JP2014200821A - プラズマ加熱制御装置とプラズマ加熱制御方法 - Google Patents
プラズマ加熱制御装置とプラズマ加熱制御方法 Download PDFInfo
- Publication number
- JP2014200821A JP2014200821A JP2013079625A JP2013079625A JP2014200821A JP 2014200821 A JP2014200821 A JP 2014200821A JP 2013079625 A JP2013079625 A JP 2013079625A JP 2013079625 A JP2013079625 A JP 2013079625A JP 2014200821 A JP2014200821 A JP 2014200821A
- Authority
- JP
- Japan
- Prior art keywords
- distance
- tundish
- molten steel
- lid
- reference point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 66
- 238000000034 method Methods 0.000 title claims abstract description 24
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 121
- 239000010959 steel Substances 0.000 claims abstract description 121
- 238000001514 detection method Methods 0.000 claims abstract description 33
- 239000011261 inert gas Substances 0.000 claims description 25
- 238000005259 measurement Methods 0.000 claims description 23
- 238000009749 continuous casting Methods 0.000 claims description 9
- 238000005266 casting Methods 0.000 abstract description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 14
- 239000007789 gas Substances 0.000 description 12
- 210000004027 cell Anatomy 0.000 description 11
- 229910052786 argon Inorganic materials 0.000 description 7
- 239000002893 slag Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000013078 crystal Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images





Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
【課題】連続鋳造機のタンディッシュ内に収容された溶鋼の表面高さを精緻に特定し、プラズマトーチの先端と溶鋼の表面の間の距離を精緻に制御することのできるプラズマ加熱制御装置とプラズマ加熱制御方法を提供すること。
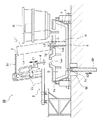
【解決手段】タンディッシュ1の蓋1aの上方であって蓋1aとは縁切りされた位置に設けられた支持フレーム2a、支持フレーム2aに進退自在に取り付けられたプラズマトーチ4、プラズマトーチ4を進退させる進退制御部3、支持フレーム2aに取付けられた距離計5、蓋1a上に規定された基準点1bと溶鋼表面Sまでの距離に相当する長さを少なくとも有する検出棒6から構成され、距離計5によって測定された距離計5から基準点1bまでの距離L1と、検出棒6によって測定された基準点1bから溶鋼表面Sまでの距離L2の総距離L3を用いてプラズマトーチの先端位置を制御するプラズマ加熱制御装置10である。
【選択図】図1
Description
図1は本発明のプラズマ加熱制御装置の実施の形態1の側面図であり、図2は図1のII矢視図である。
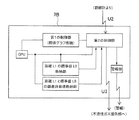
図4は本発明のプラズマ加熱制御装置の実施の形態2の側面図であり、図5aは制御部内の構成を説明したブロック図であり、図5bは第1の制御部内に内蔵された関係グラフを説明した図である。
図6は本発明のプラズマ加熱制御装置の実施の形態3の側面図であり、図7は制御部内の構成を説明したブロック図である。
本発明者等は、従来のプラズマ加熱制御装置を使用した場合と本発明のプラズマ加熱制御装置を使用した場合の双方において、製造される鋳片の品質を確認する実験をおこなった。なお、製品品質に関しては、製品内部における割れの有無や不純物の有無にて品質が良好か否かを峻別する。
Claims (6)
- 連続鋳造機のタンディッシュ内に収容された溶鋼をプラズマ加熱制御するプラズマ加熱制御装置であって、
タンディッシュの蓋の上方であって該蓋とは縁切りされた位置に設けられた支持フレームと、
支持フレームに進退自在に取り付けられたプラズマトーチと、
支持フレームに取付けられた距離計と、
タンディッシュの蓋上に規定された基準点と、
タンディッシュの蓋に開設された開口を通り、上端が基準点よりも高く、下端が溶鋼内に位置する長さを備えた検出棒と、から構成され、
距離計によって測定された該距離計から基準点までの距離L1と、検出棒によって測定された基準点から溶鋼の表面までの距離L2と、の総距離を用いてプラズマトーチの先端位置を制御するプラズマ加熱制御装置。 - 溶鋼を含むタンディッシュの重量とタンディッシュ内における溶鋼の高さの関係グラフが格納された第1の制御部と、
溶鋼を含むタンディッシュの重量を測定するロードセルと、をさらに備え、
ロードセルにおける計測データが第1の制御部に送信され、第1の制御部にて受信した計測データに応じた溶鋼の高さを前記関係グラフから特定し、特定された溶鋼の高さに応じて前記距離L2を補正して補正後の距離L2を特定し、
前記距離L1と、補正後の距離L2と、の総距離を用いてプラズマトーチの先端位置を制御する請求項1に記載のプラズマ加熱制御装置。 - タンディッシュ内に不活性ガスを提供する不活性ガス提供部と、
前記距離L1の標準値L0と、距離L1と距離L0の誤差の許容値を格納する第2の制御部と、をさらに備え、
距離L1の測定値が第2の制御部に送信され、距離L1が前記許容値を逸脱した際に第2の制御部から前記不活性ガス提供部へ通常よりも大量の不活性ガスをタンディッシュ内に提供する指令信号が送信されるようになっており、かつ、第2の制御部から警報部に警報を発する信号が送信されるようになっている請求項1または2に記載のプラズマ加熱制御装置。 - 連続鋳造機のタンディッシュ内に収容された溶鋼をプラズマ加熱制御するプラズマ加熱制御方法であって、
タンディッシュの蓋の上方であって該蓋とは縁切りされた位置に設けられた支持フレームにプラズマトーチを進退自在に取り付けるとともに距離計を取付けておき、
タンディッシュの蓋上に基準点を規定しておき、
タンディッシュの蓋に開設された開口を通り、上端が基準点よりも高く、下端が溶鋼内に位置する長さを備えた検出棒を配設しておき、
距離計にて該距離計から基準点までの距離L1を測定し、検出棒にて基準点から溶鋼の表面までの距離L2を測定し、距離L1とL2の総距離を用いてプラズマトーチの先端位置を制御するプラズマ加熱制御方法。 - 溶鋼を含むタンディッシュの重量とタンディッシュ内における溶鋼の高さの関係グラフを予め求めておき、
ロードセルにて溶鋼を含むタンディッシュの重量を随時測定し、
ロードセルにおける計測データを第1の制御部に送信し、第1の制御部にて受信した計測データに応じた溶鋼の高さを前記関係グラフから特定し、特定された溶鋼の高さに応じて前記距離L2を補正して補正後の距離L2を特定し、
前記距離L1と、補正後の距離L2と、の総距離を用いてプラズマトーチの先端位置を制御する請求項4に記載のプラズマ加熱制御方法。 - タンディッシュ内を不活性ガス雰囲気としてプラズマ加熱が実行されるものであり、
前記距離L1の標準値L0と、距離L1と距離L0の誤差の許容値を予め特定しておき、
距離L1の測定値が前記許容値を逸脱した際にタンディッシュ内に通常よりも大量の不活性ガスを提供するとともに、タンディッシュから不活性ガスが漏洩していることを警報する請求項4または5に記載のプラズマ加熱制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079625A JP6050173B2 (ja) | 2013-04-05 | 2013-04-05 | プラズマ加熱制御装置とプラズマ加熱制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079625A JP6050173B2 (ja) | 2013-04-05 | 2013-04-05 | プラズマ加熱制御装置とプラズマ加熱制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014200821A true JP2014200821A (ja) | 2014-10-27 |
| JP6050173B2 JP6050173B2 (ja) | 2016-12-21 |
Family
ID=52351757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013079625A Expired - Fee Related JP6050173B2 (ja) | 2013-04-05 | 2013-04-05 | プラズマ加熱制御装置とプラズマ加熱制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6050173B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021045764A (ja) * | 2019-09-17 | 2021-03-25 | 大同特殊鋼株式会社 | タンディッシュ内の溶湯量測定方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03243254A (ja) * | 1990-02-20 | 1991-10-30 | Nkk Corp | タンディッシュ内溶鋼の加熱方法 |
| JPH03285745A (ja) * | 1990-03-30 | 1991-12-16 | Nkk Corp | 鋼の連続鋳造方法及び装置 |
| JPH03285746A (ja) * | 1990-04-03 | 1991-12-16 | Nkk Corp | プラズマ加熱装置を備えたタンディッシュ |
| JPH04300056A (ja) * | 1991-03-27 | 1992-10-23 | Nkk Corp | タンディッシュに設置したプラズマトーチの 昇降制御方法 |
| JPH0639504A (ja) * | 1992-07-22 | 1994-02-15 | Sumitomo Heavy Ind Ltd | タンディッシュ内溶鋼プラズマ加熱制御装置 |
| JPH07201492A (ja) * | 1994-01-05 | 1995-08-04 | Nippon Steel Corp | 移行型アークプラズマの出力制御方法 |
| JPH09115688A (ja) * | 1995-10-18 | 1997-05-02 | Nippon Steel Corp | プラズマトーチ駆動装置 |
| JP2000271707A (ja) * | 1999-03-29 | 2000-10-03 | Nippon Steel Corp | 溶鋼のプラズマ加熱用タンディッシュ |
-
2013
- 2013-04-05 JP JP2013079625A patent/JP6050173B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03243254A (ja) * | 1990-02-20 | 1991-10-30 | Nkk Corp | タンディッシュ内溶鋼の加熱方法 |
| JPH03285745A (ja) * | 1990-03-30 | 1991-12-16 | Nkk Corp | 鋼の連続鋳造方法及び装置 |
| JPH03285746A (ja) * | 1990-04-03 | 1991-12-16 | Nkk Corp | プラズマ加熱装置を備えたタンディッシュ |
| JPH04300056A (ja) * | 1991-03-27 | 1992-10-23 | Nkk Corp | タンディッシュに設置したプラズマトーチの 昇降制御方法 |
| JPH0639504A (ja) * | 1992-07-22 | 1994-02-15 | Sumitomo Heavy Ind Ltd | タンディッシュ内溶鋼プラズマ加熱制御装置 |
| JPH07201492A (ja) * | 1994-01-05 | 1995-08-04 | Nippon Steel Corp | 移行型アークプラズマの出力制御方法 |
| JPH09115688A (ja) * | 1995-10-18 | 1997-05-02 | Nippon Steel Corp | プラズマトーチ駆動装置 |
| JP2000271707A (ja) * | 1999-03-29 | 2000-10-03 | Nippon Steel Corp | 溶鋼のプラズマ加熱用タンディッシュ |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021045764A (ja) * | 2019-09-17 | 2021-03-25 | 大同特殊鋼株式会社 | タンディッシュ内の溶湯量測定方法 |
| JP7336070B2 (ja) | 2019-09-17 | 2023-08-31 | 大同特殊鋼株式会社 | タンディッシュ内の溶湯量測定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6050173B2 (ja) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9700936B2 (en) | Method and plant for the production of long ingots having a large cross-section | |
| JP5039782B2 (ja) | 溶融モールドフラックスを用いた連続鋳造装置及び方法 | |
| CN103260794B (zh) | 排除通过直接冷铸而铸造的金属锭中的缩孔的方法 | |
| RU2623526C2 (ru) | Способ непрерывного литья слитка из титана или титанового сплава | |
| JP2009204556A (ja) | 溶湯温度測定方法 | |
| JP6050173B2 (ja) | プラズマ加熱制御装置とプラズマ加熱制御方法 | |
| RU2533579C1 (ru) | Электрошлаковая печь для получения полого слитка | |
| JP6772677B2 (ja) | タンディッシュ内溶鋼の加熱方法及びタンディッシュプラズマ加熱装置 | |
| JP2009263174A (ja) | 溶融炉 | |
| KR101219608B1 (ko) | 몰드 플럭스 온도 보상 장치 및 이를 이용한 연속 주조 방법 | |
| JP2017051977A (ja) | 鋳造装置 | |
| KR101277701B1 (ko) | 몰드 내의 탕면 레벨 제어장치 및 방법 | |
| JPH06102251B2 (ja) | 薄板鋳造における溶湯流量の制御方法 | |
| RU2424335C1 (ru) | Способ электрошлакового переплава | |
| JPH0810924A (ja) | 湯面検出装置および溶湯供給装置 | |
| KR102312118B1 (ko) | 폭방향 경압하 제어를 통한 강재의 연속주조장치 및 이를 이용한 연속주조방법 | |
| KR101819342B1 (ko) | 탕면레벨 안정화 장치 및 방법 | |
| RU2278176C1 (ru) | Способ контроля процесса вакуумной дуговой плавки | |
| RU2424325C2 (ru) | Способ электрошлаковой выплавки полого слитка | |
| KR101443587B1 (ko) | 극저탄소강 연속주조 방법 | |
| JP5020119B2 (ja) | 析出板製造装置および析出板製造方法 | |
| JP2016036824A (ja) | プラズマ加熱装置 | |
| JPH06170511A (ja) | 連続鋳造法およびタンディッシュ | |
| JPH03124351A (ja) | 連続鋳造設備におけるタンディッシュ内溶鋼のプラズマ加熱制御装置 | |
| JP2009226423A (ja) | 連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6050173 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |