JP2014188902A - 表示物 - Google Patents
表示物 Download PDFInfo
- Publication number
- JP2014188902A JP2014188902A JP2013067674A JP2013067674A JP2014188902A JP 2014188902 A JP2014188902 A JP 2014188902A JP 2013067674 A JP2013067674 A JP 2013067674A JP 2013067674 A JP2013067674 A JP 2013067674A JP 2014188902 A JP2014188902 A JP 2014188902A
- Authority
- JP
- Japan
- Prior art keywords
- orientation
- concavo
- convex pattern
- pattern
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Laminated Bodies (AREA)
- Ink Jet (AREA)
Abstract
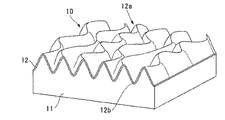
【解決手段】表示の少なくとも一部が樹脂層によって積層されてなり、前記樹脂層の表面に配向性を持った凹凸パターンを有する表示物。前記凹凸パターンの配向度が0.2以上0.8以下であることが好ましい。また、前記樹脂層の表面が配向方向の異なる複数の凹凸パターン部分から構成されていることが好ましい。また、前記樹脂層の表面が配向度の異なる複数の凹凸パターン部分から構成されていることが好ましい。
【選択図】 図1
Description
〔2〕前記凹凸パターンの配向度が0.2以上0.8以下である〔1〕に記載の表示物。
〔3〕前記樹脂層の表面が配向方向の異なる複数の凹凸パターン部分から構成されている〔1〕または〔2〕に記載の表示物。
〔4〕前記樹脂層の表面が配向度の異なる複数の凹凸パターン部分から構成されている〔1〕〜〔3〕に記載の表示物。
また、断面から見た場合、硬質層12は全体が折れ曲がるように変形しており、加熱収縮性フィルム11の表面は硬質層12の変形に追従するように変形している。
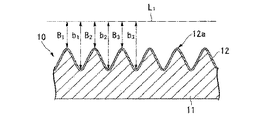
ここで、平均深さBとは、凹凸パターンの底部12bの平均深さのことである。
平均深さBを測定する方法としては、原子間力顕微鏡により撮影した凹凸パターン12aの断面の画像にて各底部の深さを測定し、それらの平均値を求める方法などが採られる。
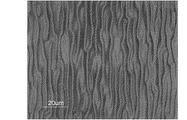
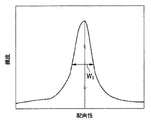
次いで、図4の画像の中心から水平方向に補助線L2を引き、その補助線上の輝度をプロット(図5参照)する。図5のプロットの横軸はピッチの逆数を、縦軸は頻度を表し、頻度が最大となる値Xの逆数1/Xが凹凸パターン12aの最頻ピッチを表す。
本発明の凹凸パターンとしては、凹凸パターン12aがある程度蛇行して、隣り合った凸部同士のピッチが凹凸パターン12aの方向に沿ってばらついていることが好ましい。ここで、凹凸パターン12aの配向のばらつきのことを配向度という。配向度が大きいほど、配向がばらついている。この配向度は、以下の方法で求められる。
一つの凹凸パターン(凹凸パターンAとする。)の配向方向と他の凹凸パターンB(凹凸パターンBとする。)の配向方向との差は、凹凸パターンAと凹凸パターンBの前記図6における凹凸の形成方向(図3における上下方向)に対する傾きの程度を示す指標(配向性)を比較することにより求められる。
凹凸パターン10は、樹脂製の基材である加熱収縮性フィルム11aの片面に、表面が平滑な硬質層13(以下、表面平滑硬質層13という。)を設けて積層シート10aを形成する工程(以下、第1の工程という。)と、加熱収縮性フィルム11aを加熱収縮させて、積層シート10aの少なくとも表面平滑硬質層13を折り畳むように変形させる工程(以下、第2の工程という。)と、を有する方法により形成することができる。ここで、表面平滑硬質層13とは、JIS B0601に記載の中心線平均粗さ0.1μm以下の層である。
加熱収縮性フィルムの中でも、50〜70%収縮するものが好ましい。50〜70%収縮する加熱収縮性フィルムを用いれば、変形率を40%以上にでき、凹凸パターン12aの最頻ピッチAが1μmを超え20μm以下、アスペクト比0.1以上の凹凸パターン10を容易に製造できる。
ここで、変形率とは、(変形前の長さ−変形後の長さ)/(変形前の長さ)×100(%)のことである。
また、硬質層12が、金属及び金属化合物の場合、硬質層12を、金、アルミニウム、銀、炭素、銅、ゲルマニウム、インジウム、マグネシウム、ニオブ、パラジウム、鉛、白金、シリコン、スズ、チタン、バナジウム、亜鉛、ビスマスよりなる群から選ばれる少なくとも1種の金属で構成することが好ましい。
10a 積層シート
11 加熱収縮性フィルム
11a 加熱収縮性フィルム
12 硬質層
12a 凹凸パターン
12b 底部
13 表面平滑硬質層
Claims (4)
- 表示の少なくとも一部が樹脂層によって積層されてなり、前記樹脂層の表面に配向性を持った凹凸パターンを有する表示物。
- 前記凹凸パターンの配向度が0.2以上0.8以下である請求項1に記載の印刷物品。
- 前記樹脂層の表面が配向方向の異なる複数の凹凸パターン部分から構成されている請求項1または2に記載の表示物。
- 前記樹脂層の表面が配向度の異なる複数の凹凸パターン部分から構成されている請求項1〜3に記載の表示物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013067674A JP2014188902A (ja) | 2013-03-27 | 2013-03-27 | 表示物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013067674A JP2014188902A (ja) | 2013-03-27 | 2013-03-27 | 表示物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014188902A true JP2014188902A (ja) | 2014-10-06 |
| JP2014188902A5 JP2014188902A5 (ja) | 2016-02-18 |
Family
ID=51835679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013067674A Pending JP2014188902A (ja) | 2013-03-27 | 2013-03-27 | 表示物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014188902A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0478535A (ja) * | 1990-07-20 | 1992-03-12 | Toppan Printing Co Ltd | 化粧シートの製造方法 |
| US5804285A (en) * | 1994-06-21 | 1998-09-08 | Dai Nippon Printing Co., Ltd. | Decorative sheet and method for producing the same |
| JPH10287033A (ja) * | 1997-04-15 | 1998-10-27 | Dainippon Printing Co Ltd | 木調質感エンボスシートおよびこれを用いた建材ならびに木調質感エンボスシートの作成方法および作成装置 |
| JPH11268500A (ja) * | 1998-03-19 | 1999-10-05 | Dainippon Printing Co Ltd | 万線状凹凸模様を有する化粧材 |
| US20040091642A1 (en) * | 2002-11-01 | 2004-05-13 | Takashi Murakami | Method for forming anti-glare layer and anti-glare film, and ink-jet apparatus for forming anti-glare layer |
| JP2007296843A (ja) * | 2006-04-03 | 2007-11-15 | Oike Ind Co Ltd | 積層体の製造方法、積層体並びに積層体の製造装置 |
| JP2008302591A (ja) * | 2007-06-07 | 2008-12-18 | Oji Paper Co Ltd | 凹凸パターン形成シートおよびその製造方法、光拡散体、光拡散体製造用工程シート原版ならびに光拡散体の製造方法 |
-
2013
- 2013-03-27 JP JP2013067674A patent/JP2014188902A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0478535A (ja) * | 1990-07-20 | 1992-03-12 | Toppan Printing Co Ltd | 化粧シートの製造方法 |
| US5804285A (en) * | 1994-06-21 | 1998-09-08 | Dai Nippon Printing Co., Ltd. | Decorative sheet and method for producing the same |
| JPH10287033A (ja) * | 1997-04-15 | 1998-10-27 | Dainippon Printing Co Ltd | 木調質感エンボスシートおよびこれを用いた建材ならびに木調質感エンボスシートの作成方法および作成装置 |
| JPH11268500A (ja) * | 1998-03-19 | 1999-10-05 | Dainippon Printing Co Ltd | 万線状凹凸模様を有する化粧材 |
| US20040091642A1 (en) * | 2002-11-01 | 2004-05-13 | Takashi Murakami | Method for forming anti-glare layer and anti-glare film, and ink-jet apparatus for forming anti-glare layer |
| JP2007296843A (ja) * | 2006-04-03 | 2007-11-15 | Oike Ind Co Ltd | 積層体の製造方法、積層体並びに積層体の製造装置 |
| JP2008302591A (ja) * | 2007-06-07 | 2008-12-18 | Oji Paper Co Ltd | 凹凸パターン形成シートおよびその製造方法、光拡散体、光拡散体製造用工程シート原版ならびに光拡散体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5092738B2 (ja) | 画像処理装置及び方法、並びにプログラム | |
| US11454742B2 (en) | Decorative sheet, electronic apparatus cover plate and electronic apparatus | |
| CN113423580A (zh) | 云纹显影化图案的生成方法、云纹显影化图案的生成装置以及云纹显影化图案的生成系统 | |
| KR102138519B1 (ko) | 가전기기용 외장 패널과 그 제조장치 | |
| JP2009134271A (ja) | 樹脂成形品 | |
| JP2009157075A (ja) | 反射特性制御層及び表示装置 | |
| JP2014188902A (ja) | 表示物 | |
| JP2014188901A (ja) | 印刷物品 | |
| JP2014188903A (ja) | 表面凹凸付加用シート | |
| JP5554480B2 (ja) | 化粧金属板、及びその製造方法 | |
| TWI625251B (zh) | Decorative film | |
| CN212499677U (zh) | 一种具有微凹凸结构的黄金片 | |
| JP2011189358A (ja) | 金属板 | |
| JP6516972B2 (ja) | 光学部材用の凹凸パターン形成シートの製造方法 | |
| JP2015074190A (ja) | セキュリティカード用転写原版の製造方法およびセキュリティカードの製造方法 | |
| JP2015161925A (ja) | 表示装置 | |
| WO2015158714A1 (en) | Data carrier and a method for manufacturing a data carrier | |
| KR102035889B1 (ko) | 전도성 기판 및 이를 포함하는 전자 장치 | |
| JP6379658B2 (ja) | コアシートの印刷方法 | |
| CN201080039Y (zh) | 电化铝 | |
| WO2019172075A1 (ja) | 物品および物品の製造方法 | |
| JP2016009393A (ja) | ペン入力装置用ガラス基板、ペン入力装置、およびペン入力システム | |
| CN221807109U (zh) | 一种基于复眼结构的双目视觉和触觉结合的传感器 | |
| JP2015080951A (ja) | 装飾部材 | |
| CN220298196U (zh) | 装饰膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160726 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170207 |