JP2012509404A - リソグラフ印刷プレート支持体用の高い曲げ疲労強度を有するアルミニウムストリップ - Google Patents
リソグラフ印刷プレート支持体用の高い曲げ疲労強度を有するアルミニウムストリップ Download PDFInfo
- Publication number
- JP2012509404A JP2012509404A JP2011536870A JP2011536870A JP2012509404A JP 2012509404 A JP2012509404 A JP 2012509404A JP 2011536870 A JP2011536870 A JP 2011536870A JP 2011536870 A JP2011536870 A JP 2011536870A JP 2012509404 A JP2012509404 A JP 2012509404A
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- aluminum
- printing plate
- plate support
- bending fatigue
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 41
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 41
- 238000005452 bending Methods 0.000 title claims abstract description 37
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 68
- 238000000137 annealing Methods 0.000 claims abstract description 35
- 238000005096 rolling process Methods 0.000 claims abstract description 31
- 238000000034 method Methods 0.000 claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 claims abstract description 22
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 16
- 239000000956 alloy Substances 0.000 claims abstract description 16
- 239000012535 impurity Substances 0.000 claims abstract description 3
- 238000005098 hot rolling Methods 0.000 claims 1
- 238000007788 roughening Methods 0.000 abstract description 17
- 229910052748 manganese Inorganic materials 0.000 abstract description 5
- 230000002411 adverse Effects 0.000 abstract description 3
- 229910052719 titanium Inorganic materials 0.000 abstract description 3
- 229910052802 copper Inorganic materials 0.000 abstract description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 24
- 239000011777 magnesium Substances 0.000 description 19
- 229910052742 iron Inorganic materials 0.000 description 11
- 238000009661 fatigue test Methods 0.000 description 10
- 229910052749 magnesium Inorganic materials 0.000 description 9
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 239000011572 manganese Substances 0.000 description 6
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 4
- 238000005097 cold rolling Methods 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/04—Printing plates or foils; Materials therefor metallic
- B41N1/08—Printing plates or foils; Materials therefor metallic for lithographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/04—Printing plates or foils; Materials therefor metallic
- B41N1/08—Printing plates or foils; Materials therefor metallic for lithographic printing
- B41N1/083—Printing plates or foils; Materials therefor metallic for lithographic printing made of aluminium or aluminium alloys or having such surface layers
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Printing Plates And Materials Therefor (AREA)
Abstract
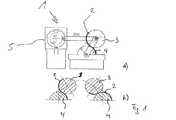
【選択図】図1
Description
0.4%<Fe≦1.0%、
0.3%<Mg≦1.0%、
0.05%≦Si≦0.25%、
Mn≦0.25%、
Cu≦0.04%、
Ti<0.1%、
残余のAl及び不可避不純物(個々には最大0.05%、合計で最大0.15%)
を含む、アルミニウム合金によって達成される。
0.4%<Fe≦0.65%。
0.4%≦Mg≦1%、好ましくは
0.4%≦Mg≦0.65%。
Ti≦0.05%、
Zn≦0.05%及び
Cr<0.01%。
Claims (10)
- リソグラフ印刷プレート支持体の製造用アルミニウム合金であって、
以下の合金成分(重量%で):
0.4%<Fe≦1.0%、
0.3%<Mg≦1.0%、
0.05%≦Si≦0.25%、
Mn≦0.25%、
Cu≦0.04%、
Ti<0.1%、
残余のAl及び不可避不純物(個々には最大0.05%、合計で最大0.15%)
を含むことを特徴とするアルミニウム合金。 - 前記アルミニウム合金が、以下のFe含量(重量%で):
0.4%<Fe≦0.65%
を有することを特徴とする請求項1に記載のアルミニウム合金。 - 前記アルミニウム合金が、以下のMg含量(重量%で):
0.4%<Mg≦1%、好ましくは
0.4%<Mg≦0.65%
を有することを特徴とする請求項1に記載のアルミニウム合金。 - 前記アルミニウム合金が、以下の合金成分(重量%で):
Ti≦0.05%、
Zn≦0.05%、
Cr<0.01%
を含むことを特徴とする請求項1に記載のアルミニウム合金。 - 前記アルミニウム合金が、最大0.1重量%、好ましくは最大0.08重量%のMn含量を有することを特徴とする請求項1に記載のアルミニウム合金。
- 請求項1〜5のいずれか1項に記載のアルミニウム合金からリソグラフ印刷プレート支持体を製造するための、厚さが0.15mm〜0.5mmのアルミニウムストリップ。
- 圧延されたままの状態の前記アルミニウムストリップが、圧延方向に沿って200MPa未満の引張強度Rmを有し、かつ280℃の温度で4分間の焼きなましプロセス後に、140MPaを超える引張強度Rm並びに交互曲げ疲労試験において少なくとも2000サイクルの、圧延方向に対して横断方向の曲げ疲労強度を有することを特徴とする請求項6に記載のアルミニウムストリップ。
- 印刷プレート支持体を製造するための、請求項6又は7に記載のアルミニウムストリップの使用。
- 請求項1〜5のいずれか1項に記載のアルミニウム合金から成る、リソグラフ印刷プレート支持体用アルミニウムストリップの製造方法であって、圧延スラブを鋳造し、この圧延スラブを必要に応じて450℃〜610℃の温度で均質化し、前記圧延スラブを2mm〜9mmの厚さまで熱間圧延し、このホットストリップを中間焼きなましを行なうか又は行なわずに、0.15mm〜0.5mmの最終厚さまで冷間圧延する、前記方法。
- 中間焼きなましを0.5mm〜2.8mmの中間厚さで行ない、この中間焼きなましがコイル内又はストレートスルー炉内で230℃〜470℃の温度にて行なわれることを特徴とする請求項9に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08105850.5 | 2008-11-21 | ||
| EP08105850.5A EP2192202B2 (de) | 2008-11-21 | 2008-11-21 | Aluminiumband für lithographische Druckplattenträger mit hoher Biegewechselbeständigkeit |
| PCT/EP2009/065508 WO2010057959A1 (de) | 2008-11-21 | 2009-11-19 | Aluminiumband für lithographische druckplattenträger mit hoher biegewechselbeständigkeit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012509404A true JP2012509404A (ja) | 2012-04-19 |
Family
ID=40445590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536870A Pending JP2012509404A (ja) | 2008-11-21 | 2009-11-19 | リソグラフ印刷プレート支持体用の高い曲げ疲労強度を有するアルミニウムストリップ |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10927437B2 (ja) |
| EP (1) | EP2192202B2 (ja) |
| JP (1) | JP2012509404A (ja) |
| KR (1) | KR20110094317A (ja) |
| CN (1) | CN102308011B (ja) |
| BR (1) | BRPI0922063B8 (ja) |
| ES (1) | ES2587024T3 (ja) |
| WO (1) | WO2010057959A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019518606A (ja) * | 2016-04-20 | 2019-07-04 | ハイドロ アルミニウム ロールド プロダクツ ゲゼルシャフト ミット ベシュレンクテル ハフツングHydro Aluminium Rolled Products GmbH | 高率の冷間圧延パス短縮によるリソ・ストリップの製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013168606A1 (ja) * | 2012-05-11 | 2013-11-14 | 古河スカイ株式会社 | アルミニウム合金箔及びその製造方法、成形包装体材料、二次電池、医薬品包装容器 |
| CN103667819B (zh) * | 2013-11-22 | 2015-09-16 | 中铝瑞闽股份有限公司 | Ctp版基及其制作方法 |
| US10695450B2 (en) | 2016-07-26 | 2020-06-30 | Laboratoires Cyclopharma | Synthesis of a radioactive agent composition |
| CN107868887A (zh) * | 2016-09-23 | 2018-04-03 | 镇江龙源铝业有限公司 | 一种led灯具用铝带新材料 |
| CN109652689A (zh) * | 2019-02-26 | 2019-04-19 | 国际铝业(厦门)有限公司 | 一种具有高抗弯强度的铝合金型材及其制备方法 |
| KR102604655B1 (ko) | 2020-03-26 | 2023-11-21 | 스페이라 게엠베하 | 평탄한 표면 형상을 갖는 리소 스트립 및 그것으로 제조된 인쇄판 |
| RU2749101C1 (ru) * | 2020-08-07 | 2021-06-04 | Федеральное государственное бюджетное учреждение науки Самарский федеральный исследовательский центр Российской академии наук (СамНЦ РАН) | СПОСОБ ХОЛОДНОЙ МНОГОПРОХОДНОЙ ПРОКАТКИ ТОНКИХ ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ Al-Mg |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6126746A (ja) * | 1984-07-18 | 1986-02-06 | Kobe Steel Ltd | 平版印刷版用アルミニウム合金 |
| JPS62181191A (ja) * | 1986-02-06 | 1987-08-08 | Furukawa Alum Co Ltd | 平版印刷原版の製造方法 |
| JP2000096172A (ja) * | 1998-09-21 | 2000-04-04 | Kobe Steel Ltd | 表面処理用アルミニウム合金板およびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0000995B1 (en) * | 1977-08-18 | 1981-12-16 | Vickers Limited | Apparatus and method for the controlled processing of radiation sensitive devices in dependence upon the temperature of the developer liquid |
| JPS5579850A (en) | 1978-12-14 | 1980-06-16 | Furukawa Alum Co Ltd | Sheetlike aluminum alloy with superior strength and formability |
| DE3507402A1 (de) | 1985-03-02 | 1986-09-04 | Vereinigte Aluminium-Werke AG, 1000 Berlin und 5300 Bonn | Aluminiumoffsetband und verfahren zu seiner herstellung |
| JPS62181190A (ja) | 1986-02-06 | 1987-08-08 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体の製造方法 |
| JPS62230946A (ja) | 1986-04-01 | 1987-10-09 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体 |
| JPS63135294A (ja) | 1986-11-27 | 1988-06-07 | Furukawa Alum Co Ltd | 平版印刷版用アルミニウム合金支持体およびその製造方法 |
| US4818300A (en) | 1986-12-08 | 1989-04-04 | Aluminum Company Of America | Method for making lithoplate |
| JP3915944B2 (ja) | 1997-08-22 | 2007-05-16 | 古河スカイ株式会社 | 平版印刷版用アルミニウム合金支持体の製造方法および平版印刷版用アルミニウム合金支持体 |
| DE29924474U1 (de) | 1999-07-02 | 2003-08-28 | Hydro Aluminium Deutschland GmbH, 53117 Bonn | Lithoband |
| JP4105042B2 (ja) | 2003-06-12 | 2008-06-18 | 三菱アルミニウム株式会社 | 平版印刷版用アルミニウム合金材料およびその製造方法 |
| JP2007083256A (ja) | 2005-09-20 | 2007-04-05 | Fujifilm Corp | 平版印刷版用支持体の製造方法 |
| JP4913816B2 (ja) | 2005-10-19 | 2012-04-11 | ハイドロ アルミニウム ドイチュラント ゲー エム ベー ハー | 石版印刷版支持体用のアルミニウムストリップ |
| US20080035488A1 (en) * | 2006-03-31 | 2008-02-14 | Martin Juan Francisco D R | Manufacturing process to produce litho sheet |
| ES2556166T3 (es) * | 2006-07-21 | 2016-01-13 | Hydro Aluminium Rolled Products Gmbh | Banda de aluminio para soporte de placa de impresión litográfica |
| SI2067871T2 (sl) | 2007-11-30 | 2023-01-31 | Speira Gmbh | Aluminijev trak za litografske nosilce tiskarskih plošč in njegova izdelava |
-
2008
- 2008-11-21 EP EP08105850.5A patent/EP2192202B2/de active Active
- 2008-11-21 ES ES08105850.5T patent/ES2587024T3/es active Active
-
2009
- 2009-11-19 WO PCT/EP2009/065508 patent/WO2010057959A1/de not_active Ceased
- 2009-11-19 JP JP2011536870A patent/JP2012509404A/ja active Pending
- 2009-11-19 CN CN200980146724.4A patent/CN102308011B/zh active Active
- 2009-11-19 BR BRPI0922063A patent/BRPI0922063B8/pt active IP Right Grant
- 2009-11-19 KR KR1020117014333A patent/KR20110094317A/ko not_active Ceased
-
2011
- 2011-05-20 US US13/112,588 patent/US10927437B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6126746A (ja) * | 1984-07-18 | 1986-02-06 | Kobe Steel Ltd | 平版印刷版用アルミニウム合金 |
| JPS62181191A (ja) * | 1986-02-06 | 1987-08-08 | Furukawa Alum Co Ltd | 平版印刷原版の製造方法 |
| JP2000096172A (ja) * | 1998-09-21 | 2000-04-04 | Kobe Steel Ltd | 表面処理用アルミニウム合金板およびその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019518606A (ja) * | 2016-04-20 | 2019-07-04 | ハイドロ アルミニウム ロールド プロダクツ ゲゼルシャフト ミット ベシュレンクテル ハフツングHydro Aluminium Rolled Products GmbH | 高率の冷間圧延パス短縮によるリソ・ストリップの製造方法 |
| US10696040B2 (en) | 2016-04-20 | 2020-06-30 | Hydro Aluminium Rolled Products Gmbh | Litho strip with high cold-rolling pass reduction |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010057959A1 (de) | 2010-05-27 |
| EP2192202A1 (de) | 2010-06-02 |
| KR20110094317A (ko) | 2011-08-23 |
| EP2192202B2 (de) | 2022-01-12 |
| BRPI0922063B8 (pt) | 2023-01-10 |
| BRPI0922063B1 (pt) | 2021-05-04 |
| CN102308011A (zh) | 2012-01-04 |
| CN102308011B (zh) | 2015-11-25 |
| EP2192202B1 (de) | 2016-07-06 |
| BRPI0922063A2 (pt) | 2015-12-15 |
| US20110290381A1 (en) | 2011-12-01 |
| ES2587024T3 (es) | 2016-10-20 |
| US10927437B2 (en) | 2021-02-23 |
| EP2192202B9 (de) | 2016-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012509404A (ja) | リソグラフ印刷プレート支持体用の高い曲げ疲労強度を有するアルミニウムストリップ | |
| JP5319693B2 (ja) | リソグラフ印刷プレート支持体用のアルミニウムストリップ及びその製造 | |
| JP6598007B2 (ja) | Fe−Ni系合金薄板の製造方法 | |
| JP2010159488A (ja) | 2000系アルミニウム合金材の成形加工方法及び該2000系アルミニウム合金材の成形加工方法により成形される成形加工品 | |
| JP2005048262A (ja) | 疲労特性に優れたCu−Ni−Si系合金 | |
| CN101238230B (zh) | 电子部件用高强度铜合金及电子部件 | |
| US20170182602A1 (en) | Aluminum alloy laminate | |
| JP6219070B2 (ja) | 銅合金板材の製造方法 | |
| JP5368968B2 (ja) | ヒートインシュレータ用アルミニウム合金板およびその製造方法 | |
| JP5323673B2 (ja) | ヒートインシュレータ用アルミニウム合金板およびその製造方法 | |
| JP5537652B2 (ja) | マンガンリッチ及びマグネシウムリッチなアルミニウムストリップ | |
| JP2007070672A (ja) | 疲労特性に優れたアルミニウム合金厚板の製造方法 | |
| US20120073711A1 (en) | Manganese-rich and highly magnesium-rich aluminium strip | |
| JP2019173118A (ja) | アルミニウム合金板およびその製造方法 | |
| JP5325178B2 (ja) | 強度、導電率及び曲げ加工性に優れたCu−Co−Si系銅合金及びその製造方法 | |
| WO2016056240A1 (ja) | 超塑性成形用アルミニウム合金板及びその製造方法 | |
| JP2026508834A (ja) | 5系アルミニウム合金板材の製造方法およびアルミニウム合金板材 | |
| JP5276368B2 (ja) | 耐食性および成形性に優れたアルミニウム合金板 | |
| JP2004211177A (ja) | 成形性、塗装焼付け硬化性及び形状に優れたアルミニウム合金板並びに製造方法 | |
| JP6951999B2 (ja) | 銅合金条、その製造方法及びこれを用いたフラットケーブル | |
| JP4375786B2 (ja) | 塗装焼付け処理後の缶壁の二次加工性に優れた缶ボディ用アルミニウム合金板 | |
| JP2008062255A (ja) | キャビティ発生の少ないAl−Mg−Si系アルミニウム合金板の超塑性成形方法およびAl−Mg−Si系アルミニウム合金成形板 | |
| JP5607215B2 (ja) | ヒートインシュレータ用アルミニウム合金板およびその製造方法 | |
| JPH11269609A (ja) | 電子部品用Fe−Ni系合金薄板 | |
| JP6879971B2 (ja) | 銅合金材料、電子部品、電子機器及び銅合金材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130517 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130524 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130619 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130626 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130719 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130730 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131007 |