JP2013143455A - 永久磁石の製造方法 - Google Patents
永久磁石の製造方法 Download PDFInfo
- Publication number
- JP2013143455A JP2013143455A JP2012002512A JP2012002512A JP2013143455A JP 2013143455 A JP2013143455 A JP 2013143455A JP 2012002512 A JP2012002512 A JP 2012002512A JP 2012002512 A JP2012002512 A JP 2012002512A JP 2013143455 A JP2013143455 A JP 2013143455A
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- permanent magnet
- stress concentration
- hole
- mandrel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, rods or tubes
- B21C23/085—Making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/221—Extrusion presses; Dies therefor extrusion dies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0273—Imparting anisotropy
- H01F41/028—Radial anisotropy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0008—Magnetic or paramagnetic
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Extrusion Of Metal (AREA)
Abstract
【解決手段】押出し金型の貫通孔に、他方の開口からマンドレルを挿入すると共に、該貫通孔に、一方の開口から予備成形体を装填した状態で、一方の開口から押圧パンチを貫通孔に挿入して押圧プレスする。予備成形体は、マンドレルの外面と貫通孔の内面との間の充填空間に押出されることで、有底部を有する一次成形体が成形される。この一次成形体から有底部を切除することで、押出し方向の前後に開口する角筒状の二次成形体24が得られる。二次成形体24に、一対の応力集中部28の対向方向に力を加えることで、二次成形体24は、4つの応力集中部28で分断されて4つの断面矩形状の永久磁石18が得られる。
【選択図】図3
Description
押出し金型に形成した貫通孔にマンドレルを挿通した状態で、貫通孔に装填した予備成形体を、押圧パンチで押圧して前記貫通孔の内面とマンドレルの外面との間に画成した充填空間に押出すことで、押出し方向に延在する応力集中部が周方向に離間して複数形成された筒状の成形体を成形し、
得られた成形体に外力を加えることで、該成形体を前記応力集中部で分断して複数の永久磁石に分割するようにしたことを要旨とする。
請求項2に係る発明によれば、永久磁石の分断面の平面度が向上して外観を良好にし得る。
請求項3に係る発明によれば、永久磁石の分断面の平面度をより向上することができる。
請求項4に係る発明によれば、応力集中部での分断が容易で、かつ配向性が低下するのを抑えることができる。
請求項5に係る発明によれば、分断作業が簡単になる。
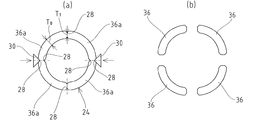
Nd:29.5質量%、Co:5質量%、B:0.9質量%、Ga:0.6質量%、残部が実質的にFeからなる磁性合金を溶製し、単ロール法で急冷して厚さ25μm、平均結晶粒径0.1μm以下の磁性薄帯を得た。更に、この磁性薄帯を粉砕して300μm以下の長さの磁性粉体を得た。この磁性粉体を面圧略3.0tonで冷間プレスして圧粉成形し、Ar雰囲気下において温度600〜900℃に予備加熱した後、Ar雰囲気下において温度600〜900℃、圧力200MPaでホットプレスを行ない、柱状の予備成形体を製造した。そして、この予備成形体から断面三日月状の永久磁石32を成形する本発明の製造方法により製造した発明例と、上記と同じ条件で製造した予備成形体から前記特許文献1に開示の製造方法により製造した比較例とについて、磁気的配向度の違いについて検証した。
本発明は、実施例の構成に限定されず、種々の変更が可能であり、例えば以下の構成を採用し得る。
(1) 実施例では、有底部を有する一次成形体を押出し成形した後、該一次成形体の有底部を切除して筒状の二次成形体を得るようにしたが、得ようとする断面形状の永久磁石に対応する成形部が複数周方向に連結された筒状部のみからなる筒状の二次成形体を押出し加工によって成形するようにしてもよい。
(2) 実施例1では、二次成形体における4つの角部に傾斜面を形成するようにしたが、該傾斜面は必須ではなく、角張ったままであってもよい。
(3) 実施例では、断面が矩形状、三日月状、蒲鉾状、円弧状の永久磁石を製造する場合で説明したが、永久磁石の形状はこれらの形状に限定されるものでなく、その他各種の形状であってもよい。また、押出し加工により成形する一次成形体において周方向に連結される成形部(永久磁石に対応する部分)の数は、2つ以上であればよく、各実施例に例示した数に限定されない。
(4) 実施例1〜3において、押出し金型における貫通孔の内面やマンドレルの外面に、一次成形体に形成される応力集中部に対応する位置に実施例4のように突起を突設し、応力集中部の内面および外面または何れか一方の面に溝を形成するようにしてもよい。また、応力集中部を形成するための突起に代えて、押出し方向に沿って所定長さで延在する突条(突部)を用いることができる。なお、突条は、押出し金型およびマンドレルの全長に設けられるものに限らず、貫通孔にマンドレルが挿入される領域にのみ設けられたものであってもよい。
(5) 各実施例では、成形体を応力集中部で分断する際に、該成形体の中心を挟んで対向する応力集中部を分割治具で外側から挟圧するようにしたが、応力集中部以外の部分を挟圧して分断するようにしてもよい。但し、応力集中部で挟圧する方が、各応力集中部での分断が容易となる。
(6) 予備成形体は、磁石合金粉末を冷間プレスにより圧粉体とし、熱間または温間プレスを経ず、押出し加工(塑性加工)により得ることもできる。
18 断面矩形状の永久磁石,20 充填空間,22 一次成形体(成形体)
24 二次成形体(成形体),28 応力集中部,32 断面三日月状の永久磁石
34 断面蒲鉾状の永久磁石,36 断面円弧状の永久磁石,38 内突起(突部)
40 外突起(突部),T0 成形体の径方向の最大厚み,T1 応力集中部の径方向厚み
Claims (5)
- 押出し金型(12)に形成した貫通孔(12a)にマンドレル(16)を挿通した状態で、貫通孔(12a)に装填した予備成形体を、押圧パンチ(14)で押圧して前記貫通孔(12a)の内面とマンドレル(16)の外面との間に画成した充填空間(20)に押出すことで、押出し方向に延在する応力集中部(28)が周方向に離間して複数形成された筒状の成形体(24)を成形し、
得られた成形体(24)に外力を加えることで、該成形体(24)を前記応力集中部(28)で分断して複数の永久磁石(18,32,34,36)に分割するようにした
ことを特徴とする永久磁石の製造方法。 - 前記応力集中部(28)は、前記成形体(24)における内面または外面において、周方向に連続する2面が角を成すように形成される請求項1記載の永久磁石の製造方法。
- 前記押出し金型(12)における貫通孔(12a)の内面またはマンドレル(16)の外面に、前記充填空間(20)に突出する突部(38,40)が突設され、該充填空間(20)を押出された成形体(22)における内面または外面に、前記突部(38,40)によって径方向に凹む応力集中部(28)としての溝が形成される請求項1または2記載の永久磁石の製造方法。
- 径方向の最大厚みT0に対して応力集中部(28)の径方向厚みT1が1/5T0<T1<4/5T0の範囲となるように成形した成形体(24)を、該応力集中部(28)で分断するようにした請求項1〜3の何れか一項に記載の永久磁石の製造方法。
- 前記成形体(24)を径方向で挟圧して前記応力集中部(28)で分断するようにした請求項1〜4の何れか一項に記載の永久磁石の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012002512A JP6035024B2 (ja) | 2012-01-10 | 2012-01-10 | 非筒状の永久磁石の製造方法 |
| US13/736,277 US9199402B2 (en) | 2012-01-10 | 2013-01-08 | Permanent magnet production method |
| CN201310007060.1A CN103198920B (zh) | 2012-01-10 | 2013-01-09 | 永磁体的制造方法 |
| DE102013000359A DE102013000359A1 (de) | 2012-01-10 | 2013-01-10 | Verfahren zur Herstellung von Dauermagneten |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012002512A JP6035024B2 (ja) | 2012-01-10 | 2012-01-10 | 非筒状の永久磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013143455A true JP2013143455A (ja) | 2013-07-22 |
| JP6035024B2 JP6035024B2 (ja) | 2016-11-30 |
Family
ID=48652717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012002512A Active JP6035024B2 (ja) | 2012-01-10 | 2012-01-10 | 非筒状の永久磁石の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9199402B2 (ja) |
| JP (1) | JP6035024B2 (ja) |
| CN (1) | CN103198920B (ja) |
| DE (1) | DE102013000359A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015015381A (ja) * | 2013-07-05 | 2015-01-22 | 大同特殊鋼株式会社 | 永久磁石の製造方法 |
| KR102690830B1 (ko) * | 2022-10-12 | 2024-08-05 | 김종출 | 면을 갖는 타원형 제품 또는 각형 제품용 압출 금형 및 평탄화 장치 |
| WO2025084781A1 (ko) * | 2023-10-17 | 2025-04-24 | 김종출 | 면을 갖는 타원형 제품 또는 각형 제품용 압출 금형 및 평탄화 장치 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6303356B2 (ja) | 2013-09-24 | 2018-04-04 | 大同特殊鋼株式会社 | RFeB系磁石の製造方法 |
| CN106903317B (zh) * | 2015-12-23 | 2018-10-26 | 财团法人金属工业研究发展中心 | 环形钕铁硼磁石的模具及其制作方法 |
| CN110459395A (zh) * | 2018-05-07 | 2019-11-15 | 本田技研工业株式会社 | 热加工磁铁、热加工磁铁的原料粉末及制造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS502197A (ja) * | 1973-05-14 | 1975-01-10 | ||
| JPS6258004U (ja) * | 1985-09-30 | 1987-04-10 | ||
| JPS63260120A (ja) * | 1987-04-17 | 1988-10-27 | Fuji Elelctrochem Co Ltd | 異方性フェライト磁石の成形金型 |
| JPS63274123A (ja) * | 1987-05-02 | 1988-11-11 | Fuji Elelctrochem Co Ltd | 異方性フェライト磁石成形体 |
| JP2001015325A (ja) * | 1999-06-28 | 2001-01-19 | Daido Steel Co Ltd | 円弧状断面をもつラジアル異方性希土類磁石、その製造方法および製造装置 |
| JP2008023650A (ja) * | 2006-07-20 | 2008-02-07 | Tdk Corp | 研削装置及び研削方法 |
| JP2009142081A (ja) * | 2007-12-06 | 2009-06-25 | Toyota Motor Corp | 永久磁石とその製造方法、およびロータとipmモータ |
| WO2010038748A1 (ja) * | 2008-10-02 | 2010-04-08 | 日産自動車株式会社 | 界磁極用磁石体、この界磁用磁石体の作製方法、及び永久磁石型回転電機 |
| JP2011244613A (ja) * | 2010-05-19 | 2011-12-01 | Nissan Motor Co Ltd | 回転電機のロータコアに埋込まれる永久磁石およびその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6258004A (ja) | 1985-09-06 | 1987-03-13 | Yukiyo Wada | 吸排気バルブタイミング調整方法 |
| JP3356877B2 (ja) * | 1994-05-31 | 2002-12-16 | エヌティエヌ株式会社 | 分割軸受の製造方法 |
| DE102004020063A1 (de) * | 2004-04-24 | 2005-11-17 | Man Nutzfahrzeuge Ag | Verfahren zum Bruchtrennen wieder zusammensetzbarer Bauteile oder deren Vormaterialien |
| US7325434B2 (en) * | 2004-09-01 | 2008-02-05 | Daido Tokushuko Kabushiki Kaisha | Method for manufacturing ring-shaped magnet material and manufacturing apparatus used therefor |
| JP4561974B2 (ja) * | 2004-09-01 | 2010-10-13 | 大同特殊鋼株式会社 | リング状磁石素材の製造方法 |
| JP4279757B2 (ja) * | 2004-09-22 | 2009-06-17 | 三菱電機株式会社 | リング型磁石成形体の製造装置およびリング型焼結磁石の製造方法 |
| JP4957415B2 (ja) * | 2006-09-06 | 2012-06-20 | 大同特殊鋼株式会社 | 永久磁石の製造方法および永久磁石 |
| JP4858708B2 (ja) * | 2007-03-30 | 2012-01-18 | Tdk株式会社 | 粉末成形装置、成形金型及び永久磁石 |
| WO2009001801A1 (ja) * | 2007-06-28 | 2008-12-31 | Hitachi Metals, Ltd. | R-tm-b系ラジアル異方性リング磁石、その製造方法、及びそれを製造するための金型、並びにブラシレスモータ用ロータ |
| JP2012002512A (ja) | 2010-06-14 | 2012-01-05 | Panasonic Corp | 管路検査装置 |
-
2012
- 2012-01-10 JP JP2012002512A patent/JP6035024B2/ja active Active
-
2013
- 2013-01-08 US US13/736,277 patent/US9199402B2/en active Active
- 2013-01-09 CN CN201310007060.1A patent/CN103198920B/zh not_active Expired - Fee Related
- 2013-01-10 DE DE102013000359A patent/DE102013000359A1/de active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS502197A (ja) * | 1973-05-14 | 1975-01-10 | ||
| JPS6258004U (ja) * | 1985-09-30 | 1987-04-10 | ||
| JPS63260120A (ja) * | 1987-04-17 | 1988-10-27 | Fuji Elelctrochem Co Ltd | 異方性フェライト磁石の成形金型 |
| JPS63274123A (ja) * | 1987-05-02 | 1988-11-11 | Fuji Elelctrochem Co Ltd | 異方性フェライト磁石成形体 |
| JP2001015325A (ja) * | 1999-06-28 | 2001-01-19 | Daido Steel Co Ltd | 円弧状断面をもつラジアル異方性希土類磁石、その製造方法および製造装置 |
| JP2008023650A (ja) * | 2006-07-20 | 2008-02-07 | Tdk Corp | 研削装置及び研削方法 |
| JP2009142081A (ja) * | 2007-12-06 | 2009-06-25 | Toyota Motor Corp | 永久磁石とその製造方法、およびロータとipmモータ |
| WO2010038748A1 (ja) * | 2008-10-02 | 2010-04-08 | 日産自動車株式会社 | 界磁極用磁石体、この界磁用磁石体の作製方法、及び永久磁石型回転電機 |
| JP2011244613A (ja) * | 2010-05-19 | 2011-12-01 | Nissan Motor Co Ltd | 回転電機のロータコアに埋込まれる永久磁石およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015015381A (ja) * | 2013-07-05 | 2015-01-22 | 大同特殊鋼株式会社 | 永久磁石の製造方法 |
| KR102690830B1 (ko) * | 2022-10-12 | 2024-08-05 | 김종출 | 면을 갖는 타원형 제품 또는 각형 제품용 압출 금형 및 평탄화 장치 |
| WO2025084781A1 (ko) * | 2023-10-17 | 2025-04-24 | 김종출 | 면을 갖는 타원형 제품 또는 각형 제품용 압출 금형 및 평탄화 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013000359A1 (de) | 2013-07-11 |
| JP6035024B2 (ja) | 2016-11-30 |
| US20130175728A1 (en) | 2013-07-11 |
| CN103198920B (zh) | 2017-06-13 |
| CN103198920A (zh) | 2013-07-10 |
| US9199402B2 (en) | 2015-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6035024B2 (ja) | 非筒状の永久磁石の製造方法 | |
| JP4957415B2 (ja) | 永久磁石の製造方法および永久磁石 | |
| KR101632853B1 (ko) | 희토류 자석의 제조 방법 | |
| JP6322911B2 (ja) | 非筒状の永久磁石の製造方法 | |
| CN101103422B (zh) | 径向各向异性磁铁的制造方法 | |
| CN103128283A (zh) | 制备不取向钕铁硼圆柱形磁体的压坯的成型模具及方法 | |
| JP2015093312A (ja) | 前方押出し鍛造装置および前方押出し鍛造方法 | |
| CN106653266A (zh) | 非平面磁体的制造方法 | |
| CN105081317A (zh) | 一种一模多腔的模具 | |
| CN107851506B (zh) | 用于由预成形坯形成永磁体的模具和方法以及热变形系统 | |
| JP2006230099A (ja) | リング型磁石、リング型磁石の製造装置、及びリング型磁石の製造方法 | |
| JP4995430B2 (ja) | 瓦状希土類焼結磁石の製造方法 | |
| JP4561974B2 (ja) | リング状磁石素材の製造方法 | |
| JP5704186B2 (ja) | 希土類磁石の製造方法 | |
| JP6112084B2 (ja) | 希土類磁石の製造方法 | |
| CN208976830U (zh) | 径向充磁钕铁硼圆柱毛坯成型整套模具 | |
| JP7715599B2 (ja) | 熱間加工磁石用の押出し金型およびそれを用いた熱間加工磁石の製造方法 | |
| TWI594824B (zh) | 環形釹鐵硼磁石之模具及其製作方法 | |
| JP6424754B2 (ja) | 成形体の製造方法 | |
| JP2020092167A (ja) | 円弧状永久磁石およびその製造方法 | |
| KR100201695B1 (ko) | 이방성 영구자석 제조장치 | |
| CN106903317B (zh) | 环形钕铁硼磁石的模具及其制作方法 | |
| JP2001015325A (ja) | 円弧状断面をもつラジアル異方性希土類磁石、その製造方法および製造装置 | |
| JPH02203510A (ja) | 希土類―鉄系永久磁石の製造法とそれに用いる金型 | |
| JPH06140224A (ja) | 円弧形状磁石およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140728 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20141210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161018 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6035024 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |