120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011523849A Expired - Fee Related JP5752597B2 (ja) | 2008-08-21 | 2009-07-28 | 鍛造体からの弦状試験片の抽出 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8338736B2 (ja) |
| JP (1) | JP5752597B2 (ja) |
| CA (1) | CA2733781C (ja) |
| DE (1) | DE112009002049B4 (ja) |
| GB (1) | GB2474800B (ja) |
| WO (1) | WO2010021812A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107470859A (zh) * | 2017-07-14 | 2017-12-15 | 西安航天动力机械厂 | 一种制造钢/橡胶复合结构试件的方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013202734B3 (de) * | 2013-02-20 | 2014-05-08 | Aktiebolaget Skf | Verfahren zum Entnehmen eines Prüfkörpers |
| CN103341730B (zh) * | 2013-06-28 | 2015-11-18 | 江苏大学 | 一种缸孔加工方法 |
| CN110732841B (zh) * | 2019-10-21 | 2021-05-14 | 山西汾西重工有限责任公司 | 避免应力集中释放的圆柱状薄壁铸造壳体分瓣切割方法 |
| US20230030945A1 (en) * | 2021-07-29 | 2023-02-02 | Sintavia, LLC | System for removing additive manufacturing specimens from a build plate |
| CN114101897B (zh) * | 2021-11-23 | 2024-06-14 | 中国航发贵州黎阳航空动力有限公司 | 一种用于航空发动机叶片锻件切边的组合夹具及切边方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54140584A (en) * | 1978-04-24 | 1979-10-31 | Nippon Steel Corp | Deforming behaviour analysis during plastic metal working |
| JPS54158291A (en) * | 1978-06-02 | 1979-12-13 | Kubota Ltd | Method of picking up sample from tubular material |
| JPS5560611A (en) * | 1978-10-27 | 1980-05-07 | Hitachi Ltd | Method of estimating secular bending of turbine rotor |
| JPS56126526A (en) * | 1980-02-28 | 1981-10-03 | Mitsubishi Electric Corp | Method and device for wire-electrode spark erosion |
| JPS6017038A (ja) * | 1983-07-06 | 1985-01-28 | Mitsubishi Electric Corp | ワイヤカツト放電加工用ワイヤ電極 |
| JPS6190829A (ja) * | 1984-10-11 | 1986-05-09 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| JPS6488133A (en) * | 1987-09-30 | 1989-04-03 | Mitsubishi Heavy Ind Ltd | Sampling method for weld zone of pipe or the like |
| JPH01274925A (ja) * | 1988-04-27 | 1989-11-02 | Japax Inc | ワイヤカット放電加工装置 |
| JPH0671518A (ja) * | 1992-08-25 | 1994-03-15 | Zedomu Kk | ワイヤカット放電加工方法および装置 |
| JPH0933417A (ja) * | 1995-07-19 | 1997-02-07 | Sumitomo Metal Ind Ltd | 鋼管の周方向強度を求める試験方法およびその試験片 |
| JPH09150318A (ja) * | 1995-11-29 | 1997-06-10 | Mitsubishi Heavy Ind Ltd | 構造物からのサンプル採取方法 |
| JP2003073714A (ja) * | 2002-02-28 | 2003-03-12 | Sumitomo Electric Ind Ltd | アルミニウム合金製部品およびその製造方法 |
| JP2006289541A (ja) * | 2005-04-08 | 2006-10-26 | Denso Corp | ワイヤ放電加工方法 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR582581A (fr) | 1924-06-06 | 1924-12-22 | Mode de fabrication d'essieu avant léger pour automobiles | |
| DE2755724C2 (de) | 1977-12-14 | 1983-06-16 | Siemens AG, 1000 Berlin und 8000 München | Vorrichtung für die Unterstützung der Schnittstelle und des auszuschneidenden Kernes beim Drahterodieren |
| JPS56114621A (en) | 1980-02-05 | 1981-09-09 | Inoue Japax Res Inc | Wire-cut machining method by electric conduction |
| JPS57144629A (en) * | 1981-03-02 | 1982-09-07 | Fanuc Ltd | Wire cut discharge working method |
| US4484052A (en) | 1981-03-13 | 1984-11-20 | Inoue-Japax Research Incorporated | Cutting method and apparatus |
| CH646892A5 (fr) * | 1982-04-08 | 1984-12-28 | Charmilles Sa Ateliers | Procede de decoupage par decharges electriques. |
| DE3317826C2 (de) * | 1982-05-19 | 1994-04-07 | Amada Co | Schneiddraht-Funkenerosionsmaschine |
| CH659605A5 (fr) * | 1984-09-11 | 1987-02-13 | Charmilles Technologies | Machine d'electroerosion pour l'etincelage par fil et pour l'enfoncage. |
| DE3509418A1 (de) | 1985-03-15 | 1986-09-18 | Aktiengesellschaft für industrielle Elektronik AGIE Losone bei Locarno, Losone, Locarno | Vorrichtung zur sicherung von ausfallstuecken an einer elektroerosionsmaschine |
| CH664917A5 (fr) | 1985-12-12 | 1988-04-15 | Charmilles Technologies | Procede pour retenir les parties detachees d'une ebauche par electroerosion, et dispositif pour sa realisation. |
| US4796465A (en) * | 1987-04-28 | 1989-01-10 | General Electric Company | Method and apparatus for monitoring turbomachine material |
| JPS63200746U (ja) | 1987-06-16 | 1988-12-23 | ||
| US4743729A (en) * | 1987-07-06 | 1988-05-10 | Westinghouse Electric Corp. | Apparatus for electrical discharge machining of a circumferential section from a bore in a metallic cylinder |
| US4841126A (en) * | 1987-12-28 | 1989-06-20 | Mcwilliams Machinery Sales, Division Of Bridgeport Machines Inc. | Rotary table wire EDM machine |
| US5106012A (en) * | 1989-07-10 | 1992-04-21 | Wyman-Gordon Company | Dual-alloy disk system |
| JPH0297524U (ja) * | 1988-08-31 | 1990-08-03 | ||
| US5410117A (en) * | 1989-01-13 | 1995-04-25 | Charmilles Technologies S.A. | Device and control process for EDM machining with an electrode-wire |
| DE4115107A1 (de) | 1991-05-08 | 1992-11-12 | Vollmer Werke Maschf | Verfahren und maschine zum elektroerosiven bearbeiten von schneidplatten |
| JPH0819918A (ja) | 1994-07-07 | 1996-01-23 | Mitsubishi Electric Corp | ワイヤ放電加工方法及びその装置 |
| DE19506775C2 (de) * | 1995-02-27 | 1997-09-25 | Agie Ag Ind Elektronik | Vorrichtung zum Führen einer Bearbeitungselektrode an einer Funkenerosionsmaschine |
| SE508560C2 (sv) * | 1997-03-12 | 1998-10-12 | Scania Cv Ab | Hållfasthetskontroll av smidda detaljer med skäggrand |
| JPH10315057A (ja) * | 1997-05-21 | 1998-12-02 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| US6127642A (en) * | 1998-09-10 | 2000-10-03 | General Electric Company | Flex restrained electrical discharge machining |
| US6568303B1 (en) * | 2002-04-23 | 2003-05-27 | Richard Bentley | Method and apparatus for cutting rings from ring forgings |
| US6984358B2 (en) * | 2002-09-13 | 2006-01-10 | Lockheed Martin Corporation | Diffusion bonding process of two-phase metal alloys |
| US7065872B2 (en) * | 2003-06-18 | 2006-06-27 | General Electric Company | Method of processing a multiple alloy rotor |
| JP2006150424A (ja) | 2004-11-30 | 2006-06-15 | Toshiba Corp | 評価対象機器のサンプル採取・母材補修装置、およびその方法 |
-
2008
- 2008-08-21 US US12/196,026 patent/US8338736B2/en not_active Expired - Fee Related
-
2009
- 2009-07-28 CA CA2733781A patent/CA2733781C/en not_active Expired - Fee Related
- 2009-07-28 WO PCT/US2009/051911 patent/WO2010021812A1/en not_active Ceased
- 2009-07-28 GB GB201102871A patent/GB2474800B/en not_active Expired - Fee Related
- 2009-07-28 JP JP2011523849A patent/JP5752597B2/ja not_active Expired - Fee Related
- 2009-07-28 DE DE112009002049.6T patent/DE112009002049B4/de not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54140584A (en) * | 1978-04-24 | 1979-10-31 | Nippon Steel Corp | Deforming behaviour analysis during plastic metal working |
| JPS54158291A (en) * | 1978-06-02 | 1979-12-13 | Kubota Ltd | Method of picking up sample from tubular material |
| JPS5560611A (en) * | 1978-10-27 | 1980-05-07 | Hitachi Ltd | Method of estimating secular bending of turbine rotor |
| JPS56126526A (en) * | 1980-02-28 | 1981-10-03 | Mitsubishi Electric Corp | Method and device for wire-electrode spark erosion |
| JPS6017038A (ja) * | 1983-07-06 | 1985-01-28 | Mitsubishi Electric Corp | ワイヤカツト放電加工用ワイヤ電極 |
| JPS6190829A (ja) * | 1984-10-11 | 1986-05-09 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| JPS6488133A (en) * | 1987-09-30 | 1989-04-03 | Mitsubishi Heavy Ind Ltd | Sampling method for weld zone of pipe or the like |
| JPH01274925A (ja) * | 1988-04-27 | 1989-11-02 | Japax Inc | ワイヤカット放電加工装置 |
| JPH0671518A (ja) * | 1992-08-25 | 1994-03-15 | Zedomu Kk | ワイヤカット放電加工方法および装置 |
| JPH0933417A (ja) * | 1995-07-19 | 1997-02-07 | Sumitomo Metal Ind Ltd | 鋼管の周方向強度を求める試験方法およびその試験片 |
| JPH09150318A (ja) * | 1995-11-29 | 1997-06-10 | Mitsubishi Heavy Ind Ltd | 構造物からのサンプル採取方法 |
| JP2003073714A (ja) * | 2002-02-28 | 2003-03-12 | Sumitomo Electric Ind Ltd | アルミニウム合金製部品およびその製造方法 |
| JP2006289541A (ja) * | 2005-04-08 | 2006-10-26 | Denso Corp | ワイヤ放電加工方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107470859A (zh) * | 2017-07-14 | 2017-12-15 | 西安航天动力机械厂 | 一种制造钢/橡胶复合结构试件的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2733781A1 (en) | 2010-02-25 |
| GB2474800A (en) | 2011-04-27 |
| GB201102871D0 (en) | 2011-04-06 |
| CA2733781C (en) | 2016-05-03 |
| JP5752597B2 (ja) | 2015-07-22 |
| US8338736B2 (en) | 2012-12-25 |
| DE112009002049B4 (de) | 2023-10-05 |
| GB2474800B (en) | 2012-06-20 |
| WO2010021812A1 (en) | 2010-02-25 |
| DE112009002049T5 (de) | 2011-07-21 |
| US20100043517A1 (en) | 2010-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5752597B2 (ja) | 鍛造体からの弦状試験片の抽出 | |
| JP5389044B2 (ja) | ロータを製作するための方法 | |
| CN1152386C (zh) | 核反应堆燃料组件导向管及其制造方法 | |
| US20100074704A1 (en) | Method of manufacturing and refinishing integrally bladed rotors | |
| CN103121109A (zh) | 小直径气缸套加工工艺及其专用装置 | |
| CN115194066A (zh) | 用于制造多边形轴的方法 | |
| CN105364509B (zh) | 用于细长轴工件的壁厚差控制和修偏的加工设备及方法 | |
| CN104057286B (zh) | 一种电动机转子上轴承的安装装置 | |
| US6062116A (en) | Method of manufacturing hollow shaft and mandrel for holding cylindrical hollow shaft blank | |
| CN114850796B (zh) | 一种重新配制内部零件高精度孔的方法 | |
| CN117245129B (zh) | 高硬度闭式三元叶轮的流道型腔减振型粗加工铣削方法 | |
| JP2019072748A (ja) | 触媒コンバータの製造方法 | |
| CN107218912A (zh) | 一种基于可胀支撑内腔式定位的三坐标测量机及测量方法 | |
| CN107246856A (zh) | 一种可胀支撑内腔式筒状件定位装置及定位方法 | |
| CN101003870A (zh) | 铬锆铜合金及其制备方法与用途 | |
| CN116673706A (zh) | 一种薄壁长套筒零件的制造方法 | |
| SE509747C2 (sv) | Sätt vid tillverkning av ett tjockväggigt rör med liten diameter | |
| CN204893530U (zh) | 一种用于转子类零件加工的夹具 | |
| CN106807963B (zh) | 一种多层材料舱体外层法向孔加工工艺方法 | |
| CN203664892U (zh) | 一种气割圆规 | |
| JP2006075870A (ja) | 軸合わせ機構及び自動管端溶接装置 | |
| CN211071917U (zh) | 用于连续多段高精度深内锥孔的加工装置 | |
| CN211072661U (zh) | 一种用于高速离心机端盖轴颈整体加工的工装 | |
| CN203343440U (zh) | 小直径气缸套加工专用装置 | |
| CN222754658U (zh) | 一种毛细管激光切割支撑治具及激光切割机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130820 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131120 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140916 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150115 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5752597 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |