JP2016510094A - 熱可塑性密封層を備えるタビングを作製する方法 - Google Patents
熱可塑性密封層を備えるタビングを作製する方法 Download PDFInfo
- Publication number
- JP2016510094A JP2016510094A JP2015562026A JP2015562026A JP2016510094A JP 2016510094 A JP2016510094 A JP 2016510094A JP 2015562026 A JP2015562026 A JP 2015562026A JP 2015562026 A JP2015562026 A JP 2015562026A JP 2016510094 A JP2016510094 A JP 2016510094A
- Authority
- JP
- Japan
- Prior art keywords
- tabbing
- adhesive layer
- dispersion
- sealing
- membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21D—SHAFTS; TUNNELS; GALLERIES; LARGE UNDERGROUND CHAMBERS
- E21D11/00—Lining tunnels, galleries or other underground cavities, e.g. large underground chambers; Linings therefor; Making such linings in situ, e.g. by assembling
- E21D11/04—Lining with building materials
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21D—SHAFTS; TUNNELS; GALLERIES; LARGE UNDERGROUND CHAMBERS
- E21D11/00—Lining tunnels, galleries or other underground cavities, e.g. large underground chambers; Linings therefor; Making such linings in situ, e.g. by assembling
- E21D11/38—Waterproofing; Heat insulating; Soundproofing; Electric insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21D—SHAFTS; TUNNELS; GALLERIES; LARGE UNDERGROUND CHAMBERS
- E21D11/00—Lining tunnels, galleries or other underground cavities, e.g. large underground chambers; Linings therefor; Making such linings in situ, e.g. by assembling
- E21D11/04—Lining with building materials
- E21D11/08—Lining with building materials with preformed concrete slabs
- E21D11/086—Methods of making concrete lining segments
Landscapes
- Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Civil Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、本質的に、トンネル、特に交通用トンネル覆工用のコンクリート製のタビングを作製する方法であって、該タビング1は凸状に湾曲した外面2と、該外面2の反対側の凹状に湾曲した内面3とを備える方法に関する。上記方法は、a)分散接着剤層5と熱可塑性密封層6とを備える膜4を上記外面2上に、更には該外面2と繋がっている上記タビングの外側面7、8の少なくとも1つの側面上に少なくとも部分的に配置する工程であって、該分散接着剤層5が該タビング1に面している、工程と、b)熱を供給することにより、該分散接着剤層5を溶融させる工程と、c)該分散接着剤層5を冷却することにより、該膜4と該タビング1との間に接着結合を形成する工程と、を含む。【選択図】図2
Description
本発明はトンネル、特に交通用トンネル覆工用のコンクリート製のタビングを作製する方法に関するものである。
本開示及び解決することができる課題は任意の所望の建築分野に適用可能であるが、交通用トンネルに関して下記でより詳細に説明する。
シールド駆動技法を使用する機械式トンネル建設の分野において、内殻には、プレハブの鉄骨鉄筋コンクリート部材が使用されている。これらのプレハブのコンクリート部材は、専門用語では「タビング」と呼ばれ、プレハブ工場で予め作製しておき、規定のコンクリート強度に達するまで一定期間保管した後に、必要に応じて設置するためにトンネルチューブ内に配置される。そこで、タビングはタビング据付装置、いわゆる「エレクター」によって持ち上げられ、トンネル掘削機のシールドの保護下でタビングリングに組み立てられる。トンネル掘削機が、直前に設置されたタビングに対して油圧式ジャッキを用いてそれ自体を支えながら前進した後、新しいタビングリングが、シールドの保護下で嵌合される。このようにして、掘削機は、「1つのタビングリング毎に」土壌を通って侵入し、トンネルライニング(タビングリング)と土壌との間に残る環状空隙は、沈下を防止するために、例えば、モルタルで連続的に充填される。
標準の交通用トンネルだけでなく、特定の地質条件の下では、家庭、商業、又は工業用建物のいわゆる補給用又は処分用トンネルも、特に排水若しくは浄水の一括(central)運搬を提供する大口径の汚水若しくは配水本管の形態において、又は高電圧線に対応するためのケーブルトンネルとして、上述のセグメント化された建設技法を使用するタビング拡張方法によって作製される。しかしながら、これらの適用分野全てにおいて、完全に衛生的な飲料水の品質を維持するため、又は土壌水分が導電体に浸透することに起因する機能故障を防止するためであろうと、トンネルのタビングライニングの不浸透性及び耐久性には多大な要求が発生する。
したがって、現在まで、トンネル建設においては、外部トンネルに面する、タビングの凹状に湾曲した外面の最終密封、及び/又は追加の第2のタビングリングの作製のために、別の第2の作業工程が用いられている。
ポリマーライニングが設けられたタビング要素の作製についての特許文献1に記載の方法では、他の物質の中でもゴム/アスファルト混合物に基づく接着剤が使用されている。しかしながら、これらの接着剤の不利点は、より長期間に亘って起こるクリープによりコンクリート表面からのポリマーライニングの剥離が引き起こされる場合があることである。水がこれらの隙間に浸透し、トンネル壁が凝固点未満の温度に曝されると、結果としてタビング要素の損傷が起こる場合がある。
特許文献2に記載の方法では、様々な酢酸ビニル含量のエチレン酢酸ビニルから作製された水密膜をタビングのコンクリート表面に接続している。これは生コンクリートを膜上に流し込むことにより行われ、その結果生コンクリートのアルカリ性に起因してポリマーにおける酢酸ビニル単位の部分加水分解が起こる。次いで結果としてこのようにして放出されたビニルアルコール単位により膜とコンクリートとが接着される。しかしながら、この手法の不利点は特別なエチレン酢酸ビニル混合物の使用に限定されることであり、この混合物は全ての用途に適した密封特性を有している訳ではない。加えて、膜は生コンクリートに接触させなければならず、そのため膜が続くタビングの保管及び輸送中に損傷を受ける場合がある。
タビングリングはそのサイズに起因して、製造プロセスにおいて個々のプロセス工程間にて、特に一時的な保管の必要がある場合、多くの空間を必要とする。そのため製造プロセス、特に保管時間の短縮に多大な関心が寄せられている。
したがって本発明の目的は、タビングがタビングリングの外側での水分から保護及び密封されると同時に迅速な製造プロセス、特に短い一時保管期間が確保されるように、タビングの作製を改善することである。
本発明によれば、これは請求項1の特徴により達成される。
本発明の本質は、トンネル、特に交通用トンネル覆工用のコンクリート製のタビングを作製する方法であって、該タビング1は凸状に湾曲した外面2と、該外面2の反対側の凹状に湾曲した内面3とを備え、該方法は、
a)分散接着剤層5と熱可塑性密封層6とを備える膜4を前記外面2上に、更には該外面2と繋がっている前記タビングの外側面7、8の少なくとも1つ、特に全ての側面上に少なくとも部分的に配置する工程であって、該分散接着剤層5が該タビング1に面している、工程と、
b)熱を供給することにより、前記分散接着剤層5を部分的に溶融させる工程と、
c)前記分散接着剤層5を冷却することにより、前記膜4と前記タビング1との間に接着結合を形成する工程と、
を含む、方法。
a)分散接着剤層5と熱可塑性密封層6とを備える膜4を前記外面2上に、更には該外面2と繋がっている前記タビングの外側面7、8の少なくとも1つ、特に全ての側面上に少なくとも部分的に配置する工程であって、該分散接着剤層5が該タビング1に面している、工程と、
b)熱を供給することにより、前記分散接着剤層5を部分的に溶融させる工程と、
c)前記分散接着剤層5を冷却することにより、前記膜4と前記タビング1との間に接着結合を形成する工程と、
を含む、方法。
タビングは設置状態でトンネル内部へと向いている凹状に湾曲した内面と、設置状態で周辺地盤へと向いている反対側の凸状に湾曲した外面とを備える環状セグメント型構造をとる。これら2つの表面は側方の4つの更なる表面、すなわち設置状態で同じタビングリングの隣接タビングの対応する長側面と接する2つの長側面と、設置状態で隣り合うタビングリングの隣接タビングの対応する端側面に接する2つの端側面とを介して側方的に接続されている。
本方法は有益なことに、膜がタビングの凸外面を超えて張り出す少なくとも1つの縁を有するように、膜を初めに外面上に付着、好ましくは接着させ、続いて分散接着剤層を、任意に熱を供給することにより工程c)後に膜の張り出した縁の領域にて部分的に溶融させ、冷却することにより、膜4とタビングの外側面又は隣り合うタビングの膜との間の接着結合を形成することによって更に改善することができる。
本発明による方法により作製されたタビングを用いると、トンネル外部に面するタビングの凹状に湾曲した外面の最終密封には別個の二次的作業工程は必要なくなる。加えて、考え得る第2のタビングリングが省かれる。さらに、水密性及び腐食性の地下水に対する耐性の点で従来のタビングよりもはるかに優れていることから壁厚がより薄いタビングを使用/作製することができる。これら両方の特徴から、トンネル壁の空間要件が低減し、その結果として内部空間が増大するとともに、要求される建築材料が削減される。さらに、本発明に従って作製されるタビングにより、代替的なより低水密性で、かつより低耐腐食性のコンクリートタイプの使用が可能となる。その上、本発明による方法により作製されたタビングから作製されたタビングリングは優れた漏出保護及び気密性(leak-tightness)を備える。
膜とタビングとの間の接着結合の形成に分散接着剤層を使用することにより、数分後には既に、結合した基層間に強い力を伝播することができることが分かっている。例えば分散接着剤層の冷却直後に、最終コンクリート部材を作製する工場において使用されるグリッパー(通常、真空グリッパー)にてタビングを動かすことができる。この迅速な強度の確立は、接着にクランプ等の機械的付着手段を必要としないという点で有益である。その上、これにより、短い一次保存期間を伴う迅速な製造プロセスが可能となる。さらに外面の接着後、熱供給により外側面上での膜の深絞り(deep drawing)が可能となり、その結果2つの外側面間の境界にて膜を融着する必要がなくなる。
本発明の更なる有利な実施の形態は従属クレームによるものである。
本発明の更なる態様は付加的な独立クレームの主題である。
以下において図面を参照して本発明の例示的な実施形態を更に詳細に説明する。
図1には本発明に従って作製されたタビングの横断面図を示している。
タビング1ではその凸状に湾曲した外面2上に膜4が設けられている。
膜は分散接着剤層5と熱可塑性密封層6とを含み、分散接着剤層5はタビング1に面している。
膜は外面と繋がっている外側面(長側面7及び端側面8)の一部の領域に亘って、好ましくは少なくとも1つの側面上に、特に好ましくは全ての側面上に配置されている。図1には2つの長側面7が示されている。好ましいものではないが、膜は外側面7及び8の全体に広がっていてもよい。これにより特に、分散接着剤層、ひいては膜とタビングとの優れた結合及び高い漏出保護レベルが確保される。その上、例えば外面と繋がっている外側面の全ての側面上に膜が配置されていない場合と比較して接する膜の接触表面積が増大することから、2つのタビング間の突き合わせ継手にてより大きい密封効果が達成される。そのため、可逆的に軟化可能な分散接着剤の使用により、密封をタビングの外面及び外側面へと相互に移動させることが可能となる。凸外面上に膜を付着させた後に接着結合が十分に固化するまで短い時間待つだけでよいことから、この密封は非常に迅速に完了させることができる。続いて、必要に応じて熱供給により分散接着剤を縁の領域にて部分的に溶融させることができるプロセスである外側面の密封を行うことができる。
加えて、膜の張り出した縁を隣り合うタビングの膜に結合させることもでき、これによっても密封効果の改善がもたらされる。
加えて、外面及び側面と膜との結合の際、外面と膜との接着剤結合が固化するまで待たなくてよいプロセスである連続プロセスにて外面及び側面を膜と結合させてもよい。
分散接着剤層を、特に結合により外面2に完全に接続させることが好ましく、これにより漏出保護の改善がもたらされる。
熱可塑性密封層6を可能な限り好適なものにするために、上記層は可能な限り水密とし、また水又は水分に長期間曝された後であっても分解又は機械的に損傷しないものとする。建築構造及び土木工学における密封目的に既に使用されている材料が熱可塑性密封層として特に適している。
熱可塑性密封層は、軟化点が110℃超、好ましくは140℃〜170℃の材料から作製されることが有益である。熱可塑性密封層は有益には、熱可塑性密封層が損傷しないように又は引き裂かれないように、また密封層の密封機能に影響を及ぼさないように、例えば熱可塑性密封層とタビングとの温度により生じる膨張の差により引き起こされる応力に適合することが可能であるように少なくとも僅かな弾性を有するものとする。
熱可塑性封止層は、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリ塩化ビニル(PVC)、ポリアミド(PA)、エチレン酢酸ビニル(EVA)、クロロスルホン化ポリエチレン及び熱可塑性ポリオレフィン(TPO)からなる群から選択される材料を含むのが好ましい。
熱可塑性密封層がポリ塩化ビニル(PVC)を含有することが特に好ましい。
熱可塑性密封層は50重量%を超える、特に好ましくは80重量%を超える上述の材料からなるのが好ましい。
加えて、熱可塑性密封層は、フィラー、UV安定剤及び熱安定剤、可塑剤、摺動剤、殺生物剤、防炎剤、抗酸化剤、二酸化チタン又はカーボンブラック等の顔料、及び例えば染料等の添加剤及び処理剤を含有することができる。このようなフィルムは実際には100%の熱可塑性材料からなるものではなくても、所与の材料から作製されたフィルムと称する、すなわちPVC及びこれらの添加剤から作製されたフィルムは100%のPVC又は軟質PVCからなるものではないが、PVCフィルム又は軟質PVCフィルムと称する。
可撓性のポリ塩化ビニル系熱可塑性密封層として、建物の密封分野に従来使用されているPVCフィルム、特に軟質PVCフィルムを使用することが特に好ましい。このようなPVCフィルムは、特に可塑剤、通例フタル酸可塑剤を含有する。
これらのPVCフィルムを密封層として実際に使用することができるように、該PVCフィルムは可撓性であることが重要である。例えば硬質PVCフィルムを使用すると、フィルムの施与中又は更には使用中に、例えば温度変化、フィルム上での歩行又は運転により生じる機械的応力の結果として起こるフィルムの曲げ又は折り畳みの際に破断又は少なくとも部分的な引裂きが起こり、その結果密封機能を確保することができなくなる。加えて、実際に密封フィルムをロールの形で建設現場に運ばなければならないことが不可避である。しかしながら、硬質PVCは巻き上げることができるものではない。
特に好適なPVCフィルムはSika AG(スイス)から販売されている製品Sikaplan(商標) WP 1100−21HLである。
熱可塑性密封層の層厚は、ミリメートル範囲、通例0.2mm〜15mm、好ましくは1mm〜2mmであるのが有益である。
熱可塑性密封層6は可撓性、すなわち屈曲可能な平らなフィルムからなるのが好ましい。熱可塑性密封層は、例えばカレンダリング又は押出により作製される。
通例、膜4は、分散接着剤層5の形成のために、分散接着剤組成物を、好ましくは室温にて熱可塑性密封層上に塗布し、熱供給によりそれをフラッシュオフさせる(flashing it off:蒸発分離させる)又は乾燥させることにより作製される。
塗布は好ましくはスクイージング、噴霧、塗装、スタンピング、ローリング、ポアリング、ブラッシング、ローリング、ディッピング又は押出により行う。
25℃で非接着性である分散接着剤層5を入手するのが好ましい。
必要に応じて或る長さに切断するか、切り落とすか、巻き上げるか、又は直後に更に加工することができる膜を入手するのが好ましい。
タビングは図2に示されているように、外側面7、8の周囲に伸びる密封溝10を備え、該密封溝内に密封体11が配置されている。密封溝はタビングにて形作られ、密封体は該密封溝内に位置しており、該密封体は通例押し込められている。密封体11は通例中空体である。密封体の材料として特に適している材料は、密封リングの密封材料及び/又は水膨潤性材料として知られるものである。本件では、「水膨潤性材料」という用語は水に接すると、その体積が通例元の体積の200%〜1000%へと数倍に増大する材料を意味するものと理解される。体積の増大を受けることに加えて、いくつかの水膨潤性材料は水と化学反応することもできる。このような水膨潤性材料の例はポリウレタン系の膨潤物質、特に水分により硬化することで弾性生成物を形成するシラン変性ポリマーである。このような膨潤物質の更なる例は、「超吸収剤(superabsorbents)」(超吸収性ポリマー、SAP)という用語に組み入れられるベントナイト−ブチルゴム又はアクリル酸系ポリマー、典型的には例えばBASF SE(ドイツ)製のアクリル酸とアクリル酸ナトリウムとで構成されるコポリマーからなる。
密封体11はエチレン−プロピレン−ジエンゴム(EPDM)からなるのが特に好ましい。
これは、結果として、2つのタビング間の突き合わせ継手にて浸透する水に対して更なる密封障壁が構築されることによって、より大きな密封効果が達成されることから有益である。
タビングは図2及び図3から分かるように、外面2とホットメルト接着剤層5との間に密封塗膜12を備えるのが好ましい。密封塗膜はメタクリレート樹脂、ポリエステル樹脂、エポキシ樹脂、ポリウレタン、好ましくは分散接着剤の形態のポリウレタン、及びポリ尿素からなる群から選択される。エポキシ樹脂が密封塗膜として特に好ましい。塗膜が分散接着剤からなる場合、該塗膜は分散接着剤層5をなすものと同じ接着剤又は異なる分散接着剤であってもよい。
このような密封塗膜12は、結果としてタビングが水分の浸透から保護されるという点で有益である。その上これにより、タビングの密封効果が強まる。タビングの作製において、未処理体(green body)の硬化の際に多大な水分喪失を更に防ぐことができる。密封塗膜12は通例、噴霧又はブラッシングによりタビングに塗布される。
その上、密封塗膜12が全ての外側面7、8上に、特に外面2と密封溝10との間の領域上に少なくとも部分的に配されることが有益である。
密封体11には、流体、特に水の流れを低減する又は抑えるのに適した任意の材料を使用することを考慮することができる。
密封体は熱可塑性材料又は熱可塑性エラストマーからなるのが好ましい。熱可塑性エラストマーには、結果として密封体が水平方向及び垂直方向の移動、特に構造物における機械的応力に起因する移動に対する良好な弾性を有するという利点がある。密封体の良好な弾性により、密封体の引裂き又は剥離、ひいてはシールの破損が抑えられる。
本件では、熱可塑性エラストマーは、加硫エラストマーの機械的特性と熱可塑性材料の加工性とを兼ね備えたプラスチックを意味するものと理解される。通例、このような熱可塑性エラストマーは硬質セグメントと軟質セグメントとを含むブロックコポリマー、又はいわゆる対応する熱可塑性成分とエラストマー成分とを含むポリマーアロイである。
密封体の更なる有益な材料は、アクリレート化合物、ポリウレタンポリマー、シラン終端ポリマー及びポリオレフィンからなる群から選択される材料である。
本件では、「室温」は25℃の温度を意味するものと理解される。
本件では、「部分的に溶融するために」("to partially melt" or "partial melting")、分散接着剤組成物を、いわゆるクロスオーバー温度(「Tcrossover」)を超え、かつDIN EN 1238に従った環球法を用いて測定された軟化点未満の温度に加熱する。
降伏価(flow limit)と称されることも多いクロスオーバー温度は、DTMA(動機械的熱分析)により測定される損失弾性率の曲線と貯蔵弾性率の曲線とが交わる温度を表す。本発明では、DTMA測定によるクロスオーバー温度の決定のために、下記のDTMA測定パラメータを使用する:
機器:Anton Paar MCR 300 SN 616966
ソフトウェア US V2.3
Stamp: 25mmプレート(平滑面)
測定ギャップ:(サンプル厚) 1mm
温度傾斜:−1℃/分にて200℃から90℃
振動周波数: 1Hz
ガンマ振幅: 1%(0.8mradに相当する)。
機器:Anton Paar MCR 300 SN 616966
ソフトウェア US V2.3
Stamp: 25mmプレート(平滑面)
測定ギャップ:(サンプル厚) 1mm
温度傾斜:−1℃/分にて200℃から90℃
振動周波数: 1Hz
ガンマ振幅: 1%(0.8mradに相当する)。
部分的な溶融は通例、実質的に、すなわち少なくとも20℃、特に少なくとも30℃、好ましくは少なくとも40℃で軟化点未満の温度で起こる。
分散接着剤層5は非反応性の分散接着剤組成物からなるものであるのが好ましい。
本件では、「非反応性の」分散接着剤組成物は室温で互いに又は空気成分と化学反応するポリマーを含まない分散接着剤組成物を意味するものと理解される。特にこのような非反応性の分散接着剤組成物は、イソシアネート基又はアルコキシシラン基又はエポキシ基又は(メタ)アクリレート基を含むポリマーを含まない。このため、非反応性の分散接着剤組成物は、特にエポキシ樹脂(epoxies)、特に固体エポキシ樹脂を含有しない。
その上、非反応性の分散接着剤組成物は分散液の形態である。「分散液」は互いに溶解しない若しくは少ししか溶解しないか、又は互いに化学結合しない少なくとも2つの物質の異種混合液を表し、該分散液は2つの相を含む。本発明では、分散液は別の液体中の固体(懸濁液)又は液体(乳濁液)のこのような異種混合液を意味するものと理解される。
分散液の液相は、好ましくは常圧での沸点が120℃未満、好ましくは90℃未満の溶媒、特に有機溶媒、又は水であるのが好ましい。
液相は水であるのが好ましい。そのため、非反応性の分散接着剤組成物は水分散液であるのが好ましい。分散接着剤組成物は液相と固相とを含むのが好ましい。
この組成物は分散液の形態であることから、これに関連してこのような溶媒は固相の固体又は第2の液体を完全に溶解させることは不可能であることが明らかである。液相は水であるのが最も好ましい。
一方で非反応性の分散接着剤組成物又はポリエステル−ポリオール系ポリウレタン分散液、及び他方で少なくとも1つ、好ましくは1つの不飽和C=C二重結合を有する少なくとも2つの異なるモノマーのラジカル重合により得られるコポリマーを含有する分散液が特に好適であることが見出されている。
ポリエステル−ポリオール系ポリウレタンは、ポリイソシアネートと好ましくは室温で固体のポリエステルポリオールとを反応させることにより生成するのが好ましい。ポリエステルポリオール自体はヒドロキシカルボン酸の重縮合、又は脂肪酸及び/又は芳香族ポリカルボン酸と二価若しくは多価アルコールとの重縮合、好ましくは短鎖ポリオール、好ましくは分子量が250g/mol未満、特に150g/mol未満のジオール若しくはトリオール、若しくはポリエーテルポリオールとジカルボン酸若しくはジカルボン酸無水物との重縮合により、反応生成物がヒドロキシル基を含み、そのためポリエステルポリオールとなるのに好適な化学量論にて調製される。エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ネオペンチルグリコール、1,4−ブタンジオール、1,5−ペンタンジオール、3−メチル−1,5−ヘキサンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール、1,10−デカンジオール、1,12−ドデカンジオール、グリセロール、1,1,1−トリメチロールプロパンと、有機ジカルボン酸若しくはトリカルボン酸、特にジカルボン酸、又はそれらの無水物若しくはエステル、例えばコハク酸、グルタル酸、アジピン酸、トリメチルアジピン酸、スベリン酸、アゼライン酸、セバシン酸、マレイン酸、フマル酸、フタル酸、無水フタル酸、イソフタル酸、テレフタル酸、トリメリット酸及び無水トリメリット酸等との縮合生成物をポリエステルポリオールとして使用することが特に好ましい。
コポリマーの生成に特に好適なモノマーは、(メタ)アクリル酸、(メタ)アクリル酸エステル、(メタ)アクリル酸アミド、エチレン、プロピレン、ブチレン、イソブチレン、ブタジエン、イソプレン、スチレン、アクリロニトリル、ビニルエステル及びアリルエーテルからなる群から選択される。このようなコポリマーは、特にラジカル乳化重合又は溶媒重合により生成される。反応機構に起因して、重合は二重結合を介して起こる。そのため、コポリマーはまた、もはや任意の(メタ)アクリル酸、(メタ)アクリル酸エステル又は(メタ)アクリル酸アミド基を有していない。
エチレン/酢酸ビニルコポリマーがこのようなコポリマーとして特に好ましいと考えられる。
非反応性の分散接着剤組成物はポリウレタン分散液、特にポリエステル−ポリオール系ポリウレタン分散液であるか、又はそれらの分散液を含有するのが好ましい。このような分散接着剤は、例えばSika製のシーカサーム(SikaTherm)(登録商標)−4100の商品名で得ることができる。
非反応性の分散接着剤組成物が、ポリウレタン分散液、特にポリエステル−ポリオール系ポリウレタン分散液と、少なくとも1つ、好ましくは1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのラジカル重合により得られる少なくとも1つのコポリマー、好ましくはエチレン/酢酸ビニルコポリマーとを含有し、ポリウレタン分散液と不飽和C=C二重結合を有する少なくとも2つのモノマーのコポリマーとの重量比が100:0〜30:70、特に50:50の値であることが特に好適であることが分かっている。
非反応性の分散接着剤組成物の全体重量におけるポリエステル−ポリオール系ポリウレタン及び少なくとも1つ、好ましくは1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのラジカル重合により得られるコポリマーの比率は、好ましくは30重量%〜70重量%、特に50重量%〜40重量%である。
非反応性の分散接着剤組成物は液相と固相とを含むのが好ましい。
固相は特に室温で固体のポリマーを含む。
その上、非反応性の分散接着剤組成物の固体の溶融温度は60℃〜120℃、特に70℃〜90℃であることが好ましい。
室温で固体のポリマーは、特に既述の好ましいポリエステル−ポリオール系ポリウレタン、及び少なくとも1つ、好ましくは1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのラジカル重合により得られるコポリマーである。
非反応性の分散接着剤組成物は水分散液であるのが好ましい。
このような水分散液の場合、非反応性の分散接着剤組成物全体の重量における水の割合は、好ましくは30重量%〜70重量%、特に40重量%〜60重量%である。
固相又は第2の液相と液相とは生成において従来的に用いられる方法にて生成される。in−situ生成が好ましく、すなわち固相又は第2の液相をもたらす前駆体を、激しく撹拌しながら液相へと添加し、それらを互いに反応させるのが特に好ましい。本明細書において非常に好適な方法は、液相における不飽和C=C二重結合を有する少なくとも2つのモノマーの乳化重合であり、これにより直接所望の分散液を得ることができる。
既に分散液の形態である2つ以上の分散液を互いに混合させることが有益である場合もある。
このような非反応性の分散接着剤組成物の生成は、当業者にとって既知の方法にて行う。考え得る最良の分散液を得るために、生成に高速ミキサ、特に回転子固定子ディスペンサを使用することが好ましい。
その上、非反応性の分散接着剤組成物は更なる成分を含むことができる。好適な更なる成分は、特に可塑剤、接着促進剤、UV吸収剤、UV安定剤及び熱安定剤、蛍光増白剤、殺真菌剤、顔料、染料、フィラー、並びに乾燥剤を含む群から選択される成分である。
分散接着剤層の塗布重量は通例、50g/m2〜1000g/m2、特に200g/m2〜800g/m2、好ましくは200g/m2〜400g/m2である。ホットメルト接着剤層の層厚は、好ましくは50マイクロメートル〜500マイクロメートル、特に100マイクロメートル〜300マイクロメートルである。
非反応性の分散接着剤組成物の塗布は表面全体に亘って格子パターン又は特別なパターンにて行うことができる。
続いて、非反応性の分散接着剤組成物をフラッシュオフさせる。本明細書では、フラッシュオフした分散接着剤層5を備えた膜4が形成され、この膜は室温にて不粘着である。
フラッシュオフの作用は溶媒又は水を蒸発させることである。いわゆるフラッシュオフ時間、すなわち非反応性の分散接着剤組成物を塗布してから組成物が乾燥する、すなわち不粘着となるまでに経過する時間は、好ましくは10分〜240分、特に30分〜90分である。
フラッシュオフはフラッシュオフ手段により促進させることができる。フラッシュオフ手段として、例えば好ましくは熱風又はIR放射源を用いた送風機、特に空気送風機を使用することが可能である。フラッシュオフは室温で、又は僅かに上昇した温度、特に60℃未満の温度で行うことができる。
ここでは、分散接着剤組成物でコーティングした得られるフラッシュオフ膜4を必要に応じて或る長さに切断するか、切り落とすか、巻き上げるか、又は直後に更に加工することができる。ここでは、コーティング膜のロールを必要に応じて保管又は輸送することができる。
膜の作製はフィルム作製工場において工業プロセスにて行うのが好ましく、コーティング膜は、好ましくはコーティングされた膜の状態で建設現場へと届けられ、ロールから取り出して使用される。このような上記のロールは、建設現場においてフラッシュオフを行う必要がないという点で有益であり、また分散接着剤組成物が溶媒ベースのものである場合、蒸発する溶媒をフィルム作製工場においてより単純かつ効率的に捕捉することができ、その結果溶媒が環境に達して引火する可能性が抑えられることから、職業衛生、安全性技術及び生態毒性の点から有益である。加えて、分散液組成物がフラッシュオフするまで建設現場にて待つ必要がないことから、建設現場での作業プロセスが大幅に加速する。フラッシュオフした分散接着剤組成物が不粘着であるという特性に起因して、コーティングフィルムを容易に巻き上げることで、ロールの形で省スペースに保管及び輸送し、必要に応じて再び展開する(unrolled)ことができる。ロール上の個々の層は互いに結合しないのが好ましく、すなわち保管中に、特に長期の保管の場合にロールがくっつかないのが好ましい。しかしながら、いくつかのあまり好ましくない場合、巻き上げる前に分離紙、特にシリコン処理した分離紙をコーティング膜上に置くことにより、くっつきを完全に防止することが推奨され得る。
この膜はフラッシュオフした分散接着剤組成物の不粘着性に起因してタビング表面上で移動させることができる。しかしながら、接着剤でコーティングした膜の正味重量に起因して、この移動には或る特定の最低限の力が要求される。このことはこのようにして不要な移動を避けることができることから有益なものである。したがって例えば、傾斜した表面の場合、僅かな風によって意図せず滑り落ちたり、又は吹き飛ばされたりするのを強く避けることができる。一方で移動に要する最低限の力は、添加剤(例えばフィラー)若しくはフィルム厚を選択することにより調整することができ、又は他方でフラッシュオフした分散接着剤組成物の表面構造が接着剤の摩擦に多大な影響を与え得る。そのため例えば、接着剤の摩擦を粗い接着剤表面により増大させることができる。この粗い接着剤表面は例えば、不均一な接着剤塗布又は格子状の接着剤塗布によるものである。
本発明による方法は、a)分散接着剤層5と熱可塑性密封層6とを備える膜4を上記外面2上に、更には少なくとも該外面2と繋がっている上記タビングの外側面7、8の側面上に配置する工程であって、該分散接着剤層5が該タビング1に面している、工程を含む。
膜4を外面2と繋がっているタビングの外側面7、8の全側面上に配置するのが好ましい。
本方法の更なる工程b)では、熱を供給することで、分散接着剤層5を部分的に溶融させる。
工程b)での熱供給は、ホットメルト接着剤層5の温度が少なくとも20℃、好ましくは少なくとも30℃、特に少なくとも40℃の温度で分散接着剤層の融点未満、すなわち軟化点未満の温度を超えないように行うのが好ましい。
工程b)での熱供給は、好ましくは工程a)での膜4の配置の際に、特に配置の際に分散接着剤層5とタビング1との間に形成される間隙13へと行うことができる。
更なる実施形態では、工程b)では、熱を分散接着剤層5の反対側の膜4上に供給し、熱可塑性密封層6を介して分散接着剤層5へと伝播する。膜4は外側面上への少なくとも部分的な新たな熱供給により外面2の結合後のプロセスにて深絞りするのが好ましい。結果として、連続した表面/縁の結合が形成される。
熱供給は熱風、火炎、誘導加熱又は誘電加熱により行うことができる。熱供給は熱が分散接着剤層5、熱可塑性密封層6、若しくは外面2、該外面と繋がっているタビングの外側面7、8の各側面上での過剰な負応力を生じず、又はそれらを破壊しないように行うのが好ましい。
分散接着剤組成物が部分的に溶融するために、分散接着剤組成物を少なくとも部分的に流展させることが可能であり、その結果タビング表面との密接な接触が確保される。分散接着剤組成物とタビング表面との接触は、例えばローラーにより印加される圧力により改善させることができ、ローラーが本発明において好まれる。
特に本明細書では、接着剤の加熱は60℃〜120℃、好ましくは70℃〜90℃の接着剤温度にて行う。
工程b)の下流にある工程c)では、分散接着剤層5を冷却し、膜4とタビング1との間に接着結合を形成する。この冷却は通例追加の補助手段を用いずに行われる。しかしながら場合によっては、特に短い時間後に直ぐにタビングの上に圧力がかかるか又はタビングの上を歩行する場合に冷却を加速させることが適切かつ有益である場合もある。これは、例えば膜又はタビングを、冷却手段を用いて、例えば送風機、特に空気送風機によって冷却することにより行うことができる。
工程b)での熱供給、ひいては分散接着剤層5の部分的な溶融は、下記のように行うことができる:
一工程において、膜4を外面2上にのみ配置し、工程b)及び工程c)を行い、続いて、
付加工程において、膜4を外面と繋がっている外側面7、8の全ての側面上に配置し、
工程b)及び工程c)を行う。このような方法では、非反応性の分散接着剤組成物は繰り返し溶融させ、再度冷却することができ、その一方で膜とタビングとの間の接着結合が保証されることから、非反応性の分散接着剤組成物の使用が特に有益である。例えば、外面の結合の際に分散接着剤層の領域を、熱を加えることで溶融させる場合、続く工程で該領域が外面と繋がっている外側面7、8の側面の一方に置かれ、該側面と接続することになる。
一工程において、膜4を外面2上にのみ配置し、工程b)及び工程c)を行い、続いて、
付加工程において、膜4を外面と繋がっている外側面7、8の全ての側面上に配置し、
工程b)及び工程c)を行う。このような方法では、非反応性の分散接着剤組成物は繰り返し溶融させ、再度冷却することができ、その一方で膜とタビングとの間の接着結合が保証されることから、非反応性の分散接着剤組成物の使用が特に有益である。例えば、外面の結合の際に分散接着剤層の領域を、熱を加えることで溶融させる場合、続く工程で該領域が外面と繋がっている外側面7、8の側面の一方に置かれ、該側面と接続することになる。
さらに、特に外面2上に配置された膜4と、外面と繋がっている外側面7、8の全側面上に配置された膜4とが2つの別個の膜であることが有益である場合がある。しかしながら、上記膜は水密性が確保されたままとなるように互いに接続、特に融着又は結合していなければならない。
その上、外面2上に配置された膜4と、外面と繋がっている外側面7、8の全側面上に配置された膜4とが1つの同じ膜であることが特に有益である場合がある。
さらに、工程c)での分散接着剤層の冷却前及び/又は冷却中、特に工程b)と工程c)との間に膜をタビング上に、特にローラー又はロールを用いて押し付けることが有益である場合がある。
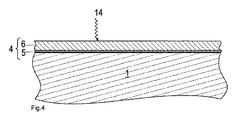
図3及び図4に本プロセスの工程a)及び工程b)を示している。
図3では第1の実施形態が示されている。図3では工程a)において膜4をタビングの外面2上に配置する。ここでは分散接着剤層5はタビング1に面している。特に、分散接着剤層が不粘着性の分散接着剤層である場合、該層は外面上で移動させることができ、これにより例えば膜の最終的な位置決めが可能となる。
その上、図3には工程b)の変形形態が示されている。図3では工程b)において、工程a)での分散接着剤層の配置に際して、熱を配置の際に分散接着剤層とタビングの外面又は外側面との間で形成された間隙13に供給する。熱に起因して、分散接着剤組成物の部分的な溶融が起こる。結果として、分散接着剤組成物は軟かくなるか又は僅かに粘性となり、分散接着剤組成物をタビングに接続させることができるようになる。続く工程c)にて、分散接着剤組成物を再度冷却し、その結果として膜とタビングとの接着結合が起こる。
図4に更なる実施形態を示している。図4では、熱は工程b)にて熱源14によって分散接着剤層5の反対側の膜4上へと供給され、熱可塑性密封層6を介して分散接着剤層5上へと伝播される。熱に起因して、分散接着剤層5の部分的な溶融が起こる。結果として、分散接着剤組成物は少なくとも部分的に流体となり、タビングと接触させることができるようになる。続く工程c)にて、分散接着剤組成物を再度冷却し、その結果として膜とタビングとの接着結合が起こる。
タビングは好ましくは口径0.5m〜50mのトンネル構造物への使用に適している。
本発明の更なる態様は、本発明によるタビングを含有する構造物、特にトンネルに関する。
本発明は実施例を参照して下記で更に説明される。
Sika AG(スイス)から入手することができるトンネルメンブレンシーカプラン(Sikaplan)(登録商標) WP 1100−21 HLを、スキージによってSika Automotive GmbH(ドイツ)から入手可能な非反応性のポリウレタン分散接着剤シーカサーム(SikaTherm)(登録商標)−4100(非反応性のポリウレタン分散接着剤)でコーティングした。シーカサーム(SikaTherm)(登録商標)−4100の塗布重量は250g/m2とした。シーカサーム(SikaTherm)(登録商標)−4100のクロスオーバー温度は、上記の方法によるDTMAにより約110℃と求められた。得られた膜をMathysのオーブンにて80℃で10分間加熱した。続いてコーティング膜を、スラブと膜との間に熱を供給することにより(ライスターヒートガン(電子)、500℃)、任意に前処理したガーデンスラブ(コンクリートベースの従来の歩行用舗装スラブ)上に塗布した。
第1のサンプルでは、更にガーデンスラブを、ローラーによってシーカサーム(SikaTherm)(登録商標)−4100(塗布重量250g/m2)でコーティングし、23℃で30分間フラッシュオフを行った。
第2のサンプルでは、ガーデンスラブを第1のサンプルの場合と同じようにコーティングしたが、70℃で10分間乾燥させた。
第3のサンプルについては、分散接着剤をクシメ鏝によってスラブ及び膜上に塗布した。続いてスラブ及び膜を70℃で30分間乾燥させた。
第4のサンプルは第1のサンプルと同じように作製したが、分散接着剤はガーデンスラブに塗布しなかった。
第5のサンプルは第2のサンプルと同じように作製した。但し、接着剤層の反対側の(facing away from)膜の側面上に熱を供給することにより結合を生じさせた。
1分間〜2分間各サンプルを冷却した後、大変満足のいく強度が手動試験にて観察された。
サンプル1〜サンプル3について、剥離強度及び引張接着強度(それぞれの場合で90度の引き剥がし角度)を求め、このための被検査物は初めに23℃で7日間保管した。
剥離強度はDIN EN 1372に基づき求めた。この規格に対して下記の変更を加えた:繊維セメントスラブの代わりにコンクリート製のガーデンスラブを使用した。サンプルはローラー剥離試験では確認せず、その代わりに膜を加熱により20cm×40cmの寸法のガーデンスラブの表面積全体に接着させた。続いてそれぞれの場合で、5cm×20cmの寸法の切片を、カーペットナイフを用いて幅と平行に切断した。切片を引張試験機の下の真ん中に置き、ガーデンスラブを付着させた。続いて、切片を90度の角度で引き剥がす力を求めた。表1に示される値は5つの個々の測定結果の平均値である。
引張接着強度をSIA 271に基づいて求めた。この規格に対して下記の変更を加えた:
基板として、20cm×40cmの寸法のコンクリート製のガーデンスラブを使用した。膜を加熱によりこのスラブ上に表面積全体に亘って接着させた。続いて、口径50mmの試験用スタンプを、瞬間接着剤を用いて膜上に付着させた。接着剤が硬化した後、試験値を100mm/分の引き剥がし速度にて求めた。
基板として、20cm×40cmの寸法のコンクリート製のガーデンスラブを使用した。膜を加熱によりこのスラブ上に表面積全体に亘って接着させた。続いて、口径50mmの試験用スタンプを、瞬間接着剤を用いて膜上に付着させた。接着剤が硬化した後、試験値を100mm/分の引き剥がし速度にて求めた。
これらの測定結果を下記表1に示す。

1 タビング
2 凸状に湾曲した外面
3 凹状に湾曲した内面
4 膜
5 分散接着剤層
6 熱可塑性密封層
7 長側面
8 端側面
10 フレームの形態で外側面の周囲に伸びる密封溝
11 密封体
12 密封塗膜
13 間隙
14 熱源
2 凸状に湾曲した外面
3 凹状に湾曲した内面
4 膜
5 分散接着剤層
6 熱可塑性密封層
7 長側面
8 端側面
10 フレームの形態で外側面の周囲に伸びる密封溝
11 密封体
12 密封塗膜
13 間隙
14 熱源
Claims (15)
- トンネル、特に交通用トンネル覆工用のコンクリート製のタビングを作製する方法であって、該タビング(1)は凸状に湾曲した外面(2)と、該外面(2)の反対側の凹状に湾曲した内面(3)とを備え、該方法は、
a)分散接着剤層(5)と熱可塑性密封層(6)とを備える膜(4)を前記外面(2)上に、更には該外面(2)と繋がっている前記タビングの外側面(7、8)の少なくとも1つ、特に全ての側面上に少なくとも部分的に配置する工程であって、該分散接着剤層(5)が該タビング(1)に面している、工程と、
b)熱を供給することにより、前記分散接着剤層(5)を部分的に溶融させる工程と、
c)前記分散接着剤層(5)を冷却することにより、前記膜(4)と前記タビング(1)との間に接着結合を形成する工程と、
を含む、方法。 - 前記膜を初めに、該膜が前記タビングの凸外面を超えて張り出す少なくとも1つの縁部を有するように、該外面に付着、好ましくは結合させ、続いて前記分散接着剤層を、任意に熱を供給することにより工程c)後の該膜の張り出した縁部の領域にて部分的に溶融させ、冷却することにより、該膜(4)と該タビングの外側面又は隣り合うタビングの膜との間に接着結合を形成することを特徴とする、請求項1に記載の方法。
- 前記タビングが前記外側面(7、8)の周囲に伸びる密封溝(10)を備え、該密封溝内に密封体(11)が配置されていることを特徴とする、請求項1又は2に記載の方法。
- 前記密封層(6)が、前記外面(2)と繋がっている前記タビングの外側面(7、8)の全ての側面上に部分的に、特に前記密封溝(10)まで配置されることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
- 前記熱可塑性密封層(6)がポリ塩化ビニル(PVC)を含有することを特徴とする、請求項1〜4のいずれか一項に記載の方法。
- 前記タビングが前記外面(2)と前記分散接着剤層(5)との間に密封塗膜(12)を備え、該密封塗膜がメタクリレート樹脂、ポリエステル樹脂、エポキシ樹脂、ポリウレタン、好ましくは分散接着剤の形態のポリウレタン、及びポリ尿素からなる群から選択されることを特徴とする、請求項1〜5のいずれか一項に記載の方法。
- 前記密封塗膜(12)が更に、全ての前記外側面(7、8)上に少なくとも部分的に配置されていることを特徴とする、請求項1〜6のいずれか一項に記載の方法。
- 前記分散接着剤層(5)における前記分散接着剤がポリウレタン分散接着剤、好ましくは水分散液であることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
- 前記分散接着剤層(5)が少なくとも1つ、好ましくは1つの不飽和C=C二重結合を有する少なくとも2つのモノマーのラジカル重合により得られるコポリマー、好ましくはエチレン/酢酸ビニルコポリマーを含むことを特徴とする、請求項1〜8のいずれか一項に記載の方法。
- 前記分散接着剤層(5)が、60℃〜120℃、特に70℃〜90℃の範囲の溶融温度の分散接着剤を含むことを特徴とする、請求項1〜9のいずれか一項に記載の方法。
- 前記分散接着剤層(5)の塗布重量が50g/m2〜1000g/m2、特に200g/m2〜400g/m2であることを特徴とする、請求項1〜10のいずれか一項に記載の方法。
- 工程b)において、熱を工程a)における前記膜(4)の配置の際に、特に前記配置の際に前記分散接着剤層(5)と前記タビング(1)との間に形成される間隙(13)へと供給することを特徴とする、請求項1〜11のいずれか一項に記載の方法。
- 工程b)において、熱供給を前記分散接着剤層(5)の反対側に位置する前記膜(4)上で行い、該熱は前記熱可塑性密封層(6)を介して該分散接着剤層(5)へと伝播し、好ましくは該膜(4)を、連続した表面/縁の結合が起こるように前記外面(2)の結合後における前記外側面上への少なくとも部分的な新たな熱供給により深絞りすることを特徴とする、請求項1〜11のいずれか一項に記載の方法。
- 工程b)において、熱供給を、前記分散接着剤層(5)が少なくとも20℃、好ましくは少なくとも30℃で該分散接着剤層(5)の融点未満の温度を超えないように行うことを特徴とする、請求項1〜13のいずれか一項に記載の方法。
- 請求項1〜14のいずれか一項に記載の方法により得られるタビングを含有する構造物、特にトンネル。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13158804 | 2013-03-12 | ||
| EP13158804.8 | 2013-03-12 | ||
| CH6082013 | 2013-03-13 | ||
| CH00608/13 | 2013-03-13 | ||
| PCT/EP2014/054320 WO2014139853A2 (de) | 2013-03-12 | 2014-03-06 | Verfahren zur herstellung eines tübbing mit thermoplastischer schottschicht |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016510094A true JP2016510094A (ja) | 2016-04-04 |
| JP2016510094A5 JP2016510094A5 (ja) | 2017-04-06 |
Family
ID=50231178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015562026A Withdrawn JP2016510094A (ja) | 2013-03-12 | 2014-03-06 | 熱可塑性密封層を備えるタビングを作製する方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160010456A1 (ja) |
| EP (1) | EP2971505A2 (ja) |
| JP (1) | JP2016510094A (ja) |
| CN (1) | CN105074130A (ja) |
| WO (1) | WO2014139853A2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3063672B1 (fr) * | 2017-03-13 | 2022-07-01 | Arkema France | Procede de fabrication de pieces en composite polymere thermoplastique, et objet obtenu par ledit procede |
| CN114508239B (zh) * | 2022-02-17 | 2023-06-16 | 深圳市欣光辉科技有限公司 | 全自动卷材压膜机 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60217280A (ja) * | 1984-04-11 | 1985-10-30 | Ube Ind Ltd | 接着工法 |
| JPH03212600A (ja) | 1990-01-17 | 1991-09-18 | Uchida Yoshikazu | 防食層を設けたセグメント |
| JP4511758B2 (ja) * | 2001-04-02 | 2010-07-28 | 株式会社クラレ | 土木用遮水シート |
| WO2007142200A1 (ja) * | 2006-06-07 | 2007-12-13 | Kuraray Co., Ltd. | トンネル用防水シート |
| DE102006031832A1 (de) * | 2006-07-07 | 2008-01-17 | Bilfinger Berger Ag | Bauteil und ein Verfahren zur Herstellung eines Bauteils |
| DE102006044226A1 (de) * | 2006-09-15 | 2008-03-27 | Hildener Filz Produktion Gmbh & Co. Kg | Abdichtungsbahn |
| CN201818813U (zh) * | 2010-10-20 | 2011-05-04 | 苏州德兰能源科技有限公司 | 一种截止阀 |
| EP2466030A1 (de) * | 2010-12-17 | 2012-06-20 | Sika Technology AG | Verwendung nicht-reaktiven Heissschmelzklebstoff-beschichteter Polyolefin- Abdichtungsfolien zum Abdichten |
| EP2466031A1 (de) * | 2010-12-17 | 2012-06-20 | Sika Technology AG | Verwendung von Dispersionsklebstoff-beschichteten Polyvinylchlorid-Abdichtungsfolien zum Abdichten |
-
2014
- 2014-03-06 EP EP14708043.6A patent/EP2971505A2/de not_active Withdrawn
- 2014-03-06 WO PCT/EP2014/054320 patent/WO2014139853A2/de not_active Ceased
- 2014-03-06 JP JP2015562026A patent/JP2016510094A/ja not_active Withdrawn
- 2014-03-06 CN CN201480013886.1A patent/CN105074130A/zh active Pending
- 2014-03-06 US US14/772,625 patent/US20160010456A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN105074130A (zh) | 2015-11-18 |
| WO2014139853A3 (de) | 2015-04-09 |
| US20160010456A1 (en) | 2016-01-14 |
| EP2971505A2 (de) | 2016-01-20 |
| WO2014139853A2 (de) | 2014-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8778131B2 (en) | Use of dispersion adhesive-coated polyvinyl chloride sealing films for producing a seal | |
| JP6215914B2 (ja) | 高い接着性を有する封止体 | |
| KR101976185B1 (ko) | 자착형 부틸고무계 컴파운드 조성물을 이용한 방수·방근 시트, 방수 테이프 및 그 제조방법 | |
| US20110183100A1 (en) | Solvent-free adhesive for waterproof sheet, waterproof sheet and manufacturing method of waterproof sheet using the solvent-free adhesive and construction method using the waterproof sheet | |
| CN101675197B (zh) | 氟化聚合物体系 | |
| CN102472024B (zh) | 具有增强的粘结特性的路面结构 | |
| KR101859999B1 (ko) | 박막 방수층이 포함된 방수시트의 제조방법 | |
| KR20190043897A (ko) | 박리 방지형 방수시트 및 이의 제조방법, 그리고 이를 사용한 방수 시공 방법 | |
| KR100952689B1 (ko) | 점접착제를 이용한 방수시트 및 방수시트의 제조 방법 그리고 그것을 이용한 방수 시공방법 | |
| CN103249900A (zh) | 涂覆有非反应性的热熔粘合剂的聚烯烃密封膜片用于密封的用途 | |
| KR101021419B1 (ko) | 방수시트용 점착성 방수재 조성물 및 이를 이용한 방수시트성형 방법및 방수 시공 방법 | |
| KR100781992B1 (ko) | 자착식 방수시트 | |
| JP2016510094A (ja) | 熱可塑性密封層を備えるタビングを作製する方法 | |
| JP3553693B2 (ja) | 遮水シート工法 | |
| KR101120785B1 (ko) | 속건형 접착조성물과 그 제조방법, 속건형 접착조성물을 이용한 속건형 복합방수 시공방법 | |
| KR102431119B1 (ko) | 방수용 복합 시트 및 이의 시공 방법 | |
| KR101300406B1 (ko) | 연질 고무아스팔트계 도막재를 이용한 선택형 비노출 복합방수구조 | |
| CN114150712A (zh) | 一种预铺反粘防水结构及施工方法 | |
| JP2004293070A (ja) | 複合防水工法 | |
| KR102696617B1 (ko) | 우레탄 아스팔트 일체형 복합 방수 시공방법 | |
| CN214522431U (zh) | 一种双胎基沥青防水卷材 | |
| CN104884214A (zh) | 制造具有热塑性阻隔层的丘宾筒片的方法 | |
| KR102153936B1 (ko) | 점착성 아크릴레이트 방수시트 및 이를 이용한 방수공법 | |
| KR101413524B1 (ko) | 아스팔트 우레탄 방수 도막재와 혼합합성수지 보호시트를 포함하는 이중복합 노출 방수시트 및 이의 시공방법 | |
| KR101433129B1 (ko) | 아스팔트 우레탄 방수 도막재와 혼합수지 보호시트를 포함하는 이중복합 노출 방수시트 및 이의 시공방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170303 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20170828 |