JP2016120526A - 鍛造加工方法 - Google Patents
鍛造加工方法 Download PDFInfo
- Publication number
- JP2016120526A JP2016120526A JP2016021933A JP2016021933A JP2016120526A JP 2016120526 A JP2016120526 A JP 2016120526A JP 2016021933 A JP2016021933 A JP 2016021933A JP 2016021933 A JP2016021933 A JP 2016021933A JP 2016120526 A JP2016120526 A JP 2016120526A
- Authority
- JP
- Japan
- Prior art keywords
- pin
- forging
- heat sink
- fin
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/26—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass heat exchangers or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/18—Making uncoated products by impact extrusion
- B21C23/186—Making uncoated products by impact extrusion by backward extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/22—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections
- H10W40/226—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections characterised by projecting parts, e.g. fins to increase surface area
- H10W40/228—Arrangements for cooling characterised by their shape, e.g. having conical or cylindrical projections characterised by projecting parts, e.g. fins to increase surface area the projecting parts being wire-shaped or pin-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/02—Manufacture or treatment of conductive package substrates serving as an interconnection, e.g. of metal plates
- H10W70/027—Mechanical treatments, e.g. deforming, punching or cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Forging (AREA)
Abstract
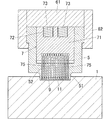
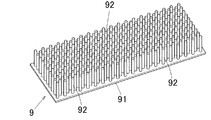
【解決手段】ベース板91の上面に複数のピンフィン92が一体に形成されるヒートシンク9を成形するようにした鍛造加工方法を対象とする。鍛造加工用金型におけるピンフィン92を成形するためのフィン成形孔52内に背圧付与ピン75をスライド自在に設けておき、鍛造素材の塑性変形時に、フィン成形孔52に流入する鍛造素材としての金属材料に対し、背圧付与ピン75によって背圧を付与する。金属材料を拘束する背圧付与ピン75の先端拘束面に凹部76を形成しておき、その凹部76内に充填される金属材料によって、ピンフィン92の先端に接合凸部93を一体に形成する。
【選択図】図3
Description
鍛造加工用金型における前記ピンフィンを成形するためのフィン成形孔内に背圧付与ピンをスライド自在に設けておき、鍛造素材の塑性変形時に、前記フィン成形孔に流入する鍛造素材としての金属材料に対し、前記背圧付与ピンによって背圧を付与する一方、
金属材料を拘束する前記背圧付与ピンの先端拘束面に凹部を形成しておき、その凹部内に充填される金属材料によって、前記ピンフィンの先端に接合凸部を一体に形成するようにしたことを特徴とする鍛造加工方法。
前記パンチに前記フィン成形孔が設けられる前項1〜4のいずれか1項に記載の鍛造加工方法。
前記ダイに前記フィン成形孔が設けられる前項1〜5のいずれか1項に記載の鍛造加工方法。
前記金型における前記ピンフィンを成形するためのフィン成形孔内に、鍛造素材の塑性変形時に、前記フィン成形孔に流入する鍛造素材としての金属材料に対し、背圧を付与する背圧付与ピンがスライド自在に設けられ、
金属材料を拘束する前記背圧付与ピンの先端拘束面に凹部が形成されて、その凹部内に充填される金属材料によって、前記ピンフィンの先端に接合凸部が一体に形成されるようにしたことを特徴とする鍛造加工装置。
前記ピンフィンの先端に接合凸部が一体に形成されたことを特徴とするヒートシンク。
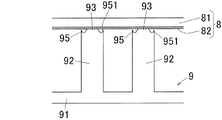
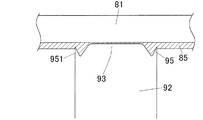
前記ヒートシンクにおける複数のピンフィンの先端外周縁に形成される前記薄肉突出部を除去せずに、複数のピンフィンの先端に、伝熱板を接合固定する工程とを含む伝熱板付きヒートシンクの製造方法。
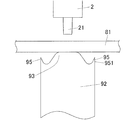
前記ヒートシンクにおける複数のピンフィンの先端に、押圧面が平坦な矯正パンチを押し付けて、前記複数のピンフィンにおける接合凸部の突出量を調整する矯正工程と、
前記矯正工程を行った後、伝熱板を前記複数のピンフィンの先端に接合固定する接合工程とを含むことを特徴とする伝熱板付きヒートシンクの製造方法。
前記ヒートシンクにおける複数のピンフィンの先端に、押圧面が平坦な矯正パンチを押し付けて、前記複数のピンフィンにおける接合凸部の突出量を調整する矯正工程とを含むヒートシンクの矯正方法。
鍛造加工用金型における前記ピンフィンを成形するためのフィン成形孔内に背圧付与ピンをスライド自在に設けておき、鍛造素材の塑性変形時に、前記フィン成形孔に流入する鍛造素材としての金属材料に対し、前記背圧付与ピンによって背圧を付与する一方、
金属材料を拘束する前記背圧付与ピンの先端拘束面に凹部を形成しておき、その凹部内に充填される金属材料によって、前記ピンフィンの先端に接合凸部を一体に形成するものとし、
前記背圧付与ピンの先端外周面と前記フィン成形孔内周面との隙間に充填される金属材料によって、前記ピンフィンの先端外周縁における少なくとも一部に薄肉突出部を形成するようにしたことを特徴とする鍛造加工方法。
5:パンチ
5a:矯正用パンチ
52:フィン成形孔
75:背圧付与ピン
76:凹部
81:金属板(伝熱板)
9:ヒートシンク
91:ベース板
92:ピンフィン
93:接合凸部
95:バリ
951:薄肉突出部
W:鍛造素材
Claims (10)
- 鍛造素材を型鍛造加工によって塑性変形させて、ベース板の少なくとも一面に複数のピンフィンが一体に形成されるヒートシンクを成形するようにした鍛造加工方法であって、
鍛造加工用金型における前記ピンフィンを成形するためのフィン成形孔内に背圧付与ピンをスライド自在に設けておき、鍛造素材の塑性変形時に、前記フィン成形孔に流入する鍛造素材としての金属材料に対し、前記背圧付与ピンによって背圧を付与する一方、
金属材料を拘束する前記背圧付与ピンの先端拘束面に凹部を形成しておき、その凹部内に充填される金属材料によって、前記ピンフィンの先端に接合凸部を一体に形成するようにしたことを特徴とする鍛造加工方法。 - 前記ピンフィンの接合凸部を、前記ピンフィンの先端外周縁に形成される薄肉突出部よりも突出させるようにした請求項1に記載の鍛造加工方法。
- 前記薄肉突出部をバリによって形成するようにした請求項2に記載の鍛造加工方法。
- 前記ピンフィンの接合凸部の先端を、平坦面に形成するようにした請求項1〜3のいずれか1項に記載の鍛造加工方法。
- 前記鍛造加工用金型は、パンチおよびダイを備え、
前記パンチに前記フィン成形孔が設けられる請求項1〜4のいずれか1項に記載の鍛造加工方法。 - 前記鍛造加工用金型は、パンチおよびダイを備え、
前記ダイに前記フィン成形孔が設けられる請求項1〜5のいずれか1項に記載の鍛造加工方法。 - 鍛造素材を鍛造加工用金型を用いて塑性変形させて、ベース板の少なくとも一面に複数のピンフィンが一体に形成されるヒートシンクを成形するようにした鍛造加工装置であって、
前記金型における前記ピンフィンを成形するためのフィン成形孔内に、鍛造素材の塑性変形時に、前記フィン成形孔に流入する鍛造素材としての金属材料に対し、背圧を付与する背圧付与ピンがスライド自在に設けられ、
金属材料を拘束する前記背圧付与ピンの先端拘束面に凹部が形成されて、その凹部内に充填される金属材料によって、前記ピンフィンの先端に接合凸部が一体に形成されるようにしたことを特徴とする鍛造加工装置。 - 請求項1〜6のいずれか1項に記載の鍛造加工方法によってヒートシンクを得る工程と、
前記ヒートシンクにおける複数のピンフィンの先端外周縁に形成される前記薄肉突出部を除去せずに、複数のピンフィンの先端に、伝熱板を接合固定する工程とを含む伝熱板付きヒートシンクの製造方法。 - 請求項1〜6のいずれか1項に記載の鍛造加工方法によってヒートシンクを得る工程と、
前記ヒートシンクにおける複数のピンフィンの先端に、押圧面が平坦な矯正パンチを押し付けて、前記複数のピンフィンにおける接合凸部の突出量を調整する矯正工程と、
前記矯正工程を行った後、伝熱板を前記複数のピンフィンの先端に接合固定する接合工程とを含むことを特徴とする伝熱板付きヒートシンクの製造方法。 - 請求項1〜6のいずれか1項に記載の鍛造加工方法によってヒートシンクを得る工程と、
前記ヒートシンクにおける複数のピンフィンの先端に、押圧面が平坦な矯正パンチを押し付けて、前記複数のピンフィンにおける接合凸部の突出量を調整する矯正工程とを含むヒートシンクの矯正方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046260 | 2011-03-03 | ||
| JP2011046260 | 2011-03-03 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013502377A Division JP5941037B2 (ja) | 2011-03-03 | 2012-02-28 | 鍛造加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016120526A true JP2016120526A (ja) | 2016-07-07 |
| JP6055126B2 JP6055126B2 (ja) | 2016-12-27 |
Family
ID=46758025
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013502377A Active JP5941037B2 (ja) | 2011-03-03 | 2012-02-28 | 鍛造加工方法 |
| JP2016021933A Active JP6055126B2 (ja) | 2011-03-03 | 2016-02-08 | 鍛造加工方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013502377A Active JP5941037B2 (ja) | 2011-03-03 | 2012-02-28 | 鍛造加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9555505B2 (ja) |
| JP (2) | JP5941037B2 (ja) |
| CN (1) | CN103402669B (ja) |
| WO (1) | WO2012118094A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018015802A (ja) * | 2016-07-29 | 2018-02-01 | 昭和電工株式会社 | 鍛造加工装置 |
| JP2019160852A (ja) * | 2018-03-08 | 2019-09-19 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| WO2020090151A1 (ja) * | 2018-10-29 | 2020-05-07 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| JP2020526016A (ja) * | 2017-07-07 | 2020-08-27 | ホルツハウア ゲーエムベーハ ウント コムパニ ケーゲー | 冷却板の製造方法 |
| WO2021256083A1 (ja) * | 2020-06-17 | 2021-12-23 | 富士電機株式会社 | 冷却装置および半導体モジュール |
| KR20240068522A (ko) * | 2022-11-10 | 2024-05-17 | (주)온일 | 알루미늄 히트싱크 냉간단조 장치 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9425124B2 (en) * | 2012-02-02 | 2016-08-23 | International Business Machines Corporation | Compliant pin fin heat sink and methods |
| JP6108545B2 (ja) * | 2013-06-27 | 2017-04-05 | 日立オートモティブシステムズ株式会社 | 角形二次電池および組電池 |
| JP6214973B2 (ja) * | 2013-09-02 | 2017-10-18 | 日立オートモティブシステムズ株式会社 | ヒートシンク及びヒートシンクの製造方法 |
| JP6137153B2 (ja) * | 2014-12-05 | 2017-05-31 | トヨタ自動車株式会社 | ピン状フィンの形成方法 |
| US10498000B2 (en) | 2015-01-19 | 2019-12-03 | Gapwaves Ab | Microwave or millimeter wave RF part realized by die-forming |
| JP6775374B2 (ja) * | 2016-10-07 | 2020-10-28 | 昭和電工株式会社 | 放熱ユニットの製造方法 |
| WO2019168576A1 (en) * | 2018-02-27 | 2019-09-06 | Ball Aerospace & Technologies Corp. | Pin flexure array |
| US11094605B2 (en) * | 2018-02-27 | 2021-08-17 | Ball Aerospace & Technologies Corp. | Systems and methods for supporting a component |
| CN109746318B (zh) * | 2019-01-22 | 2020-08-21 | 浙江锦泰电子有限公司 | 防爆片的制造方法 |
| JP7243262B2 (ja) * | 2019-02-15 | 2023-03-22 | 富士電機株式会社 | 半導体モジュール、車両および製造方法 |
| DE102019001383B4 (de) * | 2019-02-26 | 2020-12-17 | Holzhauer Gmbh & Co. Kg | Verfahren zur Herstellung einer Kühlplatte |
| DE102019134680A1 (de) * | 2019-12-17 | 2021-06-17 | Kme Germany Gmbh | Verfahren zur Herstellung eines Lotdepots sowie Lotdepot |
| CN111889530A (zh) * | 2020-07-30 | 2020-11-06 | 海盐猛凌汽车配件有限公司 | 一种新能源汽车电动机散热片的冷挤压装置 |
| WO2022202247A1 (ja) * | 2021-03-25 | 2022-09-29 | 株式会社巴川製紙所 | 伝熱体 |
| CN116550784A (zh) * | 2022-01-28 | 2023-08-08 | 中国科学院上海硅酸盐研究所 | 一种半导体材料臂阵列的制备方法 |
| EP4273906A1 (de) * | 2022-05-05 | 2023-11-08 | Siemens Aktiengesellschaft | Verfahren zum herstellen eines kühlkörpers mit finnen und einer umlaufenden seitenwand |
| CN115401145A (zh) * | 2022-05-27 | 2022-11-29 | 湖州剑力金属制品有限公司 | 一种金属型材锻造成型的工艺 |
| US20230390823A1 (en) * | 2022-06-07 | 2023-12-07 | Rohr, Inc. | Press coining systems and methods |
| CN115635031A (zh) * | 2022-09-30 | 2023-01-24 | 江阴市赛英电子股份有限公司 | 一种平板压接式igbt多台架陶瓷管壳的制造模具及方法 |
| DE102024206343A1 (de) * | 2024-07-05 | 2025-06-05 | Zf Friedrichshafen Ag | Kühlung eines Leistungshalbleitermoduls und Halbzeug |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61132262A (ja) * | 1984-11-30 | 1986-06-19 | Nissan Motor Co Ltd | 複合部材の製造方法 |
| JPH02179337A (ja) * | 1988-12-29 | 1990-07-12 | Riken Corp | アルミニウム合金製斜板の鍛造方法 |
| JPH1032288A (ja) * | 1996-07-17 | 1998-02-03 | Sumitomo Metal Ind Ltd | 放熱性能に優れたヒートシンク |
| JPH11126863A (ja) * | 1997-10-24 | 1999-05-11 | Ngk Spark Plug Co Ltd | 配線基板およびその製造方法 |
| JPH11285774A (ja) * | 1998-04-03 | 1999-10-19 | Tokyu Kk | 高さの異なる突出部を有する製品の鍛造用金型および鍛造方法 |
| JP2005103582A (ja) * | 2003-09-30 | 2005-04-21 | Hitachi Ltd | 押出し成形品の製造方法 |
| JP2010283105A (ja) * | 2009-06-04 | 2010-12-16 | Hitachi Metals Ltd | 配線基板冷却機構、その製造方法、接合構造体、およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3054177A (en) * | 1958-09-04 | 1962-09-18 | Textron Inc | Method of making valve lifter bodies or the like |
| US3060560A (en) * | 1959-01-12 | 1962-10-30 | Int Harvester Co | Method for cold extruding high density articles from ferrous metal powder |
| FR1523623A (fr) * | 1967-05-12 | 1968-05-03 | Procédé pour la conformation à chaud d'éléments tubulaires avec fond, dispositif pour la mise en oeuvre de ce procédé ainsi que les éléments tubulaires obtenus | |
| JPS63207435A (ja) * | 1987-02-23 | 1988-08-26 | Hitachi Ltd | 鍛造加工方法 |
| JP2828234B2 (ja) * | 1992-01-10 | 1998-11-25 | 住友金属工業株式会社 | ピンフィン型ヒートシンクとその製造方法 |
| EP0633608B1 (en) * | 1993-07-08 | 2000-10-11 | Sumitomo Metal Industries, Ltd. | Process for producing a pin-finned heat sink |
| JP3529358B2 (ja) * | 2001-02-07 | 2004-05-24 | 古河電気工業株式会社 | フィン付ヒートシンク |
| TW591363B (en) * | 2001-10-10 | 2004-06-11 | Aavid Thermalloy Llc | Heat collector with mounting plate |
| US6851186B2 (en) * | 2002-11-13 | 2005-02-08 | Malico, Inc. | Environmental protection concerned method for manufacturing heat sink |
| JP2009191938A (ja) * | 2008-02-14 | 2009-08-27 | Denso Corp | スタータ |
| JP4797077B2 (ja) | 2009-02-18 | 2011-10-19 | 株式会社日立製作所 | 半導体パワーモジュール、電力変換装置、および、半導体パワーモジュールの製造方法 |
-
2012
- 2012-02-28 WO PCT/JP2012/054974 patent/WO2012118094A1/ja not_active Ceased
- 2012-02-28 JP JP2013502377A patent/JP5941037B2/ja active Active
- 2012-02-28 US US14/002,376 patent/US9555505B2/en active Active
- 2012-02-28 CN CN201280011524.XA patent/CN103402669B/zh not_active Expired - Fee Related
-
2016
- 2016-02-08 JP JP2016021933A patent/JP6055126B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61132262A (ja) * | 1984-11-30 | 1986-06-19 | Nissan Motor Co Ltd | 複合部材の製造方法 |
| JPH02179337A (ja) * | 1988-12-29 | 1990-07-12 | Riken Corp | アルミニウム合金製斜板の鍛造方法 |
| JPH1032288A (ja) * | 1996-07-17 | 1998-02-03 | Sumitomo Metal Ind Ltd | 放熱性能に優れたヒートシンク |
| JPH11126863A (ja) * | 1997-10-24 | 1999-05-11 | Ngk Spark Plug Co Ltd | 配線基板およびその製造方法 |
| JPH11285774A (ja) * | 1998-04-03 | 1999-10-19 | Tokyu Kk | 高さの異なる突出部を有する製品の鍛造用金型および鍛造方法 |
| JP2005103582A (ja) * | 2003-09-30 | 2005-04-21 | Hitachi Ltd | 押出し成形品の製造方法 |
| JP2010283105A (ja) * | 2009-06-04 | 2010-12-16 | Hitachi Metals Ltd | 配線基板冷却機構、その製造方法、接合構造体、およびその製造方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018015802A (ja) * | 2016-07-29 | 2018-02-01 | 昭和電工株式会社 | 鍛造加工装置 |
| JP2020526016A (ja) * | 2017-07-07 | 2020-08-27 | ホルツハウア ゲーエムベーハ ウント コムパニ ケーゲー | 冷却板の製造方法 |
| JP7033470B2 (ja) | 2018-03-08 | 2022-03-10 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| JP2019160852A (ja) * | 2018-03-08 | 2019-09-19 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| WO2020090151A1 (ja) * | 2018-10-29 | 2020-05-07 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| JP2020072107A (ja) * | 2018-10-29 | 2020-05-07 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| JP7075869B2 (ja) | 2018-10-29 | 2022-05-26 | 昭和電工株式会社 | ヒートシンクの製造方法 |
| JPWO2021256083A1 (ja) * | 2020-06-17 | 2021-12-23 | ||
| WO2021256083A1 (ja) * | 2020-06-17 | 2021-12-23 | 富士電機株式会社 | 冷却装置および半導体モジュール |
| JP7424489B2 (ja) | 2020-06-17 | 2024-01-30 | 富士電機株式会社 | 冷却装置および半導体モジュール |
| US12424507B2 (en) | 2020-06-17 | 2025-09-23 | Fuji Electric Co., Ltd. | Cooling apparatus and semiconductor module |
| KR20240068522A (ko) * | 2022-11-10 | 2024-05-17 | (주)온일 | 알루미늄 히트싱크 냉간단조 장치 |
| KR102859608B1 (ko) * | 2022-11-10 | 2025-09-15 | (주)온일 | 알루미늄 히트싱크 냉간단조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012118094A1 (ja) | 2014-07-07 |
| US9555505B2 (en) | 2017-01-31 |
| CN103402669A (zh) | 2013-11-20 |
| JP5941037B2 (ja) | 2016-06-29 |
| JP6055126B2 (ja) | 2016-12-27 |
| US20140054023A1 (en) | 2014-02-27 |
| CN103402669B (zh) | 2015-07-01 |
| WO2012118094A1 (ja) | 2012-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6055126B2 (ja) | 鍛造加工方法 | |
| JP5862272B2 (ja) | 液冷ジャケットの製造方法 | |
| JP2010025521A (ja) | 熱交換器及びその製造方法 | |
| JP2006289409A (ja) | 積層部接合方法 | |
| JP6214973B2 (ja) | ヒートシンク及びヒートシンクの製造方法 | |
| KR101437068B1 (ko) | 배관 접속구 제관형 방열기 및 그 방열기의 제조 방법 | |
| TWI473962B (zh) | 散熱器之製造方法 | |
| JP4211499B2 (ja) | 金属部材接合方法 | |
| JP5962820B2 (ja) | 液冷ジャケットの製造方法 | |
| WO2017033603A1 (ja) | 放熱基板の製造方法 | |
| US20230320037A1 (en) | Heatsink, method for manufacturing heatsink, and electronic component package using said heatsink | |
| JP2009170607A (ja) | 放熱フィンの製造方法 | |
| CN100455374C (zh) | 热导管与散热鳍片的自动化组装设备 | |
| JP4657901B2 (ja) | 仮留め用突起の製造方法およびその製造方法により製造された仮留め用突起を用いた熱交換器 | |
| CN1986106A (zh) | 热导管与散热鳍片的紧迫成型方法 | |
| JP4445810B2 (ja) | 冷間圧接方法、冷間圧接装置及び金属接合体 | |
| JP2008221339A (ja) | 金属部材接合方法及び放熱器の製造方法 | |
| CN113285150A (zh) | 一种动力电池的盖板结构 | |
| TWI306416B (en) | A method for edge sizing with metal workpieces | |
| JP6413108B2 (ja) | 半導体冷却装置の製造方法 | |
| JP7559508B2 (ja) | 冷却器用部品の製造方法、冷却器用ケースの製造方法 | |
| CN215578765U (zh) | 一种用于动力电池的盖板结构 | |
| JP5639844B2 (ja) | 液流通装置およびその製造方法 | |
| KR101586173B1 (ko) | 볼 결합체 제조 방법 | |
| JP2025098461A (ja) | 熱間鍛造方法及び熱間鍛造用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6055126 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |