JP2017164994A - 樹脂成形機及び樹脂成形方法 - Google Patents
樹脂成形機及び樹脂成形方法 Download PDFInfo
- Publication number
- JP2017164994A JP2017164994A JP2016052962A JP2016052962A JP2017164994A JP 2017164994 A JP2017164994 A JP 2017164994A JP 2016052962 A JP2016052962 A JP 2016052962A JP 2016052962 A JP2016052962 A JP 2016052962A JP 2017164994 A JP2017164994 A JP 2017164994A
- Authority
- JP
- Japan
- Prior art keywords
- negative pressure
- cavity
- resin molding
- passage
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】金型(10)は、型締め状態でキャビティ空間(12)を形成する固定側キャビティ形成体(16)及び可動側キャビティ形成体(18)と、各キャビティ形成体の接近移動によって動作する移動体(33)と、移動体の動作により負圧を発生させる負圧形成部(32)と、負圧形成部と固定側キャビティ形成体とに連通する通路(31)とを備えている。金型では、通路を通じて負圧形成部の負圧によりキャビティ空間の空気を吸引して減圧させる。
【選択図】図4
Description
図1は、第1の実施の形態に係る樹脂成形機を型開きした状態の概略構成図であり、図2は、上記樹脂成形機を型締めした状態の概略構成図である。なお、以下の説明において、特に明示しない限り、「上」、「下」、「左」、「右」は、図1を基準として用いる。
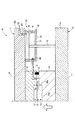
図6は、第2の実施の形態に係る樹脂成形機の概略構成図である。図6に示すように、第2の実施の形態に係る金型(樹脂成形機)10は、通路31を開閉可能とするバルブ(開閉機構)50を備えている。第2の実施の形態では、型開きした状態から図6に示す型締めした状態までバルブ50を閉塞しておき、第1の実施の形態と同様にピストン42を移動して減圧室37に負圧を発生させる(負圧形成工程)。そして、所定時間経過後、バルブ50を開放し、減圧室37の負圧によってキャビティ空間12を減圧させると同時又は直後(例えば、0.1〜2秒後などで設定可能、実際は1〜2秒後で設定)に、キャビティ空間12内に溶融樹脂Mを充填する(減圧及び充填工程)。これにより、合わせ面16a、18aの間を通じて吸引されるキャビティ空間12内の空気の流れにより、キャビティ空間12内を流れる溶融樹脂Mに加速させる力を加えることができ、溶融樹脂Mをより一層流れ易くすることができる。また、キャビティ空間12を負圧に維持する時間をできるだけ短縮することができ、キャビティ空間12への溶融樹脂Mの進入を良好に加速させることができる。また、流路39の面積が小さい場合や可動型13の移動速度が速い場合は、負圧形成工程の後、バルブ50の開放までに時間差を設けることで、確実に減圧室37内の圧力を接近移動量に応じた値とすることができるため、より安定してキャビティ空間12の減圧を行うことができる。
図7〜図9は、第3の実施の形態に係る樹脂成形機の概略構成図である。図7に示すように、第3の実施の形態に係る金型(樹脂成形機)10は、固定側キャビティ形成体16におけるキャビティ空間12の表面(形成面)12aに通路31の一端部が開口している。そして、その開口側には、キャビティ空間12に充填された溶融樹脂Mの通路31内への流入を規制する流入防止部60が設けられている。
12 キャビティ空間
12a 表面
16 固定側キャビティ形成体(キャビティ形成体)
16a 合わせ面
18 可動側キャビティ形成体(キャビティ形成体)
18a 合わせ面
19 シール材(封止部材)
30 減圧手段
31 通路
32 負圧形成部
33 移動体
50 バルブ
60 流入防止部
B ウェルド部
M 溶融樹脂
Claims (8)
- 相対移動によって相互に接近した型締め状態でキャビティ空間を形成する2体のキャビティ形成体を備えた樹脂成形機であって、
前記各キャビティ形成体の接近移動によって動作する移動体と、
前記移動体の動作により負圧を発生させる負圧形成部と、
前記負圧形成部と少なくとも一方の前記キャビティ形成体とに連通する通路とを含み、
前記通路を通じて前記負圧形成部の負圧により前記各キャビティ形成体の間を減圧させることを特徴とする樹脂成形機。 - 前記通路を開閉可能とする開閉機構を更に備えていることを特徴とする請求項1に記載の樹脂成形機。
- 前記各キャビティ形成体における前記キャビティ空間の外側には、型締め状態で面接触する合わせ面が形成され、
前記通路は、前記合わせ面に開口していることを特徴とする請求項1または請求項2に記載の樹脂成形機。 - 前記通路は、前記キャビティ空間の形成面に開口していることを特徴とする請求項1または請求項2に記載の樹脂成形機。
- 前記キャビティ空間に充填された樹脂の前記通路内への流入を規制する流入防止部を前記通路の開口側に設けたことを特徴とする請求項4に記載の樹脂成形機。
- 前記各キャビティ形成体の間の空間を密閉するための封止部材を設けたことを特徴とする請求項1から請求項5の何れかに記載の樹脂成形機。
- 相対移動によって相互に接近した型締め状態でキャビティ空間を形成する2体のキャビティ形成体の接近移動によって移動体を動作して発生させた負圧により、前記各キャビティ形成体の間を減圧させる減圧工程と、
前記キャビティ空間に溶融樹脂を充填する充填工程とを行うことを特徴とする樹脂成形方法。 - 相対移動によって相互に接近した型締め状態でキャビティ空間を形成する2体のキャビティ形成体の接近移動によって移動体を動作して負圧を発生させる負圧形成工程と、
前記負圧形成工程後、該負圧形成工程で発生した負圧により前記各キャビティ形成体の間を減圧させると同時又は直後に、前記キャビティ空間に溶融樹脂を充填する減圧及び充填工程とを行うことを特徴とする樹脂成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052962A JP2017164994A (ja) | 2016-03-16 | 2016-03-16 | 樹脂成形機及び樹脂成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052962A JP2017164994A (ja) | 2016-03-16 | 2016-03-16 | 樹脂成形機及び樹脂成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017164994A true JP2017164994A (ja) | 2017-09-21 |
Family
ID=59912360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016052962A Withdrawn JP2017164994A (ja) | 2016-03-16 | 2016-03-16 | 樹脂成形機及び樹脂成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017164994A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10857790B2 (en) | 2018-06-19 | 2020-12-08 | Seiko Epson Corporation | Liquid discharge head, liquid discharge apparatus, and wiring substrate |
| CN112406030A (zh) * | 2020-11-20 | 2021-02-26 | 浙江傲邦科技有限公司 | 一种热固材料的模具减压结构 |
| CN115352004A (zh) * | 2022-09-19 | 2022-11-18 | 浙江天能精工科技有限公司 | 一种用于电池塑壳模具的脱模机构及控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0666857U (ja) * | 1993-02-26 | 1994-09-20 | 宇部興産株式会社 | 金型用ガス抜き装置 |
| JPH0788901A (ja) * | 1993-09-28 | 1995-04-04 | Nec Corp | 樹脂封止用金型 |
| JP2004009586A (ja) * | 2002-06-07 | 2004-01-15 | Nissan Motor Co Ltd | 射出成形用金型および射出成形方法 |
| JP2009029072A (ja) * | 2007-07-30 | 2009-02-12 | Kimura Kogyo:Kk | 成形装置 |
-
2016
- 2016-03-16 JP JP2016052962A patent/JP2017164994A/ja not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0666857U (ja) * | 1993-02-26 | 1994-09-20 | 宇部興産株式会社 | 金型用ガス抜き装置 |
| JPH0788901A (ja) * | 1993-09-28 | 1995-04-04 | Nec Corp | 樹脂封止用金型 |
| JP2004009586A (ja) * | 2002-06-07 | 2004-01-15 | Nissan Motor Co Ltd | 射出成形用金型および射出成形方法 |
| JP2009029072A (ja) * | 2007-07-30 | 2009-02-12 | Kimura Kogyo:Kk | 成形装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10857790B2 (en) | 2018-06-19 | 2020-12-08 | Seiko Epson Corporation | Liquid discharge head, liquid discharge apparatus, and wiring substrate |
| CN112406030A (zh) * | 2020-11-20 | 2021-02-26 | 浙江傲邦科技有限公司 | 一种热固材料的模具减压结构 |
| CN115352004A (zh) * | 2022-09-19 | 2022-11-18 | 浙江天能精工科技有限公司 | 一种用于电池塑壳模具的脱模机构及控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5527451B1 (ja) | 鋳造装置 | |
| CN103112153B (zh) | 一种热成型模具 | |
| US20100327203A1 (en) | Vacuum gate valve and a method of opening and closing gate using the same | |
| CN1282535C (zh) | 一种模塑工艺 | |
| JP2017164994A (ja) | 樹脂成形機及び樹脂成形方法 | |
| TWI679096B (zh) | 將一載體與電子元件至少部分封裝之模具及封裝之成型裝置及封裝之方法 | |
| JP2005501733A (ja) | ダイカスト装置における真空バルブの制御方法、真空ダイカスト装置 | |
| CN106182657A (zh) | 一种电液混合油缸锁模机构 | |
| JP5944765B2 (ja) | ランナ排出装置及び射出成形機 | |
| CN110871552B (zh) | 一种可靠性高的注塑模具 | |
| JP5203782B2 (ja) | 成形機 | |
| JP2017109744A (ja) | 液体充填ノズル装置 | |
| KR101302343B1 (ko) | 진공성막장치 및 진공성막방법 | |
| CN205219623U (zh) | 一种热流道模具 | |
| CN208375913U (zh) | 酒瓶包装盒底座注塑模具 | |
| CN104890239B (zh) | 一种塑料无模成型装置 | |
| KR20130052296A (ko) | 다이캐스팅용 주형 및 이것을 이용한 풀리 제조 방법 | |
| JP6489500B2 (ja) | 鋳造装置及び鋳造方法 | |
| JPS6097815A (ja) | 成形方法および成形機 | |
| JP2006142781A (ja) | 射出プレス成形用金型及び射出プレス成形方法 | |
| CN219220656U (zh) | 一种定量加液装置 | |
| CN204770565U (zh) | 一种通用型热式真空压铸机 | |
| CN107877772A (zh) | 注射成型机 | |
| KR20160128037A (ko) | 발포 사출 성형용 금형 및 발포 사출 성형 방법 | |
| JPH084909B2 (ja) | 射出成形機におけるガス抜き装置の弁構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20200818 |