JP2014162012A - 微細構造体成形方法及び微細構造体成形金型 - Google Patents
微細構造体成形方法及び微細構造体成形金型 Download PDFInfo
- Publication number
- JP2014162012A JP2014162012A JP2013031942A JP2013031942A JP2014162012A JP 2014162012 A JP2014162012 A JP 2014162012A JP 2013031942 A JP2013031942 A JP 2013031942A JP 2013031942 A JP2013031942 A JP 2013031942A JP 2014162012 A JP2014162012 A JP 2014162012A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- microstructure
- coating film
- flat
- fine structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】縁端部にバリがないばかりでなく微細構造が平面部及び一の縁端部に転写成形された平板状の微細構造体を成形することができる方法及び金型を提供する。
【解決手段】本発明に係る微細構造体成形方法は、下金型に溶融樹脂を塗布して形成した塗膜を、上金型により押圧し、前記塗膜の平面部と一の縁端部に微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有するとともに、前記一の縁端部にバリのない平板状の微細構造体を成形する方法であって、前記下金型に、平板状の塗膜を形成する段階と、前記上金型を水平面から傾斜させた状態でその下端の先端部を前記下金型に当接させた後、その当接部を中心に前記上金型が水平になるまで回転させるとともに押圧し、前記塗膜の平面部及び一の縁端部に前記微細構造の転写成形を行うことにより実施される。
【選択図】図1
【解決手段】本発明に係る微細構造体成形方法は、下金型に溶融樹脂を塗布して形成した塗膜を、上金型により押圧し、前記塗膜の平面部と一の縁端部に微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有するとともに、前記一の縁端部にバリのない平板状の微細構造体を成形する方法であって、前記下金型に、平板状の塗膜を形成する段階と、前記上金型を水平面から傾斜させた状態でその下端の先端部を前記下金型に当接させた後、その当接部を中心に前記上金型が水平になるまで回転させるとともに押圧し、前記塗膜の平面部及び一の縁端部に前記微細構造の転写成形を行うことにより実施される。
【選択図】図1
Description
本発明は、微細構造を有する金型に熱可塑性の溶融樹脂を押圧し、その微細構造が平面部及び一の縁端部に転写成形された平板状の微細構造体を成形する方法及び金型に関する。
微細構造を有する薄い板状体のマイクロレンズアレイや導光板などが、プレス成形法、射出成形法あるいは押出成形法により微細構造を有する金型あるいはロールに熱可塑性樹脂の溶融体を押圧し、これを冷却・固化することによって成形されている。これらの方法は、各種の熱可塑性樹脂を成形することができる利点を有し、その応用・利用範囲が拡大している。
例えば、特許文献1に、熱可塑性樹脂が供給された塗布装置を微細な凹凸部を有する成形型上に移動させながらその微細な凹凸部に前記熱可塑性樹脂を充填し、その塗布した熱可塑性樹脂を金型によりプレスした後、冷却し固化させる成形体の製造方法が開示されている。この成形体の製造方法によると、10nm〜1mmの凹凸をなす微細構造を有する厚さ50μm〜5mmの平板状の微細構造体を成形することができるとされる。
特許文献2には、環状オレフィン系樹脂組成物を射出成形してなる導光板であって、前記導光板は厚み(T)が0.1mm以上1mm以下であり、導光板に対して光が入射する方向の幅(L)と厚み(T)との比(L/T)が70以上の平板状をなしており、光射出面内の最大輝度と最小輝度との比(最大輝度/最小輝度)が1.05以下である導光板が開示されている。この導光板は、射出速度の最大値である最大射出速度を制御する射出速度制御部と、射出開始から最大射出速度に到達するまでの間の射出加速度を制御する射出加速度制御部とを備える射出成形機を用いて製造することができるとされる。
このようなプレス成形法や射出成形法など金型を使用する成形法は、上金型と下金型又は可動金型と固定金型により溶融樹脂を充填するキャビティが形成されるようになっており、金型の合わせ面(パーティングライン)にバリが生じやすいという問題がある。このバリの発生を防止する方法として、例えば、特許文献3に示す方法が提案されている。すなわち、射出成形金型の固定側スタンパ、可動側スタンパ及び可動側スタンパの外周部を進退する外周リングにより溶融樹脂を充填するキャビティが形成される金型において、可動側スタンパの外周面と外周リングの内周面との隙間をベアリングにより1μm〜30μmに確保する情報記録ディスク基板成形金型が開示されている。
一方、金型を使用しない成形法も提案されており、特許文献4には、回転駆動ロールと成形ロールとの挟部に供給された溶融樹脂を加圧して微細構造を賦形する押出成形法により光学シートを成形する方法が開示されている。すなわち、押出成形法により成形することができる、エッジライト方式の面光源装置に用いられ、少なくとも一方の面に複数の単位光学形状が配列された光学シートであって、シート面に直交する1つの方向において、その厚さが連続的に変化しており、前記1つの方向における該光学シートの少なくとも一方の端部から他方の端部側に向かってしだいに厚みが薄くなっている部分を有する光学シートが開示されている。
また、特許文献5には、シリカ等の微細粒子又は気泡が分散した層を挟んで3層からなる導光板が共押出し成形法により成形されることが開示されている。すなわち、エッジライト型光源を有する表示装置に用いられる導光板であり、かつ、画像表示パネル側に光を照射する光射出面と、前記光射出面に対向する面である反光射出面と、前記二面に略垂直な少なくとも一面である光入射面とを有する熱可塑性樹脂からなる厚さが0.5〜4mmの導光板が提案されている。この導光板は、高い正面輝度と均一な輝度分布を有し、大量生産が可能であるとされる。
微細構造を有する微細構造体は、ますます薄いものが求められており、微細構造が平板状の微細構造体の表面又は/及び裏面に設けられたものが求められている。また、導光板は、微細構造体の縁端部が鏡面になってことが必要であるが、この縁端部にまで微細構造を有するものが求められている。このような、微細構造が薄い平板状の微細構造体の所望の面に設けられた微細構造体を成形するには、特許文献4又は5に記載さているような押出法は押出方向と直角な方向(薄い平板状の微細構造体の側面へ)の転写成形が難しく好ましくない。これに対し、金型によりキャビティを形成する特許文献1又は2に記載されているようなプレス成形法や射出成形法が好ましい。
しかしながら、金型を使用する場合は、上述のようにバリ発生の問題がある。特許文献2に記載するような射出成形法の場合は、特許文献3に記載するように金型の合わせ面における隙間をゼロにするのは難しくバリの発生のおそれがある。また、射出成形法は、金型のキャビティ内に溶融樹脂を充填するゲートから薄い平板状のキャビティの隅々に溶融樹脂が流動する過程で樹脂の温度が低下して粘度が増大または固化するため、キャビティの隅々まで充填するのが難しく、キャビティ縁端部に加工された微細構造を溶融樹脂に転写することはさらに困難であるため、縁端部に微細構造を有する平板状の微細構造体を成形するのが容易でないという問題がある。
一方、特許文献1に記載するプレス成形法は、非常に薄い平板状の微細構造体を成形することができるという利点があるが、微細構造を溶融樹脂に転写成形する金型の温度が高いので、1μm以下の隙間でも溶融樹脂が進入するためバリが発生しやすく、バリのない縁端部の成形が容易でないという問題がある。
本発明は、このような従来の問題点及び技術的な要請に鑑み、より薄い平板状の微細構造体の成形法に好適なプレス成形法を使用し、縁端部にバリがないばかりでなく微細構造が平面部及び一の縁端部に転写成形された平板状の微細構造体を成形することができる微細構造体成形方法及び微細構造体成形金型を提供することを目的とする。
本発明に係る微細構造体成形方法は、下金型に溶融樹脂を塗布して形成した塗膜を、上金型により押圧し、前記塗膜の平面部と一の縁端部に微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有するとともに、前記一の縁端部にバリのない平板状の微細構造体を成形する方法であって、前記下金型に、平板状の塗膜を形成する段階と、前記上金型を水平から傾斜させた状態でその下端の先端部を前記下金型に当接させた後、その当接部を中心に前記上金型が水平になるまで回転させるとともに押圧し、前記塗膜の平面部及び一の縁端部に前記微細構造の転写成形を行うことにより実施される。なお、水平とは、プレス成形法において上金型及び下金型が水平(金型設置平面又はプレス成形面が水平)に設置された通常の形態を前提にしており、下金型の設置平面が傾斜していれば、その傾斜した設置平面が基準になる。
上記発明において、上金型の下端の先端部と下金型との接触面圧は、塗膜の押圧中に溶融樹脂が前記上金型と前記下金型との金型合わせ面に侵入するのを防止できる以上の大きさであるのがよい。
また、塗膜は、その一の縁端部がこれに微細構造の転写成形を行う上金型の前面から0mmを越え5mm以下離れた位置から形成されるようにするのがよい。そして、塗膜は、一の縁端部側が厚くなって凸条が形成された平板状のものにすることができ、塗膜の凸条部の厚さteは0.05〜5mm、平面部の厚さtは0.05〜5mm、te−tは0〜1mmにすることができる。
また、上金型は、塗膜の平面部の天面の転写成形を行う上面型部と一の縁端部の転写成形を行う端面型部とを有するものとすることができ、下金型は、塗膜の平面部の地面の転写成形を行う下面型部を有するものとすることができる。
微細構造の転写成形が行われる塗膜の平面部は、天面又は/及び底面とすることができる。
本発明に係る微細構造体成形金型は、下金型に溶融樹脂を塗布して形成した塗膜を、微細構造を有する上金型により押圧し、前記塗膜の平面部と一の縁端部に前記微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有する平板状の微細構造体を成形する微細構造体成形金型であって、上母型に弾性部材を介して保持される上型部が前記平面部の転写成形を行う上面型部と、前記一の縁端部の転写成形を行う端面型部とを有する上金型と、前記上金型に対向する下金型を有し、前記上金型は、前記弾性部材により水平から傾斜させた状態になるようになっている。
上記、微細構造体成形金型において、弾性部材は、一の端面型部側の方がその他方の側よりも厚くなっているものとすることができる。
また、上金型の上型部の傾斜角度θは、θ=0.001〜1°であるのがよく、上型部の端面型部が下金型と接触する部分に干渉部材が設けられているのがよい。
本発明によれば、平板状の薄くて表面又は/及び裏面、または、一の縁端部等の所望の部位に微細構造を有する微細構造体を成形することができる。そして、本発明によれば、成形された微細構造体の一の縁端部にバリがなく、その縁端部の切断除去あるいはバリ取り等の作業を要しない。また、本発明に係る微細構造体成形金型は、特別の構造を要せず、また、特別の操作も要しない。
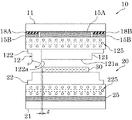
以下、本発明を実施するための形態について説明する。本発明に係る微細構造体成形方法は、図1に示す微細構造体成形金型により好適に実施することができる。図1において、上金型10は、弾性部材18(18A、18B)を介して上母型11に保持された上型部12を有している。上型部12は、温度制御手段125を有し、また、上母型11と断熱部材15(15A、15B)を介して保持されるようになっている。そして、上型部12は、121aの面に微細構造が設けられた上面型部121と、122aの面に微細構造が設けられた端面型部122を有し、端面型部122の先端部に逃げ部dが設けられている。
下金型20は、下母型21に保持された下型部22を有している。下型部22は、温度制御手段225を有し、断熱部材25を介して下母型21に保持されている。下型部22の上面には、溶融した熱可塑性樹脂を塗布して塗膜30を形成することができるようになっている。この微細構造体成形金型において、弾性部材18は、弾性部材18Aと弾性部材18Bとの厚さが異なり、上型部12は、図2に示すように水平から傾斜した状態になっている。
本微細構造体成形方法は、このような微細構造体成形金型を使用して好適に実施される方法であり、下金型20に溶融樹脂を塗布して形成した塗膜30を、上金型10により押圧し、塗膜30の平面部と一の縁端部に微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有するとともに、前記一の縁端部にバリのない平板状の微細構造体を成形する方法である。
すなわち、本微細構造体成形方法は、先ず、下金型20の下型部22に、平板状の塗膜30を形成する。塗膜30は、熱可塑性の溶融樹脂をその上面にゲージ圧で動圧0.1〜5MPaを与えるようにTダイにより塗布するのがよい。これにより、高精度に塗膜30の厚さを制御することができ、最終製品としての微細構造体の厚さを高精度に制御することができる。また、このTダイによる塗布においては、面内の厚み分布(最も厚い部分と最も薄い部分との差)を10μm前後に抑えることができる。すなわち、Tダイからの樹脂吐出部を塗膜の厚みとほぼ同じ距離まで下型部22の被塗布面に近接させてTダイを移動させ、Tダイからの樹脂の吐出幅とTダイの移動速度およびTダイの樹脂吐出部と下型部水平面との距離の乗算で算出される体積流量にほぼ等しい流量の溶融樹脂を吐出部から吐出しながら塗布する。これにより、塗膜の幅はTダイからの樹脂吐出部の幅、塗膜の長さはTダイの移動距離とほぼ等しくすることができる。そして、これらにより、塗膜の幅、長さおよび厚みは、押圧後に得られる最終的な微細構造体とほぼ等しい形状および厚みに精度良く塗布することができる。
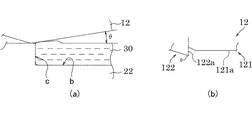
本発明において塗膜30は、図1又は図2に示すように、上型部12の端面型部122の前面から隙間δを有するように下型部22に塗布されて形成される。隙間δは、先端部pが下型部22に当接するよりも前に先端部pと下型部22との隙間に溶融樹脂が入り込まないように適切な値が選択される。例えば、端面型部のh寸法に対して塗膜の凸条部の厚さteが相対的に厚いと隙間δは大きくする必要があり、逆にh寸法に対して凸条部の厚さteがわずかに厚い程度ならば隙間δは小さくする必要があるが、概ね隙間δは0mmを越え5mm以下とされる。
また、塗膜30は、一般的には下型部22に平板状に塗布することにより形成されるが、図3に示すように一の縁端部30cが凸条に厚くなった板状体に形成することができる。このような塗膜30は、例えば、凸条部の厚さte=0.05〜5mm、平面部の厚さt=0.05〜5mm、(te−t)=0〜1mmとすることができる。このような一の縁端部30cが厚くなった形状の塗膜30は、上記隙間δの大きさにも依るが、微細構造を一の縁端部30cに高精度で転写成形する場合に好都合である。
上記のように塗膜30が形成されると、次に、上金型10を下降させる。上金型10は、図2に示すように、上型部12が水平から傾斜した状態になっているので、先ずその下端の先端部pが下金型20の下型部22に当接する。そして、先端部pからの反力により上金型10に設けた弾性部材18Aと弾性部材18Bが圧縮され、塗膜30が上面型部121により圧縮されるようになる。この、上面型部121による塗膜30の押圧により塗膜内に微小な流動を生じ、上面型部121、端面型部122及び下型部22により形成されるキャビティ内で塗膜30の天面30a及び一の縁端部30cに微細構造の転写成形が行われる。押圧力は、1〜10MPaとされる。なお、下型部22が微細構造を有する場合は、塗膜30bの底面にもその微細構造の転写成形を行うことができる。
塗膜30の転写成形において、先端部pに負荷される面圧は、塗膜30の押圧中に溶融樹脂が先端部pに入り込まない程度にされる。これにより、塗膜30の一の縁端部30cにバリのない微細構造体を成形することができる。
上記塗膜30の転写成形において、上型部12は先端部pを回転中心として回転(図2において右回り)した挙動をする。すなわち、本発明においては、上金型を水平から傾斜させた状態でその下端の先端部を下金型に当接させた後、その当接部を中心に前記上金型が水平になるまで回転させるとともに押圧することができるような方法であればよい。
本微細構造体成形方法は、平面部(天面又は/及び底面)と一の縁端部に微細構造を有する平板状の微細構造体を成形することができ、転写成形において一の縁端部にバリを生じないことが特徴である。このため、上述のように、上型部12には微細構造を有する上面型部121と端面型部122が設けられている。この上面型部121と端面型部122は一体で、金型合わせ面がないものが好ましい。金型合わせ面があると、この部分にバリを生じる恐れがあり、この部分に上述の上型部12の先端部pのような構造を設ける必要を生じるからである。しかしながら、上面型部121と端面型部122は分解可能に構成されているのがよい。微細構造体の平面部と縁端部の微細構造は、その形態が全く異なることが多く、特に縁端部の微細構造は種々の形態のものができるようになっているのが好ましいからである。
本微細構造体成形方法に使用される熱可塑性樹脂は、種々の熱可塑性樹脂を使用することができる。例えば、ポリカーボネート(PC)、ポリメタクリル酸メチル(PMMA)、シクロオレフィンポリマー(COP)、環状オレフィンコポリマー(COC)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリスチレン(PS)、メチルメタクリレートブタジエンスチレン(MBS)などの樹脂材料を好適に使用することができる。
本微細構造体成形方法に使用される微細構造体成形金型は、上述のように上金型10の上型部12が厚みの異なる弾性部材18A、18Bを介して上母型11に保持される構造になっており、上型部12が水平から傾斜した形態になるようになっている。上型部12の傾斜角θは、θ=0.001〜1°とすることができる。この傾斜角θを生じさせる弾性部材は、種々のものを使用することができる。例えば、シリコンゴム、フッ素ゴム、ウレタンゴム、ブチルゴム、ニトリルゴム、天然ゴムなどが挙げられる。ヤング率としては数MPaから数十MPaで、厚みは数百μmから数mmのものが好ましい。弾性部材は、押圧初期段階では前記上金型と前記下金型との金型合わせ面に溶融樹脂が侵入するのを防止できる接触圧力を実現でき、かつ、押圧過程では、押圧力によって当接部pを中心に前記上金型が水平(金型合わせ面が水平)になるまで回転可能な変形代を有するものを適宜選択すればよい。この条件を満足すれば、弾性部材はコイルバネや板バネでもよい。
上型部12の当接部pは、確実にこの部分が下型部22に当接するように逃げ部dが設けられているのがよい。また、当接部pが下型部22とカジリを起こさないように干渉部材が設けられているのがよい。干渉部材は、厚み数十μmのポリマーフィルムや厚み数μmのポリマーコーティングを使用することができる。耐熱性があるポリイミドは好ましい。上記干渉部材は、また、金型合わせ面への溶融樹脂の侵入を阻止するシール機能を発揮することができる。
以上、本発明に係る微細構造体成形方法及び微細構造体成形金型について説明した。しかしながら、本発明は、上記実施形態に限定されない。例えば、本発明に係る微細構造体成形方法は、図4(a)に示す微細構造体成形金型によっても実施することができる。図4(a)において、塗膜30は、下型部22の微細構造を有するb面及びc面により形成される凹部に形成されるようになっている。そして、上型部12は傾斜角θをなして下型部22に当接するようになっている。
また、図1に示す上型部12に対して、上面型部121の121aの面と端面型部122の122aの面の接合部分に図4(b)に示すようなくさび状の凹部を設けた上型部12を用いる場合は、一の縁端部の端面の面積を大きくすることができ、その端面から次第に断面積が小さくなって一様な断面積の平面部に続く形態の微細構造体を成形することができる。このくさび状凹部は、図4(a)に示す微細構造体成形金型の底部に設けてもよい。
図1に示す微細構造体成形金型を使用して厚さ230μmのポリカーボネートからなる平板状の微細構造体を成形する成形試験を行った。成形試験は以下のように行った。上型部の端面型部は、h=230μmのものを使用した。弾性部材18Aは、厚み0.7mm、硬度50°(弾性率14.2MPa)のシリコンゴムを使用した。弾性部材18Bは、厚み0.5mm、硬度50°(弾性率14.2MPa)のシリコンゴムを使用した。塗膜は、吐出幅が104mmのTダイを使用してポリカーボネートの285℃の溶融樹脂を下型部に塗布することにより形成した。塗膜は厚さが240μm、端面型部との隙間δは1.8mmであった。上金型と下金型の設定温度は、195℃とし、195℃まで温度を上昇させた後にTダイで下型部にポリカーボネートの溶融樹脂を塗布した。なお、上型部及び下型部は、凹凸のない鏡面状態とした。良好な転写成形が行われると、得られた微細構造体は、その天面及び底面が極めて平滑で光沢面を有している。
上記状態において、先ず、上金型を下降させて塗膜を3MPa(=押圧推力(N)÷平板状の微細構造体の投影面積(m2))の加圧力で押圧した。次に、3MPaの加圧力で押圧している最中に金型の冷却を始めるとともに、加圧力を0MPaまで徐々に低下させた。上金型の温度が135℃、下金型の温度が150℃まで低下したときに、金型を開いて転写成形された微細構造体を取り出した。
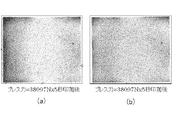
また、上記成形試験に対する比較例として、弾性部材18A及び18Bがともに厚み0.5mm、硬度50°(弾性率14.2MPa)のシリコンゴムを使用した成形試験を行った。さらに、本発明における塗膜の押圧状況を調べるため、実施例1において上型部及び下型部に平板状の鏡面板を使用し、鏡面板同士を押圧したときの圧力分布を調べる加圧試験をおこなった。圧力分布の測定には富士フィルム社製のプレスケール低圧用(測定可能圧力2.5〜10MPa)を使用した。
図5に加圧試験結果を示す。図5(a)は、弾性部材18Aを厚み0.6mm、硬度50°(弾性率14.2MPa)のシリコンゴム、弾性部材18Bを厚み0.5mm、硬度50°(弾性率14.2MPa)のシリコンゴムを使用したときの、上型部が水平から傾斜(下型部に対して傾斜)している場合の加圧試験結果を示す。図5(b)は弾性部材18A、18Bがともに厚み0.5mm、硬度50°(弾性率14.2MPa)のシリコンゴムを使用し、上型部が下型部に対して傾斜していない(水平である)場合の結果を示す。図5(a)を図5(b)と比較すると、図5(a)の場合は、押圧初期に一の縁端部側のみが当接するためこの周辺の押圧力が高くなっているが、最終的に上型部が当接部を中心に回転して、一の縁端部の反対側(紙面右側)も押圧され、全体的として均一に押圧されていることが分かる。
図6に、発明例と比較例の成形試験結果を示す。発明例は、一の縁端部にバリがないことが分かる。また、発明例の場合は、平面部(天面及び底面)ばかりでなく、一の縁端部も極めて平滑で光沢のある鏡面をしており、本発明によれば、平面部及び一の縁端部においても微細構造の高精度の転写成形が充分可能であることが分かる。
10 上金型
11 上母型
12 上型部
121 上面型部
122 端面型部
125 温度制御手段
15、15A、15B 断熱部材
18、18A、18B 弾性部材
20 下金型
21 下母型
22 下型部
225 温度制御手段
25 断熱部材
30 塗膜
11 上母型
12 上型部
121 上面型部
122 端面型部
125 温度制御手段
15、15A、15B 断熱部材
18、18A、18B 弾性部材
20 下金型
21 下母型
22 下型部
225 温度制御手段
25 断熱部材
30 塗膜
Claims (11)
- 下金型に溶融樹脂を塗布して形成した塗膜を、上金型により押圧し、前記塗膜の平面部と一の縁端部に微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有するとともに、前記一の縁端部にバリのない平板状の微細構造体を成形する方法であって、
前記下金型に、平板状の塗膜を形成する段階と、
前記上金型を水平から傾斜させた状態でその下端の先端部を前記下金型に当接させた後、その当接部を中心に前記上金型が水平になるまで回転させるとともに押圧し、前記塗膜の平面部及び一の縁端部に前記微細構造の転写成形を行う微細構造体成形方法。 - 上金型の下端の先端部と下金型との接触面圧は、塗膜の押圧中に溶融樹脂が前記上金型と前記下金型との金型合わせ面に侵入するのを防止できる以上の大きさであることを特徴とする請求項1に記載の微細構造体成形方法。
- 塗膜は、その一の縁端部がこれに微細構造の転写成形を行う上金型の前面から0mmを越え5mm以下離れた位置から形成されていることを特徴とする請求項1又は2に記載の微細構造体成形方法。
- 塗膜は、一の縁端部側が厚くなって凸条が形成された平板状であることを特徴とする請求項1〜3のいずれか一項に記載の微細構造体成形方法。
- 塗膜の凸条部の厚さteは0.05〜5mm、平面部の厚さtは0.05〜5mm、te−tは0〜1mmであることを特徴とする請求項4に記載の微細構造体成形方法。
- 上金型は、塗膜の平面部の天面の転写成形を行う上面型部と一の縁端部の転写成形を行う端面型部とを有するものであることを特徴とする請求項1〜5のいずれか一項に記載の微細構造体成形方法。
- 微細構造の転写成形が行われる塗膜の平面部は、天面又は/及び底面であることを特徴とする請求項1〜6のいずれか一項に記載の微細構造体成形方法。
- 下金型に溶融樹脂を塗布して形成した塗膜を、微細構造を有する上金型により押圧し、前記塗膜の平面部と一の縁端部に前記微細構造を転写成形してこれを冷却固化し、前記平面部と一の縁端部に前記微細構造を有する平板状の微細構造体を成形する微細構造体成形金型であって、
上母型に弾性部材を介して保持される上型部が前記平面部の転写成形を行う上面型部と、前記一の縁端部の転写成形を行う端面型部とを有する上金型と、
前記上金型に対向する下金型を有し、
前記上金型は、前記弾性部材により水平から傾斜させた状態になるようになっている微細構造体成形金型。 - 弾性部材は、一の端面型部側の方がその他方の側よりも厚くなっていることを特徴とする請求項8に記載の微細構造体成形金型。
- 上金型の上型部の傾斜角度θは、θ=0.001〜1°であることを特徴とする請求項8又は9に記載の微細構造体成形金型。
- 上型部の端面型部が下金型と接触する部分に干渉部材が設けられていることを特徴とする請求項8〜10のいずれか一項に記載の微細構造体成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013031942A JP2014162012A (ja) | 2013-02-21 | 2013-02-21 | 微細構造体成形方法及び微細構造体成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013031942A JP2014162012A (ja) | 2013-02-21 | 2013-02-21 | 微細構造体成形方法及び微細構造体成形金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014162012A true JP2014162012A (ja) | 2014-09-08 |
Family
ID=51613121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013031942A Pending JP2014162012A (ja) | 2013-02-21 | 2013-02-21 | 微細構造体成形方法及び微細構造体成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014162012A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016221838A (ja) * | 2015-05-29 | 2016-12-28 | 株式会社日本製鋼所 | 樹脂成形方法及びこれに用いられる金型、樹脂充填治具 |
| JP2016221785A (ja) * | 2015-05-28 | 2016-12-28 | 株式会社日本製鋼所 | 樹脂成形金型及びこれを用いた樹脂成形方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5836417A (ja) * | 1981-08-27 | 1983-03-03 | Matsushita Electric Ind Co Ltd | 情報担体の製造方法 |
| JPH10510770A (ja) * | 1994-12-19 | 1998-10-20 | サン−ゴバン ビトラージュ | 押し出されたシールをシート上でその場で仕上げる方法 |
| JP2004358857A (ja) * | 2003-06-06 | 2004-12-24 | Meiki Co Ltd | 微細な凹凸面を有する樹脂成形品の成形装置 |
| JP2006007755A (ja) * | 2004-05-28 | 2006-01-12 | Komatsu Ltd | 熱転写プレス装置 |
| JP2007106002A (ja) * | 2005-10-13 | 2007-04-26 | Matsushita Electric Works Ltd | 微細形状の成形方法 |
| JP2010089327A (ja) * | 2008-10-07 | 2010-04-22 | Japan Steel Works Ltd:The | 金型装置及びこれを用いた成形体の製造方法 |
| JP2012245745A (ja) * | 2011-05-30 | 2012-12-13 | Japan Steel Works Ltd:The | 溶融微細転写成形方法及び溶融微細転写成形装置 |
-
2013
- 2013-02-21 JP JP2013031942A patent/JP2014162012A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5836417A (ja) * | 1981-08-27 | 1983-03-03 | Matsushita Electric Ind Co Ltd | 情報担体の製造方法 |
| JPH10510770A (ja) * | 1994-12-19 | 1998-10-20 | サン−ゴバン ビトラージュ | 押し出されたシールをシート上でその場で仕上げる方法 |
| JP2004358857A (ja) * | 2003-06-06 | 2004-12-24 | Meiki Co Ltd | 微細な凹凸面を有する樹脂成形品の成形装置 |
| JP2006007755A (ja) * | 2004-05-28 | 2006-01-12 | Komatsu Ltd | 熱転写プレス装置 |
| JP2007106002A (ja) * | 2005-10-13 | 2007-04-26 | Matsushita Electric Works Ltd | 微細形状の成形方法 |
| JP2010089327A (ja) * | 2008-10-07 | 2010-04-22 | Japan Steel Works Ltd:The | 金型装置及びこれを用いた成形体の製造方法 |
| JP2012245745A (ja) * | 2011-05-30 | 2012-12-13 | Japan Steel Works Ltd:The | 溶融微細転写成形方法及び溶融微細転写成形装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016221785A (ja) * | 2015-05-28 | 2016-12-28 | 株式会社日本製鋼所 | 樹脂成形金型及びこれを用いた樹脂成形方法 |
| JP2016221838A (ja) * | 2015-05-29 | 2016-12-28 | 株式会社日本製鋼所 | 樹脂成形方法及びこれに用いられる金型、樹脂充填治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3857703B2 (ja) | 成形体の製造方法および製造装置 | |
| JPWO2012086385A1 (ja) | 微細構造体の製造方法 | |
| JP6108916B2 (ja) | 成形品の製造方法および成形用金型 | |
| JP2014162012A (ja) | 微細構造体成形方法及び微細構造体成形金型 | |
| JP5754749B2 (ja) | 微細構造体成形方法 | |
| EP0536872B1 (en) | Roll stamper for forming a base for information recording medium and apparatus using the roll stamper | |
| JP4699492B2 (ja) | 成形体の製造装置および製造方法 | |
| CN100532070C (zh) | 一种用以制造表面具有压花的板件的装置与方法 | |
| JP2009172794A (ja) | 樹脂シートの製造方法 | |
| US10369728B2 (en) | Optical element and method for manufacturing optical element | |
| JP3686251B2 (ja) | 樹脂成形品の成形方法およびその方法に用いる金型 | |
| EP2596938A1 (en) | Pattern transfer medium manufacturing apparatus, pattern transfer manufacturing method, disc-shaped pattern transfer medium, and pattern transfer medium | |
| US11801626B2 (en) | Resin part and its manufacturing method | |
| JP4224052B2 (ja) | 成形体の製造装置 | |
| US20090261489A1 (en) | Method for making lenses | |
| JP4224048B2 (ja) | 成形体の製造装置および製造方法 | |
| CN100519139C (zh) | 光盘基板的成形方法及蓝光光盘 | |
| CN1669768A (zh) | 光盘基板成形用模具装置 | |
| JPH10235682A (ja) | 射出成形装置 | |
| TWI445615B (zh) | 壓印成型透鏡陣列之方法 | |
| KR101625374B1 (ko) | 박형 도광판 제조 방법 | |
| EP4079481A1 (en) | Method and apparatus for adjusting recess depth of a mold insert | |
| JP4083446B2 (ja) | 貼り合わせ型光記録媒体 | |
| JP2003154565A (ja) | 光ディスク基板の製造方法 | |
| JP3875807B2 (ja) | 成形品の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140926 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150514 |