JP2013226573A - 作業ロールシフト機能を具備した圧延機 - Google Patents
作業ロールシフト機能を具備した圧延機 Download PDFInfo
- Publication number
- JP2013226573A JP2013226573A JP2012099722A JP2012099722A JP2013226573A JP 2013226573 A JP2013226573 A JP 2013226573A JP 2012099722 A JP2012099722 A JP 2012099722A JP 2012099722 A JP2012099722 A JP 2012099722A JP 2013226573 A JP2013226573 A JP 2013226573A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- roll
- width end
- rolls
- rolling mill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/142—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls by axially shifting the rolls, e.g. rolls with tapered ends or with a curved contour for continuously-variable crown CVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/40—Control of flatness or profile during rolling of strip, sheets or plates using axial shifting of the rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2263/00—Shape of product
- B21B2263/02—Profile, e.g. of plate, hot strip, sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2269/00—Roll bending or shifting
- B21B2269/12—Axial shifting the rolls
- B21B2269/14—Work rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2269/00—Roll bending or shifting
- B21B2269/12—Axial shifting the rolls
- B21B2269/16—Intermediate rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
Abstract
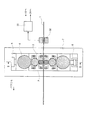
【解決手段】6段圧延機又は4段圧延機において、上下一対の作業ロール2は上下点対称位置に先細り部2bが設けられると共に、上下一対の作業ロールをロール軸方向にシフトさせるシフトシリンダー13と金属帯板1の板幅端を検出する板幅端位置検出器32とを設け、更には、上下一対の作業ロールの先細り部における先細り開始位置2aを、板幅端位置検出器で検出した板幅端の内側付近、又は、板幅端の外側近傍に合わせるべく、シフトシリンダーを駆動制御するコントローラ35を設けた。
【選択図】図2
Description
金属帯板を圧延する上下一対の作業ロールとその作業ロールを支持する上下一対の中間ロールとその中間ロールを支持する上下一対の補強ロールとから成る6段圧延機、又は、上下一対の作業ロールとその作業ロールを支持する上下一対の補強ロールとから成る4段圧延機において、
前記上下一対の作業ロールは上下点対称位置に先細り部が設けられると共に、
前記上下一対の作業ロールをロール軸方向にシフトさせる作業ロール駆動装置と前記金属帯板の操作側及び駆動側の板幅端を検出する板幅端位置検出器とを設け、
更には、前記上下一対の作業ロールの先細り部における先細り開始位置を、上下別々に板幅端位置検出器で検出した操作側及び駆動側の板幅端の内側付近、又は、板幅端の外側近傍に合わせるべく、前記作業ロール駆動装置を駆動制御する制御手段を設けた、
ことを特徴とする。
前記6段圧延機の上下一対の中間ロールにも、上下点対称位置に先細り部が設けられると共に、当該上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、
前記制御手段は、前記上下一対の中間ロールの先細り部における先細り開始位置を、前記板幅端位置検出器で検出した操作側及び駆動側の板幅端の外側近傍に合わせるべく、前記中間ロール駆動装置を上下別々に駆動制御することを特徴とする。
前記6段圧延機の上下一対の中間ロールにも、上下点対称位置に先細り部が設けられると共に、当該上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、板形状の非対称を補正するべく前記中間ロール駆動装置を駆動制御して前記上下一対の中間ロールを操作側と駆動側とで非対称にシフト制御することを特徴とする。
金属帯板を圧延する上下一対の作業ロールとその作業ロールを支持する上下一対の中間ロールとその中間ロールを支持する上下一対の補強ロールとから成る圧延機において、
前記上下一対の作業ロールは上下点対称位置に先細り部が設けられ、この上下一対の作業ロールをロール軸方向にシフトさせる作業ロール駆動装置を設けると共に、
前記上下一対の中間ロールは上下点対称位置に先細り部が設けられ、この上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、
前記圧延機入側又は出側に前記金属帯板の板幅端を検出する板幅端位置検出器を設けると共に、前記圧延機出側に前記金属帯板の板幅端部の厚みを測定する板幅端部厚み測定計を設け、
前記上下一対の中間ロールにおける前記先細り開始位置を前記板幅端位置検出器で検出した板幅端の外側近傍に合わせるべく前記中間ロール駆動装置を駆動制御すると共に、前記上下一対の作業ロールにおける前記先細り開始位置を、前記板幅端部厚み測定計にて測定される板幅端部の厚みが操作側、駆動側で所定の厚みとなるように、上下別々に板幅端の内側付近に合わせるべく前記作業ロール駆動装置を駆動制御する制御手段を設けたことを特徴とする。
前記4段圧延機の作業ロールには、操作側、駆動側に独立のロールベンディング装置を設け、板形状の非対称を補正するべく、操作側、駆動側のロールベンディング力を変えることを特徴とする。
前記6段圧延機の作業ロール及び/又は中間ロールには、操作側、駆動側に独立のロールベンディング装置を設け、板形状の非対称を補正するべく、操作側、駆動側のロールベンディング力を変えることを特徴とする。
1a 板幅端部
2 作業ロール
2a 先細り開始位置
2b 先細り部
3 中間ロール
3a 先細り開始位置
3b 先細り部
4 補強ロール
5(5a,5b) パスライン調整装置
6(6a,6b) 油圧シリンダー
7(7a,7b) ハウジング
8a〜8d 作業ロールの軸受箱
9a〜9d 中間ロールの軸受箱
10a〜10d 補強ロールの軸受箱
11 シフトフレーム
12 着脱フック
13 シフトシリンダー(作業ロール駆動装置)
30a〜30d ベンディングシリンダー
31a〜31d ベンディングシリンダー
32 板幅端位置検出器
33 板幅端部厚み測定計
34 シフトシリンダー(中間ロール駆動装置)
35 コントローラ(制御手段)
e 板中心のオフセット量
O1 板中心
O2 ミル中心
Т 端伸び
Claims (6)
- 金属帯板を圧延する上下一対の作業ロールとその作業ロールを支持する上下一対の中間ロールとその中間ロールを支持する上下一対の補強ロールとから成る6段圧延機、又は、上下一対の作業ロールとその作業ロールを支持する上下一対の補強ロールとから成る4段圧延機において、
前記上下一対の作業ロールは上下点対称位置に先細り部が設けられると共に、
前記上下一対の作業ロールをロール軸方向にシフトさせる作業ロール駆動装置と前記金属帯板の操作側及び駆動側の板幅端を検出する板幅端位置検出器とを設け、
更には、前記上下一対の作業ロールの先細り部における先細り開始位置を、上下別々に板幅端位置検出器で検出した操作側及び駆動側の板幅端の内側付近、又は、板幅端の外側近傍に合わせるべく、前記作業ロール駆動装置を駆動制御する制御手段を設けた、
ことを特徴とする作業ロールシフト機能を具備した圧延機。 - 前記6段圧延機の上下一対の中間ロールにも、上下点対称位置に先細り部が設けられると共に、当該上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、
前記制御手段は、前記上下一対の中間ロールの先細り部における先細り開始位置を、前記板幅端位置検出器で検出した操作側及び駆動側の板幅端の外側近傍に合わせるべく、前記中間ロール駆動装置を上下別々に駆動制御することを特徴とする請求項1に記載の作業ロールシフト機能を具備した圧延機。 - 前記6段圧延機の上下一対の中間ロールにも、上下点対称位置に先細り部が設けられると共に、当該上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、板形状の非対称を補正するべく前記中間ロール駆動装置を駆動制御して前記上下一対の中間ロールを操作側と駆動側とで非対称にシフト制御することを特徴とする請求項1に記載の作業ロールシフト機能を具備した圧延機。
- 金属帯板を圧延する上下一対の作業ロールとその作業ロールを支持する上下一対の中間ロールとその中間ロールを支持する上下一対の補強ロールとから成る圧延機において、
前記上下一対の作業ロールは上下点対称位置に先細り部が設けられ、この上下一対の作業ロールをロール軸方向にシフトさせる作業ロール駆動装置を設けると共に、
前記上下一対の中間ロールは上下点対称位置に先細り部が設けられ、この上下一対の中間ロールをロール軸方向にシフトさせる中間ロール駆動装置を設け、
前記圧延機入側又は出側に前記金属帯板の板幅端を検出する板幅端位置検出器を設けると共に、前記圧延機出側に前記金属帯板の板幅端部の厚みを測定する板幅端部厚み測定計を設け、
前記上下一対の中間ロールにおける前記先細り開始位置を前記板幅端位置検出器で検出した板幅端の外側近傍に合わせるべく前記中間ロール駆動装置を駆動制御すると共に、前記上下一対の作業ロールにおける前記先細り開始位置を、前記板幅端部厚み測定計にて測定される板幅端部の厚みが操作側、駆動側で所定の厚みとなるように、上下別々に板幅端の内側付近に合わせるべく前記作業ロール駆動装置を駆動制御する制御手段を設けたことを特徴とする作業ロールシフト機能を具備した圧延機。 - 前記4段圧延機の作業ロールには、操作側、駆動側に独立のロールベンディング装置を設け、板形状の非対称を補正するべく、操作側、駆動側のロールベンディング力を変えることを特徴とする請求項1に記載の作業ロールシフト機能を具備した圧延機。
- 前記6段圧延機の作業ロール及び/又は中間ロールには、操作側、駆動側に独立のロールベンディング装置を設け、板形状の非対称を補正するべく、操作側、駆動側のロールベンディング力を変えることを特徴とする請求項1に記載の作業ロールシフト機能を具備した圧延機。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012099722A JP5905322B2 (ja) | 2012-04-25 | 2012-04-25 | 作業ロールシフト機能を具備した圧延機 |
| CN201310132962.8A CN103372566B (zh) | 2012-04-25 | 2013-04-17 | 具备作业辊移位功能的轧制机 |
| EP13002093.6A EP2656933B1 (en) | 2012-04-25 | 2013-04-22 | Rolling mill equipped with work roll shift function |
| IN1488MU2013 IN2013MU01488A (ja) | 2012-04-25 | 2013-04-23 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012099722A JP5905322B2 (ja) | 2012-04-25 | 2012-04-25 | 作業ロールシフト機能を具備した圧延機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013226573A true JP2013226573A (ja) | 2013-11-07 |
| JP5905322B2 JP5905322B2 (ja) | 2016-04-20 |
Family
ID=48325344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012099722A Active JP5905322B2 (ja) | 2012-04-25 | 2012-04-25 | 作業ロールシフト機能を具備した圧延機 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2656933B1 (ja) |
| JP (1) | JP5905322B2 (ja) |
| CN (1) | CN103372566B (ja) |
| IN (1) | IN2013MU01488A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021152716A1 (ja) * | 2020-01-29 | 2021-08-05 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106552826B (zh) * | 2015-09-30 | 2019-01-08 | 上海梅山钢铁股份有限公司 | 热连轧精轧机组窜辊控制方法 |
| CN105598182A (zh) * | 2016-01-19 | 2016-05-25 | 北京首钢股份有限公司 | 一种变行程变步长窜辊方法 |
| CN107262528B (zh) * | 2017-07-06 | 2018-11-09 | 一重集团大连工程技术有限公司 | 一种液压缸外置式工作辊横移装置及其装配方法 |
| JP7167368B2 (ja) * | 2020-01-22 | 2022-11-08 | 日本センヂミア株式会社 | 多段圧延機 |
| CN116765139B (zh) * | 2023-07-07 | 2025-11-14 | 北京首钢国际工程技术有限公司 | 一种六辊轧机辊系稳定调整装置 |
| EP4574287A1 (de) * | 2023-12-18 | 2025-06-25 | Primetals Technologies Germany GmbH | Walzverfahren, computerprogrammprodukt und walzanlage |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04237502A (ja) * | 1991-01-23 | 1992-08-26 | Kobe Steel Ltd | 20段圧延機及びその圧延方法 |
| JP2006021209A (ja) * | 2004-07-07 | 2006-01-26 | Hitachi Ltd | 圧延制御方法及び圧延制御装置 |
| JP2008229723A (ja) * | 2008-05-19 | 2008-10-02 | Hitachi Ltd | 圧延制御方法及び圧延制御装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5850111A (ja) | 1981-09-22 | 1983-03-24 | Mitsubishi Heavy Ind Ltd | 多段クラスタ圧延機 |
| JPS5961510A (ja) * | 1982-09-30 | 1984-04-07 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延装置 |
| JPS5961511A (ja) * | 1982-09-30 | 1984-04-07 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延制御装置 |
| JPS60180614A (ja) * | 1984-02-29 | 1985-09-14 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延方法 |
| JPH0714526B2 (ja) | 1986-04-16 | 1995-02-22 | 新日本製鐵株式会社 | 板圧延のエッジドロップ制御におけるセットアップ方法 |
| JPH0716694B2 (ja) | 1986-05-07 | 1995-03-01 | 日本鋼管株式会社 | 薄板冷間圧延における圧延方法 |
| JPH0224405A (ja) | 1988-07-12 | 1990-01-26 | Yoshio Yamashita | 遮断機保持装置 |
| US5231858A (en) | 1990-11-30 | 1993-08-03 | Kawasaki Steel Corporation | Method of controlling edge drop in cold rolling of steel |
| JPH0780526A (ja) | 1993-06-28 | 1995-03-28 | Sumitomo Metal Ind Ltd | 板圧延におけるエッジドロップ制御方法 |
| JP2759056B2 (ja) * | 1994-09-19 | 1998-05-28 | 川崎製鉄株式会社 | 金属ストリップの圧延方法 |
| JP3270384B2 (ja) * | 1998-02-10 | 2002-04-02 | 川崎製鉄株式会社 | 多段圧延機による被圧延材形状制御方法 |
| JP3747786B2 (ja) * | 2001-02-05 | 2006-02-22 | 株式会社日立製作所 | 板材用圧延機の圧延方法及び板材用圧延設備 |
| JP4114646B2 (ja) | 2004-07-07 | 2008-07-09 | 株式会社日立製作所 | 圧延制御装置,圧延制御方法及び圧延装置 |
| JP4151637B2 (ja) * | 2004-10-12 | 2008-09-17 | 株式会社日立製作所 | 圧延制御方法 |
| JP4784320B2 (ja) | 2006-01-26 | 2011-10-05 | Jfeスチール株式会社 | 冷間圧延におけるエッジドロップの検出・制御方法及び装置 |
-
2012
- 2012-04-25 JP JP2012099722A patent/JP5905322B2/ja active Active
-
2013
- 2013-04-17 CN CN201310132962.8A patent/CN103372566B/zh active Active
- 2013-04-22 EP EP13002093.6A patent/EP2656933B1/en active Active
- 2013-04-23 IN IN1488MU2013 patent/IN2013MU01488A/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04237502A (ja) * | 1991-01-23 | 1992-08-26 | Kobe Steel Ltd | 20段圧延機及びその圧延方法 |
| JP2006021209A (ja) * | 2004-07-07 | 2006-01-26 | Hitachi Ltd | 圧延制御方法及び圧延制御装置 |
| JP2008229723A (ja) * | 2008-05-19 | 2008-10-02 | Hitachi Ltd | 圧延制御方法及び圧延制御装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021152716A1 (ja) * | 2020-01-29 | 2021-08-05 | ||
| JP7196341B2 (ja) | 2020-01-29 | 2022-12-26 | Primetals Technologies Japan株式会社 | 圧延機及び金属板の圧延方法 |
| US12103060B2 (en) | 2020-01-29 | 2024-10-01 | Primetals Technologies Japan, Ltd. | Rolling mill and rolling method for metal plate |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2656933B1 (en) | 2016-02-10 |
| JP5905322B2 (ja) | 2016-04-20 |
| IN2013MU01488A (ja) | 2015-04-17 |
| CN103372566A (zh) | 2013-10-30 |
| CN103372566B (zh) | 2015-07-08 |
| EP2656933A1 (en) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5905322B2 (ja) | 作業ロールシフト機能を具備した圧延機 | |
| JP5894849B2 (ja) | 作業ロールシフト機能を具備した多段圧延機 | |
| EP2489447B1 (en) | Rolling mill and zero ajustment process in rolling mill | |
| US20090151413A1 (en) | Rolling method and rolling apparatus for flat-rolled metal materials | |
| JP6135390B2 (ja) | 差厚鋼板の製造装置に用いられるワークロールまたはバックアップロールの加工方法 | |
| EP2623221B2 (en) | Manufacturing device and manufacturing method for hot-rolled steel strip | |
| EP2277638B1 (en) | Rolling mill and tandem rolling mill having the same | |
| EP2241382B1 (en) | Rolling mill, and tandem rolling mill having the same | |
| TW201404492A (zh) | 金屬板材之軋延裝置(一) | |
| US8695392B2 (en) | Rolling mill and tandem rolling mill having the same | |
| EP2277637B1 (en) | Rolling mill and tandem rolling mill having the same | |
| JP5533754B2 (ja) | 金属板材のタンデム圧延設備及び熱間圧延方法 | |
| CN112437701B (zh) | 轧机和轧机的设定方法 | |
| JP2001286917A (ja) | 板圧延機と板圧延方法 | |
| KR102808093B1 (ko) | 압연기 및 압연 방법 | |
| WO2019172182A1 (ja) | 圧延機の設定方法及び圧延機 | |
| CN113056337A (zh) | 轧制设备及轧制方法 | |
| JP2007190579A (ja) | 金属板材の圧延方法および圧延装置 | |
| JP4744133B2 (ja) | 板圧延機および板圧延方法 | |
| JP2002066619A (ja) | 鋼帯の冷間圧延方法 | |
| KR20100035815A (ko) | 강판의 귄취 불량 방지장치 | |
| JP2000042603A (ja) | 熱延鋼帯圧延設備 | |
| JP2016163896A (ja) | 圧延機の制御方法、圧延機の制御装置、及び鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141029 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20150904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5905322 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |