JP2012504086A - 縦長の繊維供試品にある撚り継ぎ部の品質監視 - Google Patents
縦長の繊維供試品にある撚り継ぎ部の品質監視 Download PDFInfo
- Publication number
- JP2012504086A JP2012504086A JP2011531319A JP2011531319A JP2012504086A JP 2012504086 A JP2012504086 A JP 2012504086A JP 2011531319 A JP2011531319 A JP 2011531319A JP 2011531319 A JP2011531319 A JP 2011531319A JP 2012504086 A JP2012504086 A JP 2012504086A
- Authority
- JP
- Japan
- Prior art keywords
- defect removal
- specimen
- defect
- joint
- limit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 24
- 238000012544 monitoring process Methods 0.000 title claims description 18
- 230000007547 defect Effects 0.000 claims abstract description 273
- 238000000034 method Methods 0.000 claims abstract description 60
- 238000010586 diagram Methods 0.000 claims abstract description 59
- 230000002950 deficient Effects 0.000 claims description 33
- 238000011156 evaluation Methods 0.000 claims description 16
- 238000005520 cutting process Methods 0.000 claims description 12
- 230000008859 change Effects 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 6
- 230000009466 transformation Effects 0.000 claims description 4
- 238000005259 measurement Methods 0.000 description 13
- 230000007704 transition Effects 0.000 description 11
- 238000009987 spinning Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 8
- 238000012937 correction Methods 0.000 description 7
- 239000004753 textile Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 238000007689 inspection Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- PXFBZOLANLWPMH-UHFFFAOYSA-N 16-Epiaffinine Natural products C1C(C2=CC=CC=C2N2)=C2C(=O)CC2C(=CC)CN(C)C1C2CO PXFBZOLANLWPMH-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000007383 open-end spinning Methods 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000000844 transformation Methods 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 241001589086 Bellapiscis medius Species 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/06—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to presence of irregularities in running material, e.g. for severing the material at irregularities ; Control of the correct working of the yarn cleaner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N33/00—Investigating or analysing materials by specific methods not covered by groups G01N1/00 - G01N31/00
- G01N33/36—Textiles
- G01N33/365—Filiform textiles, e.g. yarns
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Quality & Reliability (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
Ju/Jz,Ju/Jtot,Jz/Jtot,Jz/Ju,Jtot/Ju,Jtot/Jz
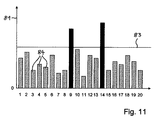
これらの商の各々は、それぞれ異なる商により表わすことができる。従ってこれらの商のどれか1つは、撚り継ぎ部の品質を特徴づける撚り継ぎ部品質量を表示するのに十分である。他の商は付加的な情報を含んでいない。特にはっきりした商は、検出される全撚り継ぎ部のどんな端数が許容されないを示す“撚り継ぎ比”
Q=Ju/Jtot
である。この撚り継ぎ比Qは、各撚り継ぎ装置に対して形成される。撚り継ぎ比から、特定の撚り継ぎ装置がよく動作するかしないかを推論することができる。そのため例えば撚り継ぎ比が下回ることのある閾値又は限界値を規定することができ、それにより撚り継ぎ装置が充分であると判断される。限界値を下回ると、それから警告信号が出されて、検査のため特定の巻取り個所又は撚り継ぎ装置が停止されるようにする。撚り継ぎ比は連続的に計算され、その推移が限界値と連続的に比較される。
2 欠陥個所
3 撚り継ぎ部
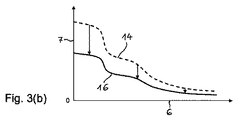
4 欠陥長又は撚り継ぎ長
5 単位長さ当たりのパラメータとしての直径又は質量
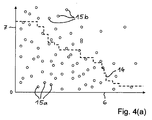
6 横軸、縦軸線
7 縦軸、直径軸線又は質量軸線
8 撚り継ぎ点
9、10 撚り継ぎ点の座標を示すための直線
11,12 分類限界
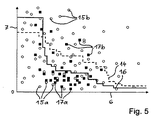
13 点群
14 欠陥個所2の欠陥除去限界又は欠陥除去曲線
15a 許される欠陥個所事象
15b 許されない欠陥個所事象
16 撚り継ぎ部3の欠陥除去限界又は欠陥除去曲線
17a 許される撚り継ぎ部事象
17b 許されない撚り継ぎ部事象
23 管糸
24 ボビン
25 糸1の移動方向
26 糸パラメータの測定装置
27 糸速度の測定装置
28 切断装置
29 撚り継ぎ装置
30 評価装置
31〜33,36,40,42〜44 導線
34 電子測定ヘッド
35 制御装置
37 入力装置
38 出力装置
39 機械制御装置
41 動作個所計算機又は製造個所計算機
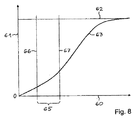
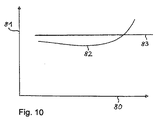
60 時間軸
61 速度軸
62 最終速度
63 速度の時間的推移
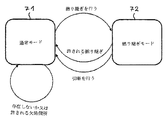
65 撚り継ぎ部3から形成される期間
66 撚り継ぎ過程の始め
67 撚り継ぎ過程の終わり
71 通常モード
72 撚り継ぎモード
80 時間軸
81 撚り継ぎ比
82 撚り継ぎ比の時間的推移
83 撚り継ぎ比の閾値
84 撚り継ぎ比を示す棒
Claims (25)
- 縦長の繊維供試品(1)の欠陥除去限界を電子測定ヘッド(34)に設定する方法であって、供試品(1)の少なくとも2つのパラメータ(4,5)に関係する第1の欠陥除去限界が、許される(15a)欠陥個所(2)と許されない(15b)欠陥個所(2)との間に規定され、線図に第1の欠陥除去曲線(14)として示され、かつ測定ヘッド(34)へ伝送されるものにおいて、供試品(1)の少なくとも2つのパラメータ(4,5)に関係しかつ第1の欠陥除去限界とは異なる、供試品(1)にある許される撚り継ぎ部(3)と許されない撚り継ぎ部(3)との間の第2の欠陥除去限界が、第1の欠陥除去限界から自動的に計算され、線図に第2の欠陥除去曲線(16)として示されて、測定ヘッド(34)へ伝送されることを特徴とする、方法。
- 第2の欠陥除去限界が、少なくとも2つのパラメータ(4,5)により張られる座標系の座標変換により、なるべく移動、回転、寸法変化及び/又は剪断により、第1の欠陥除去限界から生じる、請求項1に記載の方法。
- 第2の欠陥除去限界が操作者の入力により後で変化される、先行する請求項の1つに記載の方法。
- 第1の欠陥除去曲線(14)及び第2の欠陥除去曲線(16)が同じ線図に示される、先行する請求項の1つに記載の方法。
- 線図の少なくとも1つが二次元直角座標系(6,7)で示される、先行する請求項の1つに記載の方法。
- 少なくとも2つのパラメータ(4,5)のうち1つのパラメータ(4)が、欠陥個所(2)又は撚り継ぎ部(3)の長さの尺度であり、少なくとも2つのパラメータ(4,5)のうち他のパラメータ(5)が、供試品(1)の単位長さ当たりの質量又は断面寸法の尺度である、先行する請求項の1つに記載の方法。
- 第1の欠陥除去曲線(14)及び第2の欠陥除去曲線(16)が、少なくとの1つの図式特徴例えば線形状及び/又は色によって互いに区別される、先行する請求項の1つに記載の方法。
- 電子測定ヘッド(34)を通って長手方向(25)に動かされる縦長の繊維供試品(1)の品質を監視する方法であって、第1の欠陥除去限界及び第2の欠陥除去限界が、先行する請求項の1つに従って設定され、供試品(1)の欠陥個所(2)及び撚り継ぎ部(3)のための供試品(1)の少なくともそれぞれ2つのパラメータ(4,5)が測定され、第1の欠陥除去限界又は第2の欠陥除去限界と比較される、方法。
- 第2の欠陥除去限界を超過すると、例えば対応する撚り継ぎ部(3)の除去及び新しい撚り継ぎ部の形成を含む動作が開始される、請求項8に記載の方法。
- 供試品(1)において測定されるパラメータ(4,5)が、欠陥個所(2)又は撚り継ぎ部(3)に相当する点(15a,15b;17a,17b)の点群(13)の形で、少なくとも1つの線図に示される、請求項8又は9に記載の方法。
- 欠陥個所(2)に相当する点(15a,15b)と、撚り継ぎ部(3)に相当する点(17a,17b)が、少なくとも1つの図式特徴例えば形状及び/又は色により互いに区別される、請求項10に記載の方法。
- 許される欠陥個所(2)又は撚り継ぎ部(3)に相当する点(15a,17a)と、許されない欠陥個所(2)又は撚り継ぎ部(3)に相当する点(15b,17b)が、図式特徴例えば形状及び/又は色により互いに区別される、請求項10又は11に記載の方法。
- 第2の欠陥除去限界が、測定される少なくとも2つのパラメータ(4,5)に関係して時間的に変化される、請求項8〜12の1つに記載の方法。
- 縦長の繊維供試品(1)の品質を監視する装置であって、
供試品(1)の欠陥個所(2)及び撚り継ぎ部に対して少なくともそれぞれ2つのパラメータ(4,5)を測定するため、供試品(1)がその長手方向(25)に通ることができる電子測定ヘッド(34)、
少なくとも2つのパラメータ(4,5)に関係しかつ供試品(1)の許容される(15a)欠陥個所(2)と許容されない(15b)欠陥個所(2)との間にある第1の欠陥除去限界を記憶し、かつ第1の欠陥除去限界を測定ヘッド(34)へ伝送するために設けられている制御装置(35)、及び
第1の欠陥除去限界を第1の欠陥除去曲線(14)として線図に示すために設けられている表示装置(38)
を有するものにおいて、
少なくとも2つのパラメータ(4,5)に関係しかつ第1の欠陥除去限界とは異なり供試品(1)の許される(17a)撚り継ぎ部(3)と許されない(17b)撚り継ぎ部(3)との間の第2の欠陥除去限界を、第1の欠陥除去限界から自動的に計算するために、制御装置(35)が設けられ、
第2の欠陥除去限界を第1の欠陥除去曲線(16)として線図に示すために、表示装置(38)が設けられている、装置。 - 装置が、許されない撚り継ぎ部を供試品(1)から除去するため、評価装置(30)に接続される切断装置(27)を含んでいる、請求項14に記載の装置。
- 電子測定ヘッド(34)を通って長手方向に動かされる縦長の繊維供試品(1)の品質を監視するための特に請求項8〜13の1つに記載の方法であって、
供試品(1)の少なくとも2つのパラメータ(4,5)に関係する第1の欠陥除去限界が、供試品(1)の許される(15a)欠陥個所(2)と許されない(15b)欠陥個所(2)との間に規定され、線図に第1の欠陥除去曲線(14)として示され、かつ測定ヘッド(34)へ伝送され、
供試品(1)の欠陥個所(2)に対する供試品(1)の少なくとも2つのパラメータ(4,5)が、欠陥個所(2)に対応する点(15a,15b)の第1の点群(13)の形で線図に示され、かつ第1の欠陥除去限界と比較されるものにおいて、
供試品(1)の許される(17a)撚り継ぎ部(3)と許されない(17b)撚り継ぎ部(3)との間の、供試品(1)の少なくとも2つのパラメータ(4,5)に関係する第2の欠陥除去限界が規定され、線図に第2の欠陥除去曲線(16)として示され、かつ測定ヘッド(34)へ伝送され、供試品(1)にある撚り継ぎ部(3)に対して供試品(1)の少なくとも2つのパラメータ(4,5)が測定されて、撚り継ぎ部(3)に相当する点(17a,17b)の点群(13)の形で線図に示され、かつ第2の欠陥除去限界と比較されることを特徴とする方法。 - 欠陥個所(2)に相当する第1の点群の点(15a,15b)と、撚り継ぎ部(3)に相当する第2の点群の点(17a,17b)が、少なくとも1つの図式特徴例えば形及び/又は色により互いに区別される、請求項16に記載の方法。
- 許される欠陥個所(2)又は撚り継ぎ部(3)に相当する点(15a,17a)と、許されない欠陥個所(2)又は撚り継ぎ部(3)に相当する点(15b,17b)が、少なくとも1つの図式 特徴例えば形及び/又は色により互いに区別される、請求項16又は17に記載の方法。
- 第2の欠陥除去限界を超過すると、例えば対応する撚り継ぎ部(3)の除去及び新しい撚り継ぎ部(3)の形成を含む動作が開始される、請求項16〜18の1つに記載の方法。
- 縦長の繊維供試品(1)の品質を監視するための特に請求項14又は15に記載の装置であって、
供試品(1)の欠陥個所(2)及び撚り継ぎ部(3)に対して供試品(1)の少なくともそれぞれ2つのパラメータ(4,5)を測定するため、供試品(1)が長手方向(25)に通ることができる電子測定ヘッド(34)、
少なくとも2つのパラメータ(4,5)に関係する、供試品(1)の許される(15a)欠陥個所(2)と許されない(15b)欠陥個所(2)との間の第1の欠陥除去限界を記憶しかつ第1の欠陥除去限界を測定ヘッド(34)へ伝送するために設けられている制御装置(35)、及び
第1の欠陥除去限界を第1の欠陥除去曲線(14)として線図に示すために設けられて制御装置(35)に接続される表示装置(38)を有するものにおいて、
少なくとも2つのパラメータ(4,5)に関係しかつ第1の欠陥除去限界とは異なる、供試品(1)の許される(17a)撚り継ぎ部(3)と許されない(17b)撚り継ぎ部(3)との間の第2の欠陥除去限界を、第1の欠陥除去限界から自動的に計算し、記憶し、かつ測定ヘッド(34)へ伝送するために、制御装置(35)が設けられ、
第2の欠陥除去限界を第1の欠陥除去曲線(16)として線図に示すために、表示装置(38)が設けられている
ことを特徴とする装置。 - 電子測定ヘッド(34)を通って長手方向に動かされる縦長の繊維供試品(1)の品質を監視する特に請求項8〜13又は16〜19の1つに記載の方法であって、供試品(1)の少なくとも1つのパラメータ(4,5)が測定され、撚り継ぎ部(3)が、測定される少なくとも1つのパラメータ(4,5)に基いて、許される(17a)撚り継ぎ部(3)又は許されない(17b)撚り継ぎ部(3)に区分されるものにおいて、
3つの量のうち少なくとも2つが、許されない撚り継ぎ部(17b)の数(Ju)、許される撚り継ぎ部(17a)の数(Jz)及び全部合わせて検出される撚り継ぎ部の数(Jtot)から成る集合から、撚り継ぎ部の品質を特徴づけるただ1つの撚り継ぎ部品質量(Q)となるように互いに組合わされる
ことを特徴とする、方法。 - 組合わせが、比特に許されない撚り継ぎ部(17b)の数(Ju)又は許される撚り継ぎ部(17a)の数(Jz)と検出される撚り継ぎ部の総数(Jtot)との比(Q)の形成を含む、請求項21に記載の方法。
- 撚り継ぎ部品質量(Q)が所定の閾値(Qg)を上回るか又は下回ると、動作が開始され、例えば警告信号が出力される、請求項21又は22に記載の方法。
- 縦長の繊維供試品(1)の撚り継ぎ部(3)を監視するための特に請求項14又は15又は20に記載の装置であって、供試品(1)の少なくとも1つのパラメータ(4,5)を測定するため、供試品(1)が長手方向に通る電子測定ヘッド(34)、及び測定される少なくとも1つのパラメータ(4,5)に基いて撚り継ぎ部(3)を許される(17a)撚り継ぎ部(3)又は許されない撚り継ぎ部(3)に区分する制御装置(35)を有するものにおいて、許されない撚り継ぎ部(17b)の数(Ju)、許される撚り継ぎ部(17a)の数(Jz)及び全部合わせて検出される撚り継ぎ部の数(Jtot)から成る集合から、撚り継ぎ部の品質を特徴づけるただ1つの撚り継ぎ部品質量(Q)となるように、3つの量のうち少なくとも2つを組合わせるため、制御装置(35)が設けられていることを特徴とする、装置。
- 組合わせとして、比特に許されない撚り継ぎ部(17b)の数(Ju)又は許される撚り継ぎ部(17a)の数(Jz)と検出される撚り継ぎ部の総数(Jtot)との比(Q)を形成するため、制御装置(35)が設けられている、請求項24に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1545/08 | 2008-09-29 | ||
| CH01545/08A CH699599A1 (de) | 2008-09-29 | 2008-09-29 | Verfahren und vorrichtung zur überwachung von spleissen in einem länglichen textilen prüfgut. |
| PCT/CH2009/000308 WO2010034131A2 (de) | 2008-09-29 | 2009-09-21 | Qualitätsuberwachung von spleissen in einem länglichen textilen prüfgut |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012504086A true JP2012504086A (ja) | 2012-02-16 |
| JP5224200B2 JP5224200B2 (ja) | 2013-07-03 |
Family
ID=40210743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011531319A Active JP5224200B2 (ja) | 2008-09-29 | 2009-09-21 | 縦長の繊維供試品にある撚り継ぎ部の品質監視 |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2338819B2 (ja) |
| JP (1) | JP5224200B2 (ja) |
| CN (1) | CN102224096B (ja) |
| CH (1) | CH699599A1 (ja) |
| WO (1) | WO2010034131A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015140252A (ja) * | 2014-01-30 | 2015-08-03 | 村田機械株式会社 | 糸状態表示装置、糸処理装置、及び、糸状態表示方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013067892A (ja) * | 2011-09-21 | 2013-04-18 | Murata Mach Ltd | 糸巻取機及び糸巻取ユニット |
| DE102012100553A1 (de) * | 2012-01-24 | 2013-07-25 | Maschinenfabrik Rieter Ag | Verfahren und Vorrichtung zum Spleißen von Garn |
| JP5870810B2 (ja) * | 2012-03-28 | 2016-03-01 | 村田機械株式会社 | 糸走行情報取得装置および糸処理装置 |
| US9845220B2 (en) | 2013-06-10 | 2017-12-19 | Maschinenfabrik Rieter Ag | Method and winding station for improving a winding process of a textile machine |
| DE102017107114A1 (de) * | 2017-04-03 | 2018-10-04 | Saurer Germany Gmbh & Co. Kg | Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
| JP2019137537A (ja) * | 2018-02-14 | 2019-08-22 | 村田機械株式会社 | クリアリングリミット設定装置及び糸巻取機 |
| WO2019173929A1 (de) * | 2018-03-14 | 2019-09-19 | Uster Technologies Ag | Optimierung eines spinnprozesses bezüglich fremdmaterialien |
| CN118547408A (zh) * | 2019-01-31 | 2024-08-27 | 乌斯特技术股份公司 | 针对异物优化纺纱过程 |
| DE102019116482A1 (de) * | 2019-06-18 | 2020-12-24 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenverbindungsvorrichtung zum knotenfreien Verbinden zweier Fadenenden |
| DE102019116484A1 (de) * | 2019-06-18 | 2020-12-24 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenverbindungsvorrichtung zum knotenfreien Verbinden zweier Fadenenden |
| DE102019116627A1 (de) * | 2019-06-19 | 2020-12-24 | Saurer Spinning Solutions Gmbh & Co. Kg | Textilmaschine mit mehreren Arbeitsstellen sowie Verfahren zur Überwachung einer Textilmaschine mit mehreren Arbeitsstellen |
| IT202300003387A1 (it) * | 2023-02-27 | 2024-08-27 | Savio Macch Tessili Spa | Sistema e metodo di controllo predittivo della qualità di giunzioni tessili, e relativa macchina tessile |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000289932A (ja) * | 1999-04-05 | 2000-10-17 | Murata Mach Ltd | 紡績機の糸品質監視装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH429527A (fr) * | 1964-04-24 | 1967-01-31 | Gilbos Const Pvba | Dispositif de contrôle des noeuds faits par le dispositif de nouage d'une bobineuse à bobinage croisé |
| DE2902988A1 (de) * | 1979-01-26 | 1980-08-07 | Schlafhorst & Co W | Spleissvorrichtung |
| BG41937A1 (en) * | 1985-07-16 | 1987-09-15 | Nikhtjanov | Device for detecting defects in textile threads |
| CN1012085B (zh) * | 1986-11-24 | 1991-03-20 | 国营长岭机器厂 | 清纱监测装置电路系统 |
| US4880175A (en) * | 1987-04-14 | 1989-11-14 | Murata Kikai Kabushiki Kaisha | Tension setting and controlling method and apparatus in an automatic winder |
| CH681077A5 (ja) † | 1988-10-25 | 1993-01-15 | Zellweger Uster Ag | |
| JPH0645428B2 (ja) * | 1989-02-15 | 1994-06-15 | 村田機械株式会社 | スプライサの点検方法 |
| DE3937824A1 (de) * | 1989-11-14 | 1991-05-16 | Schlafhorst & Co W | Spulstelle einer spulmaschine, bei der das fadenverbinden und der kopswechsel automatisch durchfuehrbar sind |
| DE4028465A1 (de) * | 1990-09-07 | 1992-03-12 | Schlafhorst & Co W | Verfahren und vorrichtung zum automatischen beheben einer fadenunterbrechung an einer spinnvorrichtung |
| JPH06127825A (ja) † | 1992-10-16 | 1994-05-10 | Murata Mach Ltd | 繊維機械の部品管理システム |
| CH686779A5 (de) * | 1993-10-29 | 1996-06-28 | Luwa Ag Zellweger | Vorrichtung zur Ueberpruefung der Wickelqualitaet von Garnspulen und Verwendung der Vorrichtung an einer Spul- oder Spinnmaschine. |
| DE19649329B4 (de) * | 1995-12-20 | 2007-12-13 | Oerlikon Textile Gmbh & Co. Kg | Verfahren zum Überprüfen des Fadenprofils an einem laufenden Faden beim Anspinnen in einer Offenend-Spinnmaschine |
| EP0877108B1 (de) * | 1997-04-23 | 2003-07-16 | Uster Technologies AG | Verfahren und Vorrichtung zum Reinigen von Garnen |
| DE19938628A1 (de) * | 1999-08-14 | 2001-02-15 | Schlafhorst & Co W | Spulstelle einer automatischen Spulmaschine |
| DE19955674A1 (de) * | 1999-11-19 | 2001-05-23 | Schlafhorst & Co W | Anspinnvorrichtung mit einer Auswerteeinrichtung zur Ermittlung von Parametern eines automatischen Anspinnvorgangs |
| DE10118660A1 (de) | 2001-04-14 | 2002-10-17 | Schlafhorst & Co W | Garnreinigungseinrichtung an der Spulstelle einer Textilmaschine |
| DE10141963A1 (de) | 2001-08-28 | 2003-03-20 | Rieter Ingolstadt Spinnerei | Verfahren zum Einstellen einer Reinigungsgrenze bei einem elektronischen Garnreiniger |
| JP5354343B2 (ja) * | 2005-11-18 | 2013-11-27 | ウステル・テヒノロジーズ・アクチエンゲゼルシヤフト | ファンシーヤーンの特徴付け方法 |
-
2008
- 2008-09-29 CH CH01545/08A patent/CH699599A1/de not_active Application Discontinuation
-
2009
- 2009-09-21 EP EP10016119.9A patent/EP2338819B2/de active Active
- 2009-09-21 WO PCT/CH2009/000308 patent/WO2010034131A2/de not_active Ceased
- 2009-09-21 JP JP2011531319A patent/JP5224200B2/ja active Active
- 2009-09-21 EP EP09775790.0A patent/EP2331441B2/de active Active
- 2009-09-21 CN CN2009801464119A patent/CN102224096B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000289932A (ja) * | 1999-04-05 | 2000-10-17 | Murata Mach Ltd | 紡績機の糸品質監視装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015140252A (ja) * | 2014-01-30 | 2015-08-03 | 村田機械株式会社 | 糸状態表示装置、糸処理装置、及び、糸状態表示方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010034131A2 (de) | 2010-04-01 |
| EP2331441B2 (de) | 2021-02-24 |
| CN102224096B (zh) | 2013-07-24 |
| CH699599A1 (de) | 2010-03-31 |
| EP2338819A1 (de) | 2011-06-29 |
| EP2331441A2 (de) | 2011-06-15 |
| EP2338819B2 (de) | 2021-02-24 |
| WO2010034131A3 (de) | 2010-09-30 |
| CN102224096A (zh) | 2011-10-19 |
| EP2338819B1 (de) | 2012-07-11 |
| EP2331441B1 (de) | 2013-08-21 |
| JP5224200B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5224200B2 (ja) | 縦長の繊維供試品にある撚り継ぎ部の品質監視 | |
| JP5680653B2 (ja) | 糸欠陥除去装置に欠陥除去限界を規定する方法 | |
| JP5224201B2 (ja) | 縦長の繊維供試品の特性表示方法及び装置 | |
| CN1080334C (zh) | 用于纱线的质量监控的方法和装置 | |
| JP4811813B2 (ja) | 長手方向に動かされる糸状製品中の夾雑物を確認する方法及び装置 | |
| CN101970326B (zh) | 清纱方法和装置 | |
| CN101648660A (zh) | 在纺织机械的工位上监控纱线质量的方法 | |
| CH709125B1 (it) | Dispositivo di previsione della lavorazione di un filato, dispositivo di lavorazione di un filato e metodo di previsione della lavorazione di un filato. | |
| JP4049107B2 (ja) | 紡績機における繊維束の品質管理方法 | |
| CN105492356A (zh) | 清纱器以及纺纱机的配备有清纱器的纺纱器以及用于运行纺纱器的方法 | |
| CN104975388B (zh) | 一种纱线强力弱环检测和清除的方法及其装置 | |
| JP2003500315A (ja) | 糸を清掃する方法及び装置 | |
| JP2007211363A (ja) | 糸欠点のクリアリング判定方法と糸処理装置 | |
| CN100415622C (zh) | 清纱器 | |
| CH709205A2 (it) | Dispositivo di visualizzazione dello stato di un filato, dispositivo di lavorazione di un filato e metodo di visualizzazione dello stato di un filato. | |
| JP3209176B2 (ja) | 紡績機の表示システム | |
| CN105800385A (zh) | 用于评价捻接接头的方法和装置 | |
| US20080126039A1 (en) | Method and device for simulating a visual pattern of a fiber product and method and device for producing a bcf yarn | |
| CN113371534B (zh) | 纱线监视装置及纱线卷绕机 | |
| CN114787431B (zh) | 用于监视合成丝线的方法和设备 | |
| JP2013531137A (ja) | 縦長の繊維の供試品におけるパラメータの規則正しい目標値偏差の検査 | |
| EP3527520B1 (en) | Clearing limit setting device and yarn winding machine | |
| JP2002060138A (ja) | 原糸パッケージの管理方法及び装置 | |
| JPH11268872A (ja) | 紡績機の表示システム | |
| CN118668340A (zh) | 纺纱机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5224200 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |