JP2017190516A - 金属粒子の製造方法、及び、金属粒子の製造装置 - Google Patents
金属粒子の製造方法、及び、金属粒子の製造装置 Download PDFInfo
- Publication number
- JP2017190516A JP2017190516A JP2016082337A JP2016082337A JP2017190516A JP 2017190516 A JP2017190516 A JP 2017190516A JP 2016082337 A JP2016082337 A JP 2016082337A JP 2016082337 A JP2016082337 A JP 2016082337A JP 2017190516 A JP2017190516 A JP 2017190516A
- Authority
- JP
- Japan
- Prior art keywords
- particles
- magnetic field
- metal
- molten metal
- electromagnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
【課題】落下速度が速すぎて粒子同士が衝突することがなく、へこみ及び欠けが無くて品質の良い金属粒子を高収率で製造することができる金属粒子の製造方法及び装置を提供する。【解決手段】溶融金属から金属粒子130を製造するに際し、圧電素子107にパルス圧力を発生させ、このパルス圧力によるプランジャ106の上下移動動作により、パルス圧力を、保持容器91内に保持した溶融金属に伝達し、パルス圧力が伝達された溶融金属に臨界変位以上の変位が発生して、保持容器に設けられたノズル104から溶融金属を、回収筒113内の不活性ガス雰囲気中に1個ずつ単分散粒子130として吐出して球形化し、回収筒の外部から電磁石112により交流磁場を回収筒内に発生させ、回収筒内に吐出された単分散粒子に、上向きに磁気体積力を発現させて、単分散粒子の落下速度を低減させつつ球形化した単分散粒子を回収する。【選択図】 図1
Description
本発明は、ノズルヘッドから溶融金属材料を吐出し、電磁石を用いた回収部で金属粒子を回収して金属粒子を製造する金属粒子の製造方法、及び、金属粒子の製造装置に関する。
形状の揃った均一な粒子は、その材質を問わず、電気製品をはじめとする様々な科学技術分野で広く用いられ、その需要は拡大の一途である。例えば、ゾルゲル法にて製造される二酸化珪素の均一粒子は、液晶パネルにおいて、液晶を封入するガラス板の間隔を精度良く確保する手段として広く用いられている。
また、半導体ICパッケージの回路基板への接続のため、その電極部分にはんだ粒子が用いられている。このはんだ粒子は、格子状電極配置の半導体ICパッケージであるBG A(ボールグリッドアレイ)パッケージに使用されている。BGAパッケージの端子が0.3〜1.0mmピッチのものが多く普及しており、それに伴い、粒子径200〜800μmのBGAボールが広く使用されている。
はんだ粒子において、へこみ及び欠けがないことは非常に重要なことである。例えば、はんだ粒子をBGAパッケージに実装する装置では、はんだ粒子を連続的に供給するために、停滞することなく転がることが求められるからである。もし、はんだ粒子の転がりが悪いと、装置の途中ではんだ粒子の供給が止まるので、この供給部分の調整などが頻繁に必要となり、生産効率を著しく低下させる。また、はんだ粒子をBGAパッケージに高精度で実装する方法として、BGAパッケージに合わせて高精度に配置したノズル部分を真空に引き、この部分に、はんだ粒子を吸着させ、所定の位置に配列する方法がある。この際に、はんだ粒子の表面のへこみ又は欠けが多いと吸着できず、はんだ粒子が搭載されない端子ができ、BGAパッケージそのものが不良となる。
このはんだ粒子を製造する手段としては、るつぼ内の溶湯に圧力と振動とを付与して、前記るつぼの底部に設けたオリフィスから溶湯を押出し、前記オリフィスから滴下した溶湯を急冷凝固させて、はんだ粒子を製造する方法が、均一液滴噴霧法と呼ばれ、提案されている(例えば特許文献1参照)。図10は、特許文献1に記載された従来の均一液滴噴霧法を示す図である。
ここで、図10を用いて、上述の均一液滴噴霧装置を、より具体的に説明する。ピエゾ素子1で振動を発生させ、振動棒3を介して、溶湯4に振動が伝わる。溶解チャンバー5は、ガス供給口2よりガスが供給されて加圧された状態になっている。ガス圧力によって溶解チャンバー5のオリフィス6から押し出された溶湯4は、振動が与えられているので一定の間隔で分断され、液滴8が形成される。電極板7では、電極板7と溶湯4との間に電位を与えており、これによって、液滴8を同一電荷に帯電させて、液滴8同士が接することを防止している。これらの液滴8は、チャンバー9内を落下中に、液滴8自身の表面張力によって球状化され、ガス雰囲気を飛行中に冷却され、凝固する。
チャンバー9内には、ガス供給口11より、不活性ガスが供給されており、液滴8の酸化を防止している。また、チャンバー9内の圧力は、溶解チャンバー5中より低くしてある。最終的には、球状凝固体10として、チャンバー9の底部に回収される。
しかしながら、前記従来の構成では、不活性ガス中で吐出した金属粒子の落下速度が速すぎて粒子同士が衝突してしまい、品質の悪い粒子(へこみ又は欠けなどが発生)が形成され、製造歩留りが悪いという課題を有している。
本発明は、前記従来の課題を解決するもので、落下速度が速すぎて粒子同士が衝突することがなく、へこみ及び欠けが無くて品質の良い金属粒子を高収率で製造することができる金属粒子の製造方法及び装置を提供することを目的とする。
上記目的を達成するために、本発明の1つの態様にかかる金属粒子の製造方法は、溶融金属から金属粒子を製造するに際し、
圧電素子にパルス圧力を発生させ、
このパルス圧力によるプランジャの上下移動動作により、前記パルス圧力を、保持容器内に保持した前記溶融金属に伝達し、
前記パルス圧力が伝達された前記溶融金属に臨界変位以上の変位が発生して、前記保持容器に設けられたノズルから前記溶融金属を、回収筒内の不活性ガス雰囲気中に1個ずつ単分散粒子として吐出して球形化し、
前記回収筒の外部から電磁石により交流磁場を前記回収筒内に発生させ、前記回収筒内に吐出された前記単分散粒子に、上向きに磁気体積力を発現させて、前記単分散粒子の落下速度を低減させつつ前記球形化した単分散粒子を回収する。
圧電素子にパルス圧力を発生させ、
このパルス圧力によるプランジャの上下移動動作により、前記パルス圧力を、保持容器内に保持した前記溶融金属に伝達し、
前記パルス圧力が伝達された前記溶融金属に臨界変位以上の変位が発生して、前記保持容器に設けられたノズルから前記溶融金属を、回収筒内の不活性ガス雰囲気中に1個ずつ単分散粒子として吐出して球形化し、
前記回収筒の外部から電磁石により交流磁場を前記回収筒内に発生させ、前記回収筒内に吐出された前記単分散粒子に、上向きに磁気体積力を発現させて、前記単分散粒子の落下速度を低減させつつ前記球形化した単分散粒子を回収する。
以上のように、本発明の前記態様によれば、落下速度が速すぎて粒子同士が衝突することがなく、へこみ及び欠けが無くて品質の良い金属粒子を高収率で製造することができる。
以下、本発明の実施の形態について、図面を参照しながら説明する。
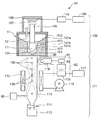
図1は、本発明の実施の形態における金属粒子の製造方法に用いられる金属粒子製造装置90の断面図である。この金属粒子製造装置90は、溶融した金属を吐出する吐出部120と、吐出部120から吐出した金属粒子130を回収する回収部121とを備えて、溶融金属から金属粒子を製造する。金属粒子の一例としては、粒子径200〜800μmの金属粒子である。
まずは、金属粒子を吐出する吐出部120について説明する。
(吐出部120)
一例として、吐出部120はノズルヘッド100で構成される。ノズルヘッド100には、溶融金属供給室101と、圧力室105と、ノズル104と、吐出力付与装置の一例としての圧電素子107とプランジャ106とを備える。
一例として、吐出部120はノズルヘッド100で構成される。ノズルヘッド100には、溶融金属供給室101と、圧力室105と、ノズル104と、吐出力付与装置の一例としての圧電素子107とプランジャ106とを備える。
溶融金属供給室101は、素材となる金属材料を溶融金属として蓄える保持容器91内に形成する。保持容器91の供給室101の周囲には、加熱機構102が備えられ、供給室101内の金属材料をその融点以上に加熱して溶融させて溶融金属として保持する。供給室101の底面101aは、漏斗状となっており、底面101aの中央に凹部101bあり、凹部101bの下端は圧力室105に連通して、供給室101から圧力室105に、溶融した金属材料103を供給可能とする。溶融した金属材料103の例としては、はんだ材料であって、SnAgBiInCuを主成分とする合金が例示できる。
圧力室105の下端にノズル104を配置して圧力室105がノズル104に連通し、溶融した金属材料103を圧力室105から下方に所定の圧力で送り、ノズル104から下方に吐出可能とする。
圧力室105の下端にノズル104を配置して圧力室105がノズル104に連通し、溶融した金属材料103を圧力室105から下方に所定の圧力で送り、ノズル104から下方に吐出可能とする。
プランジャ106は、供給室101を上下方向に貫通して、下端の先端部111が、供給室101の凹部101bと圧力室105との中で上下移動可能に配置される。凹部101bの下端の側面全周には凸部が突出形成されて小径部101cを構成する。プランジャ106の先端部111は尖塔状に加工が施されて、先端部111と小径部101cとにより、小径部101cよりも上側の供給室101と、小径部101cよりも下側の圧力室105とを仕切って、圧力室105内に供給された、溶融した金属材料103に加圧できるようにしている。よって、プランジャ106の先端部111が圧力室105内で上下移動することにより、凹部101bから小径部101cを介して圧力室105内に、溶融した金属材料103を供給可能で、かつ、圧力室105内に供給された金属材料103に対して、ノズル104から吐出するための圧力を生成可能とする。
また、このプランジャ106の上端は、推力を発生させる圧電素子107と接続されており、プランジャ106は、圧電素子107の推力を圧力室105に伝達する作用を担う。圧電素子107は、固定具108により供給室101の上部に固定されている。
また、圧電素子107は、外部電源109と、ファンクションジェネレータ110と、電気的に接続され、外部電源109によりファンクションジェネレータ110を介して駆動することができる。ファンクションジェネレータ110において所定周波数の矩形波の電圧を発生させ、ファンクションジェネレータ110から圧電素子107に矩形波の電圧を印加し、所定周波数でかつ所定振幅の振動を圧電素子107に発生させる。その結果、圧電素子107と実質的に一体構造のプランジャ106を同じ周波数のパルスで保持容器91に対して上下方向に振動させ、プランジャ106の先端部側で接触している圧力室105内の、溶融した金属材料103にパルス圧力波を発生させる。
これにより、圧電素子107が、図1における下方に所定の変位量以上変位する(臨界変位以上に変位する)と、プランジャ106を介して圧力室105内の溶融した金属材料103をノズル104から液滴状にして吐出する。この吐出は、パルス圧力波の1周期に1回ずつ行われる。ここで、圧電素子107の臨界変位とは、溶融金属(溶融した金属材料103)に発生させる臨界変位のことであり、圧力室105内の溶融した金属材料103がノズル104から液滴状に吐出する程度の変位を意味する。例えば、粒子径200〜800μmの金属粒子を製造するとき、ノズル104の内径を160〜640μmとすると、所定周波数は10〜1000Hzであり、所定振幅は0.5〜170μm(変位量)である。なお、ノズル104の内径、圧電素子107の変位の周波数又は振幅も特に限定的ではなく、対象とする金属材料の種類、金属粒子の粒子径、又は、必要とする製造速度などに応じて、適宜選択すればよい。
(回収部121)
次に、金属粒子製造装置90を構成する回収部121について説明する。
次に、金属粒子製造装置90を構成する回収部121について説明する。
吐出部120を構成するノズル104の下部には、吐出される金属粒子130を捕捉するための回収部121が設けられる。回収部121は、電磁石112と、不活性ガスが供給される円筒状の回収筒113と、ゲートバルブ114と、回収部材の一例としての金属粒子回収ボックス115とを備える。よって、この回収部121の上端から、例えば、30cm以内に電磁石112を回収部121の外部に有する。電磁石112の下方でかつ回収筒113の下端には、回収筒113内に吐出された後、回収筒113内で冷却された金属粒子130に対して開閉可能なゲートバルブ114が配置されている。ゲートバルブ114のさらに下方には、ゲートバルブ114が開いたときゲートバルブ114を通過して落下する金属粒子130を回収する金属粒子回収ボックス115が接続されている。
ノズル104から回収筒113内に吐出された、溶融した金属材料103は、その表面張力により球形となり、回収筒113内の気体中にて冷却されて球形成がなされる。このとき、表面の酸化を抑制するために、不活性ガス供給装置95から回収筒113内に窒素等の不活性ガスが下から上向きに微少流量で供給されて、回収筒113内に窒素等の不活性ガス雰囲気を形成する。このように構成することにより、回収筒113内の窒素等の不活性ガス雰囲気中へ金属材料103が吐出されかつ冷却されることが望ましい。
また、電磁石112には、外部電源117と、ファンクションジェネレータ116とを用いて矩形波の交流電圧を加えている。電磁石112は、回収筒113の外周に配置されて、時間的に磁場方向が変わる交流磁場を発生させる円筒の電磁石であり、磁場方向と回収筒113の上下方向沿いの軸方向とが平行になるよう設置されている。時間的に磁場方向が変わる交流磁場とは、例えば、ある磁場強度で数msの間に百回〜数百回程度、磁場の正負を反転させるような交流磁場を意味している。交流電圧、磁場強度、時間、及び、反転回数等は、金属の種類又は金属粒子の粒径などにより異なっている。なお、圧電素子107に発生させる周波数と磁場の正負の反転回数との間に関係性を持たせて、例えば、磁場の正負を反転回数は、圧電素子107に発生させる周波数の±10%の範囲内とすれば、金属粒子130の落下速度がより制御しやすい場合もある。
吐出された金属材料103が金属粒子130として落下するときの落下速度を撮像装置例えば高速度カメラ119又はストロボカメラを用いて計測(算出)し、計測結果をファンクションジェネレータ116にフィードバックすることで、電磁石112の中心部での磁場の正負を制御して磁場の方向を制御し、金属粒子130に対して交流磁場を発生させて、磁気体積力を発現させて落下速度を減少させている。このフィードバックは、例えば以下のようにして行うことができる。
最初に、予め決められた初期条件下で、電磁石112の中心部での磁場の正負を制御して磁場の方向を制御し、金属粒子130に対して交流磁場を発生させて、磁気体積力を発現させた状態で、金属粒子130の落下を開始する。初期条件の例としては、後述の実施例の条件のいずれかから適宜選択して採用すればよい。
次いで、回収筒113の透明窓96を通して高速度カメラ119で、回収筒113内で落下する金属粒子130を撮像し、金属粒子130の体積を基に粒径を演算部94で算出する。これは、落下直後の金属粒子130は必ずしも球形ではなく、楕円形など球形とは異なる形状をしている可能性があるため、撮像した粒子像を基に演算部94で三次元解析して体積を求め、求めた体積から球形である場合の直径を算出する。算出した直径が所望の粒径であるか否かを判定部93で判定する。算出した直径が所望の粒径でない場合には、交流電圧、磁場強度、時間、及び、反転回数等の制御因子を変化させる。算出した直径が所望の粒径である場合には、以下の落下速度の計測等を行う。
次いで、金属粒子130の落下速度を高速度カメラ119で計測する。計測の一例としては、高速度カメラ119で落下する金属粒子130を撮像した情報から、金属粒子130の落下速度を演算部94で算出する。高速度カメラ119で算出した金属粒子130の落下速度が、落下速度が速すぎて粒子同士が衝突してしまう落下速度の上限値を越えるか否かを判定部93で判定する。算出された落下速度が上限値を越えると判定部93で判定したときは、そのときに交流磁場の正負を反転させるように設定されている電圧よりもさらに頻繁に交流磁場の正負を反転させるような追加電圧の印加を行うような補正信号を、判定部93からファンクションジェネレータ116に出力する。一方、算出された落下速度が上限値を越えないと判定部93で判定したときは、そのときの交流磁場をそのまま維持するように電圧の印加を続けるような信号を、判定部93からファンクションジェネレータ116に出力する。上限値は、落下速度が速すぎて粒子同士が衝突してしまう落下速度に限らず、安全を考慮して、落下速度が速すぎて粒子同士が衝突してしまう落下速度よりも遅い速度としてもよい。
よって、このように、高速度カメラ119と、演算部94と、判定部93と、ファンクションジェネレータ116とが、交流磁場制御部92の一例として機能する。
このように、回収筒113内で冷却されつつ落下する金属粒子130に対して、交流磁場を発生させて、金属粒子130に上向きの磁気体積力を発現させて、金属粒子130の落下速度を減少させた後は、ゲートバルブ114を介して金属粒子回収ボックス115内に回収される。
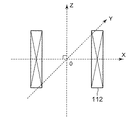
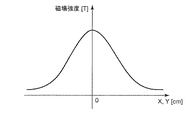
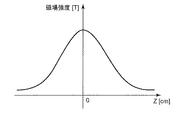
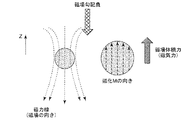
図2Aに、本発明の実施の形態における電磁石112の座標の取り方を示す。電磁石112の中心を原点とし、印加磁場方向をz軸とし、またz軸に対して垂直な軸をx,y軸とし、それぞれz軸に対して直交する。また、図2Bにx,y方向における磁場分布を示し、図2Cにz方向における磁場分布を示す。図2B及び図2Cのそれぞれにおいて、縦軸は磁場強度[T]を表し、横軸は座標[cm]を表す。これらの図より、ソレノイド型円筒磁石であるため、電磁石112の中心部である原点が、最も磁場強度が強いことがわかる。磁場勾配は、z軸第一象限が負となり、第二象限が正となる。吐出方向の乱れを抑制させるため、金属粒子130は、xy軸の磁場勾配の少ないソレノイド型円筒の電磁石112の中心部を通過することが好ましい。また、高磁場発生時には、電磁石112が発熱して磁場強度が低下する恐れがあるため、電磁石112の内部に冷却水を遠心ポンプ118で循環させている。冷却能力を最大化するため、冷却水には不凍液を使用し、−10〜0℃で管理することが好ましい。
次に、本実施形態の特徴である金属粒子130に交流磁場を印加し、磁気体積力を発現させて落下速度を減少させるメカニズムについて説明する。
金属粒子130をノズル104から回収筒113内に吐出すると、金属粒子130は表面張力により球形化したのち、金属粒子130には、重力と空気抵抗とによる力が加わる。そこに、電磁石112を用いて磁場を印加することで、上向きに磁気体積力
を金属粒子130に発現し、重力の作用を低減することで、金属粒子130の落下速度(落下速度)を減少させることが可能となる。ここで、Mは磁化[A/m]、Hは電磁石112によって発生する磁場[A/m]、Vは金属粒子130である磁性体の体積[m3]、χは磁性体の磁化率[m3/kg]、ΔHは磁場勾配[A/m]、太文字はベクトル量、細文字はスカラー量を表す。
この式より、磁気体積力
の向きは、吐出した金属粒子130の磁化Mの向きと磁気勾配ΔHとによって決定されることがわかる。また、磁化Mは、磁場強度Hと金属粒子130の磁化率χとの積で表すことが出来き、金属粒子130の磁化率χの正負によって磁場の向きを上下変更することで、磁化Mの向きを制御することが出来る。
例として、金属粒子130が錫、銀、ビスマス、インジウム、及び、銅で形成されたSnAgBiInCuはんだの場合を示す。表1にSnAgBiInCuはんだを形成している各金属の磁化率χを表す。
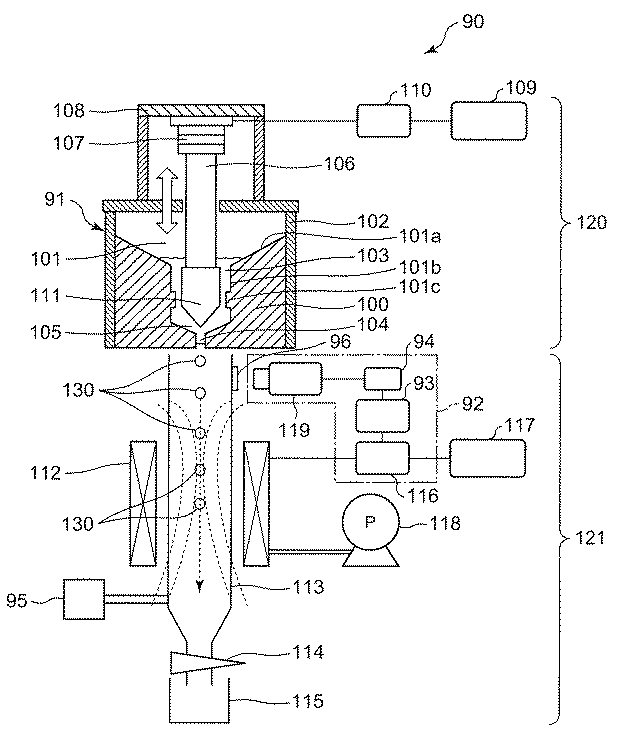
表1より、すべての形成金属の磁化率χがχ<0であり、反磁性材料であることがわかる。
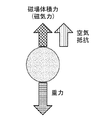
また、図3Aに、電磁石112の上部で磁場勾配が負又は下向きに磁場を印加した時にSnAgBiInCuはんだが吐出されたときに加わる力を示し、図3Bに磁気体積力を発現させたときに加わるすべての力を示す。ここで、重力方向の下向きを負とし、上向きを正とする。図3Aのように下向きに磁場を印加すると、SnAgBiInCuはんだは反磁性材料(磁化率χ<0)であるため、磁場の向きとは逆向きの上向きに磁化し、磁気体積力は上向きに加わる。そのため、図3Bのように、吐出後に加わる重力と空気抵抗とに加えて、更に磁気体積力を発現させることで、金属粒子130の落下速度を低減させることが出来る。
また、金属粒子130が強磁性材料の場合は、磁化率χ>0であるため、上向きに印加する必要があり、金属粒子130の組成によって変更する必要がある。
以下、ノズル径300μm、500μmを用いて金属粒子径300±10μm、500±10μmを製造した実施例を示す。
(実施例1)
前記各図に示した金属粒子製造装置において、圧電素子107として積層型圧電素子を用いた。圧電素子107の最大変位量は、14.7μmであり、周波数特性は1.7MHzである。ここでは、上述の圧電素子107の温度が40°C以上にならないように温度制御した。高温になる部材、例えばプランジャ106及びノズル104はSUS製とし、一定温度に制御を行った。また、プランジャ106の直径(約8mm)内に1個のノズル104を設けた。ノズル径は、約300μm(0.3mm)とした。
前記各図に示した金属粒子製造装置において、圧電素子107として積層型圧電素子を用いた。圧電素子107の最大変位量は、14.7μmであり、周波数特性は1.7MHzである。ここでは、上述の圧電素子107の温度が40°C以上にならないように温度制御した。高温になる部材、例えばプランジャ106及びノズル104はSUS製とし、一定温度に制御を行った。また、プランジャ106の直径(約8mm)内に1個のノズル104を設けた。ノズル径は、約300μm(0.3mm)とした。
金属粒子130の組成は、鉛フリーはんだとして使用されているSn−Ag−Bi−In−Cu系合金(融点約210℃)を用い、加熱機構102を用いて250℃に加熱保持し、回収部121内には、不活性ガスである窒素ガスを圧力約1kPaで導入した。ノズル104から吐出した溶融した金属材料103は、ノズル104から約1m下方の金属粒子回収ボックス115で回収した。
圧電素子107の動作周波数を100Hzとして、圧電素子107の温度が一定になっていることを確認してから、金属粒子製造を8時間(約300万個)行った。また、詳細は省略するが、回収部121内にストロボカメラを設置して、吐出している金属粒子130の形状をリアルタイムで観察し、この観察結果に基づいて交流磁場制御部92で製造条件の調整を行った。
また、回収部121における電磁石112によって、0.5〜4.5Tまで0.5T刻みで磁場を印加した場合と磁場を印加しない無磁場の場合とで、金属粒子吐出製造を行った。金属粒子回収ボックス115内に回収した金属粒子130については、無作為に1000個採取し、走査型電子顕微鏡(SEM)による粒子形状観察及び画像解析装置によるへこみ又は欠けの有無と、真球度(長辺/短辺)と、収率(300±10μmを所望粒径とする)との測定を行った。
回収した金属粒子130を評価した結果を表2に示す。
表2より、1.0〜2.0Tを印加した場合、金属粒子130に欠け及びへこみがなく平均真球度も1に近い値をとっており、長辺と短辺との差が約3%前後であり、実際にBGAパッケージに搭載する際も転がり抵抗なく搭載することができる。また、収率も90%以上で生産性も良いことがわかる。それ以外の範囲では、平均真球度が1.3近くで長辺と短辺との差が約30%前後あり、品質が悪いことがわかる。以降、磁場強度によって、この様に差異が生じた要因を考察する。
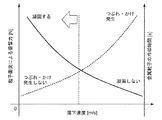
金属粒子130の落下速度と、つぶれ又は欠けと、凝固との関係を図4に示す。図4は両軸グラフとなっており、縦軸には粒子衝突による衝撃力[N]と金属粒子の冷却時間[s]とを表し、横軸には落下時間を表している。落下速度[m/s]に対し、つぶれ又は欠けと金属の凝固との関係はトレードオフの関係にあり、落下速度を速くしすぎると、金属材料103が表面張力で球形化して凝固する前に金属粒子回収ボックス115に入るため、扁平な粒子が発生する。また、金属粒子回収ボックス115に入っている粒子との粒子同士の衝突による衝撃力も大きくなってしまうので、欠け又はひびが粒子に入ってしまう。そのため、品質の良い粒子を製造するためには、ある一定の落下速度以下であることが必要である。
また、図5に落下速度と印加した磁場強度との関係及び実施結果を表す。縦軸は、高速度カメラ119を用いて計測(算出)した金属粒子の落下速度[m/s]を表し、横軸は、印加した磁場強度を表し、斜線部は欠け及びへこみのない金属粒子が製造可能な範囲を表している。品質の良い金属粒子を高収率で製造可能な領域は、落下速度が0.4m/s≦v≦0.8m/sの範囲(磁場強度が1.0T≦H≦2.0T)である。
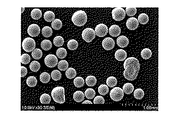
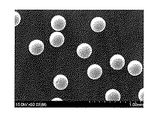
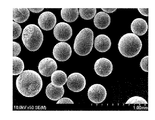
比較例1−1、実施例1−2、及び比較例1−3のときに、金属粒子回収ボックス115より回収した金属粒子130のSEM画像を、それぞれ、図6、図7、及び図8に示す。
図6から、無磁場の場合は、金属粒子130が円形ではなく、円形の一部が欠落した欠けが多いことがわかる。これは、落下速度が速過ぎて金属粒子回収ボックス115に回収されたときに粒子同士が衝突し変形し、又は、凝固前に落下したため変形したと考えられる。また、図8より、磁場強度が2.5Tの場合、金属粒子が磁力線方向に変形したため、円形の粒子ではなく、扁平粒子が多いことがわかる。これに対して、図7の場合、円形の粒子が多く、図6及び図8のような欠けのある粒子又は扁平粒子がほとんどないことがわかる。
よって、300μmの金属粒子を欠け・かけら無く、高収率で製造するためには、磁場強度が1.0T≦H≦2.0T(落下速度が0.4m/s≦v≦0.8m/s)であることが必要である。
(実施例2)
前記実施例1と同様にして、ノズル径を500μm(0.5mm)として金属粒子製造を行った。その結果を、表3に示す。所望の金属粒子径は500±10μmである。
前記実施例1と同様にして、ノズル径を500μm(0.5mm)として金属粒子製造を行った。その結果を、表3に示す。所望の金属粒子径は500±10μmである。
実施例1と同様に、ある印加磁場範囲である実施例2−1、2−2、2−3、2−4では、真球度が1に近く、収率も他の実施例条件とは異なって90%以上あり、欠け及びへこみのない品質の良い粒子を製造するためには、2.0T≦H≦3.5Tの磁場印加が必要であることがわかる。
実施例1では、金属粒子の最適な印加磁場強度は1.0T≦H≦2.0Tであったが、実施例2では、金属粒子の最適な印加磁場強度は2.0T≦H≦3.5Tへと増加している。これは、吐出される金属粒子の質量が増加したため、落下速度が増加したことに起因する。
(実施例3)
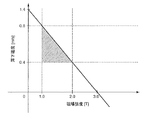
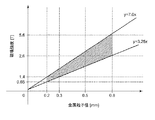
図9に実施例1及び実施例2と同様にノズル径を0.2〜0.8mmまで変更して金属粒子の吐出を行った結果を示す。縦軸に印加した磁場強度[T]を表し、横軸に吐出した金属粒子径[μm]を表し、また、斜線部はつぶれ・欠けがない金属粒子を90%以上の収率で製造できた範囲を表す。斜線部y軸の範囲は、実施例1、2の90%以上の収率で製造できた最大磁場強度2.0T、3.5Tと最小磁場強度1.0Tと2.0Tの点をそれぞれ通る最小二乗法で近似した一次関数y=7.0x、y=3.25xから決定した。よって、図9より、0.2≦粒子径x[mm]≦0.8、3.25x≦磁場強度y≦7.0xの範囲の場合、0.2〜0.8mmボールを、つぶれ・欠けなく製造可能である。
図9に実施例1及び実施例2と同様にノズル径を0.2〜0.8mmまで変更して金属粒子の吐出を行った結果を示す。縦軸に印加した磁場強度[T]を表し、横軸に吐出した金属粒子径[μm]を表し、また、斜線部はつぶれ・欠けがない金属粒子を90%以上の収率で製造できた範囲を表す。斜線部y軸の範囲は、実施例1、2の90%以上の収率で製造できた最大磁場強度2.0T、3.5Tと最小磁場強度1.0Tと2.0Tの点をそれぞれ通る最小二乗法で近似した一次関数y=7.0x、y=3.25xから決定した。よって、図9より、0.2≦粒子径x[mm]≦0.8、3.25x≦磁場強度y≦7.0xの範囲の場合、0.2〜0.8mmボールを、つぶれ・欠けなく製造可能である。
(製造した金属粒子の特徴)
次に、製造した金属粒子の特徴を述べる。表4に実施例1―2で作製した300μmの金属粒子に2Tの磁場を3.0cmから0.5cmずつ近づけた結果を示す。磁場を印加し、反応したものを○、反応しなかったものを×として評価した。
次に、製造した金属粒子の特徴を述べる。表4に実施例1―2で作製した300μmの金属粒子に2Tの磁場を3.0cmから0.5cmずつ近づけた結果を示す。磁場を印加し、反応したものを○、反応しなかったものを×として評価した。
この結果より、本実施形態の製造装置を用いて製造した金属粒子は、磁場強度2Tの磁場を距離1cm以内で加えると、磁化することを特徴に持ち、別手法を用いて製造した金属粒子と判別することができる。また、評価した金属粒子は、回収部の高さが0.5m〜3.0mで製造したものである。
前記実施形態によれば、回収筒113に強磁場印加が可能な電磁石112を配置し、磁場の向き及び磁場勾配を操作することで、金属粒子130に上向きに磁気体積力(磁気力)を発現させ、落下速度を減少させることで、品質の良い(へこみ及び欠けのない)粒子を製造することが出来、収率が向上することができる。よって、落下速度が速すぎて粒子同士が衝突することがなく、へこみ及び欠けが無くて品質の良い金属粒子130を高収率で製造することができる。
なお、前記様々な実施形態又は変形例のうちの任意の実施形態又は変形例を適宜組み合わせることにより、それぞれの有する効果を奏するようにすることができる。また、実施形態同士の組み合わせ又は実施例同士の組み合わせ又は実施形態と実施例との組み合わせが可能であると共に、異なる実施形態又は実施例の中の特徴同士の組み合わせも可能である。
本発明の前記態様における金属粒子製造方法及び装置は、粒径の異なる粒子をある一定の高さで、常に安定した体積を吐出させることが可能となる。特に、磁化率が大きい溶融金属の球形成を行う場合などでは、高い直径精度で高効率製造が可能である。
1 ピエゾ素子
2 供給口
3 振動棒
4 溶湯
5 溶解チャンバー
6 オリフィス
7 電極板
8 液滴
9 回収チャンバー
10 球状凝固体
11 ガス供給口
90 金属粒子製造装置
91 保持容器
92 交流磁場制御部
93 判定部
94 演算部
95 不活性ガス供給装置
96 透明窓
100 ノズルヘッド
101 供給室
102 加熱機構
103 金属材料
104 ノズル
105 圧力室
106 プランジャ
107 圧電素子
108 固定具
109 外部電源
110 ファンクションジェネレータ
111 先端部
112 電磁石
113 回収筒
114 ゲートバルブ
115 金属粒子回収ボックス
116 ファンクションジェネレータ
117 外部電源
118 遠心ポンプ
119 高速度カメラ
120 吐出部
121 回収部
130 吐出される金属材料(金属粒子)
2 供給口
3 振動棒
4 溶湯
5 溶解チャンバー
6 オリフィス
7 電極板
8 液滴
9 回収チャンバー
10 球状凝固体
11 ガス供給口
90 金属粒子製造装置
91 保持容器
92 交流磁場制御部
93 判定部
94 演算部
95 不活性ガス供給装置
96 透明窓
100 ノズルヘッド
101 供給室
102 加熱機構
103 金属材料
104 ノズル
105 圧力室
106 プランジャ
107 圧電素子
108 固定具
109 外部電源
110 ファンクションジェネレータ
111 先端部
112 電磁石
113 回収筒
114 ゲートバルブ
115 金属粒子回収ボックス
116 ファンクションジェネレータ
117 外部電源
118 遠心ポンプ
119 高速度カメラ
120 吐出部
121 回収部
130 吐出される金属材料(金属粒子)
Claims (8)
- 溶融金属から金属粒子を製造するに際し、
圧電素子にパルス圧力を発生させ、
このパルス圧力によるプランジャの上下移動動作により、前記パルス圧力を、保持容器内に保持した前記溶融金属に伝達し、
前記パルス圧力が伝達された前記溶融金属に臨界変位以上の変位が発生して、前記保持容器に設けられたノズルから前記溶融金属を、回収筒内の不活性ガス雰囲気中に1個ずつ単分散粒子として吐出して球形化し、
前記回収筒の外部から電磁石により交流磁場を前記回収筒内に発生させ、前記回収筒内に吐出された前記単分散粒子に、上向きに磁気体積力を発現させて、前記単分散粒子の落下速度を低減させつつ前記球形化した単分散粒子を回収する、金属粒子の製造方法。 - 前記電磁石により前記交流磁場を前記回収筒内に発生させ、前記回収筒内に吐出された前記単分散粒子に、前記上向きの磁気体積力を発現させて、前記単分散粒子の前記落下速度を低減させるとき、交流磁場制御部で前記電磁石によって前記回収筒内に発生させる前記交流磁場を制御する、
請求項1に記載の金属粒子の製造方法。 - 前記単分散粒子の粒子径x[mm]は、0.2≦x≦0.8であり、
前記交流磁場の磁場強度y[T]は、3.25x≦y≦7.0xである関係である、請求項1又は2に記載の金属粒子の製造方法。 - 前記溶融金属がはんだ材料であり、SnAgBiInCuを主成分とする合金である、請求項1〜3のいずれか1つに記載の金属粒子の製造方法。
- 溶融金属を保持する保持容器と、
前記保持容器に配置されて前記溶融金属を前記保持容器から吐出するノズルと、
所定のパルス圧力を発生する圧電素子と、
前記圧電素子で発生した前記パルス圧力を前記ノズルに位置する前記溶融金属に伝達し、溶融金属側に臨界変位以上に変位させて、前記ノズルから前記溶融金属を1個ずつ単分散粒子の液滴として前記保持容器から吐出するプランジャと、
前記ノズルの下方に連通されて前記単分散粒子を凝固及び球形化する回収筒と、
前記回収筒の外部に配置されて前記回収筒内に交流磁場を発生させる電磁石と、
前記吐出されて凝固及び球形化した前記単分散粒子の落下速度が前記交流磁場により低減された状態で前記単分散粒子を回収する回収部材とを備える、
金属粒子の製造装置。 - 前記電磁石により発生させる前記交流磁場を制御して、前記金属粒子に上向きに磁気体積力を発現させて、前記単分散粒子の落下速度を制御する交流磁場制御部をさらに備える、
請求項5に記載の金属粒子の製造装置。 - 前記回収筒と前記回収部材とを合わせた回収部の高さが0.5m以上3.0m以下である、
請求項5又は6に記載の金属粒子の製造装置。 - 前記回収部材は、前記球形化した単分散粒子として、磁場強度2Tの磁場を距離1cm以内で加えると磁化する金属粒子を回収する、
請求項5〜7のいずれか1つに記載の金属粒子の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016082337A JP2017190516A (ja) | 2016-04-15 | 2016-04-15 | 金属粒子の製造方法、及び、金属粒子の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016082337A JP2017190516A (ja) | 2016-04-15 | 2016-04-15 | 金属粒子の製造方法、及び、金属粒子の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017190516A true JP2017190516A (ja) | 2017-10-19 |
Family
ID=60084451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016082337A Pending JP2017190516A (ja) | 2016-04-15 | 2016-04-15 | 金属粒子の製造方法、及び、金属粒子の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017190516A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110842209A (zh) * | 2019-12-23 | 2020-02-28 | 北京工业大学 | 一种压差调控+电磁扰动制备均一金属颗粒的装置 |
| CN114939666A (zh) * | 2022-07-25 | 2022-08-26 | 浙江亚通焊材有限公司 | 一种气雾化法制备金属粉末的粒径控制方法 |
| CN115889775A (zh) * | 2022-08-22 | 2023-04-04 | 江西理工大学 | 一种细晶钨锭的短流程制备装置 |
| CN116638090A (zh) * | 2023-04-14 | 2023-08-25 | 北京工业大学 | 一种基于电磁自激励扰动制备均一金属颗粒的装置及方法 |
-
2016
- 2016-04-15 JP JP2016082337A patent/JP2017190516A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110842209A (zh) * | 2019-12-23 | 2020-02-28 | 北京工业大学 | 一种压差调控+电磁扰动制备均一金属颗粒的装置 |
| CN114939666A (zh) * | 2022-07-25 | 2022-08-26 | 浙江亚通焊材有限公司 | 一种气雾化法制备金属粉末的粒径控制方法 |
| CN115889775A (zh) * | 2022-08-22 | 2023-04-04 | 江西理工大学 | 一种细晶钨锭的短流程制备装置 |
| CN116638090A (zh) * | 2023-04-14 | 2023-08-25 | 北京工业大学 | 一种基于电磁自激励扰动制备均一金属颗粒的装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE39224E1 (en) | Apparatus and method for making uniformly sized and shaped spheres | |
| JP2017190516A (ja) | 金属粒子の製造方法、及び、金属粒子の製造装置 | |
| CN201208649Y (zh) | 利用超声振动雾化法制备焊锡膏用球形锡基合金粉末的装置 | |
| CN108311707B (zh) | 超细粉末的制备装置和制备方法 | |
| Xiong et al. | Experimental investigation on the height deviation of bumps printed by solder jet technology | |
| CN103769595A (zh) | 一种制备微晶和非晶态粉末材料的方法 | |
| Goudar et al. | Effect of atomization parameters on size and morphology of Al-17Si alloy powder produced by free fall atomizer | |
| TWI898761B (zh) | 錫球製造用金屬錫 | |
| Dong et al. | Size-on-demand preparation of SAC305 solder balls based on pulsated orifice ejection method | |
| JP2001226706A (ja) | 微細金属球製造装置 | |
| JP2001267730A (ja) | 半田ボール | |
| CN113560587A (zh) | 一种bga锡球熔炼及快速成型方法 | |
| JP2018090866A (ja) | 溶融金属吐出装置 | |
| TWI603793B (zh) | 混合型霧化裝置 | |
| CN109807339A (zh) | 一种制备低氧球形金属粉末的设备及方法 | |
| CN114850483B (zh) | 一种快速高效筛选均一焊球的装置及方法 | |
| JP2001107113A (ja) | 金属ガラス球の製造方法およびこの方法で製造された金属ガラス球、並びにその製造装置 | |
| Chao et al. | Experimental analysis of a pneumatic drop-on-demand (DOD) injection technology for 3D printing using a gallium-indium alloy | |
| CN111375775A (zh) | 用于破碎高温金属熔液的激波发生器 | |
| JP2001254108A (ja) | 微細金属球の製造方法並びに微細金属球製造装置 | |
| JP2001353436A (ja) | 単分散粒子及びその単分散粒子の製造方法及びその製造方法で製造された単分散粒子、並びにその製造装置 | |
| KR100469018B1 (ko) | 마이크로 금속볼의 제조방법과 그 장치 | |
| CN207479613U (zh) | 一种制备低氧球形金属粉末的设备 | |
| JP2006009113A (ja) | 微小金属球の製造方法 | |
| JP5022022B2 (ja) | 単分散粒子製造装置 |