JP2016155226A - メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 - Google Patents
メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 Download PDFInfo
- Publication number
- JP2016155226A JP2016155226A JP2015032498A JP2015032498A JP2016155226A JP 2016155226 A JP2016155226 A JP 2016155226A JP 2015032498 A JP2015032498 A JP 2015032498A JP 2015032498 A JP2015032498 A JP 2015032498A JP 2016155226 A JP2016155226 A JP 2016155226A
- Authority
- JP
- Japan
- Prior art keywords
- inner cylinder
- filter
- center line
- axis
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/01—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements
- B01D29/012—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/01—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements
- B01D29/05—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements supported
- B01D29/07—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements supported with corrugated, folded or wound filtering sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/11—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with bag, cage, hose, tube, sleeve or like filtering elements
- B01D29/111—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1692—Other shaped material, e.g. perforated or porous sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2628—Moulds with mould parts forming holes in or through the moulded article, e.g. for bearing cages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D28/00—Producing nets or the like, e.g. meshes, lattices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M37/00—Apparatus or systems for feeding liquid fuel from storage containers to carburettors or fuel-injection apparatus; Arrangements for purifying liquid fuel specially adapted for, or arranged on, internal-combustion engines
- F02M37/22—Arrangements for purifying liquid fuel specially adapted for, or arranged on, internal-combustion engines, e.g. arrangements in the feeding system
- F02M37/32—Arrangements for purifying liquid fuel specially adapted for, or arranged on, internal-combustion engines, e.g. arrangements in the feeding system characterised by filters or filter arrangements
- F02M37/34—Arrangements for purifying liquid fuel specially adapted for, or arranged on, internal-combustion engines, e.g. arrangements in the feeding system characterised by filters or filter arrangements by the filter structure, e.g. honeycomb, mesh or fibrous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0027—Gate or gate mark locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/14—Filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/737—Articles provided with holes, e.g. grids, sieves
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】射出成形金型10の内筒用キャビティ部分14の一端面14aには、ゲート18が内筒用キャビティ部分14の周方向に沿って4箇所設けられている。ゲート18は、内筒用キャビティ部分14の中心軸17に直交するX−Y平面において、内筒用キャビティ部分14の中心を通り且つX軸と平行な中心線を第1中心線20とし、内筒用キャビティ部分14の中心を通り且つY軸と平行な中心線を第2中心線21とすると、第1中心線20と第2中心線21の中間部分に配置されており、フィルタ部用キャビティ部分16のうちの充填速度が遅くなりやすい位置に開口し、フィルタ部用キャビティ部分16のうちの充填速度が速くなりやすい位置に開口しないようになっている。
【選択図】図2
Description
図1は、本発明に係る射出成形金型10及び射出成形方法によって射出成形されたメッシュフィルタ1を示す図である。なお、図1(a)はメッシュフィルタ1の正面図であり、図1(b)はメッシュフィルタ1の側面図であり、図1(c)はメッシュフィルタ1の背面図であり、図1(d)は図1(a)のA1−A1線に沿って切断して示すメッシュフィルタ1の断面図である。また、図1(e)は図1(a)のB1部の拡大図(メッシュフィルタ1の一部拡大図)であり、図1(f)は図1(e)のA2−A2線に沿って切断して示す断面図(メッシュフィルタ1の一部拡大断面図)であり、図1(g)は図1(e)のA3−A3線に沿って切断して示す断面図(メッシュフィルタ1の一部拡大断面図)である。
図3は、フィルタ部4の開口部8を形作るための突起22の第1の変形例を示す図(図2(b)に対応する図)である。この図3に示すように、フィルタ部4の開口部8を形作るための突起22は、第2金型12のフィルタ部用キャビティ部分16を形作る部分に形成せず、第1金型11のフィルタ部用キャビティ部分16を形作る部分にのみ形成するようしてもよい。
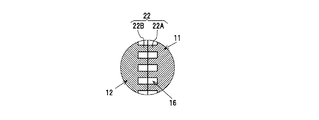
図4は、フィルタ部4の開口部8を形作るための突起22の第2の変形例を示す図(図2(b)に対応する図)である。この図4に示すように、フィルタ部4の開口部8を形作るための突起22は、第1金型11のフィルタ部用キャビティ部分16を形作る部分と、第2金型12のフィルタ部用キャビティ部分16を形作る部分とに分けて形成するようにしてもよい。この第2の変形例において、第1金型11と第2金型12の各々の突起22A,22Bの高さ寸法は、上記実施形態及び上記第1の変形例における突起22の高さ寸法の1/2の高さ寸法に形成される。そして、第1金型11と第2金型12の型締め時において、突起22Aの頂面と突起22Bの頂面が突き合わされる。
上記実施形態に係る射出成形金型10は、ゲート18の中心と内筒用キャビティ部分14の中心とを接続する仮想線25が第2中心線21に対して内筒用キャビティ部分14の周方向に45°(θ=45°)ずれて位置する例を示したが、これに限定されるものではなく、キャビティ13への溶融樹脂の充填速度のばらつきを抑えることができ、フィルタ部4の開口部8におけるバリの発生を抑えることができる限り、仮想線25と第2中心線21とのなす角(θ)を45°以外の数値に設定してもよい。
Claims (4)
- 流体中の異物を濾し取るために使用されるメッシュフィルタの射出成形金型において、
前記メッシュフィルタは、円筒状の内筒と、前記内筒を取り囲む円筒状の外筒と、前記内筒の外周面と前記外筒の内周面とを前記内筒の径方向に沿って接続するフィルタ部と、を有し、
前記フィルタ部は、前記内筒の中心軸に直交する仮想平面をX−Y平面とすると、このX−Y平面に沿って形成され、
前記フィルタ部のうちの前記内筒と前記外筒との接続部分以外の部分は、X軸に直交し且つY軸と並行に等間隔で複数形成された縦リブと、この縦リブと直交し且つ前記X軸と並行に等間隔で複数形成された横リブと、によって四角形状の開口部が複数形成されており、
前記メッシュフィルタを形作るためのキャビティのうちの前記内筒を形作る内筒用キャビティ部分には、前記内筒の端面を形作る位置に開口するゲートが前記内筒用キャビティ部分の周方向に沿って4箇所設けられ、
前記ゲートは、前記内筒用キャビティ部分の中心軸に直交する仮想平面をX−Y平面とした場合、前記X−Y平面において、前記内筒用キャビティ部分の中心を通り且つX軸と平行な中心線を第1中心線とし、前記内筒用キャビティ部分の中心を通り且つY軸と平行な中心線を第2中心線とすると、前記第1中心線と前記第2中心線の中間部分に配置されており、
前記ゲートから前記内筒用キャビティ部分に射出された溶融樹脂は、前記内筒用キャビティ部分から前記フィルタ部を形作るフィルタ部用キャビティ部分に流動した後、前記フィルタ部用キャビティ部分から前記外筒を形作る外筒用キャビティ部分に充填される、
ことを特徴とするメッシュフィルタの射出成形金型。 - 流体中の異物を濾し取るために使用されるメッシュフィルタの射出成形金型において、
前記メッシュフィルタは、円筒状の内筒と、前記内筒を取り囲む円筒状の外筒と、前記内筒の外周面と前記外筒の内周面とを前記内筒の径方向に沿って接続するフィルタ部と、を有し、
前記フィルタ部は、前記内筒の中心軸に直交する仮想平面をX−Y平面とすると、このX−Y平面に沿って形成され、
前記フィルタ部のうちの前記内筒と前記外筒との接続部分以外の部分は、X軸に直交し且つY軸と並行に等間隔で複数形成された縦リブと、この縦リブと直交し且つ前記X軸と並行に等間隔で複数形成された横リブと、によって四角形状の開口部が複数形成されており、
前記メッシュフィルタを形作るためのキャビティのうちの前記内筒を形作る内筒用キャビティ部分には、前記内筒の端面を形作る位置に開口するゲートが前記内筒用キャビティ部分の周方向に沿って4箇所設けられ、
前記ゲートは、前記内筒用キャビティ部分の中心軸に直交する仮想平面をX−Y平面とした場合、前記X−Y平面において、前記内筒用キャビティ部分の中心を通り且つX軸と平行な中心線を第1中心線とし、前記内筒用キャビティ部分の中心を通り且つY軸と平行な中心線を第2中心線とすると、前記第1中心線又は前記第2中心線から前記内筒用キャビティ部分の周方向に沿って45°回転した位置に配置されており、
前記ゲートから前記内筒用キャビティ部分に射出された溶融樹脂は、前記内筒用キャビティ部分から前記フィルタ部を形作るフィルタ部用キャビティ部分に流動した後、前記フィルタ部用キャビティ部分から前記外筒を形作る外筒用キャビティ部分に充填される、
ことを特徴とするメッシュフィルタの射出成形金型。 - 流体中の異物を濾し取るために使用されるメッシュフィルタの射出成形方法において、
前記メッシュフィルタは、円筒状の内筒と、前記内筒を取り囲む円筒状の外筒と、前記内筒の外周面と前記外筒の内周面とを前記内筒の径方向に沿って接続するフィルタ部と、を有し、
前記フィルタ部は、前記内筒の中心軸に直交する仮想平面をX−Y平面とすると、このX−Y平面に沿って形成され、
前記フィルタ部のうちの前記内筒と前記外筒との接続部分以外の部分は、X軸に直交し且つY軸と並行に等間隔で複数形成された縦リブと、この縦リブと直交し且つ前記X軸と並行に等間隔で複数形成された横リブと、によって四角形状の開口部が複数形成されており、
前記メッシュフィルタの射出成形用金型のうちの前記内筒を形作る内筒用キャビティ部分には、前記内筒の端面を形作る位置に開口するゲートが前記内筒用キャビティ部分の周方向に沿って4箇所設けられ、
前記ゲートは、前記内筒用キャビティ部分の中心軸に直交する仮想平面をX−Y平面とした場合、前記X−Y平面において、前記内筒用キャビティ部分の中心を通り且つX軸と平行な中心線を第1中心線とし、内筒用キャビティ部分の中心を通り且つY軸と平行な中心線を第2中心線とすると、前記第1中心線と前記第2中心線の中間部分に配置されており、
前記メッシュフィルタは、前記ゲートから前記内筒用キャビティ部分に溶融樹脂が射出され、前記内筒用キャビティ部分に射出された前記溶融樹脂が前記内筒用キャビティ部分から前記フィルタ部を形作るフィルタ部用キャビティ部分に流動し、その後に前記溶融樹脂が前記フィルタ部用キャビティ部分から前記外筒を形作る外筒用キャビティ部分に充填されることによって成形される、
ことを特徴とするメッシュフィルタの射出成形方法。 - 流体中の異物を濾し取るために使用されるメッシュフィルタの射出成形方法において、
前記メッシュフィルタは、円筒状の内筒と、前記内筒を取り囲む円筒状の外筒と、前記内筒の外周面と前記外筒の内周面とを前記内筒の径方向に沿って接続するフィルタ部と、を有し、
前記フィルタ部は、前記内筒の中心軸に直交する仮想平面をX−Y平面とすると、このX−Y平面に沿って形成され、
前記フィルタ部のうちの前記内筒と前記外筒との接続部分以外の部分は、X軸に直交し且つY軸と並行に等間隔で複数形成された縦リブと、この縦リブと直交し且つ前記X軸と並行に等間隔で複数形成された横リブと、によって四角形状の開口部が複数形成されており、
前記メッシュフィルタの射出成形用金型のうちの前記内筒を形作る内筒用キャビティ部分には、前記内筒の端面を形作る位置に開口するゲートが前記内筒用キャビティ部分の周方向に沿って4箇所設けられ、
前記ゲートは、前記内筒用キャビティ部分の中心軸に直交する仮想平面をX−Y平面とした場合、前記X−Y平面において、前記内筒用キャビティ部分の中心を通り且つX軸と平行な中心線を第1中心線とし、前記内筒用キャビティ部分の中心を通り且つY軸と平行な中心線を第2中心線とすると、前記第1中心線又は前記第2中心線から前記内筒用キャビティ部分の周方向に沿って45°回転した位置に配置されており、
前記メッシュフィルタは、前記ゲートから前記内筒用キャビティ部分に溶融樹脂が射出され、前記内筒用キャビティ部分に射出された前記溶融樹脂が前記内筒用キャビティ部分から前記フィルタ部を形作るフィルタ部用キャビティ部分に流動し、その後に前記溶融樹脂が前記フィルタ部用キャビティ部分から前記外筒を形作る外筒用キャビティ部分に充填されることによって成形される、
ことを特徴とするメッシュフィルタの射出成形方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015032498A JP6453667B2 (ja) | 2015-02-23 | 2015-02-23 | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 |
| CN201680011669.8A CN107405814B (zh) | 2015-02-23 | 2016-02-19 | 筛网过滤器的注塑成型模具及筛网过滤器的注塑成型方法 |
| US15/552,701 US20180264693A1 (en) | 2015-02-23 | 2016-02-19 | Injection molding die for mesh filter and injection molding method for mesh filter |
| EP16755349.4A EP3263309A4 (en) | 2015-02-23 | 2016-02-19 | Injection molding die for mesh filter and injection molding method for mesh filter |
| PCT/JP2016/054800 WO2016136603A1 (ja) | 2015-02-23 | 2016-02-19 | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015032498A JP6453667B2 (ja) | 2015-02-23 | 2015-02-23 | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016155226A true JP2016155226A (ja) | 2016-09-01 |
| JP6453667B2 JP6453667B2 (ja) | 2019-01-16 |
Family
ID=56788518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015032498A Active JP6453667B2 (ja) | 2015-02-23 | 2015-02-23 | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180264693A1 (ja) |
| EP (1) | EP3263309A4 (ja) |
| JP (1) | JP6453667B2 (ja) |
| CN (1) | CN107405814B (ja) |
| WO (1) | WO2016136603A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6778013B2 (ja) * | 2016-05-11 | 2020-10-28 | 株式会社エンプラス | メッシュフィルタ |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07323438A (ja) * | 1994-05-31 | 1995-12-12 | Nissei Plastics Ind Co | 網目状製品の射出成形方法及び金型 |
| JPH091690A (ja) * | 1995-06-20 | 1997-01-07 | Nissei Plastics Ind Co | 合成樹脂による網状製品の成形方法及び成形金型 |
| JPH10278075A (ja) * | 1997-04-07 | 1998-10-20 | Daisan Kanagata Seisakusho:Kk | 射出成形金型とその成形品 |
| JP2001047495A (ja) * | 1999-08-09 | 2001-02-20 | Hanyu Plastic Kk | 網状プラスチック成形体の製造方法 |
| JP2011072910A (ja) * | 2009-09-30 | 2011-04-14 | Daikyonishikawa Corp | フィルタ |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0649308B2 (ja) * | 1989-08-22 | 1994-06-29 | 大生産業株式会社 | フィルターの製造方法及びフィルター製造用金型 |
| JPH0720677B2 (ja) * | 1992-06-18 | 1995-03-08 | 有限会社大三金型製作所 | プラスチック製網体及びその製造方法 |
| JP3550567B2 (ja) * | 1992-10-21 | 2004-08-04 | 有限会社大三金型製作所 | フィルターの製造装置 |
| JPH07284617A (ja) * | 1994-04-16 | 1995-10-31 | Daizo Kotaki | プラスチックフィルター及びプラスチック材料の供給路構造 |
| JP4229687B2 (ja) * | 2002-01-15 | 2009-02-25 | 株式会社エンプラス | 射出成形樹脂歯車、射出成形樹脂回転体及び射出成形体 |
| DE102004002963A1 (de) * | 2003-06-27 | 2005-01-13 | Friedrich Sanner Gmbh & Co Kg Spritzgusswerk | Sieb-oder Gitterstruktur in Bauteilen aus thermoplastischem Kunststoff, insbesondere als Abschluß von in Behältern bzw. Behälterverschlüssen gebildeten Kammern zur Aufnahme von rieselfähigen Trockenstoffmaterialien... |
| CA2481143A1 (en) * | 2004-09-10 | 2006-03-10 | Axiom Group Inc. | Plastic filter |
| JP6254794B2 (ja) * | 2013-08-20 | 2017-12-27 | 株式会社エンプラス | メッシュフィルタ |
| JP6305116B2 (ja) * | 2013-12-13 | 2018-04-04 | 株式会社エンプラス | メッシュフィルタ |
| JP6366302B2 (ja) * | 2014-03-06 | 2018-08-01 | 株式会社エンプラス | メッシュフィルタ |
-
2015
- 2015-02-23 JP JP2015032498A patent/JP6453667B2/ja active Active
-
2016
- 2016-02-19 EP EP16755349.4A patent/EP3263309A4/en not_active Withdrawn
- 2016-02-19 WO PCT/JP2016/054800 patent/WO2016136603A1/ja not_active Ceased
- 2016-02-19 CN CN201680011669.8A patent/CN107405814B/zh active Active
- 2016-02-19 US US15/552,701 patent/US20180264693A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07323438A (ja) * | 1994-05-31 | 1995-12-12 | Nissei Plastics Ind Co | 網目状製品の射出成形方法及び金型 |
| JPH091690A (ja) * | 1995-06-20 | 1997-01-07 | Nissei Plastics Ind Co | 合成樹脂による網状製品の成形方法及び成形金型 |
| JPH10278075A (ja) * | 1997-04-07 | 1998-10-20 | Daisan Kanagata Seisakusho:Kk | 射出成形金型とその成形品 |
| JP2001047495A (ja) * | 1999-08-09 | 2001-02-20 | Hanyu Plastic Kk | 網状プラスチック成形体の製造方法 |
| JP2011072910A (ja) * | 2009-09-30 | 2011-04-14 | Daikyonishikawa Corp | フィルタ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3263309A1 (en) | 2018-01-03 |
| CN107405814A (zh) | 2017-11-28 |
| JP6453667B2 (ja) | 2019-01-16 |
| CN107405814B (zh) | 2020-05-26 |
| WO2016136603A1 (ja) | 2016-09-01 |
| EP3263309A4 (en) | 2018-09-19 |
| US20180264693A1 (en) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6305116B2 (ja) | メッシュフィルタ | |
| JP6254794B2 (ja) | メッシュフィルタ | |
| WO2016158817A1 (ja) | メッシュフィルタ | |
| US9375868B2 (en) | Connector member | |
| JP6366302B2 (ja) | メッシュフィルタ | |
| JP6778013B2 (ja) | メッシュフィルタ | |
| JP6453667B2 (ja) | メッシュフィルタの射出成形金型及びメッシュフィルタの射出成形方法 | |
| JP2016064331A (ja) | 筒状メッシュフィルタ | |
| JP6594703B2 (ja) | メッシュフィルタの射出成形方法、射出成形金型、及びメッシュフィルタ | |
| WO2016152596A1 (ja) | 網状成形品用射出成形金型、網状成形品用射出成形金型の製造方法、及び網状成形品 | |
| WO2016170933A1 (ja) | メッシュフィルタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6453667 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |