JP2013138048A - 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 - Google Patents
太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 Download PDFInfo
- Publication number
- JP2013138048A JP2013138048A JP2011287185A JP2011287185A JP2013138048A JP 2013138048 A JP2013138048 A JP 2013138048A JP 2011287185 A JP2011287185 A JP 2011287185A JP 2011287185 A JP2011287185 A JP 2011287185A JP 2013138048 A JP2013138048 A JP 2013138048A
- Authority
- JP
- Japan
- Prior art keywords
- sealing material
- side sealing
- back side
- front side
- solar cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Electroluminescent Light Sources (AREA)
- Photovoltaic Devices (AREA)
Abstract
【課題】ラミネート工程の際に、太陽電池セルの裏側に配置された有色の封止材が太陽電池セルの表側に回り込むことを充分に防止できる太陽電池モジュール作製用積層体を提供する。
【解決手段】本発明の太陽電池モジュール作製用積層体10は、太陽電池セル11と、太陽電池11セルを挟んだ一対の封止材12a,12bと、太陽電池セル11および一対の封止材12a,12bを挟んだ一対の保護材(透明保護材13、バックシート14)とを備え、一対の封止材12a,12bは、太陽電池セル11の表側に配置された無色透明の表側封止材12aと、太陽電池セル11の裏側に配置された、入射光を反射可能な有色の裏側封止材12bとからなり、表側封止材12aおよび裏側封止材12bは架橋トルクが互いに異なる。
【選択図】図1
【解決手段】本発明の太陽電池モジュール作製用積層体10は、太陽電池セル11と、太陽電池11セルを挟んだ一対の封止材12a,12bと、太陽電池セル11および一対の封止材12a,12bを挟んだ一対の保護材(透明保護材13、バックシート14)とを備え、一対の封止材12a,12bは、太陽電池セル11の表側に配置された無色透明の表側封止材12aと、太陽電池セル11の裏側に配置された、入射光を反射可能な有色の裏側封止材12bとからなり、表側封止材12aおよび裏側封止材12bは架橋トルクが互いに異なる。
【選択図】図1
Description
本発明は、太陽電池モジュールを作製する際に使用される積層体に関する。また、太陽光発電パネルに使用される太陽電池モジュールを製造する方法に関する。
近年、環境問題への関心の高まりに伴い、太陽電池モジュールを用いた太陽光発電の普及が急速に拡大している。
太陽電池モジュールとしては、発電素子である複数の太陽電池セルを電気的に接続された状態で一対のシート状の封止材に挟持され、さらにこれらが保護材としてのガラス板とバックシートに挟持されたものが広く用いられている。太陽電池用の封止材としては、エチレン−酢酸ビニル共重合体を主成分としたものが広く使用されている(例えば、特許文献1参照)。
太陽光発電においては、より一層の発電効率の向上が要求されている。その要求に対し、特許文献2では、太陽電池セルの裏側に配置される封止材として、入射光を反射可能な有色のものを用いて、太陽電池モジュールに入射した光の利用効率を高めることが提案されている。
太陽電池モジュールとしては、発電素子である複数の太陽電池セルを電気的に接続された状態で一対のシート状の封止材に挟持され、さらにこれらが保護材としてのガラス板とバックシートに挟持されたものが広く用いられている。太陽電池用の封止材としては、エチレン−酢酸ビニル共重合体を主成分としたものが広く使用されている(例えば、特許文献1参照)。
太陽光発電においては、より一層の発電効率の向上が要求されている。その要求に対し、特許文献2では、太陽電池セルの裏側に配置される封止材として、入射光を反射可能な有色のものを用いて、太陽電池モジュールに入射した光の利用効率を高めることが提案されている。
ところで、太陽電池モジュールを製造する方法としては、太陽電池セルを挟んだ一対の封止材を一対の保護材で挟み、加熱して、これらをラミネートする方法が広く採用されている。しかし、この製造方法では、太陽電池セルの裏側の封止材が押し出されて太陽電池セルの表側に回り込むことがあった。特許文献2に記載の太陽電池モジュールのように、太陽電池セルの裏側の封止材を有色とした場合、裏側の封止材が太陽電池セルの表側に回り込むと、太陽電池セルに入射する光を遮るため、本来の太陽電池セルの発電性能を発揮できないことがあった。
そこで、特許文献3では、太陽電池セルの裏側に配置された封止材の酢酸ビニル単位の量を、表側に配置された封止材の酢酸ビニル単位の量よりも少なくして硬くした太陽電池モジュールが提案されている。
しかし、特許文献3に記載の太陽電池モジュールにおいても、裏側の封止材がラミネート工程の際に表側に回り込むことを充分に防止できなかった。
そこで、特許文献3では、太陽電池セルの裏側に配置された封止材の酢酸ビニル単位の量を、表側に配置された封止材の酢酸ビニル単位の量よりも少なくして硬くした太陽電池モジュールが提案されている。
しかし、特許文献3に記載の太陽電池モジュールにおいても、裏側の封止材がラミネート工程の際に表側に回り込むことを充分に防止できなかった。
本発明は、ラミネート工程の際に、太陽電池セルの裏側に配置された有色の封止材が太陽電池セルの表側に回り込むことを充分に防止できる太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法を提供することを目的とする。
本発明の太陽電池モジュール作製用積層体は、太陽電池セルと、該太陽電池セルを挟んだ一対の封止材と、前記太陽電池セルおよび前記一対の封止材を挟んだ一対の保護材とを備え、前記一対の封止材は、前記太陽電池セルの表側に配置された無色透明の表側封止材と、前記太陽電池セルの裏側に配置された、入射光を反射可能な有色の裏側封止材とからなり、前記表側封止材および前記裏側封止材は、下記測定条件での架橋トルクが互いに異なることを特徴とする。
[架橋トルクの測定条件]
架橋トルクは、JIS K6300−2に準拠し、キュラストメーターを用いて、温度150℃、ねじり振動数100±6回/分の条件で測定する。
太陽電池モジュール作製用積層体においては、表側封止材の前記架橋トルクが、裏側封止材の前記架橋トルクよりも大きいことが好ましい。
本発明の太陽電池モジュールの製造方法は、上記太陽電池モジュール作製用積層体を、表側封止材および裏側封止材が各々架橋するように加熱するラミネート工程を有することを特徴とする。
[架橋トルクの測定条件]
架橋トルクは、JIS K6300−2に準拠し、キュラストメーターを用いて、温度150℃、ねじり振動数100±6回/分の条件で測定する。
太陽電池モジュール作製用積層体においては、表側封止材の前記架橋トルクが、裏側封止材の前記架橋トルクよりも大きいことが好ましい。
本発明の太陽電池モジュールの製造方法は、上記太陽電池モジュール作製用積層体を、表側封止材および裏側封止材が各々架橋するように加熱するラミネート工程を有することを特徴とする。
本発明の太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法によれば、太陽電池セルの裏側に配置された有色の封止材がラミネート工程の際に太陽電池セルの表側に回り込むことを充分に防止できる。
<太陽電池モジュール作製用積層体>
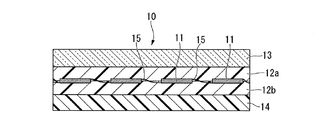
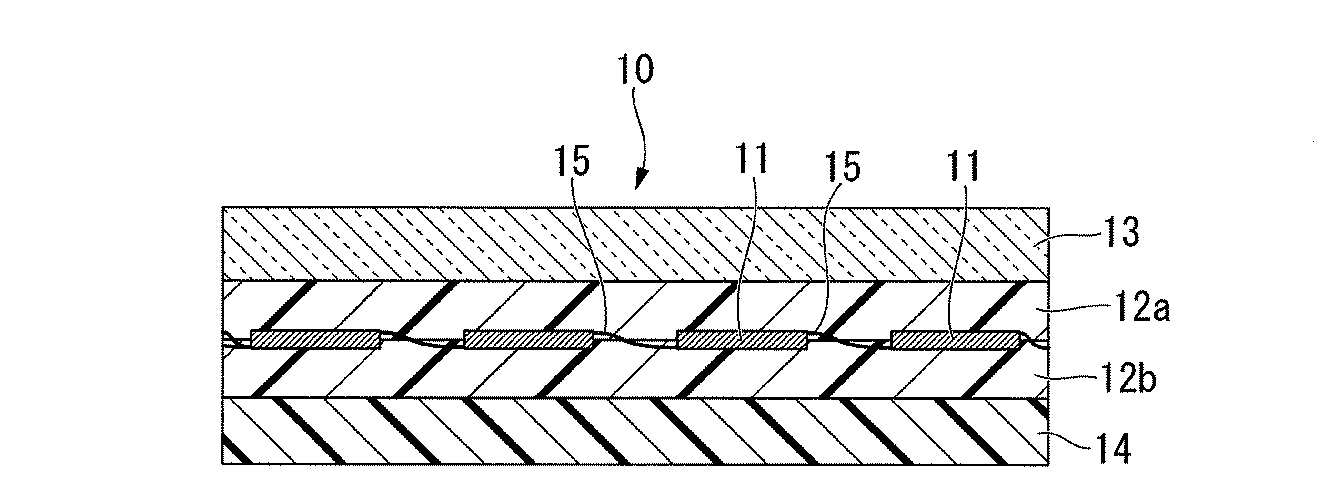
図1に、本実施形態の太陽電池モジュールの断面図を示す。本実施形態における太陽電池モジュール作製用積層体10は、複数の太陽電池セル11,11・・・と一対の封止材(表側封止材12aおよび裏側封止材12b)と透明保護材13(保護材)とバックシート14(保護材)とを備える。
また、太陽電池セル11は表側封止材12aと裏側封止材12bとによって挟持されて固定されている。表側封止材12aおよび裏側封止材12bは、透明保護材13とバックシート14との間に配置され、表側封止材12aと裏側封止材12bとは互いに接着している。透明保護材13は前面側、すなわち光の入射側に配置されている。
図1に、本実施形態の太陽電池モジュールの断面図を示す。本実施形態における太陽電池モジュール作製用積層体10は、複数の太陽電池セル11,11・・・と一対の封止材(表側封止材12aおよび裏側封止材12b)と透明保護材13(保護材)とバックシート14(保護材)とを備える。
また、太陽電池セル11は表側封止材12aと裏側封止材12bとによって挟持されて固定されている。表側封止材12aおよび裏側封止材12bは、透明保護材13とバックシート14との間に配置され、表側封止材12aと裏側封止材12bとは互いに接着している。透明保護材13は前面側、すなわち光の入射側に配置されている。
(封止材)
本実施形態における表側封止材12aは、エチレン−酢酸ビニル共重合体(以下、「EVA」という。)を含有し、着色剤を含有しない無色透明のシートであり、入射光を透過可能になっている。なお、本明細書において、「主成分」とは、80質量%のことであり、好ましくは90質量%以上、より好ましくは95質量%以上のことである。
本実施形態における裏側封止材12bは、EVAを主成分として含有し、さらに着色剤を含有する有色のシートであり、入射光を反射するようになっている。
本実施形態における表側封止材12aは、エチレン−酢酸ビニル共重合体(以下、「EVA」という。)を含有し、着色剤を含有しない無色透明のシートであり、入射光を透過可能になっている。なお、本明細書において、「主成分」とは、80質量%のことであり、好ましくは90質量%以上、より好ましくは95質量%以上のことである。
本実施形態における裏側封止材12bは、EVAを主成分として含有し、さらに着色剤を含有する有色のシートであり、入射光を反射するようになっている。
表側封止材12aおよび裏側封止材12bに含まれるEVAは、酢酸ビニル単位の割合が10〜40質量%であることが好ましく、15〜35質量%であることがより好ましい。EVAにおける酢酸ビニル単位の割合が前記下限値以上であれば、該シートの透明性、接着性を高くでき、前記上限値以下であれば、耐久性をより高くできる。
EVAの質量平均分子量は10,000〜300,000であることが好ましく、30,000〜100,000であることがより好ましい。EVAの質量平均分子量が前記下限値以上であれば、該シートの機械的物性を良好にでき、前記上限値以下であれば、加工性を良好にできる。
EVAの質量平均分子量は10,000〜300,000であることが好ましく、30,000〜100,000であることがより好ましい。EVAの質量平均分子量が前記下限値以上であれば、該シートの機械的物性を良好にでき、前記上限値以下であれば、加工性を良好にできる。
裏側封止材12bに含まれる着色剤としては、裏側封止材12bの光反射性を向上させるものが使用される。このような着色剤としては、例えば、酸化チタン、炭酸カルシウム、硫酸バリウム、鉛白、酸化亜鉛、カオリンなどが挙げられる。
本実施形態においては、表側封止材12aの下記条件での架橋トルクが、裏側封止材12bの下記条件での架橋トルクよりも大きい。
表側封止材12aおよび裏側封止材12bには、EVAの架橋を生じさせるために、有機過酸化物および必要に応じて架橋助剤が配合される。架橋トルクは、有機過酸化物および架橋助剤の配合量や種類によって調整することができる。
[架橋トルク測定条件]
架橋トルクは、JIS K6300−2に準拠し、キュラストメーターを用いて、温度150℃、ねじり振動数100±6回/分の条件で測定する。
表側封止材12aおよび裏側封止材12bには、EVAの架橋を生じさせるために、有機過酸化物および必要に応じて架橋助剤が配合される。架橋トルクは、有機過酸化物および架橋助剤の配合量や種類によって調整することができる。
[架橋トルク測定条件]
架橋トルクは、JIS K6300−2に準拠し、キュラストメーターを用いて、温度150℃、ねじり振動数100±6回/分の条件で測定する。
有機過酸化物は、ラミネート工程時にEVAを架橋させるために使用される。有機過酸化物としては、パーオキシジカーボネート類、パーオキシケタール類、ジアルキルパーオキサイド類、パーオキシエステル類、ハイドロパーオキサイド類等が挙げられる。
有機過酸化物の配合量は、EVAの100質量部に対して、0.01〜5質量部が好ましく、0.05〜2質量部がより好ましい。有機過酸化物の配合量が前記下限値以上であれば、EVAを充分に架橋させることができる。しかし、5質量%を超えて有機過酸化物を配合しても架橋度の向上は頭打ちになり、未分解残渣量が増大し、耐久性(耐候性)の低下、変色等の原因になるため、不適切である。
有機過酸化物の配合量は、EVAの100質量部に対して、0.01〜5質量部が好ましく、0.05〜2質量部がより好ましい。有機過酸化物の配合量が前記下限値以上であれば、EVAを充分に架橋させることができる。しかし、5質量%を超えて有機過酸化物を配合しても架橋度の向上は頭打ちになり、未分解残渣量が増大し、耐久性(耐候性)の低下、変色等の原因になるため、不適切である。
架橋助剤は、重合性不飽和基(ビニル基、アリル基、(メタ)アクリロキシ基等)を1つ以上(好ましくは2つ以上)有する化合物である。該化合物としては、トリアリルイソシアヌレート、トリアリルシアヌレート、トリメチロールプロパントリメタクリレート、トリメチロールプロパントリアクリレート等が挙げられる。
架橋助剤の配合量は、EVAの100質量部に対して、0〜5質量部が好ましく、0〜2質量部がより好ましい。
架橋助剤の配合量は、EVAの100質量部に対して、0〜5質量部が好ましく、0〜2質量部がより好ましい。
表側封止材の架橋トルクを大きくする方法としては、例えば、有機過酸化物の種類および量、架橋助剤の種類を同一とし、表側封止材12aの架橋助剤の量を、裏面封止材の架橋助剤の量よりも多くする方法が挙げられる。
表側封止材12aおよび裏側封止材12bには、紫外線吸収剤、光安定剤、酸化防止剤、シランカップリング剤、架橋助剤等の添加剤が含まれてもよい。
紫外線吸収剤としては、ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、サリチル酸エステル系紫外線吸収剤等が挙げられる。
光安定剤としては、ヒンダードアミン系光安定剤等が挙げられる。
酸化防止剤としては、ヒンダードフェノール系酸化防止剤、ホスファイト系酸化防止剤等が挙げられる。
光安定剤としては、ヒンダードアミン系光安定剤等が挙げられる。
酸化防止剤としては、ヒンダードフェノール系酸化防止剤、ホスファイト系酸化防止剤等が挙げられる。
シランカップリング剤は、太陽電池セル11、透明保護材13、バックシート14等との接着性を改良する成分である。シランカップリング剤としては、ビニルトリエトキシシラン、ビニルトリス(2−メトキシエトキシ)シラン、3−メタクリロキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリメトキシシラン、N−2−(アミノエチル)−3−アミノプロピルトリメトキシシラン、N−2−(アミノエチル)−3−アミノプロピルメチルジメトキシシラン、3−アミノプロピルトリエトキシシラン、3−メルカプトプロピルトリメトキシシラン等が挙げられる。
シランカップリング剤の配合量は、EVAの100質量部に対して、0〜10質量部が好ましく、0〜5質量部がより好ましい。
シランカップリング剤の配合量は、EVAの100質量部に対して、0〜10質量部が好ましく、0〜5質量部がより好ましい。
また、上記添加剤の他に、表側封止材12aおよび裏側封止材12bには、変色防止剤(脂肪酸金属塩等)、充填材等が含まれてもよい。
表側封止材12aおよび裏側封止材12bの厚みは、作製する太陽電池モジュール10に応じて0.05〜1mmの範囲内で適宜選択される。表側封止材12aおよび裏側封止材12bの厚みが0.05mm以上であれば、太陽電池セル11を充分に封止でき、1mm以下であれば、太陽電池モジュール10を薄型化できる。
表側封止材12aの全光線透過率は、入射光の利用効率がより高くなることから、80%以上であることが好ましく、85%以上であることがより好ましい。
裏側封止材12bの全光線反射率は、入射光の利用効率がより高くなることから、80%以上であることが好ましく、85%以上であることがより好ましい。
ここで、本発明における全光線透過率および全光線反射率は、JIS K7105に従って測定した値である。
裏側封止材12bの全光線反射率は、入射光の利用効率がより高くなることから、80%以上であることが好ましく、85%以上であることがより好ましい。
ここで、本発明における全光線透過率および全光線反射率は、JIS K7105に従って測定した値である。
(太陽電池セル)
太陽電池セル11としては、p型とn型の半導体を接合した構造を有するpn接合型太陽電池素子が挙げられる。pn接合型太陽電池素子としては、シリコン系(単結晶シリコン系、多結晶シリコン系、アモルファスシリコン系等)、化合物系(GaAs系、CIS系、CdTe−CdS系)等が挙げられる。
本実施形態例では、複数の太陽電池セル11は、導線および半田接合部を備えたタブストリング15を介して電気的に直列に接続されている。
太陽電池セル11としては、p型とn型の半導体を接合した構造を有するpn接合型太陽電池素子が挙げられる。pn接合型太陽電池素子としては、シリコン系(単結晶シリコン系、多結晶シリコン系、アモルファスシリコン系等)、化合物系(GaAs系、CIS系、CdTe−CdS系)等が挙げられる。
本実施形態例では、複数の太陽電池セル11は、導線および半田接合部を備えたタブストリング15を介して電気的に直列に接続されている。
(透明保護材)
透明保護材13としては、ガラス板、樹脂板等が挙げられる。ガラス板としては、光透過性の点から、表面に凹凸をつけた型板ガラスが好ましい。型板ガラスの材料としては、鉄分の少ない白板ガラス(高透過ガラス)が好ましい。
透明保護材13としては、ガラス板、樹脂板等が挙げられる。ガラス板としては、光透過性の点から、表面に凹凸をつけた型板ガラスが好ましい。型板ガラスの材料としては、鉄分の少ない白板ガラス(高透過ガラス)が好ましい。
(バックシート)
バックシート14の材料としては、ポリフッ化ビニル、ポリエステル(ポリエチレンテレフタレート等)、ポリオレフィン(ポリエチレン等)、ガラス、金属(アルミニウム等)等が挙げられる。バックシート14は、単層であってもよく、複層であってもよい。
また、バックシート14についても、光が反射しやすい色に着色されていることが好ましい。バックシート14が、光が反射しやすい色に着色されていれば、裏側封止材12bを透過した光を反射させて光の利用効率をより高めることができる。
バックシート14の材料としては、ポリフッ化ビニル、ポリエステル(ポリエチレンテレフタレート等)、ポリオレフィン(ポリエチレン等)、ガラス、金属(アルミニウム等)等が挙げられる。バックシート14は、単層であってもよく、複層であってもよい。
また、バックシート14についても、光が反射しやすい色に着色されていることが好ましい。バックシート14が、光が反射しやすい色に着色されていれば、裏側封止材12bを透過した光を反射させて光の利用効率をより高めることができる。
<太陽電池モジュールの製造方法>
上記太陽電池モジュール作製用積層体10を用いた太陽電池モジュールの製造方法について説明する。
本実施形態の太陽電池モジュールの製造方法は、上記太陽電池モジュール作製用積層体10を、表側封止材12aおよび裏側封止材12bが各々架橋するように加熱しながら圧着する。
ラミネート工程においては、有機過酸化物の10時間半減期温度以上に加熱することが好ましい。有機過酸化物の10時間半減期温度以上に加熱すれば、表側封止材12aおよび裏側封止材12bに含まれるEVAを容易に架橋できる。
上記太陽電池モジュール作製用積層体10を用いた太陽電池モジュールの製造方法について説明する。
本実施形態の太陽電池モジュールの製造方法は、上記太陽電池モジュール作製用積層体10を、表側封止材12aおよび裏側封止材12bが各々架橋するように加熱しながら圧着する。
ラミネート工程においては、有機過酸化物の10時間半減期温度以上に加熱することが好ましい。有機過酸化物の10時間半減期温度以上に加熱すれば、表側封止材12aおよび裏側封止材12bに含まれるEVAを容易に架橋できる。
上記太陽電池モジュール作製用積層体10を用いた太陽電池モジュールの製造では、表側封止材12aの架橋トルクが裏側封止材12bの架橋トルクよりも大きいため、ラミネート工程の際には、表側封止材12aが裏側封止材12bよりも硬くなる。これにより裏側封止材12bの進入を抑制して、ラミネート工程の際に裏側封止材12bが太陽電池セル11の表側に回り込むことを防止できる。そのため、有色の裏側封止材12bが太陽電池セル11に入射する光を遮ることを防止できるため、本来の太陽電池セル11の発電性能を容易に発揮できる。
なお、本発明は上記実施形態に限定されない。例えば、裏側封止材12bの架橋トルクが表側封止材12aの架橋トルクよりも大きくてもよい。裏側封止材12aの架橋トルクが表側封止材12bの架橋トルクよりも大きい場合には、ラミネート工程の際の裏側封止材12aの流動性が低くなるため、太陽電池セル11の表側への回り込みを防止できる。
また、表側封止材12aおよび裏側封止材12bを構成する樹脂はエチレン−酢酸ビニル共重合体でなくてもよく、ポリエチレン(特に低密度ポリエチレン)、エチレン−アクリル共重合体などであってもよい。また、それらの混合品でもよい。
また、表側封止材12aおよび裏側封止材12bを構成する樹脂はエチレン−酢酸ビニル共重合体でなくてもよく、ポリエチレン(特に低密度ポリエチレン)、エチレン−アクリル共重合体などであってもよい。また、それらの混合品でもよい。
(実施例1)
エチレン−酢酸ビニル共重合体(湖南石油化学社製SEETEC VE700、酢酸ビニル単位の割合:30質量%)100質量部、紫外線吸収剤(BASFジャパン社製TINUVIN P)0.5質量部、光安定剤(BASFジャパン社製TINUVIN 144)0.5質量部、シランカップリング剤(信越シリコーン社製KBE−502)0.5質量部、有機過酸化物(化薬アクゾ社製カヤエステルAN)0.5質量部、架橋助剤(日本化成社製タイク)2.0質量部を混合して、表側封止材用組成物を得た。次いで、得られた表側封止材用組成物をプレス成形して、厚さ500μmのシート状の表側封止材を得た。
エチレン−酢酸ビニル共重合体(湖南石油化学社製SEETEC VE700、酢酸ビニル単位の割合:30質量%)100質量部、紫外線吸収剤(BASFジャパン社製TINUVIN P)0.5質量部、光安定剤(BASFジャパン社製TINUVIN 144)0.5質量部、シランカップリング剤(信越シリコーン社製KBE−502)0.5質量部、有機過酸化物(化薬アクゾ社製カヤエステルAN)0.5質量部、架橋助剤(日本化成社製タイク)0.5質量部、着色剤としての酸化チタン(デュポン社製タイピュア)、を混合して、裏側封止材用組成物を得た。次いで、得られた裏側封止材用組成物をプレス成形して、厚さ500μmで白色のシート状の裏側封止材を得た。
本例では、表側封止材の架橋助剤量が裏側封止材の架橋助剤量よりも多いため、表側封止材の架橋トルクが裏側封止材の架橋トルクよりも大きい。なお、架橋トルクは下記方法により測定した。
次いで、上記のようにして得た表側封止材と裏側封止材に、電気的に直列に接続した複数の多結晶シリコン系太陽電池セルを挟み、これらをガラス板と、ポリフッ化ビニルおよびポリエステルからなるバックシートとで挟んで太陽電池モジュール作製用積層体を得た。この積層体を樹脂製の袋に入れ、袋内部を真空にすると共に128℃で加熱して、表側封止材と裏側封止材、表側封止材とガラス板、裏側封止材とバックシートとを予備圧着した。さらに、予備圧着した積層体を加熱炉内で150℃に加熱して、太陽電池モジュールを得た。
[架橋トルクの測定方法]
キュラストメーター(JSRトレーディング社製)のダイを150℃に加熱し、4g±0.5gに秤量した封止材をダイに載せ、ねじり振動数100回/分でトルクを測定した。そして、10分後のトルクを架橋トルクとした。
エチレン−酢酸ビニル共重合体(湖南石油化学社製SEETEC VE700、酢酸ビニル単位の割合:30質量%)100質量部、紫外線吸収剤(BASFジャパン社製TINUVIN P)0.5質量部、光安定剤(BASFジャパン社製TINUVIN 144)0.5質量部、シランカップリング剤(信越シリコーン社製KBE−502)0.5質量部、有機過酸化物(化薬アクゾ社製カヤエステルAN)0.5質量部、架橋助剤(日本化成社製タイク)2.0質量部を混合して、表側封止材用組成物を得た。次いで、得られた表側封止材用組成物をプレス成形して、厚さ500μmのシート状の表側封止材を得た。
エチレン−酢酸ビニル共重合体(湖南石油化学社製SEETEC VE700、酢酸ビニル単位の割合:30質量%)100質量部、紫外線吸収剤(BASFジャパン社製TINUVIN P)0.5質量部、光安定剤(BASFジャパン社製TINUVIN 144)0.5質量部、シランカップリング剤(信越シリコーン社製KBE−502)0.5質量部、有機過酸化物(化薬アクゾ社製カヤエステルAN)0.5質量部、架橋助剤(日本化成社製タイク)0.5質量部、着色剤としての酸化チタン(デュポン社製タイピュア)、を混合して、裏側封止材用組成物を得た。次いで、得られた裏側封止材用組成物をプレス成形して、厚さ500μmで白色のシート状の裏側封止材を得た。
本例では、表側封止材の架橋助剤量が裏側封止材の架橋助剤量よりも多いため、表側封止材の架橋トルクが裏側封止材の架橋トルクよりも大きい。なお、架橋トルクは下記方法により測定した。
次いで、上記のようにして得た表側封止材と裏側封止材に、電気的に直列に接続した複数の多結晶シリコン系太陽電池セルを挟み、これらをガラス板と、ポリフッ化ビニルおよびポリエステルからなるバックシートとで挟んで太陽電池モジュール作製用積層体を得た。この積層体を樹脂製の袋に入れ、袋内部を真空にすると共に128℃で加熱して、表側封止材と裏側封止材、表側封止材とガラス板、裏側封止材とバックシートとを予備圧着した。さらに、予備圧着した積層体を加熱炉内で150℃に加熱して、太陽電池モジュールを得た。
[架橋トルクの測定方法]
キュラストメーター(JSRトレーディング社製)のダイを150℃に加熱し、4g±0.5gに秤量した封止材をダイに載せ、ねじり振動数100回/分でトルクを測定した。そして、10分後のトルクを架橋トルクとした。
(実施例2)
実施例1における表側封止材を裏側封止材として用い、裏側封止材を表側封止材として用いたこと以外は実施例1と同様にして、太陽電池モジュールを得た。
本例では、裏側封止材の架橋助剤量が表側封止材の架橋助剤量よりも多いため、裏側封止材の架橋トルクが表側封止材の架橋トルクよりも大きい。
実施例1における表側封止材を裏側封止材として用い、裏側封止材を表側封止材として用いたこと以外は実施例1と同様にして、太陽電池モジュールを得た。
本例では、裏側封止材の架橋助剤量が表側封止材の架橋助剤量よりも多いため、裏側封止材の架橋トルクが表側封止材の架橋トルクよりも大きい。
(比較例1)
実施例1における裏側封止材についても表側封止材と同様のものを用い、表側封止材と裏側封止材との架橋トルクを同じにしたこと以外は実施例1と同様にして、太陽電池モジュールを得た。
実施例1における裏側封止材についても表側封止材と同様のものを用い、表側封止材と裏側封止材との架橋トルクを同じにしたこと以外は実施例1と同様にして、太陽電池モジュールを得た。
[評価]
裏側封止材の太陽電池セル上への回り込みを目視により評価した。評価結果を表1に示す。なお、表中、○は回り込みなし、×は回り込みあり、のものである。
また、ソーラーシミュレータ(日清紡メカトロニクス社製PVS1114iD)を用いて、得られた太陽電池モジュールのI−V特性を測定して、初期の発電性能(最大発電量Pmax)を求めた。その結果を表1に示す。
裏側封止材の太陽電池セル上への回り込みを目視により評価した。評価結果を表1に示す。なお、表中、○は回り込みなし、×は回り込みあり、のものである。
また、ソーラーシミュレータ(日清紡メカトロニクス社製PVS1114iD)を用いて、得られた太陽電池モジュールのI−V特性を測定して、初期の発電性能(最大発電量Pmax)を求めた。その結果を表1に示す。
表側封止材と裏側封止材との架橋トルクが異なる実施例1,2では、裏側封止材の太陽電池セル上への回りこみが見られなかった。また、得られた太陽電池モジュールの発電性能が高かった。特に、表側封止材の架橋トルクが大きい実施例1では、得られた太陽電池モジュールの発電性能がより高かった。
表側封止材と裏側封止材との架橋トルクを同じにした比較例1では、裏側封止材の太陽電池セル上への回りこみが見られた。また、得られた太陽電池モジュールの発電性能が低かった。
表側封止材と裏側封止材との架橋トルクを同じにした比較例1では、裏側封止材の太陽電池セル上への回りこみが見られた。また、得られた太陽電池モジュールの発電性能が低かった。
10 太陽電池モジュール作製用積層体
11 太陽電池セル
12a 表側封止材
12b 裏側封止材
13 透明保護材(保護材)
14 バックシート(保護材)
15 タブストリング
11 太陽電池セル
12a 表側封止材
12b 裏側封止材
13 透明保護材(保護材)
14 バックシート(保護材)
15 タブストリング
Claims (3)
- 太陽電池セルと、該太陽電池セルを挟んだ一対の封止材と、前記太陽電池セルおよび前記一対の封止材を挟んだ一対の保護材とを備え、
前記一対の封止材は、前記太陽電池セルの表側に配置された無色透明の表側封止材と、前記太陽電池セルの裏側に配置された、入射光を反射可能な有色の裏側封止材とからなり、前記表側封止材および前記裏側封止材は、下記測定条件での架橋トルクが互いに異なることを特徴とする太陽電池モジュール作製用積層体。
[架橋トルクの測定条件]
架橋トルクは、JIS K6300−2に準拠し、キュラストメーターを用いて、温度150℃、ねじり振動数100±6回/分の条件で測定する。 - 表側封止材の前記架橋トルクが、裏側封止材の前記架橋トルクよりも大きいことを特徴とする請求項1に記載の太陽電池モジュール作製用積層体。
- 請求項1または2に記載の太陽電池モジュール作製用積層体を、表側封止材および裏側封止材が各々架橋するように加熱するラミネート工程を有することを特徴とする太陽電池モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011287185A JP2013138048A (ja) | 2011-12-28 | 2011-12-28 | 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011287185A JP2013138048A (ja) | 2011-12-28 | 2011-12-28 | 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013138048A true JP2013138048A (ja) | 2013-07-11 |
Family
ID=48913549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011287185A Pending JP2013138048A (ja) | 2011-12-28 | 2011-12-28 | 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013138048A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022027421A (ja) * | 2020-07-30 | 2022-02-10 | 京セラ株式会社 | 太陽電池モジュール |
-
2011
- 2011-12-28 JP JP2011287185A patent/JP2013138048A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022027421A (ja) * | 2020-07-30 | 2022-02-10 | 京セラ株式会社 | 太陽電池モジュール |
| JP7500457B2 (ja) | 2020-07-30 | 2024-06-17 | 京セラ株式会社 | 太陽電池モジュール |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5639930B2 (ja) | 太陽電池封止材及びそれを用いて作製された太陽電池モジュール | |
| EP3358629B1 (en) | Multilayer sheet for solar cell sealing material, method for manufacturing multilayer sheet for solar cell sealing material, and solar cell module | |
| EP3357987B1 (en) | Insulating multilayer sheet and solar cell module | |
| JP5624793B2 (ja) | 太陽電池用封止材および太陽電池モジュール | |
| JP2017098432A (ja) | 太陽電池モジュール | |
| JP2014179462A (ja) | 太陽電池モジュール用裏側封止材及び太陽電池モジュール | |
| WO2014136260A1 (ja) | 太陽電池用封止材および太陽電池モジュール | |
| JP2013118281A (ja) | 太陽電池用封止材および太陽電池モジュール | |
| JP2015170640A (ja) | 太陽電池モジュール用封止材及び太陽電池モジュール | |
| JP2011077089A (ja) | 太陽電池用裏面側封止材及び太陽電池モジュール | |
| JP2013138048A (ja) | 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 | |
| JP2014239138A (ja) | 太陽電池モジュールの製造方法及び太陽電池モジュール | |
| JP2017123434A (ja) | 背面側封止材、並びに太陽電池モジュール及びその製造方法 | |
| JP2013138047A (ja) | 太陽電池モジュールの製造方法 | |
| JP2017195243A (ja) | 太陽電池モジュール用封止材および太陽電池モジュール | |
| JP2015046510A (ja) | 太陽電池モジュール用封止材及び太陽電池モジュール | |
| JP2013077622A (ja) | 太陽電池用封止材および太陽電池モジュール | |
| JP2013138049A (ja) | 太陽電池モジュール作製用積層体および太陽電池モジュールの製造方法 | |
| JP2015170657A (ja) | 太陽電池モジュール用封止材及び太陽電池モジュール | |
| JP2014135383A (ja) | 太陽電池用封止材および太陽電池モジュール | |
| JP2017107922A (ja) | 太陽電池モジュール用封止材および太陽電池モジュール | |
| JP2018073883A (ja) | 太陽電池モジュール用封止材及びその製造方法、並びに太陽電池モジュール及びその製造方法 | |
| JP2018039865A (ja) | 太陽電池モジュール用封止材及び太陽電池モジュール | |
| WO2014054579A1 (ja) | 太陽電池モジュール用充填材シート及び太陽電池モジュールの製造方法 | |
| JP2013077623A (ja) | 太陽電池モジュール用封止材および太陽電池モジュールの製造方法 |