JP2017186583A - 冷延鋼帯の洗浄設備および洗浄方法 - Google Patents
冷延鋼帯の洗浄設備および洗浄方法 Download PDFInfo
- Publication number
- JP2017186583A JP2017186583A JP2016073982A JP2016073982A JP2017186583A JP 2017186583 A JP2017186583 A JP 2017186583A JP 2016073982 A JP2016073982 A JP 2016073982A JP 2016073982 A JP2016073982 A JP 2016073982A JP 2017186583 A JP2017186583 A JP 2017186583A
- Authority
- JP
- Japan
- Prior art keywords
- cleaning
- luminance
- steel strip
- brightness
- cold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Investigating And Analyzing Materials By Characteristic Methods (AREA)
- Investigating Or Analysing Materials By Optical Means (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Abstract
Description
本発明の第1の実施形態に係る冷延鋼帯Sの洗浄設備1は、例えば冷延鋼帯Sの連続焼鈍ラインに配置される。図1に示すように、第1の実施形態に係る洗浄設備1は、走行方向Tに沿って走行する鋼帯Sを洗浄する洗浄装置10と、洗浄装置10の入側に設けられた輝度計(以下、「入側輝度計20」という)と、洗浄装置10の出側に設けられた輝度計(以下、「出側輝度計30」という)を備えている。洗浄装置10の下流側には鋼帯Sを蓄積するルーパー80が設けられ、ルーパー80に蓄積される鋼帯Sはその後焼鈍設備に向かう。第1の実施形態における出側輝度計30は、ルーパー80の入側近傍に配置されている。
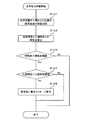
本発明の第2の実施形態に係る洗浄設備1は、洗浄能力の低下状況をより詳細に把握することを可能にする。第2の実施形態における洗浄設備1は、図1に示す第1の実施形態に係る洗浄設備1と同様の構成を有しているが、第2の実施形態では、制御部40に輝度差閾値Aおよび輝度差閾値Bといった2つの閾値が設定されている。輝度差閾値Aは、輝度差閾値Bよりも小さい値であり、例えば輝度差が当該閾値を下回ると洗浄能力の低下が著しくなり、鋼帯Sの洗浄品質に著しい悪影響を及ぼすような値に設定される。また、輝度差閾値Bは、例えば輝度差が当該閾値を下回ると洗浄能力の低下がある程度認められ、輝度差閾値Aを下回る場合ほどではないが鋼帯Sの洗浄品質に悪影響を及ぼすような値に設定される。
洗浄装置10の洗浄能力を十分に発揮できたとしても洗浄装置10の洗浄能力には限界があることから、洗浄前の段階でそれほど汚れていない鋼帯Sを洗浄する場合の洗浄効果は、洗浄前の段階で酷く汚れている鋼帯Sを洗浄する場合に比べて小さくなる。即ち、洗浄前の段階でそれほど汚れていない鋼帯Sを洗浄する場合には、出側輝度と入側輝度の輝度差が小さくなる傾向にある。このため、輝度差のみに着目した洗浄能力評価を行うと、洗浄前の鋼帯Sがそれほど汚れていない場合において輝度差が小さく算出されることによって、洗浄装置10が十分な洗浄能力を有しているにも関わらず制御部40により洗浄装置10の洗浄能力が低下していると判定される。この場合、本来必要でないメンテナンスを実施してしまうことも考えられる。そこで、本発明の第3の実施形態に係る洗浄設備1は、洗浄装置10の洗浄能力をより正確に評価することを可能にし、メンテナンス作業を適切なタイミングで行うことを可能にする。
10 洗浄装置
11 電解タンク
12 ブラシスクラバー
13 リンスタンク
14 ドライヤー
20 入側輝度計
30 出側輝度計
40 制御部
50 表示部
80 ルーパー
S 冷延鋼帯
T 走行方向
Claims (6)
- 走行する冷延鋼帯を洗浄する洗浄装置と、
前記洗浄装置の入側において前記冷延鋼帯の表面の輝度を測定する入側輝度測定装置と、
前記洗浄装置の出側において前記冷延鋼帯の表面の輝度を測定する出側輝度測定装置と、
前記入側輝度測定装置で得られる入側輝度と前記出側輝度測定装置で得られる出側輝度との輝度差を算出する制御部とを備え、
前記制御部は、
前記輝度差と予め設定された輝度差閾値とを対比し、
前記輝度差が前記輝度差閾値未満である場合に、前記洗浄装置の洗浄能力が低下していることを示す通知表示を表示部に表示させるように構成されている、冷延鋼帯の洗浄設備。 - 前記制御部に前記輝度差閾値が複数設定され、該制御部は、前記表示部に各輝度差閾値と前記輝度差との関係に応じて異なる前記通知表示を表示させるように構成されている、請求項1に記載の冷延鋼帯の洗浄設備。
- 前記制御部は、
前記輝度差が前記輝度差閾値未満である場合に前記入側輝度と予め設定された入側輝度閾値とを対比し、
前記入側輝度が前記入側輝度閾値未満である場合に前記表示部に前記通知表示を表示させるように構成されている、請求項1又は2に記載の冷延鋼帯の洗浄設備。 - 走行する冷延鋼帯を洗浄する洗浄装置の入側および出側において前記冷延鋼帯の表面の輝度を測定し、
前記洗浄装置の入側で測定された入側輝度と前記洗浄装置の出側で測定された出側輝度との輝度差を算出し、
前記輝度差と予め設定した輝度差閾値とを対比し、前記輝度差が前記輝度差閾値未満である場合に前記洗浄装置の洗浄能力を回復させるメンテナンスを実施する、冷延鋼帯の洗浄方法。 - 前記輝度差閾値を複数設定し、前記メンテナンスを実施する際に各輝度差閾値と前記輝度差との関係に応じ、異なる内容の前記メンテナンスを実施する、請求項4に記載の冷延鋼帯の洗浄方法。
- 前記輝度差が前記輝度差閾値未満である場合に前記入側輝度と予め設定した入側輝度閾値とを対比し、
前記入側輝度が前記入側輝度閾値未満である場合に前記メンテナンスを実施する、請求項4又は5に記載の冷延鋼帯の洗浄方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016073982A JP6604254B2 (ja) | 2016-04-01 | 2016-04-01 | 冷延鋼帯の洗浄設備および洗浄方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016073982A JP6604254B2 (ja) | 2016-04-01 | 2016-04-01 | 冷延鋼帯の洗浄設備および洗浄方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017186583A true JP2017186583A (ja) | 2017-10-12 |
| JP6604254B2 JP6604254B2 (ja) | 2019-11-13 |
Family
ID=60046169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016073982A Active JP6604254B2 (ja) | 2016-04-01 | 2016-04-01 | 冷延鋼帯の洗浄設備および洗浄方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6604254B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976885A (ja) * | 1982-10-25 | 1984-05-02 | Kawasaki Steel Corp | 熱延鋼帯の酸洗方法 |
| JPH0987876A (ja) * | 1995-09-26 | 1997-03-31 | Kawasaki Steel Corp | 鋼帯の酸洗処理方法およびその設備 |
| JPH09302488A (ja) * | 1996-05-15 | 1997-11-25 | Nippon Steel Corp | 冷延鋼板の洗浄装置における洗浄制御方法 |
| JPH10185903A (ja) * | 1996-12-26 | 1998-07-14 | Nkk Corp | 金属帯の洗浄不良性欠陥の検出方法並びにその除去方法および装置 |
| JP2001321829A (ja) * | 2000-05-18 | 2001-11-20 | Sumitomo Metal Ind Ltd | 鋼板の製造方法および製造装置 |
| US20110051994A1 (en) * | 2008-05-14 | 2011-03-03 | Guy Monfort | Method of measuring the cleanness of steel strip |
-
2016
- 2016-04-01 JP JP2016073982A patent/JP6604254B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976885A (ja) * | 1982-10-25 | 1984-05-02 | Kawasaki Steel Corp | 熱延鋼帯の酸洗方法 |
| JPH0987876A (ja) * | 1995-09-26 | 1997-03-31 | Kawasaki Steel Corp | 鋼帯の酸洗処理方法およびその設備 |
| JPH09302488A (ja) * | 1996-05-15 | 1997-11-25 | Nippon Steel Corp | 冷延鋼板の洗浄装置における洗浄制御方法 |
| JPH10185903A (ja) * | 1996-12-26 | 1998-07-14 | Nkk Corp | 金属帯の洗浄不良性欠陥の検出方法並びにその除去方法および装置 |
| JP2001321829A (ja) * | 2000-05-18 | 2001-11-20 | Sumitomo Metal Ind Ltd | 鋼板の製造方法および製造装置 |
| US20110051994A1 (en) * | 2008-05-14 | 2011-03-03 | Guy Monfort | Method of measuring the cleanness of steel strip |
| JP2011523591A (ja) * | 2008-05-14 | 2011-08-18 | サントル ド ルシェルシュ メタリュルジク アエスベエル−セントラム ヴォール リサーチ イン デ メタルージー フェーゼットヴェー | 鋼ストリップの清浄度を測定する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6604254B2 (ja) | 2019-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100269854A1 (en) | Apparatus and Method for the Continuous Pickling of Steel Strip | |
| RU2737296C1 (ru) | Установка для очистки металлических изделий | |
| US9358594B2 (en) | Manufacturing apparatus and manufacturing method of hot-rolled steel sheet | |
| JP6604254B2 (ja) | 冷延鋼帯の洗浄設備および洗浄方法 | |
| JP6135575B2 (ja) | 冷延鋼板の冷却方法および冷却設備ならびに冷延鋼板の製造方法 | |
| KR101461474B1 (ko) | 강판세정장치 및 전해청정설비 | |
| JP2009078289A (ja) | 熱間圧延における近赤外線カメラを用いた熱延金属帯の欠陥検出方法およびそれを用いた熱延金属帯の製造方法 | |
| KR100838724B1 (ko) | 산세강판의 롤마크 표면결함 검출시스템 | |
| JP2842791B2 (ja) | 冷間圧延板の洗浄方法 | |
| KR100478848B1 (ko) | 산세강판의 표면결함 검출 시스템 및 그 방법 | |
| CN115575282B (zh) | 用于无取向硅钢清洗液的洁净度检测分析方法 | |
| JPH11269678A (ja) | 連続焼鈍設備における冷延鋼帯の洗浄方法および装置 | |
| JP6791092B2 (ja) | 金属帯の連続研削方法および連続研削ライン | |
| JP3022273B2 (ja) | 連続焼鈍設備における冷延鋼帯の洗浄方法および装置 | |
| KR101480876B1 (ko) | 연속 소둔로의 수냉대에서 망간 산화물이 스트립에 부착되는 것을 방지하는 장치 | |
| JP7464208B1 (ja) | 金属帯の欠陥検出装置、金属帯の冷間圧延装置、金属帯の欠陥検出方法及び、金属帯の冷間圧延方法 | |
| JPH10185903A (ja) | 金属帯の洗浄不良性欠陥の検出方法並びにその除去方法および装置 | |
| JP4561104B2 (ja) | 冷延鋼板の冷却方法 | |
| JP2010025835A (ja) | 鋼帯の合否判定方法 | |
| KR20200040534A (ko) | 소둔라인 후처리 설비 및 이의 제어 방법 | |
| JP2014203117A (ja) | 異常工程の推定作業の支援システム | |
| TWI774619B (zh) | 防止單面鍍鋅鋼帶生鏽之方法 | |
| JPH0518907A (ja) | 鋼帯表面疵検査方法 | |
| JP2004160511A (ja) | 鋼板の表面疵除去方法 | |
| WO2024185206A1 (ja) | 金属帯の欠陥検出装置、金属帯の冷間圧延装置、金属帯の欠陥検出方法及び、金属帯の冷間圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190906 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190930 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6604254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |