JP2014501663A - カバー層付きフレキシブルインテリアトリム部品 - Google Patents
カバー層付きフレキシブルインテリアトリム部品 Download PDFInfo
- Publication number
- JP2014501663A JP2014501663A JP2013548466A JP2013548466A JP2014501663A JP 2014501663 A JP2014501663 A JP 2014501663A JP 2013548466 A JP2013548466 A JP 2013548466A JP 2013548466 A JP2013548466 A JP 2013548466A JP 2014501663 A JP2014501663 A JP 2014501663A
- Authority
- JP
- Japan
- Prior art keywords
- cushion
- interior trim
- cover layer
- generally parallel
- parallel ribs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005452 bending Methods 0.000 abstract description 6
- 239000000463 material Substances 0.000 description 36
- 238000003860 storage Methods 0.000 description 21
- 238000000034 method Methods 0.000 description 18
- 230000008569 process Effects 0.000 description 17
- 239000006260 foam Substances 0.000 description 15
- 238000001746 injection moulding Methods 0.000 description 13
- 229920005989 resin Polymers 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- 238000000465 moulding Methods 0.000 description 10
- 239000004744 fabric Substances 0.000 description 7
- 239000010985 leather Substances 0.000 description 7
- 239000004620 low density foam Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 6
- 229920002554 vinyl polymer Polymers 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 238000007373 indentation Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000009958 sewing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 229920001651 Cyanoacrylate Polymers 0.000 description 1
- MWCLLHOVUTZFKS-UHFFFAOYSA-N Methyl cyanoacrylate Chemical compound COC(=O)C(=C)C#N MWCLLHOVUTZFKS-UHFFFAOYSA-N 0.000 description 1
- 241001417494 Sciaenidae Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000002666 chemical blowing agent Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R7/00—Stowing or holding appliances inside vehicle primarily intended for personal property smaller than suit-cases, e.g. travelling articles, or maps
- B60R7/04—Stowing or holding appliances inside vehicle primarily intended for personal property smaller than suit-cases, e.g. travelling articles, or maps in driver or passenger space, e.g. using racks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/02—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore of moulding techniques only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/75—Arm-rests
- B60N2/79—Adaptations for additional use of the arm-rests
- B60N2/793—Adaptations for additional use of the arm-rests for use as storage compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R13/0262—Mid-console liners
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本出願は、2011年1月3日に提出されました、「カバー層付きフレキシブルインテリアトリム部品」という名称の、米国仮特許出願番号61/429,358の優先権と利益を主張し、その全体を参照として組み込む。
Claims (20)
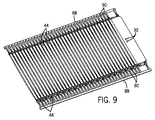
- トラックに沿うインテリアトリム部品の動きを容易にするための前記トラックに、嵌めこまれるように構成される複数の概ね平行なリブと、
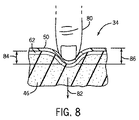
内面と一体の外皮を有し、前記内面が前記複数の概ね平行なリブに結合されるクッションと、
外観面及び後面を有し、前記後面が前記クッションの前記一体の外皮に固定されるカバー層と
を備えるインテリアトリム部品。 - 前記クッションの厚さは、前記複数の概ね平行なリブの向きに概ね垂直な方向に前記インテリアトリム部品の曲がりを容易とするように設定される請求項1記載のインテリアトリム部品。
- 前記クッションの厚さは、約5mmよりも厚い請求項1記載のインテリアトリム部品。
- 前記カバー層の前記後面は粘着性結合によって前記クッションの前記一体の外皮に固定される請求項1記載のインテリアトリム部品。
- 前記カバー層の前記後面は成形プロセスによって前記クッションの前記一体の外皮に固定される請求項1記載のインテリアトリム部品。
- 前記クッションは、約24乃至36ポンドの間の25%IFDスケールの柔らかさを有する材料より構成される請求項1記載のインテリアトリム部品。
- 前記カバー層は、皮革、ビニール、布地或いはそれらの組み合わせを備える請求項1記載のインテリア部品。
- 前記クッションは、前記カバー層の縫いしろを受容する少なくとも一つの縫いしろレリーフを備える請求項1記載のインテリア部品。
- 複数の概ね平行なリブと、
前記インテリアトリム部品が前記複数の概ね平行なリブの向きに概ね垂直な方向に曲がるのを可能とするように、前記複数の概ね平行なリブに結合されるクッションと、
前記クッションに少なくとも部分的に配置され、外観面と後面を備えるカバー層と
を備え、
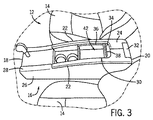
前記クッションは、前記複数の概ね平行なリブを前記クッションに固定するために前記複数の概ね平行なリブに成形される、インテリアトリム部品。 - 前記インテリアトリム部品は、収納コンパートメントを概ね閉鎖するように構成される巻き込み戸を備える請求項9記載のインテリアトリム部品。
- 前記クッションは、一体の外皮を有する発泡体を備え、前記カバー層の後面が前記一体の外皮に固定される請求項9記載のインテリアトリム部品。
- 前記インテリアトリム部品は、ハンドルを有する請求項9記載のインテリアトリム部品。
- 前記カバー層は、織られていない材料を備えてる請求項9記載のインテリアトリム部品。
- 前記複数の概ね平行なリブは、前記インテリアトリム部品のトラックに沿った動きを容易にするために前記トラックに、嵌まるように構成される請求項9記載のインテリアトリム部品。
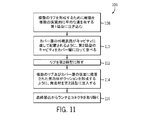
- 対応する複数の概ね平行なリブを形成するための、複数の概ね平行な溝を有する第1モールドに樹脂を注入すること、
カバー層の外観面がキャビティに近接して配置されるように、カバー層に第2モールドのキャビティを整列すること、
前記複数の概ね平行なリブを前記第2モールドに移すこと、
前記発泡体が前記複数の概ね平行なリブ及び前記カバー層の後面に結合されるクッションを形成するように発泡体を前記第2モールドに注入すること
を備えるインテリアトリム部品を製造する方法。 - 前記クッションは、一体の外皮を形成する請求項15記載のインテリアトリム部品を製造する方法。
- 前記樹脂は、熱可塑性プラスチックポリマを含む請求項15記載のインテリアトリム部品を製造する方法。
- 前記発泡体は、前記第2モールドに注入される二つの反応型コンパウンドの相互作用によって形成される請求項15記載のインテリアトリム部品を製造する方法。
- 前記第1モールドは、前記複数の概ね平行なリブを保持する複数のランナ及びコネクタを形成するように構成される一連の溝を備え、前記発泡体を前記第2モールドに注入した後、前記ランナ及びコネクタは前記インテリアトリム部品から取り除かれる請求項15記載のインテリアトリム部品を製造する方法。
- 前記キャビティの厚さは、前記インテリアトリム部品の前記複数の概ね平行なリブの向きに概ね垂直な向きにおける曲がりを容易にするために前記クッションを形成するように設定される請求項15記載のインテリアトリム部品を製造する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161429358P | 2011-01-03 | 2011-01-03 | |
| US61/429,358 | 2011-01-03 | ||
| PCT/US2012/020105 WO2012094340A1 (en) | 2011-01-03 | 2012-01-03 | Flexible interior trim component with a cover layer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014501663A true JP2014501663A (ja) | 2014-01-23 |
Family
ID=45524999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013548466A Pending JP2014501663A (ja) | 2011-01-03 | 2012-01-03 | カバー層付きフレキシブルインテリアトリム部品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140021733A1 (ja) |
| EP (1) | EP2661383B1 (ja) |
| JP (1) | JP2014501663A (ja) |
| KR (1) | KR20140030130A (ja) |
| CN (1) | CN103347740B (ja) |
| BR (1) | BR112013017193A2 (ja) |
| WO (1) | WO2012094340A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9481323B2 (en) | 2008-12-03 | 2016-11-01 | Jason M. Hipshier | Flexible interior trim component having a smooth surface |
| CN104812626A (zh) * | 2012-11-01 | 2015-07-29 | 江森自控科技公司 | 柔性内部装饰部件 |
| EP2848404B1 (en) * | 2013-09-13 | 2017-11-29 | Faurecia Innenraum Systeme GmbH | Roller shutter and storage compartment comprising said roller shutter |
| US10336228B2 (en) * | 2017-03-14 | 2019-07-02 | Ford Global Technologies Pllc | Four-component armrest assembly and method of manufacturing same |
| US10308151B2 (en) | 2017-04-11 | 2019-06-04 | Ford Global Technologies, Llc | Armrest assembly and unitary armrest subassembly having a support substrate and resilient web secured together by mechanical fastening feature |
| US10232802B2 (en) | 2017-08-02 | 2019-03-19 | Faurecia Interior Systems, Inc. | Vehicle interior panel with compressible layer of non-uniform thickness |
| US10737636B2 (en) * | 2018-01-31 | 2020-08-11 | Shanghai Yanfeng Jinqiao Automotive Trim Systems Co. Ltd. | Vehicle interior component |
| CN109204159A (zh) * | 2018-09-19 | 2019-01-15 | 苏州顺时特机械科技有限公司 | 一种多功能定型塑胶垫 |
| US12005690B2 (en) * | 2019-04-09 | 2024-06-11 | Karma Automotive Llc | Vehicle interior component |
| US11904811B2 (en) | 2021-03-01 | 2024-02-20 | Ford Global Technologies, Llc | Storage assembly for a vehicle |
| FR3131733B1 (fr) * | 2022-01-13 | 2025-03-07 | Airbus Atlantic Sas | Elément d’habillage d’une arête de coque de siège aéronautique, procédé de fabrication et procédé de pose d’un tel élément |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01162839U (ja) * | 1988-05-02 | 1989-11-13 | ||
| JPH09193952A (ja) * | 1996-01-18 | 1997-07-29 | Kojima Press Co Ltd | 入れ物の蓋及びその製造方法 |
| US20060186696A1 (en) * | 2005-02-10 | 2006-08-24 | Lisa Draxlmaier Gmbh | Roller blind with soft surface |
| JP2008013130A (ja) * | 2006-07-07 | 2008-01-24 | Kasai Kogyo Co Ltd | ステッチラインを有する表皮の貼着方法 |
| US7581773B2 (en) * | 2005-05-19 | 2009-09-01 | Lisa Dräxlmaier GmbH | Roller blind with curved surface |
| JP2010510135A (ja) * | 2006-11-21 | 2010-04-02 | ジョンソン コントロールズ テクノロジー カンパニー | 可撓性室内部品 |
| US20100133866A1 (en) * | 2008-12-03 | 2010-06-03 | Johnson Controls Technology Company | Flexible interior trim component having a smooth surface |
| JP2010200855A (ja) * | 2009-02-27 | 2010-09-16 | Inoac Corp | アームレスト |
| JP2010201983A (ja) * | 2009-02-27 | 2010-09-16 | Inoac Corp | 蓋部材 |
| JP2010215131A (ja) * | 2009-03-17 | 2010-09-30 | Inoac Corp | 車両内装部材 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6475224A (en) * | 1987-09-18 | 1989-03-20 | Hayashi Telempu Kk | Manufacture of composite trimming material for vehicle |
| JP2005066219A (ja) * | 2003-08-27 | 2005-03-17 | Toyo Tire & Rubber Co Ltd | 車両用シート |
| JP4169707B2 (ja) * | 2004-02-05 | 2008-10-22 | トヨタ車体株式会社 | 車両の内装部材の組付構造 |
| JP2006062556A (ja) * | 2004-08-27 | 2006-03-09 | Kasai Kogyo Co Ltd | 加飾シート材料 |
| DE102005019884B3 (de) * | 2005-04-28 | 2006-07-13 | Lisa Dräxlmaier GmbH | Rollo eben zur Umgebungsfläche |
| US7721926B2 (en) * | 2005-11-08 | 2010-05-25 | Nissan Technical Center Northe America, Inc. | Vehicle storage structure |
-
2012
- 2012-01-03 WO PCT/US2012/020105 patent/WO2012094340A1/en not_active Ceased
- 2012-01-03 KR KR1020137020562A patent/KR20140030130A/ko not_active Withdrawn
- 2012-01-03 BR BR112013017193A patent/BR112013017193A2/pt not_active IP Right Cessation
- 2012-01-03 JP JP2013548466A patent/JP2014501663A/ja active Pending
- 2012-01-03 US US13/978,125 patent/US20140021733A1/en not_active Abandoned
- 2012-01-03 EP EP12700879.5A patent/EP2661383B1/en not_active Not-in-force
- 2012-01-03 CN CN201280007312.4A patent/CN103347740B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01162839U (ja) * | 1988-05-02 | 1989-11-13 | ||
| JPH09193952A (ja) * | 1996-01-18 | 1997-07-29 | Kojima Press Co Ltd | 入れ物の蓋及びその製造方法 |
| US20060186696A1 (en) * | 2005-02-10 | 2006-08-24 | Lisa Draxlmaier Gmbh | Roller blind with soft surface |
| US7588280B2 (en) * | 2005-02-10 | 2009-09-15 | Lisa Dräxlmaier GmbH | Roller blind with soft surface |
| US7581773B2 (en) * | 2005-05-19 | 2009-09-01 | Lisa Dräxlmaier GmbH | Roller blind with curved surface |
| JP2008013130A (ja) * | 2006-07-07 | 2008-01-24 | Kasai Kogyo Co Ltd | ステッチラインを有する表皮の貼着方法 |
| JP2010510135A (ja) * | 2006-11-21 | 2010-04-02 | ジョンソン コントロールズ テクノロジー カンパニー | 可撓性室内部品 |
| US20100133866A1 (en) * | 2008-12-03 | 2010-06-03 | Johnson Controls Technology Company | Flexible interior trim component having a smooth surface |
| JP2010200855A (ja) * | 2009-02-27 | 2010-09-16 | Inoac Corp | アームレスト |
| JP2010201983A (ja) * | 2009-02-27 | 2010-09-16 | Inoac Corp | 蓋部材 |
| JP2010215131A (ja) * | 2009-03-17 | 2010-09-30 | Inoac Corp | 車両内装部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140021733A1 (en) | 2014-01-23 |
| WO2012094340A1 (en) | 2012-07-12 |
| EP2661383A1 (en) | 2013-11-13 |
| KR20140030130A (ko) | 2014-03-11 |
| EP2661383B1 (en) | 2017-10-25 |
| BR112013017193A2 (pt) | 2016-09-20 |
| CN103347740A (zh) | 2013-10-09 |
| CN103347740B (zh) | 2016-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014501663A (ja) | カバー層付きフレキシブルインテリアトリム部品 | |
| JP5555807B2 (ja) | 一体的な皮革外観表面を有する柔軟なインテリアトリム部品 | |
| US20150258939A1 (en) | Flexible interior trim component | |
| CN100519273C (zh) | 汽车内饰 | |
| CN101646543B (zh) | 形成带有局部化深厚柔软区域的装饰板的方法和由此获得的装饰板 | |
| JP5911894B2 (ja) | 車両室内収納ポケット | |
| CN101119834B (zh) | 具有集成缝合的车辆装饰板 | |
| CN101203403B (zh) | 运载工具部件以及制造运载工具部件的方法 | |
| US9481323B2 (en) | Flexible interior trim component having a smooth surface | |
| US20050227043A1 (en) | Two-shot polymeric component with wrapped edge and a method of producing same | |
| JP2004231030A (ja) | 自動車用内装部品及びその製造方法並びに成形金型 | |
| JP6650360B2 (ja) | 表皮一体発泡成形品 | |
| JP7700300B2 (ja) | 車両用のシートパッド | |
| JP4884203B2 (ja) | コンソールリッドの製造方法 | |
| JPH07115619B2 (ja) | 車両用内装部品及びその製造方法 | |
| JP2003117939A (ja) | 表皮一体樹脂成形品の製造方法 | |
| JP2018000664A (ja) | 表皮一体発泡成形品 | |
| JP2007098808A (ja) | 積層成形品の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140722 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141021 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150728 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20151027 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160329 |