JP2017164801A - 機械学習装置、レーザ加工システムおよび機械学習方法 - Google Patents
機械学習装置、レーザ加工システムおよび機械学習方法 Download PDFInfo
- Publication number
- JP2017164801A JP2017164801A JP2016054190A JP2016054190A JP2017164801A JP 2017164801 A JP2017164801 A JP 2017164801A JP 2016054190 A JP2016054190 A JP 2016054190A JP 2016054190 A JP2016054190 A JP 2016054190A JP 2017164801 A JP2017164801 A JP 2017164801A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- processing
- laser processing
- result
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/0265—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric the criterion being a learning criterion
- G05B13/027—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric the criterion being a learning criterion using neural networks only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/707—Auxiliary equipment for monitoring laser beam transmission optics
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/004—Artificial life, i.e. computing arrangements simulating life
- G06N3/006—Artificial life, i.e. computing arrangements simulating life based on simulated virtual individual or collective life forms, e.g. social simulations or particle swarm optimisation [PSO]
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/08—Learning methods
- G06N3/084—Backpropagation, e.g. using gradient descent
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45041—Laser cutting
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Artificial Intelligence (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Theoretical Computer Science (AREA)
- Evolutionary Computation (AREA)
- Software Systems (AREA)
- General Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Mathematical Physics (AREA)
- Data Mining & Analysis (AREA)
- Computing Systems (AREA)
- General Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- General Health & Medical Sciences (AREA)
- Computational Linguistics (AREA)
- Biophysics (AREA)
- Biomedical Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Automation & Control Theory (AREA)
- Laser Beam Processing (AREA)
- Numerical Control (AREA)
Abstract
Description
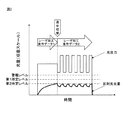
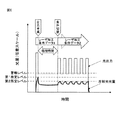
2番目の発明によれば、1番目の発明において、前記学習部は、或るレーザ加工条件データに基づいて前記被加工物を加工中に、前記反射光検出部で検出された反射光の光量が、前記加工ヘッド、前記レーザ装置、前記加工ヘッドと前記レーザ装置間のレーザ光伝搬用光学部品の内、少なくともいずれか一つが前記反射光により損傷を受ける警報レベルより低く設定された第1所定レベルより更に低く設定された第2所定レベルを越えると、前記学習部は、学習された前記レーザ加工条件データを参照して、前記反射光検出部で検出される前記反射光の光量が前記第2所定レベルを越えることなしに、前記或るレーザ加工条件データによる加工結果に近い加工結果が得られると予測されるレーザ加工条件データを出力する。
3番目の発明によれば、1番目または2番目の発明において、前記状態量観測部が観測する状態量には、前記レーザ装置のための光出力指令と前記レーザ装置から実際に出射される光出力との関係を示す前記レーザ装置の光出力特性、前記レーザ装置から出射される光出力、前記レーザ装置からの光出力に対する前記加工ヘッドから出射される光出力の比率、前記レーザ発振器に熱的に接続している部分の温度、前記レーザ装置内のレーザ発振に伴って温度が変化する部品を含む各部の温度、前記加工ヘッドの温度、レーザ光を前記レーザ装置から前記加工ヘッドに伝搬する光学系の温度、前記駆動装置の温度、前記加工ヘッドや前記駆動装置を支持している構造部品の温度、前記レーザ発振に伴って温度が上昇する部品を冷却するための流体の種類、温度および流量、前記レーザ装置内の空気の温度および湿度、前記レーザ装置周辺の環境温度および湿度、前記駆動装置の駆動用電動機の実電流、前記駆動装置の位置検出部からの出力、ならびに前記被加工物の厚さを含むサイズ、材質、比熱、密度、熱伝導率、温度および表面状態の内の少なくとも一つ以上が含まれている。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記意志決定部が出力するレーザ加工条件データには、各前記レーザ装置から出射するレーザ光の光出力、光出力波形、ビームモード、レーザ波長、レーザ光を出射する光学系の焦点距離、F値、透過率、前記被加工物に出射されるレーザ光の焦点と前記被加工物の加工面との時間変化を含む相対的位置関係、前記被加工物に出射されるレーザ光の前記被加工物の加工面におけるスポットサイズ、パワー密度、パワー密度分布、前記加工ヘッドと前記被加工物との時間変化を含む相対的位置関係、レーザ光の光軸と前記被加工物の加工面との成す角度、加工速度、アシストガスの種類と流量あるいは供給圧力の内の少なくとも一つ以上が含まれている。
5番目の発明によれば、2番目の発明において、前記学習部は、レーザ加工の内容に応じて異なるレーザ加工条件データを学習する学習モデルを備え、前記動作結果取得部が取得した加工速度あるいは所定の加工に要する時間を含むレーザ加工結果とそれぞれのレーザ加工の内容毎に設定されている加工速度あるいは所定の加工に要する時間を含む略理想的な加工結果あるいは目標とする加工結果との間の誤差を計算する誤差計算部と、前記誤差に応じて前記学習モデルを更新する学習モデル更新部とを備える。
6番目の発明によれば、5番目の発明において、前記学習部は、前記或るレーザ加工条件データに基づいて前記被加工物を加工中に、前記反射光検出部で検出された反射光光量が、前記第2所定レベルを越えると、前記誤差計算部は、前記レーザ加工条件データの加工結果に所定の誤差が生じたとする計算結果を出力し、該計算結果に応じて前記学習モデルを更新する。
7番目の発明によれば、2番目の発明において、前記学習部は、レーザ加工の内容に応じて異なっていてレーザ加工条件データの価値を定める価値関数を有し、前記学習部は、さらに、前記動作結果取得部が取得した加工速度あるいは所定の加工に要する時間を含むレーザ加工結果とそれぞれのレーザ加工の内容毎に設定されている加工速度あるいは所定の加工に要する時間を含む略理想的な加工結果あるいは目標とする加工結果との間の差異が小さい場合にはその差異に応じてプラスの報酬を与え、前記差異が大きい場合にその差異に応じてマイナスの報酬を与える報酬計算部と、前記報酬に応じて前記価値関数を更新する価値関数更新部を備える。
8番目の発明によれば、7番目の発明において、前記学習部は、或るレーザ加工条件で前記被加工物を加工中に、前記反射光検出部で検出された反射光光量が、前記第2所定レベルを越えると、前記報酬計算部は、所定のマイナス報酬を与え、前記所定のマイナス報酬に応じて前記価値関数を更新する。
9番目の発明によれば、1番目から8番目のいずれかの機械学習装置を備えたレーザ加工システムであって、前記レーザ装置と、前記加工ヘッドと、前記出力光検出部と、前記反射光検出部と、前記加工結果観測部と、前記駆動装置とをそれぞれ少なくとも一つ以上備えると共に、前記レーザ装置と、前記加工ヘッドと、前記出力光検出部と、前記反射光検出部と、前記加工結果観測部と、前記駆動装置とを制御する制御装置を少なくとも一つ以上備えることを特徴とするレーザ加工システムが提供される。
10番目の発明によれば、9番目の発明において、前記反射光検出部が検出した反射光の光量が前記第1所定レベルを越えた場合は、前記制御装置が、前記機械学習装置からの次のレーザ加工条件データが出力するのを待たずに、前記レーザ装置からの光出力を遮断あるいは所定の割合まで減じる。
11番目の発明によれば、9番目または10番目の発明において、前記レーザ装置あるいは前記制御装置に、前記制御装置からの光出力指令と前記レーザ装置から実際に出射される光出力との間の関係を示す前記レーザ装置の光出力特性を記憶しており、所定のスケジュールに沿って、前記光出力特性を測定し、測定した結果で前記レーザ装置の前記光出力特性を更新する。
12番目の発明によれば、9番目から11番目のいずれかの発明において、前記加工結果観測部の少なくとも一つが、デジタル二次元撮像装置、CCD測定顕微鏡、接触式表面粗さ・形状測定装置、白色干渉計、レーザ顕微鏡、非接触三次元測定装置のいずれか一つであり、レーザによる切断面の平滑度あるいは面粗度、切断部近傍表裏面の数珠状付着物の単位切断長さ当たりの体積、裏面の単位面積当たりのスパッタ付着量、切断面の酸化物色濃度、切断寸法・形状精度、切断面の垂直度の観測結果データの内、少なくとも一つ以上のデータが、前記レーザ加工条件データの結果として、前記加工結果観測部から前記動作結果取得部に出力される。
13番目の発明によれば、9番目から11番目のいずれかの発明において、前記加工結果観測部の少なくとも一つが、デジタル二次元撮像装置、 CCD測定顕微鏡、レーザ顕微鏡、光源と赤外線カメラから構成される光励起非破壊検査装置、超音波探傷試験装置、誘導加熱式非破壊検査装置、放射線透過撮像装置、アコースティックエミッション試験装置のいずれか一つであり、レーザによる溶接部のクラック、ブローホール、ピンホール、溶け込み不良、融合不良、アンダーカット・オーバーラップ、ハンピングの観測結果データの内、少なくとも一つ以上のデータが、前記レーザ加工条件データの結果として、前記加工結果観測部から前記動作結果取得部に出力される。
14番目の発明によれば、9番目から13番目のいずれかの発明において、前記レーザ加工システムが、複数存在し、前記レーザ加工システム毎にそれぞれ設けられた複数の前記機械学習装置が、通信媒体を介して相互にデータを共有または交換するようになっている。
15番目の発明によれば、14番目の発明において、前記機械学習装置を、通信媒体を介して複数の前記レーザ加工システムで共有する。
16番目の発明によれば、レーザ加工システムの制御装置に出力するレーザ加工条件データを学習する機械学習方法であって、少なくとも一つ以上のレーザ装置からの出力データと、少なくとも一つ以上の加工ヘッドからの出力データと、加工ヘッドと被加工物の相対的位置関係を変えるための少なくとも一つ以上の駆動装置からの出力データとを含むレーザ加工システムの状態量を観測し、レーザ装置に戻ってくる反射光を検出する少なくとも一つ以上の反射光検出部からの出力データと、レーザ加工の途中およびレーザ加工後のうちの少なくとも一方における前記被加工物の加工状態および加工結果のうちの少なくとも一方を観測する少なくとも一つ以上の加工結果観測部からの出力データとをレーザ加工条件データの結果として受取り、前記レーザ加工条件データを前記レーザ加工システムの前記状態量および前記レーザ加工条件データの結果に関連付けて学習することを特徴とする機械学習方法が提供される。
2番目の発明においては、反射光のレベルが警報レベルに達する前に、学習部の学習結果を参照して、現在のレーザ加工条件を、反射光が減少し且つ略同等の加工結果が得られると予測されるレーザ加工条件に切替えている。このため、レーザ装置や加工ヘッド等の損傷を回避しながら、加工を継続することができる。
3番目の発明においては、レーザ加工システムの状態を表す多くの状態量を観測することでレーザ加工システムの状態の差によって生じうる加工結果の差を看過することなく学習できる。また、レーザ加工中に発熱等によってレーザ加工システムの状態が変化した場合であっても、その変化も取り入れて略最適なレーザ加工条件データを出力することができる。このため、加工精度や加工品質の低下を防ぐことができる。
4番目の発明においては、多くの加工条件パラメータを制御することによって、略理想的な加工結果あるいは目標とする加工結果に近い加工結果を得ることができる。略理想的な加工結果あるいは目標とする加工結果に近い加工結果を得るために、レーザ加工条件データに、波長やビームモードの異なる複数のレーザ装置や加工ヘッドの中から最適なレーザ装置や加工ヘッドを選択する指令を含めてもよい。
5番目の発明においては、機械学習の結果、レーザ加工の内容に関わらず、それぞれのレーザ加工の内容で、加工速度を含めてほぼ最適なレーザ加工条件データを出力できるようになる。レーザ加工の内容は切断、溶接、マーキング、表面改質、光造形等でありうる。
6番目の発明においては、学習部が、反射光光量が第2所定レベルを越えないレーザ加工条件データを後述する教師あり学習で学習できる。
7番目の発明においては、教師あり学習を用いて充分事前学習した後で、強化学習を行う。強化学習は未知の学習領域を開拓しうるという特徴があるので、従来全く知られていなかった条件領域に目的とするレーザ加工に適したレーザ加工条件がさらに見出される可能性がある。なお、レーザ加工の内容は切断、溶接、マーキング、表面改質、光造形などでありうる。
8番目の発明においては、学習部は、反射光の光量が第2所定レベルを越えないレーザ加工条件データを後述する強化学習で学習できる。
9番目の発明においては、機械学習装置を備えたレーザ加工システムにより、レーザ装置や加工ヘッドやレーザ光学系等の損傷を回避しながら、最適なレーザ加工条件でレーザ加工を行うことができるようになる。
10番目の発明においては、反射光の光量が警報レベルに近い第1所定レベルを越えると、その時のレーザ加工条件データに代わる次のレーザ加工条件データが機械学習装置から出力される前に、光出力を直ちに遮断するか所定の割合で減じるようにする。これにより、レーザ装置等の損傷が回避できる。
11番目の発明においては、光出力特性を更新し、その結果をレーザ加工システムの状態量の一部として状態量観測部に取り込むようにする。従って、仮にレーザ装置の劣化等により光出力特性が変化したとしても、光出力指令に対して指令通りの光出力を出力できるようになる。
12番目の発明においては、レーザ加工条件データの結果として、切断面の加工精度や加工品質等の評価結果が、人間を介さずに取得でき、機械学習装置が、人間を介さずにレーザ加工条件データを学習できる。
13番目の発明においては、レーザ加工条件データの結果として、溶接部の加工精度や加工品質等の評価結果が人間を介さずに取得でき、機械学習装置が、人間を介さずにレーザ加工条件データを学習できる。
14番目の発明においては、各レーザ加工システムが取得した学習結果を含むデータを共有することによって、より短時間により精度の高い学習効果が得られる。従って、複数のレーザ加工システムが、より適切なレーザ加工条件データを出力できるようになる。
15番目の発明においては、学習効果を共有できるだけでなく、データを集中管理すると共に、大規模な高性能プロセッサを利用して学習することが可能になり、学習速度、学習の精度が向上し、より適切なレーザ加工条件データが出力できる。また、出力するレーザ加工条件データの決定に要する時間も短縮できる。また、機械学習装置はクラウドサーバ上に存在しても良い。
16番目の発明においては、レーザ加工条件データを、レーザ光の出射によってレーザ加工中に変化するレーザ加工システムの状態量も含めたレーザ加工システムの状態量と加工結果観測部から出力される加工結果に関連付けて機械学習する。このため、人間の介在無しに、あるいは最小限の人間の介在だけで、レーザ加工システムの状態に関わらず、常に略最適なレーザ加工条件で加工を行うことが可能になり、安定的に高品質な加工結果を得ることができるようになる。

・レーザ装置2の機械学習部13は、レーザ装置2の状態を含む環境の状態を観測し、行動(レーザ加工条件データの出力)を決定する。
・環境は、何らかの規則に従って変化し、更に、行動が、環境に変化を与えることもある。
・行動する度に、報酬信号が帰ってくる。
・最大化したいのは、将来にわたっての報酬の合計である。
・行動が引き起こす結果を全く知らない、または、不完全にしか知らない状態から学習を開始する。
Q学習は、或る環境状態sの下で、行動aを選択する価値Q(s,a)を学習する方法であって、ある状態sのとき、価値Q(s,a)の最も高い行動aを最適な行動として選択すれば良い。しかし、最初は、状態sと行動aとの組合せについて、価値Q(s,a)の正しい値は分かっていないので、エージェント(行動主体)は、ある状態sの下で様々な行動aを選択し、その時の行動aに対して、報酬が与えられる。それにより、エージェントは、より良い行動の選択、すなわち、正しい価値Q(s,a)を学習していく。
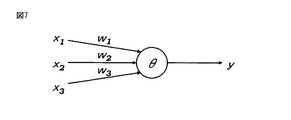
上記のように、教師あり学習の学習アルゴリズムや、強化学習での価値関数の近似アルゴリズムとして、ニューラルネットワークを用いることができるので、機械学習装置10は、ニューラルネットワークを有することが好ましい。
以上、教師あり学習と強化学習の学習方法について簡単に述べたが、本発明に適用される機械学習方法は、これらの手法に限定されず、機械学習装置10で用いることが出来る手法である「教師あり学習」、「教師なし学習」、「半教師あり学習」および「強化学習」等といった様々な手法が適用可能である。
2 レーザ装置
3 加工ヘッド
4 出力光検出部
5 反射光検出部
6 加工結果観測部
7 被加工物
8 駆動装置
9 制御装置
10 機械学習装置
11 状態量観測部
12 動作結果取得部
13 学習部
14 意志決定部
15 誤差計算部
16 学習モデル更新部
17 結果(ラベル)付きデータ記録部
18 前処理部
19 レーザ光
20 報酬計算部
21 価値関数更新部
Claims (16)
- 少なくとも一つのレーザ発振器を備えた少なくとも一つのレーザ装置(2)と、
前記レーザ装置からのレーザ光を被加工物(7)に出射する少なくとも一つ以上の加工ヘッド(3)と、
該加工ヘッドから出射されるレーザ光の光量を検出する少なくとも一つ以上の出力光検出部(4)と、
前記加工ヘッドから出射されて前記被加工物の表面あるいは表面近傍で反射して前記加工ヘッド内の光学系を経由して前記レーザ装置に向かって戻ってくる反射光を検出する少なくとも一つ以上の反射光検出部(5)と、
レーザ加工の途中およびレーザ加工後のうちの少なくとも一方における前記被加工物の加工状態および加工結果のうちの少なくとも一方を観測する少なくとも一つ以上の加工結果観測部(6)と、
前記加工ヘッドと前記被加工物の相対的位置関係を変更する少なくとも一つ以上の駆動装置(8)と、を備えたレーザ加工システム(1)のレーザ加工条件データを学習する機械学習装置(10)であって、該機械学習装置は、
前記レーザ加工システムの状態量を観測する状態量観測部(11)と、
前記レーザ加工システムによる加工結果を取得する動作結果取得部(12)と、
前記状態量観測部からの出力および前記動作結果取得部からの出力を受け取り、前記レーザ加工条件データを、前記レーザ加工システムの前記状態量および前記加工結果に関連付けて学習する学習部(13)と、
前記学習部が学習した前記レーザ加工条件データを参照して、レーザ加工条件データを出力する意思決定部(14)と、を備える、ことを特徴とする機械学習装置。 - 前記学習部は、或るレーザ加工条件データに基づいて前記被加工物を加工中に、前記反射光検出部で検出された反射光の光量が、前記加工ヘッド、前記レーザ装置、前記加工ヘッドと前記レーザ装置間のレーザ光伝搬用光学部品の内、少なくともいずれか一つが前記反射光により損傷を受ける警報レベルより低く設定された第1所定レベルより更に低く設定された第2所定レベルを越えると、
前記学習部は、学習された前記レーザ加工条件データを参照して、前記反射光検出部で検出される前記反射光の光量が前記第2所定レベルを越えることなしに、前記或るレーザ加工条件データによる加工結果に近い加工結果が得られると予測されるレーザ加工条件データを出力することを特徴とする請求項1に記載の機械学習装置。 - 前記状態量観測部が観測する状態量には、前記レーザ装置のための光出力指令と前記レーザ装置から実際に出射される光出力との関係を示す前記レーザ装置の光出力特性、前記レーザ装置から出射される光出力、前記レーザ装置からの光出力に対する前記加工ヘッドから出射される光出力の比率、前記レーザ発振器に熱的に接続している部分の温度、前記レーザ装置内のレーザ発振に伴って温度が変化する部品を含む各部の温度、前記加工ヘッドの温度、レーザ光を前記レーザ装置から前記加工ヘッドに伝搬する光学系の温度、前記駆動装置の温度、前記加工ヘッドや前記駆動装置を支持している構造部品の温度、前記レーザ発振に伴って温度が上昇する部品を冷却するための流体の種類、温度および流量、前記レーザ装置内の空気の温度および湿度、前記レーザ装置周辺の環境温度および湿度、前記駆動装置の駆動用電動機の実電流、前記駆動装置の位置検出部からの出力、ならびに前記被加工物の厚さを含むサイズ、材質、比熱、密度、熱伝導率、温度および表面状態の内の少なくとも一つ以上が含まれていることを特徴とする請求項1または2に記載の機械学習装置。
- 前記意志決定部が出力するレーザ加工条件データには、各前記レーザ装置から出射するレーザ光の光出力、光出力波形、ビームモード、レーザ波長、レーザ光を出射する光学系の焦点距離、F値、透過率、前記被加工物に出射されるレーザ光の焦点と前記被加工物の加工面との時間変化を含む相対的位置関係、前記被加工物に出射されるレーザ光の前記被加工物の加工面におけるスポットサイズ、パワー密度、パワー密度分布、前記加工ヘッドと前記被加工物との時間変化を含む相対的位置関係、レーザ光の光軸と前記被加工物の加工面との成す角度、加工速度、アシストガスの種類と流量あるいは供給圧力の内の少なくとも一つ以上が含まれていることを特徴とする請求項1から3のいずれか1項に記載の機械学習装置。
- 前記学習部は、レーザ加工の内容に応じて異なるレーザ加工条件データを学習する学習モデルを備え、
前記動作結果取得部が取得した加工速度あるいは所定の加工に要する時間を含むレーザ加工結果とそれぞれのレーザ加工の内容毎に設定されている加工速度あるいは所定の加工に要する時間を含む略理想的な加工結果あるいは目標とする加工結果との間の誤差を計算する誤差計算部(15)と、
前記誤差に応じて前記学習モデルを更新する学習モデル更新部(16)とを備えることを特徴とする請求項2に記載の機械学習装置。 - 前記学習部は、前記或るレーザ加工条件データに基づいて前記被加工物を加工中に、前記反射光検出部で検出された反射光光量が、前記第2所定レベルを越えると、前記誤差計算部は、前記レーザ加工条件データの加工結果に所定の誤差が生じたとする計算結果を出力し、該計算結果に応じて前記学習モデルを更新することを特徴とする請求項5に記載の機械学習装置。
- 前記学習部は、レーザ加工の内容に応じて異なっていてレーザ加工条件データの価値を定める価値関数を有し、
前記学習部は、さらに、前記動作結果取得部が取得した加工速度あるいは所定の加工に要する時間を含むレーザ加工結果とそれぞれのレーザ加工の内容毎に設定されている加工速度あるいは所定の加工に要する時間を含む略理想的な加工結果あるいは目標とする加工結果との間の差異が小さい場合にはその差異に応じてプラスの報酬を与え、前記差異が大きい場合にその差異に応じてマイナスの報酬を与える報酬計算部(20)と、
前記報酬に応じて前記価値関数を更新する価値関数更新部(21)を備えることを特徴とする請求項2に記載の機械学習装置。 - 前記学習部は、或るレーザ加工条件で前記被加工物を加工中に、前記反射光検出部で検出された反射光光量が、前記第2所定レベルを越えると、前記報酬計算部は、所定のマイナス報酬を与え、前記所定のマイナス報酬に応じて前記価値関数を更新することを特徴とする請求項7に記載の機械学習装置。
- 請求項1から8のいずれか1項に記載の機械学習装置を備えたレーザ加工システム(1)であって、
前記レーザ装置と、前記加工ヘッドと、前記出力光検出部と、前記反射光検出部と、前記加工結果観測部と、前記駆動装置とをそれぞれ少なくとも一つ以上備えると共に、
前記レーザ装置と、前記加工ヘッドと、前記出力光検出部と、前記反射光検出部と、前記加工結果観測部と、前記駆動装置とを制御する制御装置を少なくとも一つ以上備えることを特徴とするレーザ加工システム。 - 前記反射光検出部が検出した反射光の光量が前記第1所定レベルを越えた場合は、前記制御装置が、前記機械学習装置からの次のレーザ加工条件データが出力するのを待たずに、前記レーザ装置からの光出力を遮断あるいは所定の割合まで減じることを特徴とする請求項9に記載のレーザ加工システム。
- 前記レーザ装置あるいは前記制御装置に、前記制御装置からの光出力指令と前記レーザ装置から実際に出射される光出力との間の関係を示す前記レーザ装置の光出力特性を記憶しており、
所定のスケジュールに沿って、前記光出力特性を測定し、測定した結果で前記レーザ装置の前記光出力特性を更新することを特徴とする請求項9または請求項10に記載のレーザ加工システム。 - 前記加工結果観測部の少なくとも一つが、デジタル二次元撮像装置、CCD測定顕微鏡、接触式表面粗さ・形状測定装置、白色干渉計、レーザ顕微鏡、非接触三次元測定装置のいずれか一つであり、
レーザによる切断面の平滑度あるいは面粗度、切断部近傍表裏面の数珠状付着物の単位切断長さ当たりの体積、裏面の単位面積当たりのスパッタ付着量、切断面の酸化物色濃度、切断寸法・形状精度、切断面の垂直度の観測結果データの内、少なくとも一つ以上のデータが、前記レーザ加工条件データの結果として、前記加工結果観測部から前記動作結果取得部に出力されることを特徴とする請求項9から11のいずれか1項に記載のレーザ加工システム。 - 前記加工結果観測部の少なくとも一つが、デジタル二次元撮像装置、 CCD測定顕微鏡、レーザ顕微鏡、光源と赤外線カメラから構成される光励起非破壊検査装置、超音波探傷試験装置、誘導加熱式非破壊検査装置、放射線透過撮像装置、アコースティックエミッション試験装置のいずれか一つであり、
レーザによる溶接部のクラック、ブローホール、ピンホール、溶け込み不良、融合不良、アンダーカット・オーバーラップ、ハンピングの観測結果データの内、少なくとも一つ以上のデータが、前記レーザ加工条件データの結果として、前記加工結果観測部から前記動作結果取得部に出力されることを特徴とする請求項9から11のいずれか1項に記載のレーザ加工システム。 - 前記レーザ加工システムが、複数存在し、前記レーザ加工システム毎にそれぞれ設けられた複数の前記機械学習装置が、通信媒体を介して相互にデータを共有または交換するようになっていることを特徴とする請求項9から13のいずれか1項に記載のレーザ加工システム。
- 前記機械学習装置を、通信媒体を介して複数の前記レーザ加工システムで共有することを特徴とする請求項14に記載のレーザ加工システム。
- レーザ加工システム(1)の制御装置に出力するレーザ加工条件データを学習する機械学習方法であって、
少なくとも一つ以上のレーザ装置(2)からの出力データと、少なくとも一つ以上の加工ヘッド(3)からの出力データと、加工ヘッドと被加工物(7)の相対的位置関係を変えるための少なくとも一つ以上の駆動装置(8)からの出力データとを含むレーザ加工システムの状態量を観測し、
レーザ装置に戻ってくる反射光を検出する少なくとも一つ以上の反射光検出部(5)からの出力データと、レーザ加工の途中およびレーザ加工後のうちの少なくとも一方における前記被加工物の加工状態および加工結果のうちの少なくとも一方を観測する少なくとも一つ以上の加工結果観測部(6)からの出力データとをレーザ加工条件データの結果として受取り、
前記レーザ加工条件データを前記レーザ加工システムの前記状態量および前記レーザ加工条件データの結果に関連付けて学習することを特徴とする機械学習方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016054190A JP6625914B2 (ja) | 2016-03-17 | 2016-03-17 | 機械学習装置、レーザ加工システムおよび機械学習方法 |
| DE102017105224.0A DE102017105224B4 (de) | 2016-03-17 | 2017-03-13 | Vorrichtung zum maschinellen lernen, laserbearbeitungssystem und maschinelles lernverfahren |
| US15/460,850 US10664767B2 (en) | 2016-03-17 | 2017-03-16 | Machine learning apparatus, laser machining system and machine learning method |
| CN201710161174.XA CN107199397B (zh) | 2016-03-17 | 2017-03-17 | 机器学习装置、激光加工系统以及机器学习方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016054190A JP6625914B2 (ja) | 2016-03-17 | 2016-03-17 | 機械学習装置、レーザ加工システムおよび機械学習方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017164801A true JP2017164801A (ja) | 2017-09-21 |
| JP6625914B2 JP6625914B2 (ja) | 2019-12-25 |
Family
ID=59752046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016054190A Active JP6625914B2 (ja) | 2016-03-17 | 2016-03-17 | 機械学習装置、レーザ加工システムおよび機械学習方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10664767B2 (ja) |
| JP (1) | JP6625914B2 (ja) |
| CN (1) | CN107199397B (ja) |
| DE (1) | DE102017105224B4 (ja) |
Cited By (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110032164A (zh) * | 2018-01-09 | 2019-07-19 | 发那科株式会社 | 光纤激光装置以及机器学习装置 |
| JP2019141869A (ja) * | 2018-02-19 | 2019-08-29 | ファナック株式会社 | 制御装置及び機械学習装置 |
| JP2019141902A (ja) * | 2018-02-23 | 2019-08-29 | 国立大学法人 東京大学 | レーザ加工システム |
| JP2019145042A (ja) * | 2018-02-23 | 2019-08-29 | 株式会社安川電機 | 製品品質管理システム及び製品品質管理方法 |
| DE102019106939A1 (de) | 2018-03-26 | 2019-09-26 | Fanuc Corporation | Bearbeitungszustandsanpassungsvorrichtung und maschinenlernvorrichtung |
| JP2019197326A (ja) * | 2018-05-08 | 2019-11-14 | 三菱電機株式会社 | 加工制御装置、加工制御方法及びプログラム |
| JP2019198876A (ja) * | 2018-05-15 | 2019-11-21 | ファナック株式会社 | 加工条件調整装置及び機械学習装置 |
| JP2020013464A (ja) * | 2018-07-20 | 2020-01-23 | 中日本炉工業株式会社 | 処理装置の稼働管理システム |
| JP2020015944A (ja) * | 2018-07-25 | 2020-01-30 | 株式会社ジェイテクト | 付加製造用学習モデル生成装置、付加製造による造形物の製造条件決定装置および付加製造による造形物の状態推定装置 |
| WO2020031948A1 (ja) | 2018-08-06 | 2020-02-13 | 国立大学法人東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| WO2020066440A1 (ja) * | 2018-09-26 | 2020-04-02 | 日本電産マシナリー株式会社 | 液体塗布装置 |
| CN111069773A (zh) * | 2019-12-07 | 2020-04-28 | 武汉高思易数控有限公司 | 一种光功率自动调节方法及其系统 |
| DE102019129132A1 (de) | 2018-10-31 | 2020-04-30 | Jtekt Corporation | Lernmodellerzeugungsvorrichtung zur Unterstützung eines Maschinenwerkzeugs, Unterstützungsvorrichtung für ein Maschinenwerkzeug und Maschinenwerkzeugsystem |
| JP2020069492A (ja) * | 2018-10-30 | 2020-05-07 | ファナック株式会社 | 加工条件設定装置及び三次元レーザ加工システム |
| JP2020086784A (ja) * | 2018-11-21 | 2020-06-04 | 株式会社日立製作所 | 製造条件特定システムおよび方法 |
| WO2020158201A1 (ja) * | 2019-01-31 | 2020-08-06 | 三菱電機株式会社 | 加工条件解析装置、レーザ加工装置、レーザ加工システムおよび加工条件解析方法 |
| JP2020127968A (ja) * | 2019-02-07 | 2020-08-27 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
| JP2020131282A (ja) * | 2019-02-26 | 2020-08-31 | ファナック株式会社 | 機械学習装置、レーザ加工装置及びレーザ加工システム |
| JP2020151725A (ja) * | 2019-03-18 | 2020-09-24 | ファナック株式会社 | 機械学習装置、制御装置、レーザ加工機、及び機械学習方法 |
| JP2020175425A (ja) * | 2019-04-19 | 2020-10-29 | ファナック株式会社 | レーザ加工機の焦点位置ずれを学習する機械学習装置及び機械学習方法、並びに焦点位置ずれを補正するレーザ加工システム |
| JP2020179433A (ja) * | 2019-04-23 | 2020-11-05 | ファナック株式会社 | 機械学習装置、予測装置、及び制御装置 |
| JP2020189305A (ja) * | 2019-05-20 | 2020-11-26 | パナソニックIpマネジメント株式会社 | レーザ加工システム、学習装置および学習装置の学習方法 |
| KR102194695B1 (ko) * | 2019-12-31 | 2020-12-24 | 한국과학기술원 | 3d 프린팅 공정 중 형성되는 적층부의 높이를 추정하는 방법 및 장치, 이를 구비한 3d 프린팅 시스템 |
| KR102194694B1 (ko) * | 2019-12-31 | 2020-12-24 | 한국과학기술원 | 3d 프린팅 공정의 열 화상 및 레이저 초음파 통합 검사 시스템 및 이를 구비한 3d 프린팅 시스템 |
| WO2020261862A1 (ja) | 2019-06-26 | 2020-12-30 | 株式会社アマダ | レーザ加工機の設定方法及びレーザ加工機 |
| WO2021024552A1 (ja) * | 2019-08-05 | 2021-02-11 | 株式会社片岡製作所 | レーザ処理装置用の機械学習システム及び機械学習方法 |
| JP2021015350A (ja) * | 2019-07-10 | 2021-02-12 | 国立研究開発法人 海上・港湾・航空技術研究所 | 部材配置システム及び部材配置プログラム |
| JP6833126B1 (ja) * | 2020-05-11 | 2021-02-24 | 三菱電機株式会社 | レーザ加工装置 |
| JP6840307B1 (ja) * | 2020-08-27 | 2021-03-10 | 三菱電機株式会社 | レーザ加工装置 |
| WO2021060090A1 (ja) * | 2019-09-24 | 2021-04-01 | ダイキン工業株式会社 | 制御システム |
| JP2021511216A (ja) * | 2018-01-26 | 2021-05-06 | レーザー エンジニアリング アプリケーションズ | レーザー加工パラメータを決定するための方法および該方法を使用するレーザー加工装置 |
| JP2021089226A (ja) * | 2019-12-05 | 2021-06-10 | ファナック株式会社 | テーパ面の形状及び面性状検査装置 |
| CN113196186A (zh) * | 2018-12-19 | 2021-07-30 | 百超激光有限公司 | 激光切割方法的自动参数化 |
| WO2021177363A1 (ja) * | 2020-03-06 | 2021-09-10 | 浜松ホトニクス株式会社 | 検査装置及び検査方法 |
| WO2021182375A1 (ja) * | 2020-03-11 | 2021-09-16 | 株式会社アマダ | レーザ加工機及び加工方法 |
| WO2021199930A1 (ja) * | 2020-03-30 | 2021-10-07 | 三菱重工工作機械株式会社 | 三次元積層装置、制御方法、及びプログラム |
| JP2022061128A (ja) * | 2020-10-06 | 2022-04-18 | 清水建設株式会社 | 強化学習モデル生成方法、強化学習モデル生成装置、地下構造モデル提供方法、及び、地下構造モデル提供装置 |
| WO2022080215A1 (ja) * | 2020-10-13 | 2022-04-21 | ファナック株式会社 | 機械学習装置、制御装置、及び機械学習方法 |
| EP4019170A1 (en) | 2020-12-25 | 2022-06-29 | Hitachi, Ltd. | Additive manufacturing condition search apparatus, additive manufacturing condition search method, and reference sample |
| JPWO2022168157A1 (ja) * | 2021-02-02 | 2022-08-11 | ||
| JPWO2022215169A1 (ja) * | 2021-04-06 | 2022-10-13 | ||
| US11474512B2 (en) | 2019-06-13 | 2022-10-18 | Mitsubishi Electric Corporation | Machining failure detection device, laser cutting apparatus, and electric discharge machining apparatus |
| JPWO2022224450A1 (ja) * | 2021-04-23 | 2022-10-27 | ||
| DE112019007505T5 (de) | 2019-06-28 | 2022-11-03 | Mitsubishi Electric Corporation | Laserbearbeitungssystem, bearbeitungsbedingungssuchvorrichtung und bearbeitungsbedingungssuchverfahren |
| WO2023013145A1 (ja) * | 2021-08-04 | 2023-02-09 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP2023507179A (ja) * | 2019-12-20 | 2023-02-21 | トルンプフ ヴェルクツォイクマシーネン エス・エー プルス コー. カー・ゲー | 機械ツールの機械状態を特定し修正する方法及び診断システム |
| JP2023027639A (ja) * | 2021-08-17 | 2023-03-02 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| WO2023068146A1 (ja) * | 2021-10-19 | 2023-04-27 | 株式会社アマダ | 溶接システム及び溶接モニタ装置 |
| WO2023068147A1 (ja) * | 2021-10-19 | 2023-04-27 | 株式会社アマダ | 溶接システム及び溶接結果判定装置 |
| CN116141424A (zh) * | 2021-11-22 | 2023-05-23 | Nps株式会社 | 利用模切板的膜裁剪系统及方法 |
| KR20230075335A (ko) * | 2021-11-22 | 2023-05-31 | (주)엔피에스 | 목금형을 이용한 필름 재단 시스템 및 방법 |
| KR20230093135A (ko) * | 2021-12-17 | 2023-06-27 | 주식회사 호원 | 레이저 용접 장치 및 그 제어 방법 |
| CN116329774A (zh) * | 2023-02-24 | 2023-06-27 | 百超(深圳)激光科技有限公司 | 一种高速光纤激光切割机智能切割控制系统及方法 |
| JP2023127337A (ja) * | 2022-03-01 | 2023-09-13 | 株式会社タマリ工業 | レーザ溶接制御システム、レーザ溶接装置及び機械学習装置 |
| JP2023132196A (ja) * | 2022-03-10 | 2023-09-22 | 富士フイルム株式会社 | 情報処理装置、情報処理方法及び情報処理プログラム |
| JP2023166927A (ja) * | 2022-05-10 | 2023-11-22 | パナソニックIpマネジメント株式会社 | レーザ加工状態の判定方法及び判定装置 |
| CN117413238A (zh) * | 2021-07-19 | 2024-01-16 | 萨思学会有限公司 | 使用工艺数据的质量预测 |
| JP2024038858A (ja) * | 2022-09-08 | 2024-03-21 | 国立大学法人埼玉大学 | 基板加工制御装置及びシステム |
| KR20240081742A (ko) * | 2022-11-30 | 2024-06-10 | 디케이앤어소시에이츠 주식회사 | 온습도 조절기능을 갖춘 레이저 용접장치 |
| JP2024083389A (ja) * | 2018-11-22 | 2024-06-21 | プレシテック ゲーエムベーハー ウント ツェーオー カーゲー | ディープ畳込みニューラルネットワークを使用するレーザ加工プロセスの監視 |
| US12048970B2 (en) | 2018-06-22 | 2024-07-30 | Mitsubishi Electric Corporation | Laser processing apparatus |
| DE112022004919T5 (de) | 2021-12-28 | 2024-08-08 | Hitachi, Ltd. | Additive herstellungsbedingungssuchvorrichtung und additives herstellungsbedingungssuchverfahren |
| WO2025038131A1 (en) * | 2023-08-16 | 2025-02-20 | Applied Materials, Inc. | Digital twin for laser material processing |
| JP2025071089A (ja) * | 2023-01-20 | 2025-05-02 | 旭化成株式会社 | 情報処理装置、配線パターン形成システム、情報処理方法及び制御プログラム |
| JP7854607B2 (ja) | 2019-02-07 | 2026-05-07 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
Families Citing this family (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11178166B2 (en) * | 2016-02-22 | 2021-11-16 | The Regents Of The University Of California | Information leakage-aware computer aided cyber-physical manufacturing |
| JP6333871B2 (ja) * | 2016-02-25 | 2018-05-30 | ファナック株式会社 | 入力画像から検出した対象物を表示する画像処理装置 |
| US11062207B2 (en) * | 2016-11-04 | 2021-07-13 | Raytheon Technologies Corporation | Control systems using deep reinforcement learning |
| US20240060765A1 (en) * | 2016-12-20 | 2024-02-22 | Greg Nickel | Devices, systems and methods for evaluating objects subject to repair or other alteration |
| JP6756676B2 (ja) * | 2017-07-27 | 2020-09-16 | ファナック株式会社 | 製造システム |
| JP2019086928A (ja) * | 2017-11-06 | 2019-06-06 | ファナック株式会社 | 制御装置及び機械学習装置 |
| US10766102B2 (en) * | 2017-11-20 | 2020-09-08 | Wipro Limited | Method and system for performing laser marking |
| CN107942929B (zh) * | 2017-12-13 | 2020-08-28 | 深圳普菲特信息科技股份有限公司 | 基于神经网络计算技术的数控车床的控制方法 |
| WO2019133361A1 (en) * | 2017-12-28 | 2019-07-04 | Avery Dennison Retail Information Services, Llc | Apparatus and method of adaptive laser cutting control based on optical inspection |
| CN108213707B (zh) * | 2018-01-26 | 2019-07-30 | 吉林大学 | 基于超声导波的激光焊熔透状态实时监测装置及方法 |
| JP6892400B2 (ja) | 2018-01-30 | 2021-06-23 | ファナック株式会社 | レーザ装置の故障発生メカニズムを学習する機械学習装置 |
| JP6857332B2 (ja) | 2018-03-13 | 2021-04-14 | オムロン株式会社 | 演算装置、演算方法、及びそのプログラム |
| CN108520675B (zh) * | 2018-04-17 | 2020-06-26 | 中原工学院 | 金刚石教学实验台 |
| JP6802213B2 (ja) | 2018-04-26 | 2020-12-16 | ファナック株式会社 | 工具選定装置及び機械学習装置 |
| CN108620727B (zh) * | 2018-04-28 | 2020-09-08 | 深圳市创鑫激光股份有限公司 | 激光器的工作方法、准连续激光器、激光切割和焊接系统 |
| CN108734142A (zh) * | 2018-05-28 | 2018-11-02 | 西南交通大学 | 一种基于卷积神经网络的核堆内构件表面粗糙度评估方法 |
| CN108985452A (zh) * | 2018-06-22 | 2018-12-11 | 中国计量大学 | 基于神经网络的太阳能电池硅片切割参数预测方法 |
| US11514358B2 (en) | 2018-06-27 | 2022-11-29 | Lg Electronics Inc. | Automatic control artificial intelligence device and method for updating a control function |
| WO2020004974A1 (en) * | 2018-06-27 | 2020-01-02 | Lg Electronics Inc. | Automatic control artificial intelligence device and method for updating control function |
| US20200033842A1 (en) * | 2018-07-25 | 2020-01-30 | Jtekt Corporation | Grinding quality estimation model generating device, grinding quality estimating device, poor quality factor estimating device, grinding machine operation command data adjustment model generating device, and grinding machine operation command data updating device |
| CN108907453B (zh) * | 2018-08-03 | 2020-10-30 | 英诺激光科技股份有限公司 | 一种具有自学习功能的激光加工分析装置和方法 |
| CN108927806A (zh) * | 2018-08-13 | 2018-12-04 | 哈尔滨工业大学(深圳) | 一种应用于大批量重复性加工的工业机器人学习方法 |
| DE102018129425B4 (de) * | 2018-11-22 | 2020-07-30 | Precitec Gmbh & Co. Kg | System zur Erkennung eines Bearbeitungsfehlers für ein Laserbearbeitungssystem zur Bearbeitung eines Werkstücks, Laserbearbeitungssystem zur Bearbeitung eines Werkstücks mittels eines Laserstrahls umfassend dasselbe und Verfahren zur Erkennung eines Bearbeitungsfehlers eines Laserbearbeitungssystems zur Bearbeitung eines Werkstücks |
| TWI829807B (zh) * | 2018-11-30 | 2024-01-21 | 日商東京威力科創股份有限公司 | 製造製程之假想測定裝置、假想測定方法及假想測定程式 |
| DE102018133092B3 (de) * | 2018-12-20 | 2020-03-12 | Volume Graphics Gmbh | Computer-implementiertes Verfahren zur Analyse von Messdaten aus einer Messung eines Objektes |
| JP7299597B2 (ja) * | 2018-12-27 | 2023-06-28 | 国立大学法人 東京大学 | レーザ加工におけるレーザ光強度への依存性の判定方法及びレーザ加工装置 |
| JP7205271B2 (ja) * | 2019-02-08 | 2023-01-17 | 株式会社デンソー | センシングシステム |
| JP7053518B2 (ja) * | 2019-02-18 | 2022-04-12 | ファナック株式会社 | 切削液量調整装置及び切削液量調整システム |
| US11267065B2 (en) | 2019-02-18 | 2022-03-08 | Lincoln Global, Inc. | Systems and methods providing pattern recognition and data analysis in welding and cutting |
| CN109746570B (zh) * | 2019-02-26 | 2021-08-17 | 苏州创鑫激光科技有限公司 | 一种光功率衰减调节系统、方法和激光焊接系统 |
| JP6898371B2 (ja) * | 2019-02-28 | 2021-07-07 | ファナック株式会社 | 加工条件調整装置及び加工条件調整システム |
| JP6989554B2 (ja) * | 2019-03-18 | 2022-01-05 | ファナック株式会社 | ワークを切断するレーザ加工機 |
| JP7028820B6 (ja) | 2019-03-18 | 2023-12-19 | ファナック株式会社 | ワークを切断するレーザ加工方法 |
| EP3736645A1 (en) | 2019-05-10 | 2020-11-11 | EMPA Eidgenössische Materialprüfungs- und Forschungsanstalt | Method for automated control of material processing and control unit |
| CN113892107A (zh) * | 2019-05-24 | 2022-01-04 | 多材料焊接有限公司 | 连接物至物体的超声波装配 |
| JP7332144B2 (ja) * | 2019-06-13 | 2023-08-23 | 株式会社ブイ・テクノロジー | レーザ修正方法、レーザ修正装置 |
| JP7227083B2 (ja) * | 2019-06-17 | 2023-02-21 | ファナック株式会社 | 加工経路表示装置 |
| CN114025912B (zh) * | 2019-06-28 | 2023-08-15 | 三菱电机株式会社 | 加工条件搜索装置以及加工条件搜索方法 |
| EP3997437B1 (en) * | 2019-07-12 | 2026-04-01 | Fatigue Technology, Inc. | Machine-learning-based assessment for engineered residual stress processing |
| EP3786736A1 (en) | 2019-08-28 | 2021-03-03 | Bystronic Laser AG | Control for a laser cutting head movement in a cutting process |
| CN114341754B (zh) * | 2019-08-28 | 2023-05-26 | 百超激光有限公司 | 对切割处理中的激光切割头运动的控制方法及设备和介质 |
| JP2021037716A (ja) * | 2019-09-04 | 2021-03-11 | 株式会社荏原製作所 | 機械学習装置、am装置、機械学習方法、および学習モデルの生成方法 |
| US11904417B2 (en) | 2019-10-15 | 2024-02-20 | International Business Machines Corporation | Automated material welding |
| JP7364431B2 (ja) * | 2019-11-06 | 2023-10-18 | ファナック株式会社 | 機械学習装置、予測装置、及び制御装置 |
| DE102019220478A1 (de) * | 2019-12-20 | 2021-06-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren und Vorrichtung zum Ermitteln von Schneidparametern für eine Laserschneidmaschine |
| JP2021111066A (ja) * | 2020-01-08 | 2021-08-02 | 株式会社科学計算総合研究所 | 情報処理システム、情報処理方法及びプログラム |
| EP4122637B1 (en) * | 2020-03-17 | 2025-08-27 | Mitsubishi Electric Corporation | Laser processing system |
| JP7509866B2 (ja) * | 2020-04-14 | 2024-07-02 | ファナック株式会社 | 機械学習装置、制御装置及び機械学習方法 |
| DE102020112116A1 (de) * | 2020-05-05 | 2021-11-11 | Precitec Gmbh & Co. Kg | Verfahren zum Analysieren eines Laserbearbeitungsprozesses, System zum Analysieren eines Laserbearbeitungsprozesses und Laserbearbeitungssystem mit einem solchen System |
| CN114001771A (zh) * | 2020-07-28 | 2022-02-01 | 通用电气公司 | 使用物理辅助机器学习模型诊断增材制造设备的系统及方法 |
| JP7508929B2 (ja) * | 2020-07-31 | 2024-07-02 | セイコーエプソン株式会社 | 機械学習装置 |
| US11806825B2 (en) | 2020-09-01 | 2023-11-07 | Walmart Apollo, Llc | Automated container cutting system and method |
| DE102020123479A1 (de) * | 2020-09-09 | 2022-03-10 | Precitec Gmbh & Co. Kg | Verfahren zur Zustandsüberwachung eines Laserbearbeitungskopfes und Laserbearbeitungssystem zum Durchführen desselben |
| DE102020212510A1 (de) | 2020-10-02 | 2022-04-07 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren und Vorrichtung zum Aufzeigen des Einflusses von Schneidparametern auf eine Schnittkante |
| JP2022070134A (ja) * | 2020-10-26 | 2022-05-12 | 株式会社神戸製鋼所 | 機械学習方法、機械学習装置、機械学習プログラム、通信方法、及び樹脂処理装置 |
| CN112548326B (zh) * | 2020-11-17 | 2023-10-13 | 华东师范大学重庆研究院 | 一种基于深度学习的山脊型表面5g芯片飞秒智能加工技术与装备 |
| DE102020134416B4 (de) * | 2020-12-21 | 2024-02-29 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung eingetragener Verein | Verfahren zur Einstellung und/oder dynamischen Anpassung der Leistungsdichteverteilung von Laserstrahlung |
| WO2022181061A1 (ja) * | 2021-02-25 | 2022-09-01 | パナソニックIpマネジメント株式会社 | 推定モデル生成装置および加工状態推定装置 |
| DE112022000213T5 (de) * | 2021-02-26 | 2023-08-17 | Fanuc Corporation | Computer |
| EP4119284A1 (de) * | 2021-07-12 | 2023-01-18 | Bystronic Laser AG | Kalibrierung eines qualitätsschätzers für ein laserschneidverfahren |
| JP2023042497A (ja) * | 2021-11-17 | 2023-03-27 | 株式会社キーエンス | レーザ加工装置 |
| CN114799495B (zh) * | 2021-12-28 | 2023-06-13 | 华中科技大学 | 一种激光切割的控制方法及相关装置 |
| CN115722797A (zh) * | 2022-11-03 | 2023-03-03 | 深圳市微谱感知智能科技有限公司 | 基于机器学习的激光焊接信号分析方法 |
| CN115740786B (zh) * | 2022-12-13 | 2024-09-03 | 深圳智赛精密装备有限公司 | 一种基于划片机在线检测数据的切割工艺修正方法 |
| CN116147811B (zh) * | 2023-02-25 | 2024-08-13 | 合肥工业大学 | 利用机器学习的基于光学微腔的微力传感装置 |
| DE102023113280A1 (de) | 2023-05-22 | 2024-11-28 | Precitec Gmbh & Co. Kg | Laserbearbeitungssystem und Verfahren zum Betreiben eines Laserbearbeitungssystems |
| CN116765646A (zh) * | 2023-07-14 | 2023-09-19 | 厦门大学 | 一种加工周期性微结构的五轴振镜激光精密加工方法 |
| DE102023126702A1 (de) * | 2023-09-29 | 2025-04-03 | TRUMPF Werkzeugmaschinen SE + Co. KG | System und Verfahren zur Einstellung von Schneidparameterwerten einer Laserschneidmaschine für Blech |
| DE102023136134A1 (de) | 2023-12-20 | 2025-06-26 | TRUMPF Werkzeugmaschinen SE + Co. KG | Optimierungsverfahren für ein Laserbearbeitungsverfahren, Optimierungssystem sowie Laserbearbeitungssystem |
| WO2025179538A1 (zh) * | 2024-02-29 | 2025-09-04 | 精捷科技光学股份有限公司 | 以人工智能驱动的集束光纤导引激光系统 |
| TWI883842B (zh) * | 2024-02-29 | 2025-05-11 | 精捷科技光學股份有限公司 | 以人工智能驅動的集束光纖導引雷射系統 |
| DE102024107519A1 (de) | 2024-03-15 | 2025-09-18 | TRUMPF Werkzeugmaschinen SE + Co. KG | Laserschneidverfahren, Laserschneidmaschine und Computerprogrammprodukt |
| CN119225280B (zh) * | 2024-12-03 | 2025-02-11 | 中国石油大学(华东) | 一种面向产品加工质量的数字孪生控制系统 |
| CN119457453B (zh) * | 2024-12-12 | 2025-06-06 | 重庆大学 | 一种用于表面处理的激光脉冲能量控制方法和系统 |
| CN119536125A (zh) * | 2025-01-08 | 2025-02-28 | 天津市诚智泰新能源科技有限公司 | 应用于激光切管机的多维度切割精度控制系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0343132A (ja) * | 1989-07-07 | 1991-02-25 | Fujitsu Ltd | 工作機械の加工条件設定装置 |
| JPH03263203A (ja) * | 1990-03-14 | 1991-11-22 | Mitsubishi Electric Corp | 加工プログラム作成方法およびその装置 |
| JP2004074253A (ja) * | 2002-08-21 | 2004-03-11 | Hitachi Via Mechanics Ltd | レーザ加工方法およびレーザ加工装置 |
| WO2011083087A1 (en) * | 2010-01-08 | 2011-07-14 | Precitec Kg | Method for processing workpieces by means of a cognitive processing head and a cognitive processing head using the same |
| JP2012509190A (ja) * | 2008-11-21 | 2012-04-19 | プレシテック カーゲー | 工作物に対して実施されるべきレーザ加工作業をモニタリングするための方法および装置、ならびにかかる装置を有するレーザ加工ヘッド |
| JP2013055084A (ja) * | 2011-08-31 | 2013-03-21 | Panasonic Industrial Devices Sunx Co Ltd | レーザ加工装置、及びレーザ発振装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2950929B2 (ja) | 1990-07-17 | 1999-09-20 | 豊田工機株式会社 | 加工条件自動決定装置 |
| JPH04354653A (ja) | 1991-05-31 | 1992-12-09 | Mitsubishi Electric Corp | 加工条件生成装置 |
| DE4442238C1 (de) * | 1994-11-28 | 1996-04-04 | Precitec Gmbh | Verfahren zur thermischen Bearbeitung eines Werkstücks, insbesondere mittels Laserstrahlung |
| JP4046852B2 (ja) | 1997-06-24 | 2008-02-13 | 株式会社アマダ | レーザ加工機用支援装置及びこれを備えたレーザ加工機 |
| EP1642366B1 (en) * | 2003-06-03 | 2019-05-22 | Esab AB | Laser-weld process control system and method |
| US7291805B2 (en) * | 2003-10-30 | 2007-11-06 | The Regents Of The University Of California | Target isolation system, high power laser and laser peening method and system using same |
| JP4795282B2 (ja) | 2006-07-11 | 2011-10-19 | 三菱電機株式会社 | 加工条件探索装置 |
| CN101328584A (zh) * | 2007-06-19 | 2008-12-24 | 上海海事大学 | 激光熔覆实时监测系统 |
| US7982160B2 (en) * | 2008-03-31 | 2011-07-19 | Electro Scientific Industries, Inc. | Photonic clock stabilized laser comb processing |
| JP2010097310A (ja) * | 2008-10-15 | 2010-04-30 | Canon Inc | 位置決め制御装置及びレーザ加工機 |
| WO2012000648A1 (en) | 2010-06-28 | 2012-01-05 | Precitec Kg | Method for closed-loop controlling a laser processing operation and laser material processing head using the same |
| JP5734086B2 (ja) | 2011-05-13 | 2015-06-10 | 三菱電機株式会社 | 加工条件探索装置 |
| US8757469B2 (en) * | 2011-10-26 | 2014-06-24 | GM Global Technology Operations LLC | Binary classification of items of interest in a repeatable process |
| CN102393575A (zh) * | 2011-12-14 | 2012-03-28 | 索尔思光电(成都)有限公司 | 光纤自由空间隔离器及其组装方法 |
| CN102637012B (zh) * | 2012-04-01 | 2013-12-18 | 深圳市联赢激光股份有限公司 | 一种用于激光加工设备的双路功率负反馈系统 |
| US9830555B2 (en) * | 2013-07-09 | 2017-11-28 | The Board Of Trustees Of The Leland Stanford Junior University | Computation using a network of optical parametric oscillators |
| EP3207602B1 (en) * | 2014-10-15 | 2025-09-03 | Lumentum Operations LLC | Laser system and method of tuning the output power of the laser system |
| CN204997228U (zh) * | 2015-08-31 | 2016-01-27 | 鞍山英程利远科技有限公司 | 一种机器人光纤激光打标机智能控制系统 |
| CN105108344A (zh) * | 2015-08-31 | 2015-12-02 | 鞍山英程利远科技有限公司 | 一种机器人光纤激光打标机智能控制系统 |
| US20170147990A1 (en) * | 2015-11-23 | 2017-05-25 | CSI Holdings I LLC | Vehicle transactions using objective vehicle data |
| JP6339603B2 (ja) | 2016-01-28 | 2018-06-06 | ファナック株式会社 | レーザ加工開始条件を学習する機械学習装置、レーザ装置および機械学習方法 |
-
2016
- 2016-03-17 JP JP2016054190A patent/JP6625914B2/ja active Active
-
2017
- 2017-03-13 DE DE102017105224.0A patent/DE102017105224B4/de active Active
- 2017-03-16 US US15/460,850 patent/US10664767B2/en active Active
- 2017-03-17 CN CN201710161174.XA patent/CN107199397B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0343132A (ja) * | 1989-07-07 | 1991-02-25 | Fujitsu Ltd | 工作機械の加工条件設定装置 |
| JPH03263203A (ja) * | 1990-03-14 | 1991-11-22 | Mitsubishi Electric Corp | 加工プログラム作成方法およびその装置 |
| JP2004074253A (ja) * | 2002-08-21 | 2004-03-11 | Hitachi Via Mechanics Ltd | レーザ加工方法およびレーザ加工装置 |
| JP2012509190A (ja) * | 2008-11-21 | 2012-04-19 | プレシテック カーゲー | 工作物に対して実施されるべきレーザ加工作業をモニタリングするための方法および装置、ならびにかかる装置を有するレーザ加工ヘッド |
| WO2011083087A1 (en) * | 2010-01-08 | 2011-07-14 | Precitec Kg | Method for processing workpieces by means of a cognitive processing head and a cognitive processing head using the same |
| JP2013055084A (ja) * | 2011-08-31 | 2013-03-21 | Panasonic Industrial Devices Sunx Co Ltd | レーザ加工装置、及びレーザ発振装置 |
Cited By (146)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019118940A (ja) * | 2018-01-09 | 2019-07-22 | ファナック株式会社 | ファイバレーザ装置及び機械学習装置 |
| CN110032164B (zh) * | 2018-01-09 | 2021-04-09 | 发那科株式会社 | 光纤激光装置以及机器学习装置 |
| US11093828B2 (en) | 2018-01-09 | 2021-08-17 | Fanuc Corporation | Fiber laser device and machine learning device |
| CN110032164A (zh) * | 2018-01-09 | 2019-07-19 | 发那科株式会社 | 光纤激光装置以及机器学习装置 |
| US11928401B2 (en) | 2018-01-26 | 2024-03-12 | Laser Engineering Applications | Laser machining simulation method, laser machining system having means for implementing the method, and computer program for implementing this method |
| JP2021511216A (ja) * | 2018-01-26 | 2021-05-06 | レーザー エンジニアリング アプリケーションズ | レーザー加工パラメータを決定するための方法および該方法を使用するレーザー加工装置 |
| JP7407736B2 (ja) | 2018-01-26 | 2024-01-04 | レーザー エンジニアリング アプリケーションズ | レーザー加工パラメータを決定するための方法および該方法を使用するレーザー加工装置 |
| US12032878B2 (en) | 2018-01-26 | 2024-07-09 | Laser Engineering Applications | Method for determining laser machining parameters and laser machining device using this method |
| JP2019141869A (ja) * | 2018-02-19 | 2019-08-29 | ファナック株式会社 | 制御装置及び機械学習装置 |
| JP2019145042A (ja) * | 2018-02-23 | 2019-08-29 | 株式会社安川電機 | 製品品質管理システム及び製品品質管理方法 |
| JP7023500B2 (ja) | 2018-02-23 | 2022-02-22 | 国立大学法人 東京大学 | レーザ加工システム |
| JP2019141902A (ja) * | 2018-02-23 | 2019-08-29 | 国立大学法人 東京大学 | レーザ加工システム |
| JP2019166559A (ja) * | 2018-03-26 | 2019-10-03 | ファナック株式会社 | 加工条件調整装置及び機械学習装置 |
| DE102019106939A1 (de) | 2018-03-26 | 2019-09-26 | Fanuc Corporation | Bearbeitungszustandsanpassungsvorrichtung und maschinenlernvorrichtung |
| JP7459196B2 (ja) | 2018-05-08 | 2024-04-01 | 三菱電機株式会社 | 加工制御装置、加工制御方法及びプログラム |
| JP2019197326A (ja) * | 2018-05-08 | 2019-11-14 | 三菱電機株式会社 | 加工制御装置、加工制御方法及びプログラム |
| JP7353019B2 (ja) | 2018-05-08 | 2023-09-29 | 三菱電機株式会社 | 加工制御装置、加工制御方法及びプログラム |
| JP2022171749A (ja) * | 2018-05-08 | 2022-11-11 | 三菱電機株式会社 | 加工制御装置、加工制御方法及びプログラム |
| US11554448B2 (en) | 2018-05-15 | 2023-01-17 | Fanuc Corporation | Machining condition adjustment apparatus and machine learning device |
| JP2019198876A (ja) * | 2018-05-15 | 2019-11-21 | ファナック株式会社 | 加工条件調整装置及び機械学習装置 |
| US12048970B2 (en) | 2018-06-22 | 2024-07-30 | Mitsubishi Electric Corporation | Laser processing apparatus |
| JP7236127B2 (ja) | 2018-07-20 | 2023-03-09 | 中日本炉工業株式会社 | 処理装置の稼働管理システム |
| JP2020013464A (ja) * | 2018-07-20 | 2020-01-23 | 中日本炉工業株式会社 | 処理装置の稼働管理システム |
| JP2020015944A (ja) * | 2018-07-25 | 2020-01-30 | 株式会社ジェイテクト | 付加製造用学習モデル生成装置、付加製造による造形物の製造条件決定装置および付加製造による造形物の状態推定装置 |
| JP7701711B2 (ja) | 2018-08-06 | 2025-07-02 | 国立大学法人 東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| JP2023171479A (ja) * | 2018-08-06 | 2023-12-01 | 国立大学法人 東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| JPWO2020031948A1 (ja) * | 2018-08-06 | 2021-08-10 | 国立大学法人 東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| JP7688426B2 (ja) | 2018-08-06 | 2025-06-04 | 国立大学法人 東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| US12365049B2 (en) | 2018-08-06 | 2025-07-22 | The University Of Tokyo | Machine learning method used for laser processing system, simulation apparatus, laser processing system and program |
| WO2020031948A1 (ja) | 2018-08-06 | 2020-02-13 | 国立大学法人東京大学 | レーザ加工システムに用いられる機械学習方法、シミュレーション装置、レーザ加工システム並びにプログラム |
| WO2020066440A1 (ja) * | 2018-09-26 | 2020-04-02 | 日本電産マシナリー株式会社 | 液体塗布装置 |
| CN112752618A (zh) * | 2018-09-26 | 2021-05-04 | 日本电产增成株式会社 | 液体涂敷装置 |
| US11167377B2 (en) | 2018-10-30 | 2021-11-09 | Fanuc Corporation | Machining condition setting device and 3D laser machining system |
| JP2020069492A (ja) * | 2018-10-30 | 2020-05-07 | ファナック株式会社 | 加工条件設定装置及び三次元レーザ加工システム |
| DE102019129132A1 (de) | 2018-10-31 | 2020-04-30 | Jtekt Corporation | Lernmodellerzeugungsvorrichtung zur Unterstützung eines Maschinenwerkzeugs, Unterstützungsvorrichtung für ein Maschinenwerkzeug und Maschinenwerkzeugsystem |
| JP7062577B2 (ja) | 2018-11-21 | 2022-05-06 | 株式会社日立製作所 | 製造条件特定システムおよび方法 |
| JP2020086784A (ja) * | 2018-11-21 | 2020-06-04 | 株式会社日立製作所 | 製造条件特定システムおよび方法 |
| JP2024083389A (ja) * | 2018-11-22 | 2024-06-21 | プレシテック ゲーエムベーハー ウント ツェーオー カーゲー | ディープ畳込みニューラルネットワークを使用するレーザ加工プロセスの監視 |
| JP7700305B2 (ja) | 2018-11-22 | 2025-06-30 | プレシテック ゲーエムベーハー ウント ツェーオー カーゲー | ディープ畳込みニューラルネットワークを使用するレーザ加工プロセスの監視 |
| JP2022508394A (ja) * | 2018-12-19 | 2022-01-19 | バイストロニック レーザー アクチェンゲゼルシャフト | レーザ切断方法の自動パラメータ化 |
| CN113196186B (zh) * | 2018-12-19 | 2023-11-21 | 百超激光有限公司 | 激光切割方法的自动参数化 |
| JP7087204B2 (ja) | 2018-12-19 | 2022-06-20 | バイストロニック レーザー アクチェンゲゼルシャフト | レーザ切断方法の自動パラメータ化 |
| CN113196186A (zh) * | 2018-12-19 | 2021-07-30 | 百超激光有限公司 | 激光切割方法的自动参数化 |
| JP2020121338A (ja) * | 2019-01-31 | 2020-08-13 | 三菱電機株式会社 | 加工条件解析装置、レーザ加工装置、レーザ加工システムおよび加工条件解析方法 |
| WO2020158201A1 (ja) * | 2019-01-31 | 2020-08-06 | 三菱電機株式会社 | 加工条件解析装置、レーザ加工装置、レーザ加工システムおよび加工条件解析方法 |
| JP7854607B2 (ja) | 2019-02-07 | 2026-05-07 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
| JP2020127968A (ja) * | 2019-02-07 | 2020-08-27 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
| US11633812B2 (en) | 2019-02-26 | 2023-04-25 | Fanuc Corporation | Machine learning device, laser machine, and laser machining system |
| JP2020131282A (ja) * | 2019-02-26 | 2020-08-31 | ファナック株式会社 | 機械学習装置、レーザ加工装置及びレーザ加工システム |
| US11500360B2 (en) | 2019-03-18 | 2022-11-15 | Fanuc Corporation | Machine learning apparatus, control device, laser machine, and machine learning method |
| JP2020151725A (ja) * | 2019-03-18 | 2020-09-24 | ファナック株式会社 | 機械学習装置、制御装置、レーザ加工機、及び機械学習方法 |
| US11565344B2 (en) | 2019-04-19 | 2023-01-31 | Fanuc Corporation | Device and method for learning focal position offset of laser processing apparatus, and laser processing system correcting focal position offset |
| JP7103991B2 (ja) | 2019-04-19 | 2022-07-20 | ファナック株式会社 | レーザ加工機の焦点位置ずれを学習する機械学習装置及び機械学習方法、並びに焦点位置ずれを補正するレーザ加工システム |
| JP2020175425A (ja) * | 2019-04-19 | 2020-10-29 | ファナック株式会社 | レーザ加工機の焦点位置ずれを学習する機械学習装置及び機械学習方法、並びに焦点位置ずれを補正するレーザ加工システム |
| JP7000376B2 (ja) | 2019-04-23 | 2022-01-19 | ファナック株式会社 | 機械学習装置、予測装置、及び制御装置 |
| JP2020179433A (ja) * | 2019-04-23 | 2020-11-05 | ファナック株式会社 | 機械学習装置、予測装置、及び制御装置 |
| US11583968B2 (en) | 2019-04-23 | 2023-02-21 | Fanuc Corporation | Machine learning device, prediction device, and controller |
| JP2020189305A (ja) * | 2019-05-20 | 2020-11-26 | パナソニックIpマネジメント株式会社 | レーザ加工システム、学習装置および学習装置の学習方法 |
| US11474512B2 (en) | 2019-06-13 | 2022-10-18 | Mitsubishi Electric Corporation | Machining failure detection device, laser cutting apparatus, and electric discharge machining apparatus |
| WO2020261862A1 (ja) | 2019-06-26 | 2020-12-30 | 株式会社アマダ | レーザ加工機の設定方法及びレーザ加工機 |
| DE112019007505T5 (de) | 2019-06-28 | 2022-11-03 | Mitsubishi Electric Corporation | Laserbearbeitungssystem, bearbeitungsbedingungssuchvorrichtung und bearbeitungsbedingungssuchverfahren |
| JP2021015350A (ja) * | 2019-07-10 | 2021-02-12 | 国立研究開発法人 海上・港湾・航空技術研究所 | 部材配置システム及び部材配置プログラム |
| JP7410365B2 (ja) | 2019-07-10 | 2024-01-10 | 国立研究開発法人 海上・港湾・航空技術研究所 | 部材配置システム及び部材配置プログラム |
| WO2021024552A1 (ja) * | 2019-08-05 | 2021-02-11 | 株式会社片岡製作所 | レーザ処理装置用の機械学習システム及び機械学習方法 |
| JP2021023965A (ja) * | 2019-08-05 | 2021-02-22 | 株式会社片岡製作所 | レーザ処理装置用の機械学習システム及び機械学習方法 |
| WO2021060090A1 (ja) * | 2019-09-24 | 2021-04-01 | ダイキン工業株式会社 | 制御システム |
| JP2021057030A (ja) * | 2019-09-24 | 2021-04-08 | ダイキン工業株式会社 | 制御システム |
| JP2021089226A (ja) * | 2019-12-05 | 2021-06-10 | ファナック株式会社 | テーパ面の形状及び面性状検査装置 |
| JP7405586B2 (ja) | 2019-12-05 | 2023-12-26 | ファナック株式会社 | テーパ面の形状及び面性状検査装置 |
| CN111069773B (zh) * | 2019-12-07 | 2021-07-06 | 武汉高思易数控有限公司 | 一种光功率自动调节方法及其系统 |
| CN111069773A (zh) * | 2019-12-07 | 2020-04-28 | 武汉高思易数控有限公司 | 一种光功率自动调节方法及其系统 |
| JP2023507179A (ja) * | 2019-12-20 | 2023-02-21 | トルンプフ ヴェルクツォイクマシーネン エス・エー プルス コー. カー・ゲー | 機械ツールの機械状態を特定し修正する方法及び診断システム |
| US12346104B2 (en) | 2019-12-20 | 2025-07-01 | TRUMPF Werkzeugmaschinen SE + Co. KG | Method for determining and correcting the machine state of a machine tool, and diagnostic system |
| JP7485767B2 (ja) | 2019-12-20 | 2024-05-16 | トルンプフ ヴェルクツォイクマシーネン エス・エー プルス コー. カー・ゲー | 機械ツールの機械状態を特定し修正する方法及び診断システム |
| KR102194694B1 (ko) * | 2019-12-31 | 2020-12-24 | 한국과학기술원 | 3d 프린팅 공정의 열 화상 및 레이저 초음파 통합 검사 시스템 및 이를 구비한 3d 프린팅 시스템 |
| KR102194695B1 (ko) * | 2019-12-31 | 2020-12-24 | 한국과학기술원 | 3d 프린팅 공정 중 형성되는 적층부의 높이를 추정하는 방법 및 장치, 이를 구비한 3d 프린팅 시스템 |
| WO2021177363A1 (ja) * | 2020-03-06 | 2021-09-10 | 浜松ホトニクス株式会社 | 検査装置及び検査方法 |
| JP7563886B2 (ja) | 2020-03-06 | 2024-10-08 | 浜松ホトニクス株式会社 | 検査装置及び検査方法 |
| JP2021141247A (ja) * | 2020-03-06 | 2021-09-16 | 浜松ホトニクス株式会社 | 検査装置及び検査方法 |
| CN115279534A (zh) * | 2020-03-11 | 2022-11-01 | 株式会社天田集团 | 激光加工机以及加工方法 |
| JP2021142533A (ja) * | 2020-03-11 | 2021-09-24 | 株式会社アマダ | レーザ加工機及び加工方法 |
| JP7356381B2 (ja) | 2020-03-11 | 2023-10-04 | 株式会社アマダ | レーザ加工機及び加工方法 |
| WO2021182375A1 (ja) * | 2020-03-11 | 2021-09-16 | 株式会社アマダ | レーザ加工機及び加工方法 |
| JP7551972B2 (ja) | 2020-03-30 | 2024-09-18 | ニデックマシンツール株式会社 | 三次元積層装置、制御方法、及びプログラム |
| JP2021159923A (ja) * | 2020-03-30 | 2021-10-11 | 三菱重工工作機械株式会社 | 三次元積層装置、制御方法、及びプログラム |
| WO2021199930A1 (ja) * | 2020-03-30 | 2021-10-07 | 三菱重工工作機械株式会社 | 三次元積層装置、制御方法、及びプログラム |
| JP6833126B1 (ja) * | 2020-05-11 | 2021-02-24 | 三菱電機株式会社 | レーザ加工装置 |
| WO2021229655A1 (ja) * | 2020-05-11 | 2021-11-18 | 三菱電機株式会社 | レーザ加工装置 |
| JP6840307B1 (ja) * | 2020-08-27 | 2021-03-10 | 三菱電機株式会社 | レーザ加工装置 |
| WO2022044209A1 (ja) * | 2020-08-27 | 2022-03-03 | 三菱電機株式会社 | レーザ加工装置 |
| JP7512158B2 (ja) | 2020-10-06 | 2024-07-08 | 清水建設株式会社 | 強化学習モデル生成方法、強化学習モデル生成装置、地下構造モデル提供方法、及び、地下構造モデル提供装置 |
| JP2022061128A (ja) * | 2020-10-06 | 2022-04-18 | 清水建設株式会社 | 強化学習モデル生成方法、強化学習モデル生成装置、地下構造モデル提供方法、及び、地下構造モデル提供装置 |
| JP7436702B2 (ja) | 2020-10-13 | 2024-02-22 | ファナック株式会社 | 機械学習装置、制御装置、及び機械学習方法 |
| WO2022080215A1 (ja) * | 2020-10-13 | 2022-04-21 | ファナック株式会社 | 機械学習装置、制御装置、及び機械学習方法 |
| JPWO2022080215A1 (ja) * | 2020-10-13 | 2022-04-21 | ||
| US12036609B2 (en) | 2020-12-25 | 2024-07-16 | Hitachi, Ltd. | Additive manufacturing condition search apparatus, additive manufacturing condition search method, and reference sample |
| EP4019170A1 (en) | 2020-12-25 | 2022-06-29 | Hitachi, Ltd. | Additive manufacturing condition search apparatus, additive manufacturing condition search method, and reference sample |
| WO2022168157A1 (ja) * | 2021-02-02 | 2022-08-11 | 国立大学法人九州大学 | 機械学習方法、レーザアニールシステム、及びレーザアニール方法 |
| JPWO2022168157A1 (ja) * | 2021-02-02 | 2022-08-11 | ||
| JP7623658B2 (ja) | 2021-02-02 | 2025-01-29 | 国立大学法人九州大学 | 機械学習方法、レーザアニールシステム、及びレーザアニール方法 |
| JP7308966B2 (ja) | 2021-04-06 | 2023-07-14 | 三菱電機株式会社 | レーザ加工装置およびレーザ加工方法 |
| WO2022215169A1 (ja) * | 2021-04-06 | 2022-10-13 | 三菱電機株式会社 | レーザ加工装置およびレーザ加工方法 |
| JPWO2022215169A1 (ja) * | 2021-04-06 | 2022-10-13 | ||
| JPWO2022224450A1 (ja) * | 2021-04-23 | 2022-10-27 | ||
| WO2022224450A1 (ja) * | 2021-04-23 | 2022-10-27 | ファナック株式会社 | 機械学習装置、加減速調整装置及びコンピュータ読み取り可能な記憶媒体 |
| JP7605968B2 (ja) | 2021-04-23 | 2024-12-24 | ファナック株式会社 | 機械学習装置、加減速調整装置及びコンピュータ読み取り可能な記憶媒体 |
| CN117413238A (zh) * | 2021-07-19 | 2024-01-16 | 萨思学会有限公司 | 使用工艺数据的质量预测 |
| WO2023013145A1 (ja) * | 2021-08-04 | 2023-02-09 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP7637595B2 (ja) | 2021-08-04 | 2025-02-28 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP2023023205A (ja) * | 2021-08-04 | 2023-02-16 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP7770133B2 (ja) | 2021-08-17 | 2025-11-14 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP2023027639A (ja) * | 2021-08-17 | 2023-03-02 | Jswアクティナシステム株式会社 | レーザ照射装置、情報処理方法、プログラム、及び学習モデルの生成方法 |
| JP2023061287A (ja) * | 2021-10-19 | 2023-05-01 | 株式会社アマダ | 溶接システム及び溶接モニタ装置 |
| JP7595548B2 (ja) | 2021-10-19 | 2024-12-06 | 株式会社アマダ | 溶接システム及び溶接結果判定装置 |
| JP2023061288A (ja) * | 2021-10-19 | 2023-05-01 | 株式会社アマダ | 溶接システム及び溶接結果判定装置 |
| WO2023068147A1 (ja) * | 2021-10-19 | 2023-04-27 | 株式会社アマダ | 溶接システム及び溶接結果判定装置 |
| WO2023068146A1 (ja) * | 2021-10-19 | 2023-04-27 | 株式会社アマダ | 溶接システム及び溶接モニタ装置 |
| JP7752020B2 (ja) | 2021-10-19 | 2025-10-09 | 株式会社アマダ | 溶接システム及び溶接モニタ装置 |
| CN116141424A (zh) * | 2021-11-22 | 2023-05-23 | Nps株式会社 | 利用模切板的膜裁剪系统及方法 |
| KR20230075335A (ko) * | 2021-11-22 | 2023-05-31 | (주)엔피에스 | 목금형을 이용한 필름 재단 시스템 및 방법 |
| KR102736452B1 (ko) * | 2021-11-22 | 2024-12-02 | (주)엔피에스 | 목금형을 이용한 필름 재단 시스템 및 방법 |
| KR102743626B1 (ko) | 2021-12-17 | 2024-12-19 | 주식회사 호원 | 용접조건 데이터를 이용하는 레이저 용접 장치의 제어 방법 |
| KR20240035422A (ko) * | 2021-12-17 | 2024-03-15 | 주식회사 호원 | 용접조건 데이터를 이용하는 레이저 용접 장치의 제어 방법 |
| KR20230093135A (ko) * | 2021-12-17 | 2023-06-27 | 주식회사 호원 | 레이저 용접 장치 및 그 제어 방법 |
| KR102743623B1 (ko) | 2021-12-17 | 2024-12-19 | 주식회사 호원 | 작업 환경에 대응하는 레이저 용접 장치 |
| KR102743624B1 (ko) | 2021-12-17 | 2024-12-19 | 주식회사 호원 | 비젼 센서를 이용한 레이저 용접 장치 |
| KR102650245B1 (ko) * | 2021-12-17 | 2024-03-27 | 주식회사 호원 | 레이저 용접 장치 및 그 제어 방법 |
| KR102743625B1 (ko) | 2021-12-17 | 2024-12-19 | 주식회사 호원 | 합성 영상 분석을 이용하는 레이저 용접 장치의 제어 방법 |
| KR20240035971A (ko) * | 2021-12-17 | 2024-03-19 | 주식회사 호원 | 비젼 센서를 이용한 레이저 용접 장치 |
| KR20240035972A (ko) * | 2021-12-17 | 2024-03-19 | 주식회사 호원 | 합성 영상 분석을 이용하는 레이저 용접 장치의 제어 방법 |
| KR20240035421A (ko) * | 2021-12-17 | 2024-03-15 | 주식회사 호원 | 작업 환경에 대응하는 레이저 용접 장치 |
| DE112022004919T5 (de) | 2021-12-28 | 2024-08-08 | Hitachi, Ltd. | Additive herstellungsbedingungssuchvorrichtung und additives herstellungsbedingungssuchverfahren |
| JP7778313B2 (ja) | 2022-03-01 | 2025-12-02 | 株式会社タマリ工業 | レーザ溶接制御システム、レーザ溶接装置及び機械学習装置 |
| JP2023127337A (ja) * | 2022-03-01 | 2023-09-13 | 株式会社タマリ工業 | レーザ溶接制御システム、レーザ溶接装置及び機械学習装置 |
| JP7767188B2 (ja) | 2022-03-10 | 2025-11-11 | 富士フイルム株式会社 | 情報処理装置、情報処理方法及び情報処理プログラム |
| JP2023132196A (ja) * | 2022-03-10 | 2023-09-22 | 富士フイルム株式会社 | 情報処理装置、情報処理方法及び情報処理プログラム |
| JP2023166927A (ja) * | 2022-05-10 | 2023-11-22 | パナソニックIpマネジメント株式会社 | レーザ加工状態の判定方法及び判定装置 |
| JP2024038858A (ja) * | 2022-09-08 | 2024-03-21 | 国立大学法人埼玉大学 | 基板加工制御装置及びシステム |
| JP7835401B2 (ja) | 2022-09-08 | 2026-03-25 | 国立大学法人埼玉大学 | 基板加工制御装置及びシステム |
| KR102818988B1 (ko) * | 2022-11-30 | 2025-07-15 | 디케이앤어소시에이츠 주식회사 | 온습도 조절기능을 갖춘 레이저 용접장치 |
| KR20240081742A (ko) * | 2022-11-30 | 2024-06-10 | 디케이앤어소시에이츠 주식회사 | 온습도 조절기능을 갖춘 레이저 용접장치 |
| JP2025071089A (ja) * | 2023-01-20 | 2025-05-02 | 旭化成株式会社 | 情報処理装置、配線パターン形成システム、情報処理方法及び制御プログラム |
| JP7825029B2 (ja) | 2023-01-20 | 2026-03-05 | 旭化成株式会社 | 情報処理装置、配線パターン形成システム、情報処理方法及び制御プログラム |
| CN116329774B (zh) * | 2023-02-24 | 2023-10-20 | 百超(深圳)激光科技有限公司 | 一种高速光纤激光切割机智能切割控制系统及方法 |
| CN116329774A (zh) * | 2023-02-24 | 2023-06-27 | 百超(深圳)激光科技有限公司 | 一种高速光纤激光切割机智能切割控制系统及方法 |
| WO2025038131A1 (en) * | 2023-08-16 | 2025-02-20 | Applied Materials, Inc. | Digital twin for laser material processing |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6625914B2 (ja) | 2019-12-25 |
| US20170270434A1 (en) | 2017-09-21 |
| US10664767B2 (en) | 2020-05-26 |
| DE102017105224B4 (de) | 2022-02-10 |
| CN107199397B (zh) | 2021-08-24 |
| CN107199397A (zh) | 2017-09-26 |
| DE102017105224A1 (de) | 2017-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6625914B2 (ja) | 機械学習装置、レーザ加工システムおよび機械学習方法 | |
| JP6339603B2 (ja) | レーザ加工開始条件を学習する機械学習装置、レーザ装置および機械学習方法 | |
| US11167377B2 (en) | Machining condition setting device and 3D laser machining system | |
| CN108202327B (zh) | 机器学习装置、机器人系统以及机器学习方法 | |
| JP6360090B2 (ja) | 機械学習装置、レーザ装置および機械学習方法 | |
| US10796226B2 (en) | Laser processing apparatus and machine learning device | |
| JP6680809B2 (ja) | ファイバレーザ装置及び機械学習装置 | |
| JP6339655B1 (ja) | 光源ユニットの光学部品の調芯手順を学習する機械学習装置および光源ユニット製造装置 | |
| CN120962129A (zh) | 一种适应复杂工况的高精度智能焊接系统 | |
| CN119347193A (zh) | 开式压力机床身智能化拼装及焊接制造方法及系统 | |
| Mao et al. | Development of a melt pool characteristics detection platform based on multi-information fusion of temperature fields and photodiode signals in plasma arc welding | |
| CN114970632B (zh) | 基于多脉冲激光的污染物清除方法和装置 | |
| CN110893515A (zh) | 加工条件调整装置以及机器学习装置 | |
| Seifert et al. | Quality control techniques in additive manufacturing: Current trends and their prototypical implementation | |
| JP7415097B1 (ja) | 制御装置、レーザ加工システム、およびレーザ加工方法 | |
| Yang et al. | Creating High-Definition Melting Map in Powder Bed Fusion Additive Manufacturing: Image-Based vs. Feature-Based Method | |
| Ding et al. | Real-time laser weld depth sensing with deep learning trained on paired OCT and metallography cross sections | |
| JP2025182466A (ja) | 機械学習装置、機械学習方法、加工システム、及び加工方法 | |
| CN121104373A (zh) | 基于机器学习的激光熔覆与切割复合加工系统 | |
| Schmöller | Control of the Weld Depth for Deep Penetration Laser Beam Welding | |
| CN121945989A (zh) | 基于oct图像引导的激光焊接焊缝跟踪与质量实时检测系统及方法 | |
| CN120890390A (zh) | 融合结构光与激光技术的金属材料多维度检测方法及系统 | |
| Chowdhury et al. | Thermal field and melt pool characterization in laser metal deposition via physics-informed neural networks | |
| Will | Optical Coherence Tomography for Process Monitoring in Laser Welding of Copper–Feature Engineering and Its Application for Quality Analysis | |
| CN121199449A (zh) | 一种基于多源传感的焊缝质量实时检测方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180502 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6625914 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |