JP2014144860A - 板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ - Google Patents
板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ Download PDFInfo
- Publication number
- JP2014144860A JP2014144860A JP2013014989A JP2013014989A JP2014144860A JP 2014144860 A JP2014144860 A JP 2014144860A JP 2013014989 A JP2013014989 A JP 2013014989A JP 2013014989 A JP2013014989 A JP 2013014989A JP 2014144860 A JP2014144860 A JP 2014144860A
- Authority
- JP
- Japan
- Prior art keywords
- punch
- plastic fastening
- hole
- punching
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Escalators And Moving Walkways (AREA)
Abstract
【課題】
板状部材に穴あけ部と塑性締結部を設ける際に、塑性締結部の中心と穴あけ部の中心の間の距離精度が不十分という課題があった。
【解決手段】
2枚の板状部材に穴抜き部と塑性締結部を形成する際に、該穴抜き部と該塑性締結部用にそれぞれパンチとダイを設け、穴抜き用パンチが塑性締結用パンチより先に穴抜きを開始し、穴抜き用パンチが被加工材に入り込んでいるあいだに、塑性締結を完了する。
【選択図】 図3
板状部材に穴あけ部と塑性締結部を設ける際に、塑性締結部の中心と穴あけ部の中心の間の距離精度が不十分という課題があった。
【解決手段】
2枚の板状部材に穴抜き部と塑性締結部を形成する際に、該穴抜き部と該塑性締結部用にそれぞれパンチとダイを設け、穴抜き用パンチが塑性締結用パンチより先に穴抜きを開始し、穴抜き用パンチが被加工材に入り込んでいるあいだに、塑性締結を完了する。
【選択図】 図3
Description
本発明は、板状部材の形状およびその製造方法、輸送機器およびその製造方法、特にエスカレータに関する。
輸送機器に用いる2枚の板金の固定方法の一例として、例えば特開平11−147683号公報(特許文献1)はエスカレーターの例にて、乗客コンベアの欄干における合金板で作られたハンドレールフレームを、ハンドゴムを保持するための表側のフレームと、ガラス板で出来た欄干を保持するための裏側のフレームを重ね合わせ、抵抗溶接で接合し、その接合した面にエスカレーター筐体へ固定するためのボルト締結用などの穴を加工し作ることが開示されている。
また2枚の合金板を重ねて接合する方法の一つとして、特公平6−16908号公報(特許文献2)がある。この文献は、かしめ接合に関する特許であり、要約すると2枚の薄い金属板を重ねた状態で深絞りを行い、底部で平坦部を押し広げる接合方法を開示する。
特許文献1の接合と穴あけに関しては、例えばエスカレータにおいては、フレーム形状が長手方向にS字形状を描く曲線が多く、接合および穴あけの加工装置への装填が容易でないことと、接合工程から穴あけ工程への段取り換えが生じることから、接合から穴あけまでを一貫して自動で加工することが困難であった。そのため、接合と穴あけは人手を介して行う必要があり、まず抵抗溶接でフレーム全体に接合(おおよそ100mm間隔)した後に、人手を介してプレス機へ段取り換えを行い、穴抜き加工を行うプロセスを経ている。このため、他の製造部品に比べ作業性と経済性が悪いという課題があった。
又、通常この穴抜きの穴はエスカレーター本体へ組み付けるときの位置ずれの尤度を保てるように長円の形状で加工され、組み付ける際に若干のずれを吸収できるようにしてある。上記の位置ずれが生じる理由は、穴あけ加工の段階で位置が若干ずれてしまうためである。このため、穴の位置精度が悪いという課題があった。
また、接合工程の段階で多少のゆがみが発生し、そのゆがみがある状態の後、プレス機へ段取り換えをして穴抜き加工することによる。その結果、穴形状は長穴で加工され、フレームを組み付けるときには、明確な固定位置が無い中で組み立てるため、必ず位置合わせの調整時間が必要となり、組み立て作業時間が長いという課題があった。
これらの課題は決してエスカレータ特有のものではなく、2枚の板状部材に接合部と穴を設ける構造に共通の課題であり、特に接合部と穴部が多数形成される輸送機器において特徴的な課題である。
本発明は上記課題を解決するものであり、作業性と経済性が良く、接合部と穴部の間の距離の精度が良い板状部材およびその製造方法、輸送機器およびその製造方法、ならびにそれをハンドレールに用いたエスカレータを提供するものである。
本発明を実現する手段の一例を示せば以下のようになる。
(1)2枚の板状部材がそれぞれパンチ側とダイ側を有して塑性締結されており、該塑性締結部近傍に穴があり、該穴の形状はパンチ側とダイ側でそれぞれ前記塑性締結部側に引き伸ばされた形状を有し、かつ前記パンチ側の板材の穴での前記塑性締結部へ引き伸ばされた領域を、前記ダイ側の板材の穴での前記塑性締結部へ引き伸ばされた領域より小さくする。
(2)2枚の板状部材に穴抜き部と塑性締結部を形成する際に、該穴抜き部と該塑性締結部用にそれぞれパンチとダイを設け、穴抜き用パンチが塑性締結用パンチより先に穴抜きを開始し、穴抜き用パンチが被加工材に入り込んでいるあいだに、塑性締結が完了する。
(1)2枚の板状部材がそれぞれパンチ側とダイ側を有して塑性締結されており、該塑性締結部近傍に穴があり、該穴の形状はパンチ側とダイ側でそれぞれ前記塑性締結部側に引き伸ばされた形状を有し、かつ前記パンチ側の板材の穴での前記塑性締結部へ引き伸ばされた領域を、前記ダイ側の板材の穴での前記塑性締結部へ引き伸ばされた領域より小さくする。
(2)2枚の板状部材に穴抜き部と塑性締結部を形成する際に、該穴抜き部と該塑性締結部用にそれぞれパンチとダイを設け、穴抜き用パンチが塑性締結用パンチより先に穴抜きを開始し、穴抜き用パンチが被加工材に入り込んでいるあいだに、塑性締結が完了する。
本発明の更なる構成、効果は以下明細書全体により明らかになるであろう。
本発明によれば、接合工程と穴あけ工程を一つの工程へまとめることで製造工程が半減し、接合位置から穴位置までの位置精度向上により組み立て性の向上が図れ、もって加工に際しての経済性の向上が実現する。
以下、実施例について図面を用いて説明する。
図1は本発明が適用された輸送用機器の例としての乗客コンベア、いわゆるエスカレータを示す外観図である。このエスカレーターは、下階の床から上階の床にかけて無端状(エンドレス)に連結されて移動する踏板8と、その両側(片側だけ図示)に直立して設置した欄干3とで構成されている。
そして欄干3には、踏板8の移動と同期して移動するハンドゴム2と、その長手方向にS字を描くハンドゴム2の形状を保持し、且つ欄干3のパネル31を固定するハンドレールフレーム1が備わっている。
図2は本実施例によるハンドレールフレームの構成を示す図である。ハンドレールフレームはハンドゴム2の形状を保持するコの字形フレーム1Aと欄干3のパネル3aを固定するCの字形フレーム1Bを重ね合わせた構成である。この長尺方向にS字形状を描いて重ね合わせた面を、穴抜き加工と塑性締結を同時に行い、穴10と塑性締結部20が形成される。そして、その上記加工を長尺方向にある一定の間隔(例えば100mm間隔)で行いハンドレールフレーム1が形作られる。
なお本実施例ではコの字形フレームとCの字形フレームの例で説明するが、2枚の平板を組み合わせたものや、コの字形フレームを組み合わせたもの、Cの字形フレームを組み合わせたものなどにも適用できることは言うまでも無い。
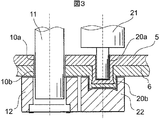
図3は上記穴抜き加工と塑性締結を同時に行う加工方法とその構成を示している。重ね合わせたハンドレールフレーム(パンチ側被加工材5とダイ側被加工材6)を間に挟んで、穴抜き用パンチ11と穴抜き用ダイ12が一対と、塑性締結用パンチ21と塑性締結用ダイ22が一対で構成された金型を示す。
穴抜き加工はパンチ11とダイ12のクリアランス(隙間)を調整し、被加工材5、6をパンチ11が打ち抜くことで穴10が形成される。図3に示す塑性締結の加工はダイ22の内径より十分に小さいパンチ21の外径を組み合わせ、そしてダイ22には、ある一定の深さ(例えば重ね合わせた板厚の半分程度)に底面が設けられている。
塑性締結加工はパンチ21がまず、被加工材5を加圧し、そして被加工材5、6へ絞り加工を行っていく。この絞り加工では被加工材5、6の材料流動で被加工材5の界面が被加工材6側へ張り出すことにより重ねた合金板のかしめが完了する。
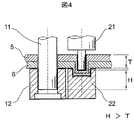
本実施例では板厚1.2mmのステンレス鋼板から成るフレームを重ね合わせして、外径10mm程度の穴抜き用パンチ11と外径4mm程度の塑性締結用パンチ21を同じパンチホルダへ組み込んだ。そして、穴抜き用パンチ11の先端が塑性締結用パンチ21の先端よりダイ側へ張り出した構成とした。図4に穴抜きパンチ11と塑性締結パンチ21の張り出しを説明する図を示す。本実施例ではこの張り出した量H(穴抜きパンチと塑性締結パンチの先端高さの差)は被加工材5、6を重ねた板厚Tより大きい値とした。
張り出した量Hと被加工材5、6の板厚Tとの関係の違いは、加工時のプロセスが異なってくることである。
図4に示す本実施例による構成で金型ダイセットのパンチホルダ側を加圧すると、図5に示す加工プロセスが行われる。
穴抜き用パンチ11と塑性締結要パンチ21は同じパンチホルダへ組み込まれているため、S1で同時にダイ側へ移動し始める。そして、穴抜き用パンチ11の方が塑性締結用パンチ21よりダイ側へ張り出しているため、S1−1で先に穴抜き加工が始まる。そして該張り出し量Hは該板厚Tより大きいため、S1−2で塑性締結が始まらないうちに穴が打ち抜かれて、穴抜き加工が完了する。そのままパンチホルダ側を加圧し続けるとS1−3で塑性締結用パンチ21が被加工材5を加圧し始め、塑性締結の加工が始まる。塑性締結用パンチ21での加工中も穴抜き用パンチ11も同期して移動し続ける。その後、S1−4で塑性締結が適切なところで完了し、S2で金型ダイセットに組み込まれたストッパによって、パンチホルダの移動が止まる。そして、該移動と連動して穴抜き加工用パンチ11と塑性締結用パンチ21の移動も止まる。これで塑性締結によるかしめが完了する。
次いでパンチホルダ側への加圧を解除し、S3でパンチホルダが戻り(上昇)始める。該パンチホルダの戻りと同時に塑性締結用パンチ21と穴抜き用パンチ11も戻り始める。そして、S3−1のように塑性締結用パンチ21の先端は被加工材5から離れる。そのとき、穴抜き用パンチ11は、打ち抜かれた穴(被加工材5、6)にある。そしてパンチホルダがさらに戻り、S3−2に示すように穴抜き用パンチ11も打ち抜かれた穴(被加工材5、6)から離れる。そしてS4でパンチホルダの戻りも完了し、一連の加工が終了する。
この加工プロセスを経ると、塑性締結中は穴抜き用パンチが穴に入り込んでおり、穴抜き用パンチ11と塑性締結用パンチ21は同じパンチホルダで固定されているため、図6(a)、図6(b)に示す穴抜きされた穴の中心軸は、パンチ側塑性締結穴内形20aおよびダイ側塑性締結凸部外形20bの中心軸からずれることがない。実際は、加工時の振動或いはわずかな偏芯が伴うため、若干のバラつきは発生する。本実施例では、従来のプロセスによる穴と接合位置の中心軸間のバラつき±0.5mmが、本実施例のプロセス適用により±0.1mmへと小さくすることができた。このため、本実施例を用いることで、それぞれ単独で加工していた穴あけとかしめの両プロセスを一度の加工動作で同時に加工することができるため、工程数を半減することができた。そして、段取り換えをしないで、同一金型内で加工するため、穴抜きの中心軸と塑性締結の中心軸の距離のバラつきを低減することができた。
本実施例による加工プロセスを行うと製品形状には次の特徴が現れる。図6(a)、図6(b)に加工後の形状を説明する図を示す。穴抜き用パンチ11、穴抜き用ダイ12の断面形状が円(半径Rが均一)の場合で説明する。塑性締結用パンチ21で絞り加工を行うと、被加工材5、6の絞り加工周辺部位は塑性締結用パンチ21、或いは塑性締結用ダイ22の方へ引っ張られる。一方、塑性締結用パンチ21の近傍にある穴抜き用パンチ11近傍の被加工材5、6も同様に、塑性締結の影響で、塑性締結側の被加工材5、6はそのまま引っ張られる。それにより、打ち抜いた穴は若干の広がりを持つ。しかし、その裏側の塑性締結と反対にある被加工材周辺部位は、塑性締結中は穴抜き用パンチ11があるため、加工により引っ張られるものの、打ち抜いた穴の位置と形状は変わらずに残る。そのため、加工後の穴の形状について、塑性締結側の穴の形状は塑性締結側へ引っ張れた形を成し、塑性締結側と反対側の穴の形状は、そのまま打ち抜いた穴の形状を成している。
本実施例では、穴抜き用のパンチとダイの断面形状が半径Rの均一な円を用いた。加工後の穴形状は、半径は均一なRでは無く、塑性締結側へ少し伸ばされた穴形状となった。さらに、パンチ側の被加工材5(図6(a))とダイ側の被加工材6(図6(b))での穴抜きの形状は異なっている。塑性締結用パンチ21の断面形状は塑性締結用ダイ22の断面形状の大きさに比べ十分に小さいため、塑性締結で引張りが生じる幅はパンチ側とダイ側で異なる。図6(a)に示す加工後の該パンチ側の穴形状10aは、図6(b) に示す該ダイ側22の穴形状より引っ張りの少ないものとなる。このような引っ張りが生じても、穴の第1象限から第4象限に渡り円弧状の部分が形成されるため、穴への挿入部材は真円の穴と同じ固定効果を得ることが出来る。
又、本実施例で加工したときの加工時間と加圧力の関係を図7に示す。本実施例では、穴抜きパンチ11と塑性締結パンチ21の先端高さの差Hが被加工材5と6を重ねた板厚Tより大きい構成である。この構成により、図7に示すように穴抜き加工の開始とともに加圧力が上昇する。そして、打ち抜き寸前に加圧力が一度ピークに達し、徐々に加圧力が下がる。そして、重ねた2枚の板が打ち抜かれて、加圧力が急に低下する。本実施例では、金型ダイセット内に、加工時の被加工材を押さえ、そして加工後に被加工材からパンチを離脱しやすいようにバネで被加工材を加圧するストリッパを組み込んでいる。そのため、ストリッパのバネ荷重が生じているため、穴抜き後も加圧力は0にならない。その後、塑性締結が開始し、再度加圧力が上昇する。そしてストッパでパンチホルダの移動が停止し、加圧力の上昇カーブは増加する。そして加圧を解除し、パンチホルダが戻り始めると加圧力は急に低下し、加圧力は0となる。本実施例のように、パンチの張り出し量の差Hと板厚Tの関係がH>Tの場合は、穴抜き加工と塑性締結の加圧力が分かれるため、最大荷重は大きくならず、加工装置の許容加工能力を抑えることができる。図7に示す最大加圧力は、塑性締結の方に示されているが、実際は適用する塑性締結の形状と穴抜き形状で異なり、最大加圧力が穴抜き加工側に生じる場合もある。
本実施例を用いることで、接合工程と穴あけ工程それぞれを単独で加工して製造していた方法から、穴抜き加工と塑性締結を一度の加工動作で同時に加工する製造工程へとなり、工程数を削減することができた。
そして、本実施例で加工された製品について、塑性締結された箇所は凸部20bと凹部20aが得られ、接合の位置は製品外形に現れる。そして、加工した穴20は接合中心軸からのバラつきが小さい(±0.1mm以下)と同時に、締結部側に若干の広がりを持つという特異的形状となる。またバラつきが小さいため、ハンドレールフレームをエスカレーターへ組み付けるときに、塑性締結で形成された凸部20bあるいは凹み20aを基準に位置決めし組み立てることで、穴10の位置が相対的にずれていないため、組み立ての精度が安定し、組み付け調整で生じる作業時間を少なくすることができる。この結果、工程数の低減と組立作業時間の低減による低コストで、組み立て精度安定による高品質の製品を提供することができる。
本実施例では、図4に示す穴抜きパンチ11と塑性締結パンチ21の先端高さ差Hと重ねた被加工材5と被加工材6の板厚Tとの関係がH>Tだけでなく、H<Tのときを例に説明する。
本実施例による構成(図示せず)で金型ダイセットのパンチホルダ側を加圧すると、実施例1と同様に、穴抜き用パンチ11と塑性締結要パンチ21は同じパンチホルダへ組み込まれているため、同時にダイ側へ移動し始める。そして、穴抜き用パンチ11の方が塑性締結用パンチ21よりダイ側へ張り出しているため、先に穴抜き加工が始まる。そして該張り出し量Hは該板厚Tより小さいため、穴抜き加工中に塑性締結用パンチ21が被加工材5を加圧し始め塑性締結も始まる。そして、穴抜き加工と塑性締結が同時に加工していく。その後、穴が打ち抜かれて穴抜き加工が完了する。引き続きパンチホルダ側は加圧し続け、金型ダイセット内のストッパでパンチホルダの移動が止まる。このとき、該移動と連動して穴抜き加工用パンチ11と塑性締結用パンチ21の移動も止まって、塑性締結が完了する。
その後、パンチホルダ側への加圧を解除し、パンチホルダが戻り(上昇)始め、該パンチホルダに固定されている塑性締結用パンチ21と穴抜き用パンチ11も戻り始める。そして、塑性締結用パンチ21の先端は被加工材5から離れる。そのとき、穴抜き用パンチ11は、打ち抜かれた穴(被加工材5、6)にある。そしてパンチホルダがさらに戻り、穴抜き用パンチ11も打ち抜かれた穴(被加工材5、6)から離れる。そしてパンチホルダの戻りも完了し、一連の加工が終了する。
本実施例で示すように、穴抜き加工と塑性締結が同一の工程でできるには、H<T、且つ穴抜き加工完了後に塑性締結が完了するような金型ダイセットの条件にすることである。
その理由は、塑性締結が完了すると塑性締結用パンチ21がダイ側へ移動しないようにストッパなどで機械的に移動が出来なくなるようにするためである。もし、同一のパンチホルダへそれぞれのパンチ11、21を組み込んだ場合は、穴抜き加工が完了しない間に塑性締結がすると、それ以上パンチホルダを動かすことができず、適正な穴抜き加工ができない。このため、本実施例に示すように、同一のパンチホルダへ穴抜き用パンチ11と塑性締結用パンチ21を組み込み、該張り出し量の差Hと該板厚TがH<Tの場合は、穴抜き加工完了後に塑性締結が完了することが金型ダイセット条件であることが前提となる。
この加工プロセスを経ると、塑性締結中は穴抜き用パンチが穴に入り込んでおり、穴抜き用パンチ11と塑性締結用パンチ21は同じパンチホルダで固定されているため、穴抜きされた穴の中心軸は、パンチ側塑性締結穴内形20aおよびダイ側塑性締結凸部外形20bの中心軸からずれることがない。実際は、加工時の振動或いはわずかな偏芯が伴うため、若干のバラつきは発生する。本実施例では、実施例1と同様に、従来例の穴と接合位置の中心軸間のバラつき±0.5mmから実施例後±0.1mmへと小さくすることができた。このため、本実施例を用いることで、それぞれ単独で加工していたプロセスを一度の加工動作で同時に加工することができ、工程数を半減することができた。そして、段取り換えをしないで、同一金型内で加工するため、穴抜きの中心軸と塑性締結の中心軸の距離のバラつきが低減されることができた。
本実施例による加工プロセスを行うと実施例1と同様に、加工後の穴10の形状は図6(a)、図6(b)と同様に、塑性締結側の穴の形状は塑性締結側へ引っ張れた形を成し、塑性締結側と反対側の穴の形状は、そのまま打ち抜いた穴の形状を成している。
一方、本実施例で加工したときの加工時間と加圧力の関係は実施例1と異なる。本実施例では(図示せず)、穴抜きパンチ11と塑性締結パンチ21の先端高さの差Hが被加工材5と6を重ねた板厚Tより小さい構成である。この構成により、穴抜き加工の開始とともに加圧力が上昇する。そして、さらに、塑性締結の加工が開始され加圧力が上昇する。単独で穴抜きを行った最大加圧力より上昇し、その後上昇カーブが緩くなった後に、穴が打ち抜かれて、穴抜き加工が完了する。穴が打ち抜かれた後の加圧力は一時低下する。一方、塑性締結は継続して加工しているため、加圧力はすぐに上昇しはじめる。その後、ストッパでパンチホルダの移動が停止し、加圧力はさらに上昇しはじめるが、直後に加圧を解除し塑性締結は完了する。パンチホルダが戻り始めると加圧力は急に低下し、加圧力は0となる。本実施例のように、パンチの張り出し量の差Hと板厚Tの関係がH<Tの場合は、穴抜き加工と塑性締結を同時期に加工するため、穴抜き加工に必要な加圧力と塑性締結に必要な加圧力が足され、最大荷重はそれぞれ単独で加工するより大きくなる。この場合、加工装置の許容加工能力は大きくなるが、加工時間をさらに短縮することができる。
本実施例を用いることで、接合工程と穴あけ工程それぞれを単独で加工して製造していた方法から、穴抜き加工と塑性締結を一度の加工動作で同時に加工する製造工程へとなり、工程数を削減することができた。
そして、本実施例で加工された製品について、塑性締結された箇所は凸部20bと凹部20aが得られ、接合の位置は製品外形に現れる。そして、加工した穴20は接合中心軸からのバラつきが小さい(±0.1mm以下)。そのため、ハンドレールフレームをエスカレーターへ組み付けるときに、塑性締結で形成された凸部20bあるいは凹み20aを基準に位置決めし組み立てることで、穴10の位置が相対的にずれていないため、組み立ての精度が安定し、組み付け調整で生じる作業時間を少なくすることができる。この結果、工程数の低減と組立作業時間の低減による低コストで、組み立て精度安定による高品質の製品を提供することができる。
上述の実施例では主に輸送用機器としてエスカレータを例にとり説明したが、2枚の板材に固定部と同時に穴部を形成するもの全般に適用可能であることは言うまでも無い。特に輸送用機器、例えば自動車や電車等の2つの板材を固定し、かつそれらに他の部材を取り付けるための穴部を同時に形成するような用途では本発明の適用により特にその効果を上げられるものである。
1 ハンドレールフレーム
1A コの字形フレーム
1B Cの字形フレーム
2 ハンドゴム
3 欄干
5 パンチ側被加工材
6 ダイ側被加工材
8 踏板
10 穴
10a パンチ側穴内形
10b ダイ側穴内形
11 穴抜き用パンチ
12 穴抜き用ダイ
20 塑性締結部
20a パンチ側塑性締結穴内形
20b ダイ側塑性締結凸部外形
21 塑性締結用パンチ
22 塑性締結用ダイ
T 板厚
H 穴抜きパンチと塑性締結パンチの先端高さ差
1A コの字形フレーム
1B Cの字形フレーム
2 ハンドゴム
3 欄干
5 パンチ側被加工材
6 ダイ側被加工材
8 踏板
10 穴
10a パンチ側穴内形
10b ダイ側穴内形
11 穴抜き用パンチ
12 穴抜き用ダイ
20 塑性締結部
20a パンチ側塑性締結穴内形
20b ダイ側塑性締結凸部外形
21 塑性締結用パンチ
22 塑性締結用ダイ
T 板厚
H 穴抜きパンチと塑性締結パンチの先端高さ差
Claims (6)
- 2枚の板状部材がそれぞれパンチ側とダイ側を有して塑性締結されており、該塑性締結部近傍に穴があり、該穴の形状はパンチ側とダイ側でそれぞれ前記塑性締結部側に引き伸ばされた形状を有し、かつ前記パンチ側の板材の穴での前記塑性締結部へ引き伸ばされた領域は、前記ダイ側の板材の穴での前記塑性締結部へ引き伸ばされた領域より小さいことを特徴とする板状部材。
- 2枚の板状部材に穴抜き部と塑性締結部を形成する際に、該穴抜き部と該塑性締結部用にそれぞれパンチとダイを設け、穴抜き用パンチが塑性締結用パンチより先に穴抜きを開始し、穴抜き用パンチが被加工材に入り込んでいるあいだに、塑性締結が完了することを特徴とする板状部材の製造方法。
- 請求項1記載の板状部材を用いたことを特徴とする輸送機器。
- 請求項1記載の板状部材をハンドレールフレームに用いたことを特徴とするエスカレータ。
- 請求項2記載の板状部材を用いたことを特徴とする輸送機器の製造方法。
- 請求項2記載の板状部材をハンドレールフレームに用いたことを特徴とするエスカレータの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013014989A JP2014144860A (ja) | 2013-01-30 | 2013-01-30 | 板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ |
| CN201310684309.2A CN103964287B (zh) | 2013-01-30 | 2013-12-13 | 板状部件、输送设备及它们的制造方法以及自动扶梯 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013014989A JP2014144860A (ja) | 2013-01-30 | 2013-01-30 | 板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014144860A true JP2014144860A (ja) | 2014-08-14 |
Family
ID=51234368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013014989A Pending JP2014144860A (ja) | 2013-01-30 | 2013-01-30 | 板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2014144860A (ja) |
| CN (1) | CN103964287B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105328045A (zh) * | 2015-12-16 | 2016-02-17 | 吉林大学 | 一种可定位的预冲孔无铆钉恒温冲压模具及其控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6210921U (ja) * | 1985-07-04 | 1987-01-23 | ||
| JPS6395633U (ja) * | 1986-12-10 | 1988-06-20 | ||
| JPH039226U (ja) * | 1989-06-14 | 1991-01-29 | ||
| JP2010201458A (ja) * | 2009-03-03 | 2010-09-16 | Hitachi Ltd | 継手構造及びその製造方法、並びに継手構造を用いたエレベーター及びその製造方法 |
| JP2010234404A (ja) * | 2009-03-31 | 2010-10-21 | Toyota Auto Body Co Ltd | 多段プレス装置及びそれを用いた被成形体の成形方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0958957A (ja) * | 1995-08-29 | 1997-03-04 | Hitachi Ltd | 乗客コンベアの欄干 |
| JP4540159B2 (ja) * | 1999-12-27 | 2010-09-08 | リコーエレメックス株式会社 | 板状部材の締結方法及びその締結装置 |
| JP5313491B2 (ja) * | 2007-12-18 | 2013-10-09 | シロキ工業株式会社 | 2部材の結合方法、結合装置及び結合構造 |
| JP4990201B2 (ja) * | 2008-03-19 | 2012-08-01 | 株式会社日立製作所 | 乗客コンベアの欄干および乗客コンベア |
| JP5294911B2 (ja) * | 2009-02-10 | 2013-09-18 | 三菱電機株式会社 | マンコンベアの欄干装置 |
-
2013
- 2013-01-30 JP JP2013014989A patent/JP2014144860A/ja active Pending
- 2013-12-13 CN CN201310684309.2A patent/CN103964287B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6210921U (ja) * | 1985-07-04 | 1987-01-23 | ||
| JPS6395633U (ja) * | 1986-12-10 | 1988-06-20 | ||
| JPH039226U (ja) * | 1989-06-14 | 1991-01-29 | ||
| JP2010201458A (ja) * | 2009-03-03 | 2010-09-16 | Hitachi Ltd | 継手構造及びその製造方法、並びに継手構造を用いたエレベーター及びその製造方法 |
| JP2010234404A (ja) * | 2009-03-31 | 2010-10-21 | Toyota Auto Body Co Ltd | 多段プレス装置及びそれを用いた被成形体の成形方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105328045A (zh) * | 2015-12-16 | 2016-02-17 | 吉林大学 | 一种可定位的预冲孔无铆钉恒温冲压模具及其控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103964287A (zh) | 2014-08-06 |
| CN103964287B (zh) | 2016-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5390152B2 (ja) | 閉構造部材の製造方法、プレス成形装置及び閉構造部材 | |
| KR102220417B1 (ko) | 프레스 성형품의 제조 방법 및 제조 장치 | |
| CN104023868B (zh) | 压力成形方法及压力成形装置 | |
| CN112313020B (zh) | 冲压成形品的制造方法 | |
| KR20170113649A (ko) | 프레스 성형 방법 및 프레스 성형 장치 | |
| US20200094302A1 (en) | Metal plate and method of producing tubular body | |
| JPWO2006080356A1 (ja) | プレス加工装置、プレス加工方法、及び打抜き加工品 | |
| EP2857117B1 (en) | Method of forming structure having closed cross section, and device for forming structure having closed cross section | |
| JP2013027894A (ja) | フレーム部品の製造方法及びフレーム部品 | |
| JP2017196632A (ja) | バーリング加工装置、バーリング加工方法、及びバーリング成形品 | |
| CN105848803B (zh) | 车身部件及其制造设备和制造方法 | |
| JP6156608B1 (ja) | 伸びフランジ成形部品の製造方法 | |
| CA2920355A1 (en) | Press-molded product, press-molded product producing method, and press-molded product producing apparatus | |
| KR20110131826A (ko) | 셀프 피어싱 리벳장치 | |
| JP4182352B2 (ja) | エンボス構造の金属板から車体用構造部品を製造する方法及び加工ツール | |
| CN105324194A (zh) | 冲压成型品及其制造方法 | |
| US9908166B2 (en) | Sheet metal blank having a homogeneous thickness transition | |
| JP2014144860A (ja) | 板状部材およびその製造方法、輸送機器およびその製造方法並びにエスカレータ | |
| JP2018061979A (ja) | パイプ製造方法とこれに用いるプレス装置 | |
| JP5966849B2 (ja) | 車両用部品の製造方法 | |
| JP2017121644A (ja) | プレス成形装置、及びプレス成形方法 | |
| JP6032829B2 (ja) | プレス金型の型開き防止構造 | |
| KR101719548B1 (ko) | 밴드 클램프용 하우징 제조방법 | |
| KR101580499B1 (ko) | 자동차 시트용 연결바 제조장치 | |
| KR102038402B1 (ko) | 파이프 벤딩 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160315 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160927 |